百姓说事点流程图
石臼街道便民服务中心工作流程图

石臼街道便民服务中心工作流程图
石臼街道便民服务中心工作流程图
石臼街道便民服务中心工作流程图
社区级代理员即需社区两委研究即时时办办理理召开两委会研究办理报街道服务中心需社区办理立即办理整办事群众街道民服中回复便心申办务热情接待、做好登记开具做不能出即办承办服务承诺单根据事项轻重缓急尽快向申办人办理反馈办理、及结果时向申办领导人在反馈汇报单上办理签字结果理资料归档耐心解释说明原因
白鹤镇便民服务工作流程图
作者:佚名
1/ 1。
便民服务站流程图
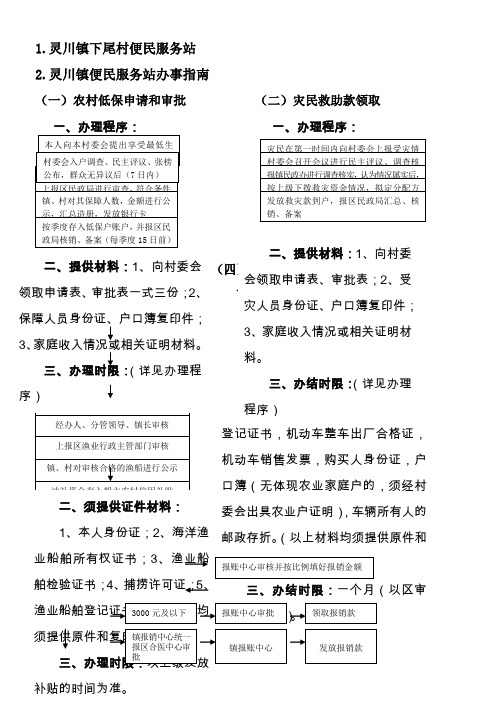
1.灵川镇下尾村便民服务站2.灵川镇便民服务站办事指南(一)农村低保申请和审批(二)灾民救助款领取二、办理需要提供材料:1、出院小结;2、疾病证明书;3、住院发票;4、医嘱单复印件;5、住院费用汇总清单或处方复印件;6、区级以上或区外住院治疗的需提供转院证明;7、新型农村合作医疗证;8、本人身份证或户口簿。
三、办结时限:以区合医中心审批时间为准。
注:灵川镇合作医疗报账中心设在灵川镇卫生院(六)农村村民住宅用地与建设办理一、办理程序:1、申请人身份证复印件两份;2、家庭户口簿正本及复印件两份(申报表中各成员);3、旧房集体土地使用证正本及复印件两份,若集体土地使用证得权属人与申请人不同的,应提供关系证明(村委会盖章)及转让协议书;4、经村委会盖章的公示证明(应在村务公开栏中公开七天,属翻建的公示内容中应含有:“该户审批后只有此一处住宅”;属新建的公示内容中应含有“拟建房地点、四邻位置、该户审批后只有此一处住宅”等内容);5、四邻无争议证明,除非在村委会审批意见栏中已写明“四邻无争议”;6、翻建的提供旧房原始照片两张,新建的提供拟新建位置处原始照片一张;7、若在别人田地或购买地上建房的,要提供书面土地转让协议书,村委会盖章。
在呈报时,应事先告知,不得隐瞒。
三、办理期限1、村委会:7个工作日或依法召开村民代表会议15个工作日内审核。
2、镇村镇规划建设服务中心与国土资源所:5个工作日内实地踏勘审查,3个工作日内划定红线图,共8个工作日内办结。
3、镇人民政府审核:5个工作日内审核。
4、翻建的,送区建设局、区国土资源分局备案:2个工作日办理。
5、新建的,先送区建设局审批:5个工作日内审批;后送区国土资源分局审批:5个工作日内审批;再送区人民政府签署意见:5个工作日内签署。
6、镇人民政府核发建设许可证并组织放样划定四至范围:1个工作日办结。
七、一孩《生育服务证》领取一、办理程序:二、提供材料:12、结婚证及复印件;3、夫妻二寸合照免冠相片一张;4、育龄妇女近期孕检及未产式检查证明;5、婚育情况核实反馈书;6、新婚夫妇培训合格证(每月最后一个星期天培训)。
“百姓说事点”——社情民意的传递站

如今,很多村民喜欢到“说事点” 交流科技信息,探讨致富项目,研究怎 样才能发家。2011 年 1 月 19 日,舒兰 市朝阳镇恒林村“百姓说事点”的记事 本上记载着:村民们希望开展送科技 下乡活动。信息员将这一信息汇报给 司法所。司法所及时将农民的需求汇 报给政府,在镇党委政府的协调下,3 月 18 日,吉林市“三下乡”活动讲师团 来到朝阳镇,为农民送来了科技致富 信息、文化知识以及法律常识。活动 结束后,村民们一致认为得到了科学 备耕的“及时雨”,“百姓说事点”为村 民致富提供了有力的科技支持。
服务民生
了的,上报党委政府,主管领导指派相 关部门处理,相关部门在指定时间内 将处理结果上报党委政府并反馈给 “说事点”的当事人,使矛盾纠纷得到 圆满解决。吉林省开展创建“百姓说 事点”工作以来,由于信息反馈及时, 大量矛盾纠纷得以化解。2011 年 10 月 29 日,安图县松江镇小沙河“百姓 说事点”向司法所反映,陈某与封某因 承包粮库建设工程款问题发生纠纷, 陈某以自杀的方式要求封某支付工程 款。松江镇司法所刘所长得知情况后 迅速赶到现场,耐心地劝导陈某,并想 方设法促使双方达成协议,案件得到 就地化解。2011 年 9 月,12 名外来民 工来到长白县马鹿沟镇马鹿沟村“百 姓说事点”,反映十九道沟村养参户张 某拒绝支付劳动报酬的情况,声称“解 决不了就上访”。“说事点”的信息员将 这一信息及时报告给了镇调委会,调 委会主任李明旭反复做双方的思想工 作,双方终于达成了协议,避免了一起 群体性上访事件的发生。
