配剂岗位标准操作规程-x
配料岗位安全操作规程(3篇)

配料岗位安全操作规程一、工作前准备1. 穿戴好个人防护设备,包括帽子、口罩、手套和工作服。
2. 检查和准备好所需的配料材料,确保其质量安全和数量充足。
3. 清理和消毒工作台、器具和容器,确保工作环境整洁和卫生。
二、配料操作规范1. 确保按照标准操作程序进行配料操作,并严格遵守操作规程。
2. 对于需要称量的配料,确保称量准确,按照配方要求计量。
3. 在进行配料操作时,注意避免交叉污染,确保不同配料之间的安全隔离。
4. 对于易燃、易爆、有毒等危险配料,必须按照规定的安全操作程序进行操作,严禁私自调整使用量。
5. 在进行液体配料操作时,要小心慢倒,避免溅出和烫伤。
6. 严禁将未经检验或不合格的配料投入使用,确保使用的配料符合质量标准。
7. 对于需要混合搅拌的配料,要确保搅拌器具干净无异物,并遵守正确的搅拌操作方法。
8. 配料过程中,要及时记录配料的批次和用量,保留好相关记录。
三、故障排查和处理1. 配料过程中如遇设备故障,应立即停机并通知维修人员。
2. 对于配料材料发现异常情况,如异味、变色、结块等,应立即停止使用,并上报质检部门。
3. 如果发现有人员不按操作规程执行配料操作,应及时提醒并纠正错误,确保操作安全。
四、工作结束后清理和收尾1. 完成配料工作后,及时对工作台、器具和容器进行清理和消毒。
2. 清点和核对所用配料和余料,确保准确无误。
3. 妥善处理产生的废弃物和残渣,分类投放到指定的垃圾桶或容器中。
4. 关闭设备和工作台,归位放置工具和器具,保持工作环境整洁。
五、安全知识培训和交流1. 配料岗位员工必须接受相关的安全知识培训,了解岗位操作规程和防护措施。
2. 定期开展安全生产交流会议,分享配料岗位安全经验和事故案例,提高工作人员的安全意识和应对能力。
3. 新进员工必须在岗位上接受指导和培训,熟悉岗位操作规程和安全要求。
六、紧急情况的应对1. 配料岗位员工必须熟悉紧急情况的应对措施,包括火灾、泄漏和人员伤害等。
配料岗位操作规程
配料岗位操作规程配料岗位是生产流程中非常重要的一个环节,配料的准确性和质量的高低直接影响到整个产品的品质和成本。
如何正确地操作配料岗位,是一项非常需要注意的工作。
为了保证生产中配料的准确性和高效性,配料岗位需要遵守以下操作规程。
一、安全操作1.配料操作员必须穿戴好工作服和安全帽,并确保带上手套和口罩。
2.在操作之前,必须检查工作台,确保其有足够的空间以摆放清单上的所有配料。
3.配料岗位的工作台必须保持干燥、整洁、无杂物,防止污染食品原料。
4.禁止在配料区域内吃东西、喝水或者吸烟,以保证食品安全。
二、配料准确性1.在进行配料操作之前,必须仔细阅读生产工艺流程,了解需要加入的各种原料和配方的比例。
2.严格按照生产工艺流程的配方和比例加入各种配料,以确保产品的质量和口感。
3.注意使用库存日期较近的原材料。
4.每次操作结束后,对用量进行清点,确保配料的准确性。
5.在配料过程中,可以使用工具来辅助计量,以确保每次用料的准确性。
三、设备检查1.在配料操作之前,必须检查设备是否正常运转,并确保配料设备、器具无异味和污染,符合规范。
2.配料器具应当经过定期的清洗、消毒,以保证产品的质量和卫生标准。
3.在使用设备时,要注意各个部位的清洗、养护和维护,及时发现问题并及时解决。
四、记录与报告1.在配料过程中,按生产流程标准化操作,每一次的用量应当准确记录,其中包括每个原材料的准确使用量以及使用情况。
2.记录中应包含用量、时间、检验以及可能的问题报告。
3.若出现偏差,记录应及时上报,便于生产和工艺人员调整,并及时纠正偏差。
