洗药、润药岗位标准操作规程
僵蚕生产工艺规程
XXXXXXX有限公司生产工艺规程标题僵蚕、炒僵蚕生产工艺规程共11页第1 页文件号起草人起草日期部门审阅日期QA审阅日期批准日期生效日期颁发部门分发部门变更记录文件修订号变更版本变更时间变更原因1 目的:建立僵蚕、炒僵蚕生产工艺规程,用于指导现场生产。
2 范围:僵蚕、炒僵蚕生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5.1 产品基本信息5.1.1产品名称:僵蚕炒僵蚕5.1.2规格:统5.1.3性状:僵蚕:本品略呈圆柱形,多弯曲皱缩。
长2~5cm,直径0.5~0.7cm。
表面灰黄色,被有白色粉霜状的气生菌丝和分生孢子。
头部较圆,足8对,体节明显,尾部略呈二分歧状。
质硬而脆,易折断,断面平坦,外层白色,中间有亮棕色或亮黑色的丝腺环4个。
气微腥,味微咸。
炒僵蚕:形如僵蚕,表面黄色。
5.1.4企业内部代码5.1 5性味与归经:咸、辛,平。
归肝、肺、胃经。
5.1.6功能与主治:息风止痉,祛风止痛,化痰散结。
用于肝风夹痰,惊痫抽搐,小儿急惊,破伤风,中风口,风热头痛,目赤咽痛,风疹瘙痒,发颐痄腮。
5.1.7用法与用量:5~10g。
5.1.8贮藏:置干燥处,防蛀。
5.1.9包装规格3g/袋;5g/袋;10g/袋;30g/罐;40g/罐;50g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;25kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5-10000kg5.3 辅料:麸皮每100kg僵蚕,用麸皮10~15kg5.4 生产环境:一般生产区6 工艺流程图6.1 僵蚕工艺流程图:6.2炒僵蚕工艺流程图:6.3 生产操作过程与工艺条件:6.3.1 领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取僵蚕原料。
6.3.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
【精选】酒白芍生产工艺规程

目的:为了给药品生产各部门提供必须共同遵守的技术准则,以保证酒白芍饮片每批生产均是按原设计进行,保证酒白芍饮片在贮存期内保持预定的质量。
范围:适用于酒白芍饮片的生产和控制。
责任:生产车间、生产技术部、质量管理部。
内容:1、产品概述1.1、产品名称:酒白芍1.2、来源:本品为毛茛科植物芍药Paeonia lactiflora Pall.的干燥根。
1.3、产地:主产安徽。
1.4、采收及加工标准:夏、秋二季采挖,洗净,除去头尾和细根,置沸水中煮后除去外皮或去皮后再煮,晒干。
1.5、原药材性状:本品呈圆柱形,平直或稍弯曲,两端平截,长5~18cm,直径1~2.5cm。
表面类白色或淡棕红色,光洁或有纵皱纹及细根痕,偶有残存的棕褐色外皮。
质坚实,不易折断,断面较平坦,类白色或微带棕红色,形成层环明显,射线放射状。
气微,味微苦、酸。
1.6、成品性状:1.6.1、酒白芍:本品形如白芍片,表面微黄色或淡棕黄色,有的可见焦斑。
微有酒香气。
1.7、规格:薄片1-2mm。
1.8、性味与归经:苦、酸,微寒。
归肝、脾经。
1.9、功能与主治:养血调经,敛阴止汗,柔肝止痛,平抑肝阳。
用于血虚萎黄,月经不调,自汗,盗汗,胁痛,腹痛,四肢挛痛,头痛眩晕。
1.10、用法与用量:6~15g。
1.11、注意:不宜与藜芦同用。
1.12、贮藏:置干燥处,防蛀。
1.13、包装规格:根据需要采用包装规则为0.5kg/袋、1kg/袋、2kg/袋或20-50kg/袋。
