豪迈封边机PC22控制系统
KAL培训

输送带无极调速
输送带无极调速18~25m/min 可根据选用的不同加工装置,改变传 送速度,提高产能 Example:
Fixed feed rate 18 m/min. Effective length 1.0 m workpiece length + 0.5 m gap = 1.5 m no. of parts (100 %) = 18 m/min : 1.5 m = 12 parts per minute Longidutinal feed for melamine and PVC max. 25 m/min. Effective length 1.0 + 0.5 m = 1.5 m no. of parts (100%) = 25 m/min : 1.5 m = 16 parts per minute. Productivity increase of + 33 %
Attached switch cabinet
安全性
为满足CE安全标准,HOMAG为机器安 装了隔音罩和压力开关
工件输送系统
• 工件间距的自动监测系统 工件间距自动监测 一旦工件间距不足,自动停机
Workpiece monitoring
控制系统
• 采用简单的线点调整方式控制不同的 加工装置 • 提供简单快捷的不同的操作程序菜单, 便于检查 • Schuler MDE 软件应用 • 操作者指导系统– 显示新程序的所有 设定值,便于操作者识别确认 for more details, please refer to the PC22 flyer
• 为达到理想的封边效果,采用框架 式结构焊接机架确保最大程度的稳 固 • 根据不同的应用,采用不同的机身 长度
豪迈封边机PC22控制系统

5.
3.
2 . 1.
2. Lightbus (In and Out)
串接各单元之间的通讯光纤 (111/301/131/171/141/241)
3. QSM
至贝福I/O模块通讯
4.
编码器接口卡 HC230
现场总线光纤通讯卡
4. CAN
并接至004变频器017操 作面板转换器BK001
2008-6-20
2. Encoder1--free 3. 2×TPU IN--free 4. 4×TPU OUT--free 7. LB--串接各单元之间的通讯光纤(111/301/131/171/141/241)
HC007 线点编码器接口卡
ENCODER_1 ENCODER_0 ENCODER_0 用来连接线点 编码器
通信卡
5. Encoder&Panel switch by LWL(RXA/RXB/RXO)
BAB911 (old)
5. 3.
2.
1. 4. 6.
1. Ethernet (Machine) 2. Lightbus (In und Out) 3. QSM 4. CAN 5 Panel switch 6 Encoder
Display red green yellow Input Input Input 1 0 1 Output Output Output 0 1 1
现场总线Light_Bus至相连的各控制器
终端电阻 120欧
HC008卡
CAN
111预铣刀 变频器
CAN_BUS OVERVIEW
TPU端子输入/输出
LB (光纤)现场总线
CAN总线
豪迈故障代码

组建装置单元代码封边机组建装置单元故障代码K000 基本控制系统(BCS)K001 基础机器(BMS)K002 控制电源(旧机型)K003 程序启动(旧机型)K004 输送带送料系统K010 安全保护门罩K011 线点控制(旧机型)K012 机器连锁控制(旧机型)K017 操作面板K051 压梁高度调整K061 宽度调整(对双端封机型)K930 总线中的数据交换系统K207 预进料区K111 预铣单元K112 万能铣装置K131 前后齐头装置K141 上下修边装置1(粗)K142 上下修边装置2(精)K151 抛光布装置K191 工件红外预加热装置(旧机型)K209 供气压力控制器K241 上下刮刀装置K242 上下产胶装置K291 涂胶单元(旧机型)K301 送带封边单元K171 圆角修边装置(上边或前端)K172 圆角修边装置(下边或后端)地板线组建装置单元故障代码F001 控制电源F002 报警F004 进料F010 安全门F061 调宽F107 料仓F11X 铣刀F181 轨道鼓风F209 气源F331 进料传送带F332 纵向料传送带豪迈集团加工中心组建装置单元故障代码C001 基本控制单元C012 安全保护单元C017 控制面板单元C051 刀库系统C100 真空系统C101 循环冷却单元C105 中央润滑系统C111 主轴单元C209 压力监测C261 吸尘系统C361 钻孔单元C37X 台面单元C461 