研究表明,故障、变化、偏差、遗漏都是影响食品质量的关键因素。
因此,在配料的操作过程中,除了要做好以上准确性、设备检查和安全操作,更要注重记录和报告。
生产中事无巨细,利剑出鞘方能保证食品安全。
在操作中做好防范措施,同时严格遵循规程,将成为保障品质的前提。
实验室常用液体配制标准操作规程

常用液体配制标准操作规程(SOP)国家传染病诊断试剂与疫苗工程技术研究中心二〇〇八年九月修订目录一、细菌培养系统(责任人:郑子峥)二、DNA操作系统(责任人:罗文新、陈瑛炜)三、蛋白质操作系统(责任人:李少伟、顾颖、潘晖榕)四、细胞培养相关(责任人:程通、张涛)五、单克隆抗体制备系统(责任人:陈毅歆、)六、EIA系统(责任人:葛胜祥、熊君辉)一、细菌培养系统1、LB培养基:每1000mL加分析纯NaCl 10g ,蛋白胨10g,酵母粉5g,用ddH2O 配制,再用10M NaOH调pH至7.4(1000mL一般加450ul),高压蒸汽灭菌15min冷却后使用。
2、固体培养基:LB培养基中加入琼脂至1.5%,高压蒸汽灭菌15min后使用。
3、10%(g/V) 氨苄青霉素钠(Ap):注射用氨苄青霉素钠(粉末)50g溶于500ml无菌去离子水中,溶解后分装入4ml灭菌的EP管,全程超净工作台内操作,避免染菌,分装后-20度保存,培养细菌时做1000×使用。
注:如果购买的氨苄青霉素粉末不是无菌包装的,溶解后需用0.22滤膜过滤除菌后再分装。
4、2.5%(g/V)硫酸卡那霉素(Kan)注射用硫酸卡那霉素(液体)通常是2ml/支,内含0.5g卡那霉素。
取25支药剂(50ml),加入450ml无菌去离子水中,分装入4ml灭菌的EP管,全程超净工作台内操作,避免染菌,分装后-20度保存,培养细菌时做1000×使用。
注:如果购买的卡那霉素是粉末状的非无菌包装,溶解后需用0.22滤膜过滤除菌后再分装。
5、细菌培养:配制相应抗性培养基,每试管倒入3~4ml培养基(卡那霉素抗性培养采用标记试管),无菌牙签挑取单克隆至试管中,于37℃,220rpm 培养。
剩余培养基做好抗性和日期标记,置于4℃保存。
6、化学感受态制备:1)原理::细菌处于容易吸收外源DNA的状态叫感受态,这时的菌细胞称为感受态细胞(Competent cell)。
药品生产技术《配料岗位----配料标准操作规程》

配料岗位----配料标准操作规程
目的:建立配料标准操作规程,标准配料操作。
适用范围:适用于车间配料操作人员。
责任者:操作者、QA质监员、车间工艺员。
操作法:
1称量配料岗位操作程序与方法
〔1〕直接使用原料或中间产品,需清洁或除去外包装。
〔2〕称量人认真核对物料名称、规格、批号、数量等,确认无误后按规定的方法和生产配料单的定额称量,记录并签名。
〔3〕称量必须复核,核对称量后物料的名称、重量,确认无误后记录、签名。
〔4〕需要进行计算后称量的物料,计算结果先经复核无误后再称量。
〔5〕配好批次的原辅料装于洁净容器中,并附上标志,注明品名、批号、规格、数量、称量人、日期等。
〔6〕剩余物料包装好后,贴上标志,放入脱包暂存室。
〔7〕每配制完成一种产品的原辅料必须彻底清场,清洁卫生后经检查合格前方可进行另一种产品的称量配制。
2根据各种物料配料量,按“称料的先后原那么〞依次称量。
每称量一种物料均需另一人复核,〔品名、数量〕无误后,再称下一种物料。
3称量好的物料用洁净容器盛装,填写好盛装单,交接下一工序。
4一个品种称量后按清场要求进行清场。
5及时填写原始记录。
消毒剂配制、使用标准操作规程[1]