2、炮制依据与制法2.1、《中国药典》2020年版第一部、四部3、制法:3.1、酒白芍:取净白芍片,照酒炙法(通则0213)炒至微黄色。
5、操作过程及工艺条件 5.1、各岗位生产前准备与检查5.1.1、操作工按进出生产区更衣规程进行更衣。
5.1.2、检查上批产品清场合格证(副本),核对其是否在有效期内,并将其附于本批生产记录内。
5.1.3、检查所用设备、容器具的清洁情况,确认无上次生产遗留物。
013药材前处理岗位操作规程

济宁华能制药厂有限公司1.目的:建立中药材的前处理标准操作程序,以保证中药材前处理符合工艺要求。
2.适用范围:前处理岗位操作人员。
3.有关责任:前处理操作人员、QA员。
4.内容:4.1饮片类型和选择原则:4.1.1薄片:厚2mm以下,质地致密,坚实,片薄不易破碎的药材宜之。
4. 1.2厚片:厚2-4mm,质地疏松,粉性大,切成薄片易破碎的药材宜之。
4.2净选加工:4.2.1清除杂质:根据杂质与药物之间的体积大小、比重或粘附或附着不同而采用不同的方法。
挑选:是采用手工的方法,清除混在药物中的杂质及霉败品等。
同时将药物大小、粗细分档,以便进一步加工处理。
4.2.2分离和去除非药用部位去茎与去根:根或根茎类药物,往往带有地上残茎故须除去。
丹参、黄芪应除去残茎。
去枝梗:去除某些果实、花、叶类药物非药用部位的枝梗(包括某些果柄、花柄、叶柄及嫩枝等)使其纯净用量准确(五味子)。
去皮壳:树皮类、根和根茎类、果实种子类药物需去皮壳,桃仁用时捣碎。
4.2.3 其它加工:碾捣,某些药物由于质地坚硬或形体甚小不便切成饮片,不论生熟均须碾碎或捣碎以便调剂或制剂,使之充分发挥疗效。
果实种子类(五味子、桃仁)本类药物大都含有脂肪油或挥发油,碾碎后不宜贮存过久,以免泛油变质或挥散失效,若用量较小时,应在调剂时临时捣碎为宜。
4.3切制饮片:4.3.1切制前的水处理:4.3.1.1泡法:质地坚硬、水分较难渗入的药材,一般浸泡至6-7成透时,捞出,润软,即行切制。
泡法操作受药材质地、体积和季节等因素的影响,一般体粗大、质地坚实者泡的时间应长些;反之泡的时间应短些。
春冬季节泡的时间宜长些,夏秋季节泡的时间宜短些,有些质轻遇水漂浮的药材要压以重物,使其完全浸入水中。
注意:药材净选分档;泡至微下色;不断的检查水头;少泡多润。
洗法:质地松软,水分易渗入的药材,投入水中,淘洗后及时取出,稍润,即行切制。
在保证药材洁净和易于切制的前提下,尽量采用“抢水洗”,使操作力求迅速,缩短药材与水液的接触时间,防止药材“伤水”和有效成分损失。
白芍工艺规程
湖南丹桂园GMP文件-工艺规程1. 产品概述1.1.产品名称:白芍1.2.产品编码:C-A0021.3.批原药材投料量:10-100kg1.4.来源:本品为毛茛科植物芍药干燥根的炮制加工品。
1.5.性味归经:苦、酸,微寒。
归肝、脾经。
1.6.功能主治:平肝止痛,养血调经,敛阴止汗。
用于头痛眩晕,胁痛,腹痛,四肢挛痛,血虚萎黄,月经不调,自汗,盗汗。
1.7.用法用量:6~15g,水煎服。
1.8.贮存:置通风干燥处,防蛀。
2. 生产依据和炮制方法2.1.生产依据:《中华人民共和国药典》2015年版第一部P105。
2.2.炮制方法:取原药材,除去杂质,洗净,润透,切薄片,干燥,筛去灰屑。
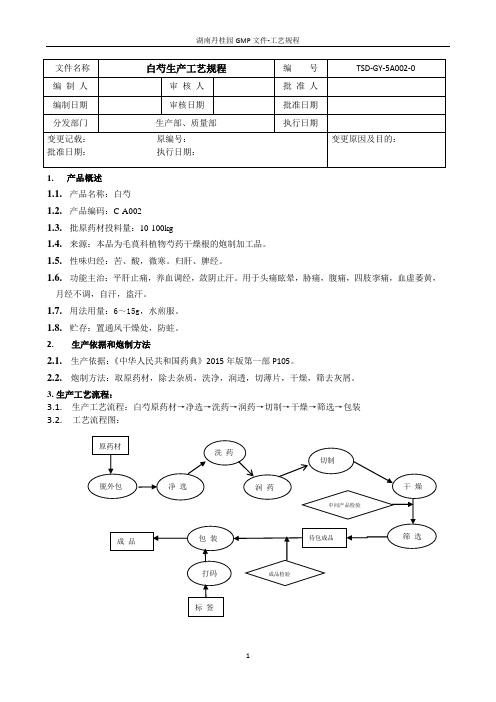
3.生产工艺流程:3.1. 生产工艺流程:白芍原药材→净选→洗药→润药→切制→干燥→筛选→包装3.2. 工艺流程图:4.炮制过程及工艺条件:4.1.炮制过程:4.1.1. 领料:根据《批生产指令》,填写“领料单”,领取白芍原药材,核对品名、规格、产地、批号、数量等,确认所领取物料是经批准放行的。