台面托架C471 NC轴单元开料锯组件装置单元故障代码G3300 纵锯主控制柜G1000 升降台G1008 进料辊筒G1010 升降液压系统G1012 光线安全系统G1018 升降台系统紧急开关G3104 纵锯之锯车驱动系统G3106 纵锯之槽锯调整系统G3108 纵锯之槽锯马达G3110 纵锯之槽锯升降系统G3112 纵锯之注锯马达G3114 纵锯之主据升降系统G3118 纵锯之主锯高度控制系统G3200 纵锯之锯片更换系统G3210 纵锯之压梁系统G3280 纵锯之废料输出系统G3310 纵锯之控制面板G3600 纵锯之程控推板器G3606 纵锯之程控推板器气路控制G3620 纵锯之程控推板器微进料G3625 纵锯之程控推板器拔料系统H3700 防护门栏安全保护系统G5300 槽锯主控制柜G4800 中间输送系统之驱动装置G4806 中间输送系统之纵锯之纵向对齐装置G4808 中间输送系统之台面G4810 中间输送系统之车座G4820 中间输送系统之气动控制G4900 工件在横锯纵向对齐装置G4910 工件在横锯横向对齐装置G4912 横锯侧靠系统之气动控制G5104 横锯之锯车驱动系统G5106 横锯之槽锯调整系统G5108 横锯之槽锯马达G5110 横锯之槽锯升降系统G5112 槽锯之主锯马达G5114 横锯之主锯升降系统G5118 横锯之主锯高度控制系统G5124 横锯之侧靠装置G5200 横锯之锯片更换控制系统G3210 横锯之压梁系统G5250 横锯之压梁安全档删G7200 横锯之控制面板G5606 程控器气路控制系统G5616 横锯之夹板钳装置G5800 横锯之气浮台系统G1092 纵锯之后升降台控制面板。
wcc培训教程
2 3
实木抽屉盒,按导轨分,可分为三节滑珠、托底和隐藏式导轨三种; 共包括面板、左右抽屉侧板、前后抽屉侧板、抽屉底板等木质部件。
实木抽屉盒
1、选择导轨相对于抽屉 侧板的位置:中心、上部 或底部; 2、设置抽屉导轨相对于 抽屉侧板在1设置的前提 下做位移对象(抽屉或导 轨),3表示相对位移的 值; 4、勾选时表示左匡内的 为抽屉高度的固定值,取 消勾选表示抽屉高度会自 动适配右框内的某一值; 5、表示抽屉深度,操作 方式同4。 6、勾选后,可添加生产 信息对木质抽屉盒进行相 关操作,如标准抽屉的输 出使用此选项
11
12
加工:数据库——元素管理——定义部件——加工 生产信息可应用与单个部件、部件定义、抽屉、五金件等层级元素。 其遵循父部件的生产信息优先于子部件的生产信息,如单个部件和其所选择的部 件定义都选择了生产信息时,按单个部件的生产信息执行。
芯材
1
4
2
3
5 6
1、成型后该材料厚度; 2、原材料厚度; 3-4、开毛料时的超出尺寸,贴木皮时的芯材; 5-6、输出的名称; 7、该材料的价格,按面积计算; 8、该材料是否有纹理;
开门/翻门——连接件
给门板制定五金件,勾选以后左 右门板使用相同五金 左门的门铰 右门门铰
开门&翻门:数据库——元素管理——单个部件——门——连接 强力不建议门的连接件套装使用给定,建议在某一连接件类型中自动选择适合 的门铰,特别是半盖铰链和全盖铰链。
开门/翻门——连接件
添加门铰 添加门铰 翻门撑 翻门撑
边:数据库——元素管理——定义部件——边 1、CNC前封边表示在封边机上封边,CNC上封边表示在加工中心上封边(如 BAZ322),CNC后封边表示加工中心上只铣型,其他设备封边; 2、可以对某一边添加连接件套装,一旦选中该部件定义,五金件就存在,如侧 板的脚钉之类可以再次添加; 3、此处添加的主要是如G型拉手,随改变的长度的变化而变化的可延展部件。
豪迈封边机安全规程9021000231

按规定使用 HOMAG 集团生产装置的
安全规程
0.0.0
T:\\9021\\000231\\x00101td.jpg
本安全规程 • 包含使用 HOMAG 集团生产装置安全地进行工作的重要说明 • 针对生产装置的所有部件 • 描述了生产装置明显和隐蔽的危险
8.2
9-021-00-0231 chs13.doc
3 / 64
HOMAG 集团生产装置的 安全规程
操作规程
操作规程由五部分组成: • 概述
• 开工说明
• 操作说明
• 维修说明
• 备件清单和备件图纸,包括气动图 (若必要)
• 电路图(只针对电气专业人员)
技术参数和设备功率包含在下列文件资料 中:
• 平面图和抽吸图 (尺寸、设备功率)
• 发货单 (包括包装的运输重量)
9 附件
58
9.1 激光..........................................................................................................................58
10 生产线
59
