23产品编号及代码管理规范
24位机号编码规则
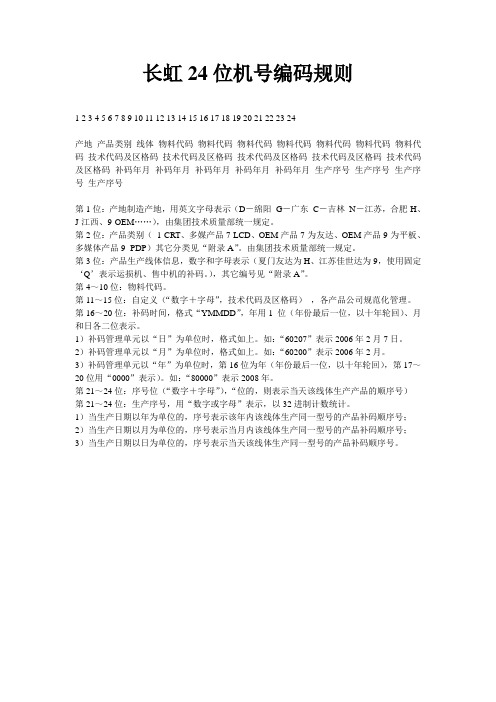
长虹24位机号编码规则1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24产地产品类别线体物料代码物料代码物料代码物料代码物料代码物料代码物料代码技术代码及区格码技术代码及区格码技术代码及区格码技术代码及区格码技术代码及区格码补码年月补码年月补码年月补码年月补码年月生产序号生产序号生产序号生产序号第1位:产地制造产地,用英文字母表示(D-绵阳G-广东C-吉林N-江苏,合肥-H、J-江西、9-OEM……),由集团技术质量部统一规定。
第2位:产品类别(1-CRT、多媒产品7-LCD、OEM产品7-为友达、OEM产品9-为平板、多媒体产品9- PDP)其它分类见“附录A”。
由集团技术质量部统一规定。
第3位:产品生产线体信息,数字和字母表示(夏门友达为H、江苏佳世达为9,使用固定‘Q’表示运损机、售中机的补码。
),其它编号见“附录A”。
第4~10位:物料代码。
第11~15位:自定义(“数字+字母”,技术代码及区格码),各产品公司规范化管理。
第16~20位:补码时间,格式“YMMDD”,年用1 位(年份最后一位,以十年轮回)、月和日各二位表示。
1)补码管理单元以“日”为单位时,格式如上。
如:“60207”表示2006年2月7日。
2)补码管理单元以“月”为单位时,格式如上。
如:“60200”表示2006年2月。
3)补码管理单元以“年”为单位时,第16位为年(年份最后一位,以十年轮回),第17~20位用“0000”表示)。
如:“80000”表示2008年。
第21~24位:序号位(“数字+字母”),“位的,则表示当天该线体生产产品的顺序号)第21~24位:生产序号,用“数字或字母”表示,以32进制计数统计。
1)当生产日期以年为单位的,序号表示该年内该线体生产同一型号的产品补码顺序号;2)当生产日期以月为单位的,序号表示当月内该线体生产同一型号的产品补码顺序号;3)当生产日期以日为单位的,序号表示当天该线体生产同一型号的产品补码顺序号。
23 中间产品储存条件与储存期管理规程

文件名称编制人编制日期制订部门生产部中间产品储存条件与储存期管理规程审核人审核日期批准人批准日期文件编号GB-SC-023-D生效日期分发部门质量管理部、生产部、各车间目的:建立中间产品的储存条例及储存期管理规程,防止中间产品在储存过程中变质、污染。
范围:适用于中间产品的储存管理。
责任:质量管理部、生产部、各车间负责本规程的执行。
内容:1生产过程中的中间产品包括中药材浸膏、灭菌后中药细粉、颗粒、素片、糖衣片、薄膜衣片、加蜜料坨、素丸(小蜜丸、水丸、水蜜丸、浓缩丸)、口服液混合液、中药渗漉液、酒剂配制液、已熬制糖浆、炼蜜等。
2中间产品应按规定贮存条件妥善保管。
3根据重点产品的稳定性规定贮存期,有特殊要求的物料应按特殊要求规定贮存期。
3.1中药浸膏:密封,贮存在0℃-6℃的冷库中。
贮存时间不超过60天,超过贮存期复验合格后贮存期30天。
3.2中药渗漉液:密封,贮存温度0℃-6℃的冷库中,贮存时间不超过90天,超过贮存期后复验合格后贮存期为30天。
3.3酒剂配制液:密封,贮存在0℃-6℃的冷库中,贮存时间不超过60天,超过贮存期后复验合格后贮存期为30天。
3.4已熬制糖浆、炼蜜:贮存期为2天。
3.5蒙脱石散:中间站贮存期为10天。
因该品种易吸潮,超过贮存期后重新烘干处理。
3.6灭菌后中药细粉,密封保存,灭菌后7天内使用,超过7天重新灭菌后使用。
因生产情况或生产计划灭菌后近期不生产的,密封保存,贮存期为90天,超过贮存期后复验理化项目合格后贮存期为30天,灭菌后使用。
3.7颗粒、素片、糖衣片、薄膜衣片、胶囊、素丸等:密封保存,贮存期为90天,超过贮存期后复验合格后贮存期为20天。
4复验合格后的中间产品,执行复验后的贮存期规定。
5中间产品存放时就有明显的状态标识。
待验、合格、不合格品应分开存放。