4.1.2.净选:将脱外包后的药材,按《净选岗位标准操作规程》操作,除去杂质、非药用部位和变质品。
装入洁净周转筐,称重,交下工序并填写相关记录。
4.1.3.洗药:将净选后的白芍,按《洗药岗位标准操作规程》操作,用清洁饮用水清洗干净。
洗至药材表面洁净不含泥沙及杂质时,出料。
交下工序并填写相关记录。
4.1.4.润药:将洗净后的白芍,按《润药岗位标准操作规程》操作,以定量饮用水淋润药材片刻后闷润,以物遮盖并定时淋水保持湿润,使水分缓缓渗入药材内部,根据季节天气情况,冬春2-3天,夏秋1-2天,直至药透水尽,使药材内外软硬一致,利于切制。
(注:润药时间长短应视药物质地和季节而定;夏季润药,要防止药物霉变),取出摊晾,装入洁净周转筐,交下工序并填写相关记录。
4.1.5. 切制:将润后的白芍,按《切制岗位标准操作规程》操作,手工切1-2mm薄片。
操作标准和技术标准
操作标准(SOP)和技术标准(STP)类文件1.生产标准操作规程SOP-MFP-001 领料岗位标准操作规程SOP-MFP-002 称量配料岗位标准操作规程SOP-MFP-003 拣选岗位标准操作规程SOP-MFP-004 洗药岗位标准操作规程SOP-MFP-005 切药岗位标准操作规程SOP-MFP-006 炮制岗位标准操作规程SOP-MFP-007 干燥岗位标准操作规程SOP-MFP-008 破碎岗位标准操作规程SOP-MFP-009 过筛岗位标准操作规程SOP-MFP-010 包装岗位标准操作规程SOP-MFP-011 中转站岗位标准操作规程SOP-MFP-012 洗衣岗位标准操作规程SOP-MFP-013 物料进入生产区清洁、消毒标准操作规程SOP-MFP-014 人员进出生产区标准操作规程SOP-MFP-015 消毒剂配制及使用标准操作规程SOP-MFP-016 蒸煮岗位标准操作规程SOP-MFP-017 煅制岗位标准操作规程SOP-MFP-018 润药软化岗位标准操作规程2.质量标准2.1原药材质量标准2.2饮片质量标准2.3中间产品质量标准2.4包装材料质量标准STP-QMP-601 聚乙烯塑料袋质量标准STP-QMP-602 外箱质量标准STP-QMP-603 标签质量标准STP-QMP-604 外包装编织袋质量标准2.5辅料质量标准STP-QMP-501 饮用水质量标准STP-QMP-502 灶心土质量标准STP-QMP-503 黄酒质量标准STP-QMP-504 食醋质量标准STP-QMP-505 乙醇质量标准STP-QMP-506 食盐质量标准STP-QMP-507 食用植物油质量标准STP-QMP-508 滑石粉质量标准STP-QMP-509 蜂蜜质量标准STP-QMP-510 蔗糖质量标准STP-QMP-511 生姜质量标准STP-QMP-512 麦麸质量标准STP-QMP-513 河砂质量标准STP-QMP-514 米质量标准3、检验标准操作规程3.1原药材检验标准操作规程3.2饮片检验标准操作规程3.3中间产品检验标准操作规程3.4包装材料检验标准操作规程SOP-QMP-601 聚乙烯塑料袋检验标准操作规程SOP-QMP-602 外箱检验标准操作规程SOP-QMP-603 标签检验标准操作规程3.5辅料检验标准操作规程SOP-QMP-501 饮用水检验标准操作规程SOP-QMP-502 灶心土检验标准操作规程SOP-QMP-503 黄酒检验标准操作规程SOP-QMP-504 食醋检验标准操作规程SOP-QMP-505 乙醇检验标准操作规程SOP-QMP-506 