![消毒剂配制、使用标准操作规程[1]](https://img.taocdn.com/s3/m/e262a82e8bd63186bdebbc96.png)
消毒剂配制、使用标准操作规程[1]消毒剂配制、使用标准操作规程[1]编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(消毒剂配制、使用标准操作规程[1])的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为消毒剂配制、使用标准操作规程[1]的全部内容。
消毒剂配制、使用标准操作规程标准操作规程(SOP)1. 目的:建立消毒剂的配制、使用标准操作规程,规定其可用种类、使用方法及注意事项。
2。
范围:适用于消毒剂的配制和使用。
3。
责任:消毒剂的配制人员、各部门使用人员。
4. 程序:4。
1 种类:75%乙醇(X1),0。
1%新洁尔灭溶液(X2),甲醛(X3),乳酸(X4),3%双氧水溶液(X5),手消毒液(X6)。
4.2 配制方法:4。
2.1 采用稀释法配制消毒剂所用公式:CV=C1V1C:已知浓溶液的浓度 V:需用浓溶液的体积C1 :欲配稀溶液的浓度 V1:欲配稀溶液的体积4。
2。
2 75%乙醇配制方法:取95%乙醇溶液3947ml加水至5000ml稀释成75%的溶液,置干燥容器内密闭保存.4.2.3 0。
1%新洁尔灭溶液配制方法:取5%新洁尔灭溶液100ml加水至5000ml稀释成0.1%的溶液,置干燥容器内密闭保存。
4.2.4 3%双氧水溶液配制方法:取30%双氧水溶液500ml加水至5000ml稀释成3%的溶液,置干燥容器内密闭保存。
4。
2.5 手消毒液:洗必泰溶于70%的乙醇配成0。
5%的洗必泰乙醇溶液,再加入溶液量2%的甘油即成手消毒液,置干燥容器内密闭保存。
4。
2.6 甲醛、乳酸:直接使用。
4。
2。
7 配制后消毒剂的盛装容器壁上贴标签注明名称、配制日期、有效期限、配制人等。
乙醇配制标准操作规程
2.2.4已配制好的乙醇溶液应加盖并旋紧存放,以免异物落入,并挂上注明有品名、重量、日期、操作者的桶签。
2.2.5如果要配某一浓度的乙醇溶液体积(V)ml按上表中的体积数据同样操作就可以达到所要求的。
2.3及时做好原始记录。
3.结束工作
3.1换批或本日工作结束时清场工作
3.1.1用纯化水擦洗设备外壳、衡器、工具、容器具。
3.1.2用纯化水拖洗地面,擦洗墙面、顶棚。
3.1.3将废弃物送往车间废弃物堆放处。
3.2换品种时清场工作。
3.2.1清理地面及设备,不得留有本批次产品。
3.2.2按相关设备使用、维护、保养、清洁SOP清洁设备,用纯化水擦洗衡器、容器具及工具,不得遗留本批次的药物。
47.0
18.4
纯化水v2(ml)
12.8
31.0
38.25
43.0Байду номын сангаас
47.9
53.0
81.6
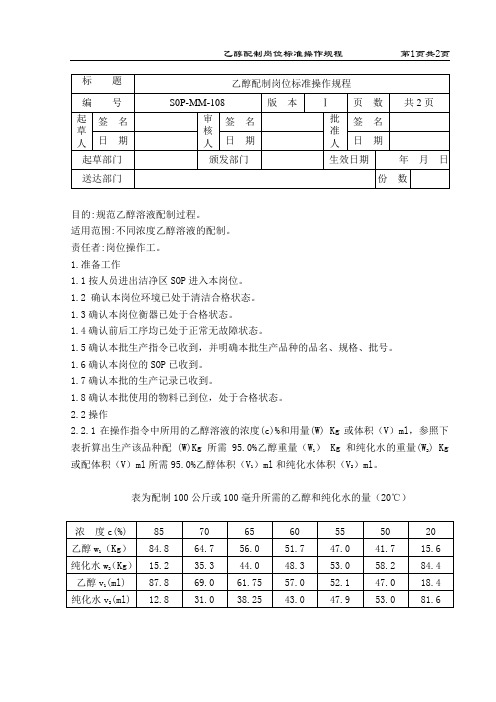
折算公式如下:
按重量
按体积
W1=w1÷100 Kg×W
V1=v1÷100ml×V
W2=w2÷100 Kg×W
V2=v2÷100ml×V
2.2.2按台称的使用SOP用干净的桶准确称取重量W1的乙醇和重量W2的纯化水,加入到桶中,搅拌让其均匀,然后用酒精度计测量其浓度。
22操作221在操作指令中所用的乙醇溶液的浓度c和用量wkg或体积vml参照下表折算出生产该品种配wkg所需950乙醇重量wkg和纯化水的重量wkg或配体积vml所需950乙醇体积vml和纯化水体积vml
标 题
配药岗位标准操作规程