10.1 按规定使用...............................................................................................................59 10.2 防护..........................................................................................................................60 10.3 运行..........................................................................................................................60 10.4 保养..........................................................................................................................62
豪迈210封边机电路图
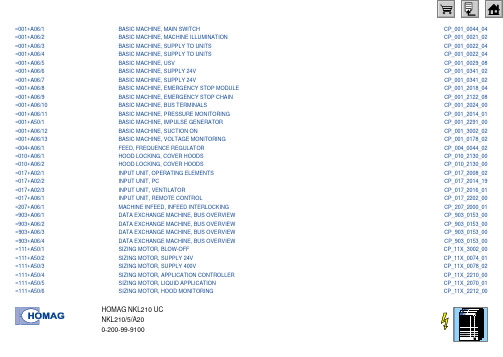
=001+A06/1BASIC MACHINE, MAIN SWITCH CP_001_0044_04 =001+A06/2BASIC MACHINE, MACHINE ILLUMINATION CP_001_0021_02 =001+A06/3BASIC MACHINE, SUPPLY TO UNITS CP_001_0022_04 =001+A06/4BASIC MACHINE, SUPPLY TO UNITS CP_001_0022_04 =001+A06/5BASIC MACHINE, USV CP_001_0029_08 =001+A06/6BASIC MACHINE, SUPPLY 24V CP_001_0341_02 =001+A06/7BASIC MACHINE, SUPPLY 24V CP_001_0341_02 =001+A06/8BASIC MACHINE, EMERGENCY STOP MODULE CP_001_2018_04 =001+A06/9BASIC MACHINE, EMERGENCY STOP CHAIN CP_001_2122_08 =001+A06/10BASIC MACHINE, BUS TERMINALS CP_001_2024_00 =001+A06/11BASIC MACHINE, PRESSURE MONITORING CP_001_2014_01 =001+A50/1BASIC MACHINE, IMPULSE GENERATOR CP_001_2291_00 =001+A06/12BASIC MACHINE, SUCTION ON CP_001_3002_02 =001+A06/13BASIC MACHINE, VOLTAGE MONITORING CP_001_0178_02 =004+A06/1FEED, FREQUENCE REGULATOR CP_004_0044_02 =010+A06/1HOOD LOCKING, COVER HOODS CP_010_2130_00 =010+A06/2HOOD LOCKING, COVER HOODS CP_010_2130_00 =017+A02/1INPUT UNIT, OPERATING ELEMENTS CP_017_2008_02 =017+A02/2INPUT UNIT, PC CP_017_2014_19 =017+A02/3INPUT UNIT, VENTILATOR CP_017_2016_01 =017+A06/1INPUT UNIT, REMOTE CONTROL CP_017_2202_00 =207+A06/1MACHINE INFEED, INFEED INTERLOCKING CP_207_2000_01 =903+A06/1DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =903+A06/2DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =903+A06/3DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =903+A06/4DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =111+A50/1SIZING MOTOR, BLOW-OFF CP_11X_3002_00 =111+A50/2SIZING MOTOR, SUPPLY 24V CP_11X_0074_01 =111+A50/3SIZING MOTOR, SUPPLY 400V CP_11X_0078_02 =111+A50/4SIZING MOTOR, APPLICATION CONTROLLER CP_11X_2210_00 =111+A50/5SIZING MOTOR, LIQUID APPLICATION CP_11X_2070_01 =111+A50/6SIZING MOTOR, HOOD MONITORING CP_11X_2212_00HOMAG NKL210 UCNKL210/5/A20=111+A50/8SIZING MOTOR, RADIAL FAN CP_11X_2066_00 =301+A50/1EDGE MAGAZINE, BUS TERMINALS CP_30X_0010_01 =301+A50/2EDGE MAGAZINE, DRIVE CP_30X_0038_00 =301+A50/3EDGE MAGAZINE, MAGAZINE DRIVE CP_30X_0174_01 =301+A50/4EDGE MAGAZINE, SNIPPING BLADE CP_30X_2070_01 =301+A50/5EDGE MAGAZINE, EDGE TRANSPORT CP_30X_2348_00 =301+A50/6EDGE MAGAZINE, EDGE TRANSPORT CP_30X_2348_00 =301+A69/1EDGE MAGAZINE, OPERATION CP_30X_2298_00 =301+A50/7EDGE MAGAZINE, SUPPLY 400V CP_30X_0216_00 =301+A50/8EDGE MAGAZINE, SUPPLY 24V CP_30X_0214_00 =301+A50/9EDGE MAGAZINE, CONTROL SYSTEM CP_30X_0218_00 =301+A50/10GLUING UNIT, GLUE ROLLER DRIVE CP_30X_0012_00 =301+A50/11GLUING UNIT, MELTING UNIT CP_30X_0058_01 =301+A50/12GLUING UNIT, MELTING UNIT CP_30X_2080_02 =301+A50/13GLUING UNIT, MELTING UNIT CP_30X_2080_02 =301+A50/14EDGE MAGAZINE, HEATING LAMP CONTROL CP_30X_0002_02 =301+A50/15EDGE MAGAZINE, CONTROL CP_30X_2010_01 =301+A50/16EDGE MAGAZINE, ROLL CHANGE CP_30X_2020_03 =131+A51/1SNIPPING, APPLICATION CONTROLLER CP_13X_2026_01 =131+A51/2SNIPPING, APPLICATION CONTROLLER CP_13X_2026_01 =131+A50/1SNIPPING, FREQUENCE REGULATOR CP_13X_0062_00 =131+A50/2SNIPPING, BUS TERMINALS CP_13X_2000_02 =131+A50/3SNIPPING, BUS TERMINALS CP_13X_2152_00 =131+A50/4SNIPPING, SUPPLY 400V CP_13X_0060_00 =131+A50/5SNIPPING, SUPPLY 24V CP_13X_0058_00 =131+A51/3SNIPPING, STRAIGHT LINE/CHAMFER CP_13X_2008_01 =141+A50/1TRIMMING, SUPPLY CP_14X_0010_02 =141+A50/2TRIMMING, FREQUENCE REGULATOR CP_14X_0072_00 =142+A50/1TRIMMING, SUPPLY CP_14X_0010_02 =142+A50/2TRIMMING, FREQUENCE REGULATOR CP_14X_0072_00 =112+A50/1SIZING MOTOR, SUPPLY CP_11X_0062_00HOMAG NKL210 UCNKL210/5/A20=112+A50/3SIZING MOTOR, APPLICATION CONTROLLER CP_11X_2002_02 =112+A50/4SIZING MOTOR, APPLICATION CONTROLLER CP_11X_2216_00 =112+A50/5SIZING MOTOR, BLOW-OFF CP_11X_3020_01 =241+A50/1SCRAPING UNIT, SUPPLY 400V CP_24X_0050_00 =241+A50/2SCRAPING UNIT, SUPPLY 24V CP_24X_0048_00 =241+A50/3SCRAPING UNIT, BLOW-OFF CP_24X_3004_02 =242+A50/1SCRAPING UNIT, BLOW-OFF CP_24X_3164_00 =242+A50/2SCRAPING UNIT, SUPPLY CP_24X_0008_02 =242+A50/3SCRAPING UNIT, 2 MOTORS CP_24X_0000_01 =242+A50/4SCRAPING UNIT, 2 MOTORS CP_24X_3000_00HOMAG NKL210 UCNKL210/5/A20。
封边机
封边条前后端锯切机构
Ux=U Ux=U
锯架
Ux=U
气缸
倾斜导轨式随动刀架
平行四边形随动刀架
封边机
上、下铣边机构
封边机
砂光机构 砂带 压带垫
压垫
砂光机构
上下窜动 砂架位置调整
被动轮
气缸
弧形导轨
气缸
导轨 手轮 主动轮 (电机) 张 紧
气缸 气控换向
封边机
2. 异型封边机简介 功能 封贴直线曲面、直线平面板件边缘
四、几种封边机简介
GB12448-90将封边机分为四类 单面直线封边机 MD51 双面直线封边机 MD52 直曲线封边机 MD53 曲面封边机 MD54
封边机
1、直线封边机
封边机
直线封边机的加工流程 板料送进与输送 板边刷屑尘 板边涂胶 边条送进 涂胶层保温
铣A/B面棱缘
截一端长头
截另一端长头
熔胶
贴合
胶粘剂 热熔性 特点 可立即进行后续加工 可连续化生产
封边机
3. 冷胶活化法封边
冷胶活化法封边
预涂胶粘剂 加压胶合 高温活化
胶粘剂 改性聚醋酸乙烯酯胶 特点 封边速度高(40~50m/min)
高温活化
胶缝小,便于后续加工,封边后适应-40~2000温度变化
机床结构简单
前后截头机构 倾斜、垂直截断封边材料前后余头 上下边粗铣机构 铣削封边条上下多余部分 上下铣棱机构 倒棱修整/圆化(r=2~6mm) 任选修整加工机构 成形修饰机构 仿形修饰加工前后横头封边条端头 万能修饰机构 加工凹槽、钝棱 刮光机构 刮削上下棱 带式砂光机构 直缘砂光 成形带式砂光机构 直缘及异型面砂光 上下倒棱带式砂光机构 上下倒棱/圆化砂光 抛光机构 抛光封贴面、上下棱 镶嵌封面加工机构 包贴表面与上下面等高修饰
星火全自动缝纫控制系统使用说明书 (人机界面)

全自动缝纫控制系统使用说明书(人机界面)2018年1月第V1.0版©版权所有深圳市星火数控技术有限公司目录第一章控制系统简介 (4)1.1概述 (4)1.2功能介绍 (4)1.3注意事项 (5)1.3.1 安全须知 (5)1.3.2 工作环境 (6)1.3.3 供电要求 (6)1.3.4 接地要求 (6)第二章主要界面说明 (7)2.1系统上电 (7)2.2加工主界面 (7)2.2.1加工主界面显示说明 (7)2.2.2测试界面显示说明 (9)2.2.3手动移框界面显示说明 (11)2.2.4基准设置界面显示说明 (12)2.2.5加工统计界面显示说明 (14)2.3主菜单界面 (15)第三章文件管理 (16)3.1内存文件管理 (16)3.2U盘文件管理 (17)第四章文件编辑 (19)4.1文件编辑主界面 (19)4.2采集图形 (19)4.3空送采集 (21)4.4直线采集 (22)4.5矩形采集 (23)4.6多线段采集 (23)4.7圆弧采集 (24)4.8圆形采集 (25)4.9曲线采集 (26)4.10曲线多重 (26)4.11加固预设 (27)4.12采集速度及针步 (28)4.13功能码 (29)4.14曲线编辑 (31)第五章参数文件 (34)5.1内存参数文件主界面 (34)第六章用户参数 (36)6.1用户参数界面 (36)6.2用户设置参数介绍 (37)第七章机械参数 (43)7.1机械参数界面 (43)7.2轴角度设置 (44)7.3输入端口设置 (44)7.4输出端口设置 (45)7.5压板尺寸设置 (45)7.5轴运行参数 (46)7.6延时设置 (47)7.7压脚随动设置 (47)7.8拐点速度设置 (48)7.9摆动设置 (48)7.10轴分辨率 (48)7.11按键极性 (49)7.12电机夹线设置 (49)第八章辅助设置 (50)8.1辅助设置界面 (50)8.2输入检测 (51)8.3输出检测 (51)8.4网络设置 (52)8.5日期设置 (52)8.6锁机设置 (53)8.7系统语言 (54)8.8系统升级 (54)8.9驱动器预览 (56)8.10机器状态 (56)8.11测试传输 (57)附录一:信息提示说明与解决 (59)附录二:快速使用入门 (62)第一章控制系统简介1.1概述非常感谢您使用本公司的全自动模板缝纫机控制系统!本系统可以适配各种类型的模板机使用,满足您对缝纫的不同要求,对各种衣料都有令您满意的缝制效果!在使用之前,请您仔细阅读使用说明书,以确保正确使用本系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