食盐检验标准操作规程SOP-QMP-507 食用植物油检验标准操作规程SOP-QMP-508 滑石粉检验标准操作规程SOP-QMP-509 蜂蜜检验标准操作规程SOP-QMP-510 蔗糖检验标准操作规程SOP-QMP-511 生姜检验标准操作规程SOP-QMP-512 麦麸检验标准操作规程SOP-QMP-513 河砂检验标准操作规程SOP-QMP-514 米检验标准操作规程3.6检验标准操作规程通则SOP-QMP-201 药材取样标准操作规程SOP-QMP-202 药材检定标准操作规程SOP-QMP-203 中药材、中药饮片显微鉴别标准操作规程SOP-QMP-204 一般鉴别试验标准操作规程SOP-QMP-205 紫外分光光度法检验标准操作规程SOP-QMP-207 高效液相色谱法检验标准操作规程SOP-QMP-209 相对密度测定标准操作规程SOP-QMP-210 馏程测定法标准操作规程SOP-QMP-211 熔点测定法标准操作规程SOP-QMP-212 凝点测定法标准操作规程SOP-QMP-213 旋光度测定法标准操作规程SOP-QMP-214 PH值测定法标准操作规程SOP-QMP-215 非水滴定法标准操作规程SOP-QMP-216 杂质检查法标准操作规程SOP-QMP-217 灰屑检查法标准操作规程SOP-QMP-218 氯化物检查法标准操作规程SOP-QMP-219 铁盐检查法标准操作规程SOP-QMP-220 重金属检查法标准操作规程SOP-QMP-221 砷盐检查标准操作规程SOP-QMP-222 干燥失重测定标准操作规程SOP-QMP-223 水分测定法标准操作规程SOP-QMP-224 炽灼残渣检查法标准操作规程SOP-QMP-225 灰分测定法标准操作规程SOP-QMP-226 氮测定法标准操作规程SOP-QMP-227 脂肪与脂肪油测定标准操作规程SOP-QMP-228 酸败度检查法标准操作规程SOP-QMP-229 有机氯类农药残留量测定法标准操作规程SOP-QMP-230 浸出物测定法标准操作规程SOP-QMP-231 鞣质含量测定法标准操作规程SOP-QMP-232 桉油精含量测定法标准操作规程SOP-QMP-233 挥发油测定法标准操作规程SOP-QMP-234 溶液颜色检查法标准操作规程SOP-QMP-235 检验通则SOP-QMP-236 指示剂配制法标准操作规程SOP-QMP-237 滴定液配制和标定标准操作规程SOP-QMP-238 碘滴定液配制与标定标准操作规程SOP-QMP-239 硫代硫酸钠滴定液配制与标定标准操作规程SOP-QMP-240 氢氧化钠滴定液配制与标定标准操作规程SOP-QMP-241 盐酸滴定液配制与标定标准操作规程SOP-QMP-242 量筒使用标准操作规程SOP-QMP-243 缓冲液配制法标准操作规程SOP-QMP-244 检验用试剂配制标准操作规程SOP-QMP-245 膨胀度测定法检验标准操作规程SOP-QMP-246 玻璃仪器的清洁标准操作规程SOP-QMP-247 玻璃器具的校验标准操作规程SOP-QMP-248 温度计校正标准操作规程SOP-QMP-249 分度吸管使用标准操作规程SOP-QMP-250 刻度离心管使用标准操作规程SOP-QMP-251 滴定管使用标准操作规程3.7实验设备标准操作规程4.生产设备标准操作规程5.