6变更记载文件编号GB-SC-013-CGB-SC-013-D生效日期2007年7月26日——是否新增否否增加范围和责任变更内容——7相关文件无第1页共1页GB-SC-023-D。
产品编码及命名

便洁宝公司产品出厂编号条码的说明为了便于便洁宝公司产品的分类和追溯,跟踪及管理,对公司产品出厂编号条码进行如下规定:1. 出厂编号代码分以下两个部分公司内部出厂编号=品牌代码 + 机型代码+外观代码+功能代码 +陶瓷代码 +年月日代码(XIX) +(01-99)+(10-99)+(00-99)+(01-99)+(120510)+ 打包序号+(0001-9999)A、品牌代码(1)“星星”品牌用“XIX”三个大写字母表示。
(2)“便洁宝”品牌用“BJB”三个大写字母表示。
(3)所有OEM 品牌用“O**”三个大写字母表示(其中“O”表示OEM,“**”表示具体OEM 名称的最后两个字的汉语拼音的第一个字母,如东胜用“ODS”)表示。
如有重名可延续到最后第三四个字母。
(4)外贸用“W**”三个大写字母表示,(其中“W”表示外贸,“**”表示具体外贸客户名称的最后两个单词的第一个字母,如SFA 用“WFA”)表示。
如有重名可延续到最后第三四个字母。
B、机型代码机型代码机型代码单冷机01 高水箱(直热)14分体简易机02 高水箱(储热)15一体低水箱简易机03 低水箱单体机(直热)16一体中水箱简易机04 低水箱单体机(储热)17一体高水箱简易机05 中水箱单体机(直热)18分体机带遥控器(储热) 06 中水箱单体机(储热)19分体机带遥控器(直热) 07 高水箱单体机(直热)20分体机不带遥控器(储热) 08 高水箱单体机(储热)21分体机不带遥控器(直热) 09 分体机带遥控器陶瓷(储热) 22低水箱(储热) 10 分体机带遥控器陶瓷(直热) 23低水箱(直热)11 分体机不带遥控带器陶瓷(储热) 24中水箱(直热)12 分体机不带遥控器带陶瓷(直热) 25中水箱(储热)13 分体单冷机带陶瓷26分体简易机带陶瓷27C、外观代码所有外观代码用 10-99 中的任何两位数表示。
(单冷机、简易机、分体机、低水箱、中水箱、高水箱分别从10 开始编号。
23产品质量保证大纲封面

产品质量保证大纲编制:审核:标检:质量会签:批准:科技发展有限公司文件更改记录1 范围本标准规定了数控程序及《数控程序操作指导书》的编制、更改及管理要求。
本标准适用于贵阳明浩精密科技有限公司军品生产中金属切削数控设备的数控程序的管理。
2 引用标准下列标准所包含的文件,通过本标准中引用而构成本标准的条款。
所有标准都会被修订,凡是注日期的引用标准,其随后所有的修改单(不包括勘误的内容)或修订版均不适用本标准,但使用本标准的各方应探讨使用其最新版本的可能性。
GJB9001B-2009 质量管理体系要求GYMH-Q1-2014 质量手册3 数控加工程序编制依据a)产品设计图及加工工艺规程;b)有关数控设备操作说明书及编程说明书;c)有关工装设计图及实物;d)切削手册;e)刀具手册;f)应用软件及说明书4 《数控程序操作指导书》的编制及管理4.1 《数控程序操作指导书》的编制4.1.1 《数控程序操作指导书》的由工艺员编制。
亦可由生产部门指定专人负责编制,但每台只能指定一人;4.1.2 《数控程序操作指导书》的编制采用图表(根据加工特点可变更使用)。
图标格式见附录A.。
4.1.3 对于参数编程的《数控程序操作指导书》xxx图表中可只反映机床参数录入界面及输入参数。
4.1.4 对于临时加工零件的数控程序可不编《数控程序操作指导书》,但数控程序必须经过校4.1.5 简单型面(程序少于20段)的数控加工可不编《数控程序操作指导书》,其数控程序应写在工艺规程中,数控程序应编程序号。
4.2 《数控程序操作指导书》的审批4.2.1 《数控程序操作指导书》的审批流程为:工艺员或生产部门指定的专人编制,主管工艺员(或技术室主任)审核,技术部长批准。
4.2.2 关键过程的《数控程序操作指导书》审批流程为:工艺员或生产部门指定的专人编制,技术部长审核,主管副总经理批准。