配药岗位标准操作规程1.目的:建立配药岗位员工的工作规范,保证配药岗位各项工作正确、有序的运行。
2.适用范围:配药岗位生产操作全过程。
3.职责:配药岗位员工需掌握本规程并在生产操作中按本规程执行、技术员、车间主任熟悉本规程并对配药岗位员工操作进行监督。
4.备料程序:4.1原辅料准备的操作方法及有关规定。
4.1.1由车间技术员根据生产计划下达批生产指令,配药组长根据批生产指令、原料报告单、车间结存情况及原辅料包装规格情况开据领料单,车间负责人复核领料单并签字后,交与辅助工领料。
4.1.2接料a:辅助工将原辅料转入去外包,按照包装规格进行处理:(1)可去外包装的原辅料(如氯化钾原料等双层包装袋物料,或盐酸林可霉素原料等有内包装的桶装物料):去外皮,用丝光毛巾将内包装外表面擦干净,同时贴物料信息卡:注明物料名称、代码、规格及生产厂家等;(2)不宜去外包装的原辅料(如500g装试剂瓶类单层包装物料,或桶装药用乙醇等液体物料):用丝光毛巾将外表面擦干净。
b:转入气闸室。
在气闸室静放不少于10分钟后,配药人员进入气闸室用粉红色丝光毛巾蘸75%乙醇溶液对原辅料外表面擦拭消毒。
气闸室设有黄色警戒线,进入气闸室的人员不得跨越黄色警戒线,配药人员领用物料时不得跨越黄色警戒线,以避免交叉污染。
c:由配药人员对每种物料逐一称量,将其毛重填于物料信息卡后转入暂存处,并根据称量情况建立物料卡。
固体物料要离地贮存,不同物料、不同批号要分开整齐摆放。
核对领料单、物料信息卡并具有物料合格证。
建立物料卡,与物料共同放置,并建立物料台账。
4.1.3填写原料备料计算单以及备料记录:根据批生产指令的理论投料量和报告单上原料的湿品含量计算本批的应投量:应投量=理论投料量÷湿品含量;备料量=应投量注意:应投量为该批产品所投原料的净重,备料量是称的毛重;当湿品含量超过100%时,按100%计算。
4.2称量备料4.2.1称量前准备a:清场确认:确认前批清场合格,有清场合格证并查看状态标示确认清洁状态及有效期,确认设备已清洁并可以使用。
014-消毒剂配制标准操作规程

目的:规范消毒剂配剂,保障消毒效果。
适用范围:1%苯酚,3%来苏、75%乙醇、0.2%新洁尔灭液的配制操作。
责任:消毒液配制人员按本程序操作。
车间质管员监督本程序的实施。
内容:1.1%苯酚液的配制1.1在普通架天平上称取工业级苯酚(或化学纯苯酚)50克,置于烧杯内。
1.2在胶桶内放置4.95升热纯化水(温度60—70℃)。
1.3戴上胶手套,用玻璃棒边搅拌边徐徐加入称好的固体苯酚,继续搅拌至苯酚全部溶解。
1.4将1.3溶液,用2层新纱布过滤到另一带盖胶桶内。
滤毕盖上胶盖。
1.5在胶桶上贴上消毒液名称、浓度、配制日期。
放置在指定放置的位置上。
1.6做好配制记录。
记录于《消毒剂配制记录表》(REC-WS-019-00)中。
1.7注意:本品见光或遇空气即变粉红色,固体应予密封,暗处保存。
液体应盖好盖。
搅拌苯酚液时用力不宜过猛,以免溶液溅出,伤害眼睛。
2. 75%乙醇配制。
2.1 用量筒量取95%乙醇3947ml放入不锈钢桶内,往桶内加纯化水1053ml,搅拌均匀即得,盖上桶盖。
2.2本品配制完毕,在容器上标明名称、浓度、配制日期,并做好记录(同1.6)。
2.3本品为易燃品,应贮阴凉处,严禁与火种接触。
3. 0.2%新洁尔灭配制3.1用量筒取400ml 5%的新洁尔灭溶液于胶桶中,加纯化水至10000ml,搅拌均匀即得,盖上桶盖。
3.2配制完毕,在盛装容器上标明消毒液名称、浓度、配制日期,并做好配制记录。
(同1.6)。
3.3本品不能与肥皂混合使用,以免降低其消毒效果。