更换KEB变频器
注意事项(一)
进入CP0,输入密码666显示Fb参数,设置 其中的Fb0=地址<也可直接在CP=35处设定>;Fb1= 波特率(5=250, 6=500) 转换用户水平:service user 下载存储在IPC上的变频器参数
########################################################### # Anlagenspezifische Eintraege ########################################################### # untenstehende Zeile Kennung fuer manuelle Mac Adresseneingabe per HTA #BeginnCfg ########################################################### ########################################################### #BAB40 #Falls eine BAB40 mit 64MB RAM betrieben werden soll, #muss der Eintrag "tc=bab40.bf3" zu "tc=bab40_64MB.bf3" geaendert werden!!! ########################################################### ########################################################### #BAB740 ########################################################### ########################################################### #BAB911 ###########################################################
输入、输出 通信
2009-4-10
4. CAN1--至送带伺服变频器(301+A50-N1.1L) 5. CAN2--至涂胶辊变频器(301+A50-N40.1L) 3. QSM--至贝福I/O耦合器
HC011 TPU-Interface (带输入/输出端口的光纤通信卡)
1. 2. 3. 4. 5. 6. 7. 1. 2. 3. 4. 5. 6. 7. 24V Sensor Supply Encoder 0 2x TPU IN 4x TPU OUT 24V Output Supply Status LED`s Lightbus Rx & Tx Lightbus
004输送 带KEB
017操作屏 CAN接口卡 BK001
HC011__分单元PLC控制器
应用于KAL310/KAL210之301单元上
HC011 Basis Card(CPU卡)
1. 2. 3. 4. 5. 6. 7. 1. 2. 3. 4. 5. 6. 7. 24V Sensor Supply Status LED`s QSM CAN 1 CAN 2 Serial Ports (not used) Ethernet (not used)
2009-4-17
2. Encoder--来自线点编码器. 3. 2×TPU IN--来自线点零开关信号. 4. 4×TPU OUT--FREE 7. LB--串接各单元之间的通讯光纤(111/301/131/171/141/241)
带RS242的HC011
线 点 信 号
KAL210 光纤走向
LB (光纤)现场总线
CAN总线
本单元内BECKHOFF模块上的I/O信号及本单元 内的KEB通过CAN 总线与单元的控制器连接通讯
连接贝福I/O模块与本单元控制器 (如301、001
QSM快速网线
机器现场实操
硬件控制器介绍及其应用
主PLC控Machine)
A10L=控制器代号
131 KEB
141 KEB
142 KEB
CAN_BUS OVERVIEW
131 BECKHOOF
没有 CAN_BUS 连接
输出控制 刮刀吹气
机器现场实操
控制器的更换注意事项