长春市宽城区司法局在公园、广
场设有室外流动“百姓说事点”,挂牌 上岗的信息员在哪里,哪里就是“百姓 说事点”。宫希娟既是一位社区主任, 又 是 一 名 流 动“ 百 姓 说 事 点 ”的 信 息 员,她说:“我早晚锻炼时都挂着信息 员的牌儿。以前没当信息员时,有人 不知道我是社区主任,不会跟我唠些 什么,现在他们看见我胸前挂的牌儿, 有什么烦心事都愿跟我唠唠。”白菊 街道居民徐麟在“百姓说事点”反映的 问题得到圆满解决时高兴地说:“‘说
便民服务工作管理制度和流程图
便民服务工作管理制度首问负责制1、单位和个人到中心办事,第一个接待的工作人员为首问负责人。
2、首问责任人必须对前来办事的人员热情接待,主动了解办理事项,认真给予答复,不得推诿。
3、职责范围内的服务事项,若来访人手续完备,应限时办理;若手续不完备,应一次性告知来访人全部办理要求和所需的文书材料;对不属于自己职责范围内的事情,要介绍到相关窗口,直接落实具体接待人员。
4、如果相关窗口工作人员不在岗时,要做好登记,及时联系具体承办人员,确定办理时间、办理要求和联络方式。
5、违反本制度,依照过错责任追究的规定,追究有关直接责任人的责任。
一次性告知制度1、对服务对象,要一次性明确告知所办理或咨询的事项需要提交的有关材料、办理程序、承诺时限、收费标准和办事依据。
2、对于申报材料不齐需补办收件的事项,要一次性告知服务对象所需补充的有关材料。
3、对于联办件,牵头责任人对各联办部门要求提供的有关材料一次性告知服务对象。
4、对不符合批准条件作退回件办理的,以书面形式一次性告知退回的原因。
投诉制度1、便民服务中心办公室负责受理服务对象对中心工作人员的投诉。
2、投诉可采用口头、电话或书面形式。
涉及重大事项的投诉,应采用书面形式。
3、接待投诉者要礼貌、热情、诚恳,认真做好记录或登记,仔细分析材料,区别情况认真处理。
对投诉人及投诉事项予以保密。
4、中心对投诉行为调查核实后,按中心制度规定,对相关问题及负责人作出处理,并将处理意见及时反馈给投诉人。
5、口头投诉以口头答复为主。
书面投诉必须书面答复。
重大投诉事项应及时向“中心”领导和上级纪检部门汇报,按规定程序查处。
值班主任制度1、便民服务中心设立值班主任岗位,值班主任由服务中心主任根据服务中心工作人员情况指定,编班安排。
2、值班主任需佩带“值班主任’’标识牌,坚守工作岗位。
3、值班主任协助中心主任负责当日各种事务协调和对上班情况的监管,做好值班记录。
如遇急需处理事务,应及时向中心主任报告。
百姓说事点工作制度

百姓说事点工作制度1.说事点工作由党支部领导,说事事项由村委会主任主持,群众参与,如有必要,可邀请有关党员干部参加。
2.对群众提出的问题,能当场解决或解释说明的,应当场予以解决或解释说明;不能当场解决的,应及时提交给村两委领导班子讨论解决;在说事过程中,发现本级或上级党员干部存在违纪问题的,应及时向上级党委报告。
3.应经常走访群众,了解民情民意,掌握群众对党员干部的意见和建议,并加强与党员干部的沟通。
4.说事点每月至少开放4次,遇有特殊情况,根据工作需要开放。
村支部、村委会收集到的意见建议及时整理记录,说事室接待处理的每一件事项都要有说事记录,以备查阅。
村民说事内容和程序1.干部问事。
村干部要经常走访一些农户、召开各种座谈会向群众征询意识,常问百姓家常事、烦心事、急难事,多层面、多角度掌握村情民意,及时研究处理苗头性和群众反映强烈的问题。
制度规定,村两委干部每月必须走访3-5户农户。
2.群众说事。