清洁规程5.1设备清洁规程5.2生产清洁规程SOP-CLP-041 洗药润药岗位清场标准操作规程SOP-CLP-042 切药岗位清场标准操作规程SOP-CLP-043 炮制岗位清场标准操作规程SOP-CLP-044 配料岗位清场标准操作规程SOP-CLP-045 干燥岗位清洁标准操作规程SOP-CLP-046 蒸煮岗位清洁标准操作规程SOP-CLP-047 过筛岗位清洁标准操作规程SOP-CLP-048 包装岗位清洁标准操作规程SOP-CLP-049 外包装岗位清洁标准操作规程SOP-CLP-050 车间污物、废物清洁标准操作规程SOP-CLP-051 生产区清洁标准操作规程SOP-CLP-052 生产区容器具清洁标准操作规程SOP-CLP-053 生产区厂房清洁标准操作规程SOP-CLP-054 生产区灯具清洁标准操作规程SOP-CLP-055 生产区帽子、工作服清洁标准操作规程SOP-CLP-056 生产区工作鞋清洁标准操作规程SOP-CLP-057 生产区用车清洁标准操作规程SOP-CLP-058 生产区更衣柜清洁标准操作规程SOP-CLP-059 生产区洗衣间清洁标准操作规程SOP-CLP-060 生产区地面清洁标准操作规程SOP-CLP-061 中间站清洁标准操作规程SOP-CLP-062 更衣室清洁标准操作规程SOP-CLP-063 鞋柜清洁标准操作规程SOP-CLP-064 挑选岗位清洁标准操作规程SOP-CLP-065 破碎岗位清洁标准操作规程SOP-CLP-066 轧扁岗位清洁标准操作规程6.产品工艺规程6.1工艺规程通则SOP-TMS-001 净制、洗润、饮片切制生产工艺规程SOP-TMS-002 清炒法生产工艺规程SOP-TMS-003 加辅料炒法生产工艺规程SOP-TMS-004 炙法生产工艺规程SOP-TMS-005 燀法生产工艺规程SOP-TMS-006 煅法生产工艺规程SOP-TMS-007 蒸煮法生产工艺规程6.2产品工艺规程。
制药车间操作工操作规程

制药车间操作工操作规程
《制药车间操作工操作规程》
一、工作服和个人卫生:
1.1 操作工须穿着干净整洁的工作服,不得穿拖鞋或赤脚进入
车间。
1.2 在操作前,应洗净双手并戴上指定的手套。
1.3 擅自将个人饰品携入车间,如戒指、项链等,一律不得佩戴。
二、操作规范:
2.1 操作工应按照操作规程进行操作,不得随意更改操作程序。
2.2 操作工应仔细阅读使用说明书,了解所操作设备的使用方
法和注意事项。
2.3 操作工应定期对所操作的设备进行巡视、保养和清洁,发
现问题及时上报。
三、药品保护:
3.1 操作工在操作过程中,必须严格按照生产标准操作,确保
产品的质量和安全性。
3.2 对于不合格的产品,操作工应及时上报并进行处置,不得
私自销毁或隐瞒。
四、事故处理:
4.1 在操作过程中,如发现异常情况,应立即停止操作,并上
报相关负责人或安全管理人员。
4.2 发生事故时,操作工应配合相关部门进行调查、原因分析,不得隐瞒或篡改事实。
五、车间环境:
5.1 操作工应保持车间环境的整洁和安全,不得随意乱扔垃圾
或烟头。
5.2 操作工应遵守禁止吸烟和乱倒污水的规定,保持车间空气
的清新和环境的卫生。
以上是《制药车间操作工操作规程》的一部分内容,操作工在工作时需严格遵守以上规程,确保药品的质量和安全性,保障生产过程的顺利进行。
洗药、润药岗位标准操作规程
目的:建立提取车间洗药、润药岗位标准操作规程,使洗药、润药岗位生产操作标准化,规范化,保证产品质量。
范围:提取车间前处理洗药、润药岗位操作。
责任:提取车间主任、技术员,前处理班长,洗药、润药操作工。
内容:1. 生产前准备1.1 前处理班长接收车间技术员发放的批生产指令/记录及其它相关配套文件,核对检查,确认无误。
1.2 按“上、下岗位交接管理管理规程”(SMP.SC-SG-12)接收挑选、筛选岗位传来的中药材,核对品名、炮制批号、重量等,确认与批生产指令相符;状态标志齐全,有车间质量监控员签发的“中间产品流转证”。