4.3 《数控程序操作指导书》的编号××××--- ××-- ×××设备型号工序号零件号4.3.1 编号由技术部负责管理。
国家最新特种设备代码编号方法-2020

特种设备代码编号方法-- 阿山一、编号方法依据来源依据特种设备安全技术规范《固定式压力容器安全技术监察规程》T S G21 –2016附件 D ,以及质检总局办公厅关于实施《特种设备使用管理规则》中若干问题的通知(质检办特函【2017】1015号)。
二、编号的基本方法设备代码为设备的代号,必须具有唯一性,由设备基本代码、制造单位代号、制造单位代号、制造年份、制造顺序号组成,中间不空格。
ⅩⅩⅩⅩ ⅩⅩⅩⅩⅩ ⅩⅩⅩⅩ ⅩⅩⅩⅩⅩ三、编号的含义1. 设备基本代码按照《特种设备目录中》品种的代码( 4 位阿拉伯数字)编写。
如第二类压力容器为“ 2150 ”。
2. 制造单位代号由制造许可审批机关所在地的行政区域代码(2 位阿拉伯数字)和制造单位制造许可证编号中的单位顺序号(3 位阿拉伯数字)组成。
如黑龙江某一压力容器制造单位,由原国家质检总局负责审批,其制造许可证编号为TS221089-02015 ”,其中国家质检总局行政区域代码用10 表示,单位顺序号为890,则制造单位代号为“10890 ”;如由原黑龙江质量技术监督局负责审批,其制造许可证编号为“TS2223-0210015 ” , 其中黑龙江行政区域代码用23表示,单位顺序号为10,则制造单位代码代号为“23010 ”。
3. 制造年份产品制造的年份( 4 位阿拉伯数字),如2015 年制造的则为“ 2015 ”4. 制造顺序号制造单位自行编排的产品顺序号(5位阿拉伯数字)。
如2015年制造的某一品种的压力容器的产品制造顺序号为98,则编为“ 00098 ”。
如果制造顺序号超过99999,可用拼音字母代替。
如制造产品的某一品种的压力容器的产品制造顺序号为100000或者110000,则制造顺序号为A0000 或B0000,依此类推。
以下附件为质检总局2014年114号公告内容,《目录》自2014年10月30日施行特种设备目录。
航天产品编号管理制度
航天产品编号管理制度一、总则为保障航天产品编号管理工作的规范,提高产品编号管理的效率,制定本制度。
二、适用范围本制度适用于所有涉及航天产品编号管理的单位和人员。
三、编号管理的原则1. 精准性原则:产品编号应准确体现产品的实际特征和属性。
2. 统一性原则:产品编号应统一规范,便于管理和查询。
3. 持续性原则:产品编号应具有持续性,不应重复或重复使用。
4. 敏捷性原则:编号管理应具有快速、灵活的特点,以适应产品变化和需求变化。
四、产品编号管理流程1. 产品编码申请:产品部门在确定产品的基本属性和特征后,向编号管理部门提交产品编码申请。
2. 编号审核:编号管理部门对申请进行审核,确保编号的准确性和唯一性。
3. 编号发放:审核通过后,编号管理部门发放产品编号。
4. 编号使用管理:产品部门在使用产品编号时,应按照规定的标准和格式使用,不得随意更改。
5. 编号变更管理:如有产品属性变更或编号冲突,产品部门应及时向编号管理部门提出变更申请,并经过审核后进行变更。
6. 编号终止管理:对于已经停产或已经废弃的产品,产品部门应及时向编号管理部门报告,并对相关编号进行终止管理。
五、编号管理的责任1. 产品部门负责完整、准确地向编号管理部门提交产品编码申请,并按照编号管理制度规定使用和维护产品编号。
2. 编号管理部门负责对产品编码申请进行审核和发放,并监督产品部门的产品编号使用和管理情况。
3. 其他相关部门负责配合产品编号管理工作,并对其负责的产品编号进行维护和管理。
六、编号管理的监督1. 部门内部监督:编号管理部门应加强对产品部门的产品编号使用和管理进行监督,及时发现和纠正违规行为。
2. 上级部门监督:上级部门应加强对编号管理部门的工作进行监督和指导,确保产品编号的管理工作得到规范执行。
3. 内部审计监督:对产品编号管理工作进行定期的内部审计,查找和纠正存在的管理漏洞和问题。