更换BAB911
将此认证码写 入配置文件中
Configuration : bootptab Where ? >>> C:\windows\system32\drivers\etc\bootptab
M1_S1:tc=bab911.bf3:ha=00005B00DFC5:ip=192.2.2.26 :
########################################################### #HC011 Remoteboot ###########################################################
编码 器接 口
总线 通信 卡
以太 串口 通信
CPU 卡 HC 2 3 0
网线/串口 通信模块
HC230
控制器
编码器 计数模块
Central PLC BAB911/+A60
总线(光纤) 通信模块
至IPC5
未用
至贝福耦合卡 至CAN接口卡
000基本 控制系统 BAB911
CAN_BUS 001单元/+A60
PC22现场总线控制系统结构
典型的3层设备+2层网络系统结构
管理层 人机界面(IPC5)
以太网
管理层网络
控制层(从) HC007 CAN bus 或QSM 现场层 设备
Lightbus
控制层(主) BAB911 CAN bus 或QSM
Lightbus
控制层(从) HC011 CAN bus 或QSM
通信卡
5. Encoder&Panel switch by LWL(RXA/RXB/RXO)
BAB911 (old)
5. 3.
2.
1. 4. 6.
1. Ethernet (Machine) 2. Lightbus (In und Out) 3. QSM 4. CAN 5 Panel switch 6 Encoder
Decentral PLC_HC011
有2个CAN1&CAN2
CAN1 CAN_BUS OVERVIEW
CAN2
CAN_BUS OVERVIEW
CAN_BUS OVERVIEW
CAN_BUS OVERVIEW
HCOO7__分单元PLC控制器
应用于KAL310之171单元
HC007 Basis Card
131
171,172
241, (242)
001BMS 000BCS 现场总线 系统 004输送带 010安全门 051压梁
控制系统中的主要硬件
IPC5
BAB911
工业PC,作为人机界面装置。
主PLC控制器。
HC007\HC011\HC014\HC230
HC008
豪迈PLC控制器,用于分单元的控制
带 R S 4 2 2
Tx A Send Trace A Rx A Receive Trace A Tx B Send Trace B Rx B Receive Trace B Tx 0 Send 0-Trace Rx 0 Receive 0-Trace
Workpieceregistration
带 1 2 A / 1 2 E
金田豪迈培训部制作 2009年03月03日
HOMAG封边机_PC22控制系统
客户高级培训课程
POWER CONTROL
PC22=POWER CONTROL 什么是POWER CONTROL?就是一个管理功 能非常强大的电脑控制系统。 利用PC的强大功能来实现对整个控制网络 的管理,拥有良好的人机界面。 所有控制器的运行参数或PLC软件都保存在 PC中,只要做好备份的工作,就能保证机 器的永久的正常使用状态。
与IPC相连接通讯
5.
3.
2 . 1.
2. Lightbus (In and Out)
串接各单元之间的通讯光纤 (111/301/131/171/141/241)
3. QSM
至贝福I/O模块通讯
4.
编码器接口卡 HC230
现场总线光纤通讯卡
4. CAN
并接至004变频器017操 作面板转换器BK001
KEB
豪迈控制器,光纤与CAN\TPU之 间信号的转换作用。 变频器,用于输送带变速及修边变速。
Beckhoff模块
用于外围输入输出信号的传送。
控制系统中信号的传输介质
以太网线
IPC5与BAB911之间的通讯
各单元控制器之间的通讯 包括BAB911HC007/HC011/ HC014/HC008等)
带12E/12A的 HC007
HC008-CAN_LB转换控制器
应用于KAL310/KAL210之111/131/141/241单元 及KAL210之171单元
HC008 adapter of CAN_LB
CAN BUS来自本单元的KEB及 BECKHOFF的耦合器模块, 开关信号输入/输出
Current state of the Inputs and Outputs : (shown with a red/green LED by fiber optics on the front panel.)