1.3 检查操作间内卫生状况是否符合要求,有厂房“已清洁”标志,并在有效期内;确认无上次生产遗留物,并有上批次生产的“清场合格证”(副本)。
1.4 生产用容器具清洁合格,有“已清洁”状态标志并在有效期内。
1.5 检查操作间的洗药车是否挂有“完好”和“已清洁”标志,且在有效期内。
1.6 生产操作人员着装正确、整齐,个人卫生符合要求。
1.7 水电供应正常。
1.8 工艺用水符合饮用水标准,有企业检定合格报告书。
1.9上述检查确认无误后,由前处理班长更换现场所用标志。
摘下厂房、设备、容器具“已清洁”状态标志及清场合格证副本,贴附于批生产记录指定位置;挂上本批生产状态标志,厂房加挂“生产运行中”,设备加挂“设备运行中”,注明产品名称、规格、批量、生产日期等。
1.10 及时填写记录并签名,开始进行生产。
2. 操作过程2.1 洗药2.1.1 将中药材倒入洗药车,每次一桶,开启洗药车排水阀门,一边翻动中药材,一边用流动饮用水快速冲洗,直至排水口流出水澄清透明为止,取出装桶。
2.1.2 在操作过程中应随时注意不能将中药材泡在水中。
2.1.3 质地松软、易吸收水分的中药材,需切制的,洗净后直接装入周转桶移交切药岗位。
需切制而又质地坚硬、不易吸收水分且不易切制的中药材洗净后移交润药岗位。
2.2润药2.2.1 将中药材倒入润药车,开启排水阀门,用加热罐将水加热至25-30℃,润药车装满后盖盖,30分钟后喷淋热水至排水阀排水由滴水变为连续的水流为止,盖盖。
润药机操作规程
润药机操作规程一、润药机必须由专人保管和操作,定期进行维护。
二、润药前必须检查抽真空水箱,查看水位情况,达到要求后进行下步操作。
三、洗净所润药物。
四、将洗净待润药物装入润药机。
五、润药程序为:打开电源→设定抽真空时间→抽真空至蜂鸣音响→设定润药时间→打开蒸汽阀门润药至蜂鸣音响。
六、润药完毕,关闭电源,关闭蒸汽阀,开启下水道放水。
打开润药机门,取药。
七、清洁润药机及工作场地。
粉粹机操作规程一、粉粹机必须由专人保管和操作,定期进行维护。
二、待粉粹药物必须烘烤干燥,入转盘碾槽内碾成粗颗粒,用磁铁吸尽铁钉等。
三、系好集粉袋,开启电源开关,待机器运转正常后,慢慢加入粗颗粒进行粉粹。
四、粉粹完毕,关掉电源,取下集粉袋,清洁机器,打扫室内卫生。
一、磨刀机必须由专人保管和操作,定期进行维护。
二、磨刀前加足冷却水。
三、开机前将刀片与砂轮位置调节合适,然后按照开冷却水→开砂轮→开刀片滑动装置的次序按下电动开关。
四、磨刀完毕,清洁磨刀机及场地。
一、脱皮机必须由专人保管和操作,定期进行维护。
二、被加工物料在脱皮前需经筛分和单后再进行脱皮加工。
三、设备运转前不要往下料斗投料,待设备运转正常后,再进行投料。
四、根据被加工物料体积大小,通过两调整丝杆,同步调整两脱皮辊间距,直至达到最佳脱皮效果后,再用六角螺母将调整丝杆锁紧。
五、检查三角带松紧程度,通过调整电动机位置将三角带调至松紧适度。
六、通过物料下抽板控制下料量,下料量过大影响质量,下料量过小影响产量。
七、轴承、过轮轴及齿轮面在生产时要经常加注润滑油。
八、操作完毕,清洁脱皮机及工作场地。
中药润药机安全操作及保养规程
中药润药机安全操作及保养规程前言中药润药机是中医药行业的必备设备,它可以提高药材的使用率和药效,减少药材损耗,但是如果不正确使用和保养,就会产生很多安全隐患,甚至会影响药材品质。
因此,在使用中药润药机时,必须遵守相关的操作规程并加强日常的保养工作。
安全操作规程1.操作前检查在操作中药润药机前,必须仔细检查设备是否处于正常状态。
检查内容包括:电源是否正常,加热器是否工作正常,控制系统是否正常等。