4.3%来苏消毒液配制4.1用量筒取300ml来苏,倒入15—20L的塑料桶或不锈钢桶中,再往桶注入9700ml 纯化水,搅拌即得,盖上桶盖。
4.2在容器上标明消毒液名称、浓度、配制日期,并做好记录。
(同1.6)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件标题配剂岗位标准操作规程文件页数第1页/共3页文件编号SOP-PM-0200400 版本号第一版
起草人起草日期年月日
审核人审核日期年月日审核日期年月日
批准人批准日期年月日批准日期年月日
颁发部门小容量注射剂车间颁发日期年月日
文件类别操作规程生效日期年月日
变更历史
变更时间变更项目及原因生成版本号生效时间
分发部门
综合部[ ] 采购储运部[ ] 生产部[ ] 设备工程部[ ] 财务部[ ] 工艺技术部[ ] 研发部[ ] 市场策划部[ ] 销售服务部[ ] 销售事业部[ ] 质量保证部[ ] 质量控制部[ ] 冻干粉针车间[ ] 动力维修车间[ ] 固体制剂车间[ ] 小容量注射剂车间[ ]
目的:本规程规定了配剂岗位的标准操作。
范围:本规程适用于小容量注射剂车间配剂岗位。
职责:操作工负责本规程实施;工艺员与QA负责本规程的指导与监督。
内容:
1、物料准备
1.1配剂人员根据《需料付料单》到库房领取物料。
1.2按照检验报告单核对所领取物料的名称、批号、数量等信息无误后,将物料运至外清室内。
1.3拆下外包装,用水擦洗再用75%乙醇溶液擦拭内包装外表面,填写物料状态卡粘在外表面上,然
后放置到外清气闸室的地托上,由洁净区内人员打开移动紫外灯照射30分钟后运至原辅料暂存室1.4药用炭去掉外包装用吸尘器吸干净,装入2层洁净袋内放入传递窗,由洁净区内的配制人员打
开传递窗紫外灯照射30分钟后放入称炭室的地托上。
1.5按照品种分开整齐摆放,及时填写《原辅料领使用台帐》。
2、产前处理
2.1将所有0.22μm的滤芯按照《过滤器完整性试验操作规程》(编号:SOP-PM-0001600)进行完整
性检测。
2.2将滤芯装入呼吸器,打开下端的阀门然后放入脉动灭菌柜灭菌,按要求转运至罐体处安装好。
2.3将过药液的滤芯冲洗干净后安装好。
2.4操作人员配制2%的碱液在配制系统内循环不少30分钟,然后用注射用水对浓配罐、稀配罐、
接受罐及过滤管道冲洗至中性。
2.5操作人员配制2%的碱液处理容器具不少30分钟,然后用注射用水冲洗至中性。
2.6准备完毕后通入纯蒸汽,温度达到121℃时计时在线灭菌30分钟。
2.7用过滤后的惰性气体将配剂管道内的水顶出,压力不得大于0.1 MPa并保持系统内一定压力。
3、开工准备
3.1接受车间主任生产命令,掌握本班生产产品的品名、规格、批号、数量等相关信息。
3.2检查操作间有“清场合格证”,并在清场有效期内。
3.3检查设备及工器具是否“已清洁”,并在清洁有效期内。
3.4检查仪器仪表是否计量检定签,并在计量有效期内。
3.5检查水、电、气、汽等供应是否正常,
3.6检查温湿度表和压差表显示数值是否在规定范围内并填写相应辅助记录。
3.7检查现场是否存在与本批生产无关的文件及物料。
3.8操作人员取下上批“清场合格证”副本,贴在批生产记录上。
3.9生产现场经质量检查员检查合格后下发”准生产证”方可进行生产。
3.10操作人员按照生产命令填写生产状态卡并附到门上。
3.11及时更换生产设备状态标示牌“已清洁”为“正在运行”。
3.12配制前将稀配间的FFU开启。
4、操作
4.1操作人员根据工艺规程的公式计算后称量原辅料,称量必须双人复核,称量人、复核人及时在