七、编号管理的制度保障1. 完善的制度文件:对产品编号管理制度的各项规定进行明确详细的规定,确保产品编号管理工作的规范和有序进行。
产品牌号和生产批号管理办法

4.3标称宽度:用标称宽度3位数字表示,单位为毫米。
4.4质量分档:用1位英文字母表示,与产品检验标准中的分档一致。
4.5标称厚度:用两位数字表示,为平均厚度的标称值,单位为微米。标称厚度目前分为两档,表示方法为:当平均带厚在23±2微米范围内(包括25微米)时统一表示为23、当平均厚度在27±2微米范围内时统一表示为27。
我公司的产品牌号由五段、九位数字或字母组成,具体规定如下:
4.1成分范围:用一位数字和一位英文字母表示:
a)目前正在生产的产品(标称成分:Si5.40±0.02;B2.48±0.02):1A;
b)正在开发的新产品(相当于Metglas2605SA1,标称成分:Si5.20±0.02;B2.40±0.02):1B;
规范公司的产品牌号和生产批号命名,加强公司产品编码的管理。
适用于本公司的单层带材、五重卷及铁芯的产品牌号和生产批号管理。
3.1技术部负责产品牌号和生产批号的归口管理。
3.2 带材车间负责对产品牌号和生产批号在产品上的标识。
3.3库房负责产品牌号和生产批号在物流系统中的标识。
3.4 市场营销部负责产品牌号在产品销售及市场宣传中的使用。
4.6状态码:用1位英文字母表示。其中:单层带材:D五 Nhomakorabea重卷:W
铁芯:T
5.1小卷的生产批号由生产线编号、班次、日期、炉次、大卷顺序号、小卷顺序号组成。
5.2重卷的生产批号由重卷标识CJ、重卷日期、顺序号组成。
重卷所对应的小卷编号由生产厂负责搭配的部门产生。
6.1产品牌号由市场营销部在产品销售或进行产品宣传时向用户提供。
6.2产品牌号在公司内部物流系统中开始使用前,由技术部组织相关部门对产品牌号的生成、传递、切换时间、现有库存产品牌号的处置等具体实施事项进行协调。
(word完整版)产品编码规则

产品编码规则版本记录:1 目的使全体员工了解公司产品编码规则及编码中相应代码含义,便于产品编码的统一管理。
2 参考文件《产品标识和可追溯性控制程序》3 适用范围公司内部用于产品方面的所有整机、单机、包装、组件、原材料及外加工产品。
4 产品编码规则4。
1 产品编号构成(特征:第1位代码3)①②③④①前2位数字表示结构类别代码(整机、单机、包装)具体如下:30代表:整机31代表:单机32代表:包装XX代表:为可拓展码段,暂时留用。
②第3位数字表示名称类别代码(如:氧气机,呼吸机)具体如下:1代表:氧气机2代表:呼吸机X:为可拓展码段,暂时留用。
③第4、5位的XX表示第三分类号(例如:整机中的某种型号或组件中的某一特征)XX具体含义如下:oo机:XX代表最大流量,例如03代表3LPM,05代表5LPM.aa机:XX代表最大压力,例如20代表20cmH2O,25代表25cmH2O。
XX代表:为可拓展码段,暂时留用.④最后4位的XXXX表示产品设计序列号4.2 组件编号构成(特征:第1位代码为4)①②③④①前2位数字表示结构类别代码(组件)具体如下:40代表:生产组件41代表:售后组件XX代表:为可拓展码段,暂时留用。
②第3位数字表示名称类别代码,(如:oo,aa)具体如下:1代表:oo2代表:aaX:为可拓展码段,暂时留用.③第4、5位的XX表示第三分类号(例如:表示组件中的某一特征组件)01代表:oo机分子筛罐组件02代表:oo机储氧罐组件03代表:压缩机组件05代表:机加气控阀组件06代表:前壳组件07代表:后壳粘贴组件08代表:底座组件09代表:进气罐组件10代表:、排气罐组件11代表:罩壳组件21代表:风扇组件22代表:分子筛罐组件24代表:反吹管路组件25代表:线路板组件XX:为可拓展码段,暂时留用④最后4位的XXXX表示:序列号.4.3 原材料编码规则(特征:第1位代码为5,6或7)XX X XX XXXX (9位数字组成)①②③④①前2位数字表示结构类别代码(专用原材料,常规采购原材料或外协加工件)具体如下:50代表:专用原材料60代表:常规采购原材料70代表:外协加工原材料XX代表:为可拓展码段,暂时留用②前3位数字表示:原材料第一分类后更细化的第二分类序号501表示:oo机专用件;601表示:电器;602表示:超领核销;604表示:接头;605表示:塑料件;606表示:其它材料;具体实例如下:③前五位数字表示:更细化的第三分类序号50专用件细分如下:其它为可拓展码段,暂时留用;60常规采购原材料细分如下:其它为可拓展码段,暂时留用;70外协加工原材料细分如下:其它为可拓展码段,暂时留用;具体详细内容可参考《料代码清单》④最后4位的XXXX表示:序列号5 产品、组件和原材料编码举例例1:301030005表示:产品设计序列号为0005的3LPMoo机整机例2:301050020表示:产品设计序列号为0020的5LPMoo机整机例3:311030006表示:产品设计序列号为0006的3LPMoo机单机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分切
同4.1.3干法生产线各工序产品编码规定的“分切”项
3.
包装(外箱)
同4.1.3干法生产线各工序产品编码规定的“包装”项
4.3涂覆产品
4.3.1涂覆产品料号命名规
S
H
2
16
D
1
4
星源产品代码
制作工艺
基膜孔隙率类别
涂覆产品厚度
工艺类别
涂覆工艺
涂层厚度
1.陶瓷涂覆:H
2.PVDF涂覆:J
3.陶瓷/PVDF混合涂覆:F
孔隙率
湿法:W
3:普通强度(TD拉伸强度<1600kgf/cm2)
5:高强度(TD拉伸强度≥1600kgf/cm2)
如:12、14、16、20、25、
A=孔隙率34%
B=孔隙率36%
C=孔隙率38%
D=孔隙率40%
E=孔隙率42%
F=孔隙率44%
G=孔隙率46%
H=孔隙率48%
4.2.2湿法生产线各工序产品编码规定
A
2
- 0001
工序代码
包装时间
班次
1:湿法
2:干法
—流水号
例:流延工序2014年2月9号A班在2号流延机使用配方类型B生产出的膜,收卷辊为ABC号辊,当天生产流水号为17;则产品编号为:CB2140209A 017ABC
4.2湿法产品
4.2.1湿法料号规则表
S
W
3
12
E
星源产品代码
制作工艺
强度
厚度
A=孔隙率30%
B=孔隙率33%
C=孔隙率37%
D=孔隙率42%
E=孔隙率47%
F=孔隙率50%
4.1.3干法生产线各工序产品编码规定
序号
工序
产品编码规则
Байду номын сангаас1.
流延
C
B
1
140209
A
001
ABC
工序代码
配方
机台号
生产时间
班次
流水号
辊号
3.
复合
M
B
1
140209
A
001
ABC
工序代码
配方
机台号
生产时间
产品编号及代码管理规范
文件编号: A/QA-QW23
版次:07
发行日期: 2015/04/30
实施日期: 2015/05/05
制作部门:品质部
批准
审核
制作
No.____
文件修改履历表
版次
修改内容与理由
修改页次
实施日期
01
02
03
04
05
06
07
初版发行
修改文件格式,全面修改文件内容。
修改公司商标及分切和包装的编号规则,增加光明工厂生产线各工序编号规则。
4:多层
如:12、14、16、20、25、32、40、60
0:33%
1: 37%
2:42%
3:47%
4:≥50%
普通:1
高强度:2
4.1.2干法产品料号命名规则(国外客户)
S
X
X
XX
A
星源产品代码
制作工艺
层序
厚度
孔隙率
干法普通:D
干法高强度:Q
2:单层
4:多层
如:12、14、16、20、25、32、40、60
如:12、14、16、20、25、
D:干法
W:湿法
详细见4.3.2
如:1, 2
陶瓷及PVDF为单面厚度;
混合涂覆为涂层总厚度。
4.3.2涂覆工艺
制作工艺
代码
含义
陶瓷涂覆
1
单面涂覆
2
双面涂覆
PVDF涂覆
1
单面涂覆
2
双面涂覆
陶瓷/PVDF混合涂覆
1
单面陶瓷涂覆+同面PVDF涂覆
2
单面陶瓷涂覆+另一面PVDF涂覆
4.3.4涂覆各工序产品编码规定
序号
工序
产品编码规则
1.