如果设备存在异常情况,必须在修理后才能使用。
2.操作时注意在使用中药润药机时,应该保持安静、整洁的环境,同时注意以下事项:•操作过程中不要离开机器,以防意外情况发生。
•在操作中药润药机时,应使用安全电缆或插座,尽可能避免使用延长线。
•不要在设备下方堆放物品或拿取杂物,以免绊倒。
•操作完成后,及时关闭电源,避免电源过载或某些部件过热。
3.维护保养除了正确地操作中药润药机,还需要加强日常保养工作,包括以下几方面:•经常清洗设备,以避免杂质污染药材或导致设备故障。
•定期检查设备,包括松动和腐蚀部件等。
•经常给设备器件进行加油维护等操作。
设备保养规程中药润药机是用于中药材加工的设备,正常使用和保养中药润药机非常重要,可以延长设备的使用寿命、提高工作效率和加工中药的效果。
以下是设备保养规程:1.清洗设备中药润药机需要使用几个小时,甚至长时间才能加工完成,因此经常需要用清水来清洗设备,保持器具的清洁和卫生状况。
但是在清洗过程中,必须关闭所有开关和电源,并使用湿布擦拭。
不要使用水枪直接冲洗,否则容易导致水或湿气侵入电源、开关等部位,造成设备故障。
2.设备维护经常对中药润药机进行设备检查可以确保设备始终维持在良好状态。
一些设备维护售后服务商也会提供设备的保养和维护指导,可以关注售后服务的内容,获取设备的维护技巧。
3.加油润滑中药润药机需要在机器上某些部件进行加油维护操作,可保持机器性能不受损和恒量的设定。
用润滑油来润滑可以有效降低机器因使用而磨损部件的面损失,同时减少噪音,延长使用寿命。
生产指令及洗润药记录
4、若用饮用水不能彻底清洁,需使用清洁剂进行擦洗容器内外,用饮用水冲洗容器内外至无残留清洁剂。
□
□
□
□
洗药机
1、切断电源,打开排污阀、放水阀将污水排放干净,用板刷、抹布或高压水枪清除洗药机内外残留药材。
2、用抹布擦洗洗药机内外至目测无污物。
□
□
润药机
1、切断电源,打开润药机门,用高压水枪将药屑清除干净。
2、用板刷、抹布或高压水枪冲洗机体内外,再用抹布擦洗至洁净。
3、料车用饮用水冲洗并擦拭至无异物,托盘用饮用水冲洗至洁净无可见异物。
□
□
□
清
洁
清
场
1、收集清理生产记录上交工艺负责人。
2、将上批剩余物料要及时结清退库或在指定位置码放整齐并悬挂状态标识。
3、将生产所得中间产品清点或称量后挂上状态标识,全部转入下道工序或放置于指定位置等待处理。
10、用抹布擦洗工艺管线、灯具、风口等。
11、用润湿的擦玻璃器擦洗生产区墙面、顶棚、门窗。
□
□
□
□
□
□
□
□
□
□
□
清场时间
月 日 时 分~ 月 日 时 分
清洁结果确认
结论:
备 注
工序负责人
检查人
洗 润 药 记 录(附 页)
产品名称
规 格
批 号
批 量
kg
生产结束时间
月 日 时 分
结 果 记 录
润药
序号
数量kg
抽真空时间min,蒸润时间:min。
机润温度应不大于:℃。
□ 润药槽
5、润药过程中要勤翻动,勤检查,以免发霉变质,润药应做到药透水尽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目的:
建立提取车间洗药、润药岗位标准操作规程,使洗药、润药岗位生产操作标准化,规范化,保证产品质量。
范围:
提取车间前处理洗药、润药岗位操作。
责任:
提取车间主任、技术员,前处理班长,洗药、润药操作工。
内容:
1. 生产前准备
1.1 前处理班长接收车间技术员发放的批生产指令/记录及其它相关配套文件,核对检查,确认无误。
1.2 按“上、下岗位交接管理管理规程”(SMP.SC-SG-12)接收挑选、筛选岗位传来的中药材,核对品名、炮制批号、重量等,确认与批生产指令相符;状态标志齐全,有车间质量监控员签发的“中间产品流转证”。