记录及复核记录上签字。
4.2按工艺要求向配剂罐中加入注射用水同时开启冷却水待水温达到工艺要求时,将原辅料药按顺
序投入配剂罐中完全溶解后加入规定量已活化的药用炭,按工艺要求操作执行。
4.3需加热时将夹层冷凝水排净,然后缓慢打开蒸汽阀,缓缓通入蒸汽,煮沸。
蒸汽压力不得超
0.2MPa。
蒸汽使用完毕后,先关闭蒸汽进汽阀,待压力表归零后关闭冷凝水排水阀。
4.4需要冷却时,先打开冷却水排水阀,然后缓慢打开冷却水进水阀,冷却水压力不得超过0.2MPa。
冷却水使用完毕后,先关闭冷却水进水阀,然后关闭冷却水排水阀。
4.5浓配结束用钛棒过滤器与0.45μm滤芯进行除炭过滤操作,在过滤前先开回流检查不漏炭后将
药液过滤至稀配罐中,在稀配罐中小循环15分钟后取样检验。
4.6检验的同时向浓配罐里面加入注射用水冷却至工艺规程要求备用。
4.7根据检验结果计算补水量,按计算量顶水。
4.8稀配罐药液搅拌至规定时间再次取样送检,同时搅拌至工艺规定时间。
4.9取样检测可见异物合格后通知灌封室并打大循环。
4.10生产结束对0.22μm滤芯再次做完整性测试,起泡点压力过水应≥0.32MPa,过气应≥0.08MPa。
4.11生产结束先用水冲洗干净,再用2%碱液循环不少于30分钟,最后用水冲洗至中性。
4.12在生产操作过程中,及时填写生产记录及辅助记录。
5、清洁
5.1配剂罐按《450L浓配罐使用、维护和清洁标准操作规程》(编号:SOP-EM-O200500)《450L稀配
罐使用、维护和清洁标准操作规程》(编号:SOP-EM-O200600)进行清洁。
5.2容器具按《C、B级洁净区器具清洁、消毒、灭菌标准操作规程》(编号:SOP-PM-0000800)进行
清洁。
5.3清洁工具应按《容器具清洗、消毒岗位标准操作规程》(编号:SOP-PM-0201300)清洁。
5.4操作间按《清场清洁操作规程》(编号:SOP-PM-0000100)进行清洁。
5.5清场完毕联系质量检查员进行清场效果检查,如不合格需重新清场直至检查合格。
并及时填写
清场记录与相关的辅助记录。
5.6及时更换生产设备状态标示牌“正在运行”为“已清洁”。
5.7将质量检查员发放的“清场合格证”正本粘贴在记录上,副本挂在操作现场。
6、注意事项
6.1药液配制时间必须严格按工艺规程规定时间内配制完成。
6.2用双人复核配制的工艺规定浓度的碱液调节pH值,调pH值时应谨慎,避免“回调”。
7、异常情况的处理
7.1生产过程中发生偏离工艺规程的异常情况,应立即上报QA、车间工艺员、车间主任按《生产过
程中异常情况处理管理规程》(编号:SMP-PM-0003800)进行处理。
7.2物料平衡、收率超出控制范围;半成品pH值、含量超出控制范围及生产过程中出现的一切偏
差,严格按《偏差处理管理规程》(编号:SMP-QA-0000600)进行处理。
附录
《人员进出洁净区管理规程》(编号:SMP-PM-0003000)
《过滤器完整性试验操作规程》(编号:SOP-PM-0001600)
《浓配罐使用、维护和清洁标准操作规程》(编号:SOP-EM-O200500)
《稀配罐使用、维护和清洁标准操作规程》(编号:SOP-EM-O200600)
《清场清洁操作规程》(编号:SOP-PM-0000100)
《清洁工具清洗、消毒标准操作规程》(编号:SOP-PM-0001700)
《C、B级洁净区器具清洁、消毒、灭菌标准操作规程》(编号:SOP-PM-0000800)
《生产过程异常情况处理管理规程》(编号:SMP-PM-0003800)
《偏差处理管理规程》(编号:SMP-QA-0000600)。