涂覆
大膜
L
M
1
140209
A
001
工序代码
浆料代号
M: CE-301
机台
生产时间
班次
流水号
2.
分切
同4.1.3干法生产线各工序产品编码规定的“分切”项
3.
包装
(外箱)
同4.1.3干法生产线各工序产品编码规定的“包装”项
4.4新增产品料号申请流程
①
优级品
适用干法流延基膜产品
6.
②
合格品
7.
③
报废品/不合格品
5.流程图(无)
6.相关和支持性文件
6.1《产品标识和可追溯性控制程序》(SEN/QP-09)
删除原西丽工厂产品型号命名规则,修改4.1产品型号命名规则
修改4.3各工序产品编码规定格式
增加湿法、涂覆产品料号命名规则
修改湿法料号规则表及湿法生产线各工序产品编码规定
所有页
封面和P2
第1/5页
第2页
第2-5页
第2-3页
2009/03/18
2010/11/25
2011/01/18
2013/09/25
3.3生产计划部负责对产品编号的使用。
3.4营销中心负责根据产品编码及对应的控制标准与客户进行沟通交流。
3.5财务部负责根据产品编号对我司产品进行分类统计。
4.主要内容
4.1干法产品
4.1.1干法产品料号命名规则(国内客户)
S
D
2
16
1
0
1
星源产品代码
制作工艺
层序
厚度
孔隙率
预留编号
版次号
干法:D
2:单层
2014/03/15
2014/10/25
2015/05/05
1.目的
明确各工序产品的编码规则,规范产品的命名,便于产品的标识以及确保标识的唯一性。
2.范围
本程序适用于各工序产品的命名规则。
3.职责权限
3.1品质部负责对产品编号的维护及使用监督。
3.2技术部、研发项目管理中心负责按照产品编号命名规则对新产品进行命名,并建立新产品的控制标准。
班次
流水号
辊号
5.
拉伸
H
B
1
140209
A
001
ABC
工序代码
配方
机台号
生产时间
班次
流水号
辊号
7.
分层
H
B
1
140209
A
001
ABC
67
工序代码
配方
机台号
生产时间
班次
流水号
辊号
层序
拉伸产品编号
10.
分切
S
140209
A
2
-0001
工序代码
生产日期
班次
1:湿法
2:干法
—流水号
12.
包装
(外箱)
CD
140209
序号
工序
产品编码规则
1.
制膜
W
B
1
1
1
140209
A
1
001
工序代码
配方
辅料代码
主机原料配比
工艺代码
生产时间
班次
工位号
DS→OS
流水号
如:A、B、C、D等。
如:1、2、3等。
辅料比重:
0=0%
1=1~20%
2=21~40%
3=41~60%
4=61~80%
5=81~99%
1:孔径>33nm
2:孔径≤33nm
新增产品如需申请料号需填写料号申请表,并附上《产品内控标准》及《产品控制标准》经分管领导审批后,由质管办存档相关申请记录并将新料号更新至《产品料号一览表》
4.5产品等级规定
序号
等级代码
产品等级名称
适用范围
1.
A
优级品/合格品
干法、湿法、涂覆大膜及成品
2.
C
降等品
3.
D
处理品
4.
F
报废品/不合格品
5.
3
双面陶瓷涂覆+一面加涂PVDF
4.3.3示例
料号
含义
SH220D14
干法陶瓷涂覆膜厚度20μm,单面涂覆,涂层厚度4μm,
SH230W25
湿法陶瓷涂覆膜厚度30μm,双面涂覆,单面涂层厚度5μm
SJ213D11
干法单面PVDF涂覆膜厚度13μ,涂层总厚度1μm
SF220W14
湿法混合涂覆膜厚度20μm,涂层总厚度4μm,涂覆工艺为:单面陶瓷涂覆+同面PVDF涂覆