1.3 检查操作间内卫生状况是否符合要求,有厂房“已清洁”标志,并在有效期内;确认无上次生产遗留物,并有上批次生产的“清场合格证”(副本)。
1.4 生产用容器具清洁合格,有“已清洁”状态标志并在有效期内。
1.5 检查操作间的洗药车是否挂有“完好”和“已清洁”标志,且在有效期内。
1.6 生产操作人员着装正确、整齐,个人卫生符合要求。
1.7 水电供应正常。
1.8 工艺用水符合饮用水标准,有企业检定合格报告书。
1.9上述检查确认无误后,由前处理班长更换现场所用标志。
摘下厂房、设备、容器具“已清洁”状态标志及清场合格证副本,贴附于批生产记录指定位置;挂上本批生产状态标志,厂房加挂“生产运行中”,设备加挂“设备运行中”,注明产品名称、规格、批量、生产日期等。
1.10 及时填写记录并签名,开始进行生产。
2. 操作过程
2.1 洗药
2.1.1 将中药材倒入洗药车,每次一桶,开启洗药车排水阀门,一边翻动中药材,一边用流动饮用水快速冲洗,直至排水口流出水澄清透明为止,取出装桶。
2.1.2 在操作过程中应随时注意不能将中药材泡在水中。
2.1.3 质地松软、易吸收水分的中药材,需切制的,洗净后直接装入周转桶移交切药岗位。
需切制而又质地坚硬、不易吸收水分且不易切制的中药材洗净后移交润药岗位。
2.2润药
2.2.1 将中药材倒入润药车,开启排水阀门,用加热罐将水加热至25-30℃,润药车装满后盖盖,30分钟后喷淋热水至排水阀排水由滴水变为连续的水流为止,盖盖。
反复操作,直至用手折药材能够弯曲不折断,中间无硬心为止。
2.2.2在操作过程中应注意夏天润药时间不宜过长,防止药材腐烂、变
质。
2.2.3润药结束后,将润好的中药材装入周转箱内,挂上标志。
2.2.4 通知车间质量监控员检验,检查合格后,将中药材按“上、下岗位交接管理管理规程”(SMP.SC-SG-14)交下工序。
2.3 在洗药、润药过程中,应注意任何时候中药材都不能直接接触地面。
2.4 药材洗涤应使用流动水,用过的水不得用于洗涤其他药材。
2.5在生产操作过程中,应随时按批生产指令要求,将工艺参数、操作时间等及时填入批生产记录中。
3. 操作结束
3.1取下“生产运行中”状态及“设备运行中”状态标志,换上“待清洁”标志。
3.2清洁
摘下厂房、设备及容器“待清洁”标志,开始进行清洁。
3.2.1 按“一般生产区容器具及用车清洁规程”(SOP.JS-GX-04)清洁所有周转箱等,清洗合格后加挂“已清洁”状态标志,注明日期、有效期、操作者后退回拣选岗位,定置存放。
3.2.2 按“一般生产区厂房清洁规程”(SOP.JS-CF-04)清洁洗药、润药操作间。
3.2.3 将所用清洁工具送回清洁工具间按“一般生产区清洁工具清洁规程”(SOP.JS-GX-08)清洁后按规定存放。
3.2.4 清洁完毕,检查合格后加挂“已清洁”状态标志,注明清洁人、清洁日期、清洁有效期等。
3.2.5 及时认真填写清洁记录。
3.3 清场
3.3.1按“清场管理规程”(SMP.SC-SG-04)进行本岗位清场工作。
3.3.2清场结束后,及时填写清场记录;由质量管理部监控员检查并签
发“清场合格证”(正、副本),并在“清场记录”上签字,注明日期。
清场记录、“清场合格证”(正本)及上批次“清场合格证”(副本)纳入本批次生产记录中,本批次“清场合格证”(副本)留在生产现场为下一批次生产前检查凭证。
3.4 将本批生产操作的有关记录(包括批生产记录、运行状态标志、原材料合格证、清场记录、清场合格证等)汇总整理,检查无误后交前处理班长复核。