每星期三为村民说事日,由村两委干部义务轮流值班在说事室接待群众说事,让群众把心里的“郁闷”说出来,把肚子里的“怨气”撒出来,把邻里间的“小疙瘩”解开来,把建设新农村的“好点子”讲出来,如遇突发事件和特殊事件时即可办理。
设立了村民说事登记簿。
3.集中议事。
对群众在“说事室”里反映的问题进行归纳分类,分清哪些问题比较简单,可以立即办理的;哪些问题比较复杂需要分步实施的;哪些是村里能办的;哪些是需要上级办的。
一般的问题由村两委主要干部决定;稍大的问题召集村两委会干部讨论决定;大问题则由村两委干部、党员、村民代表、团、民、妇负责人组成的议事会集体研究决定;关乎村全局的特大问题由全体村民表决,通过集中议事,把政策交给群众,把家底交给群众,最大限度地维护好群众的知情权、参与权、决策权和监督权,调动群众参政、议事的积极性。
4.及时(代理)办事。
对村民反映的问题,经过集中议事环节,确定分类处理;能以上可以办的问题,明确责任人,即可办理;一时不能办理的,作出承诺,限期解决;关乎村全局的特大问题,集中统一办理;对村民反映的问题需要上级有关部门解决的,则由村主要干部每周一次代理或陪同到上级有关部门反映,以求解决。
石臼街道便民服务中心工作流程图

负责人签字:_____________
经办人签字:_____________
200年月日
注:此表一式两份,一联存档,一联交当事人。
白鹤镇便民服务中心收、退件管理制度
作者:佚名来源:本站原创点击数:80更新时间:04月08日
为加强对收、退件的管理,方便服务对象,提高办事效率,特制定收、退件管理制度。
附:退回的原因和内容
1、_____________________________________________________________________ _
2、_______________________________________________________________________
一、即办件的管理
1、程序简便,可当场或当天办结的一般性申请事项,均属即办件。
2、即办件必须即收即办,直接办理。
3、各窗口实行即办件受理、审核、决定、收费、发证全部信息登记管理,窗口受理后出具“受理通知书”,一式两份,一份给服务对象,一份报送后留单位。
二、退回件的管理
1、有下列三种情形之一的申请事项,均属退回件:
附:受理件所附材料
1、_____________________________________________________________________
2、_____________________________________________________________________
3、补办件的办事时限从服务对象补齐材料之日起计算。
四、承诺件的管理
1、审批事项内容复杂,需经内部多科室审核或现场勘测的特殊事项,均属承诺件。
2、承诺件首先必须收件,并将受理、审核、决定、收费、发证等情况进行登记,窗口受理后出具“受理通知书”一式两份,一份给服务对象,一份报送后留单位备案,“受理通知书”应明确承诺办结时限。
乡镇信访工作流程图
乡镇信访工作流程图乡镇信访工作流程图信访人提出信访事项↓对信访事项进行登记↓对信访事项进行告知↓根据信访内容决定转送、交办或直接处理↓办理信访事项↓书面回复信访办理结果↓复查信访人提出的复查请求↓复核信访人提出的复核请求↓对办结的信访件整理归档信访工作包括:"书记信箱","院长信箱","来信","来访"及上级信访部门转来的信访批办件的办理工作.学院办公室一般事务管理岗负责"书记信箱","院长信箱",群众"来访",和群众"来信"的办理工作.信访办理人员要建立"信访"工作登记本.负责及时登记各项"信访"办理件.信访办理人员在办理各项"信访"工作时,要填写"信访工作登记单".对"来访"者,还要登记来访人姓名,单位,来访时间和来访事由,并将"信访工作登记单"连同"信访书面材料"一起送学院办公室主任签署意见.根据办公室主任签署的`意见,送有关领导批示或直接送相关部门处理.并有办公室进行协调.承办单位负责人收到"信访工作登记单"后,要在原件上签字,同时应在受理之日起的规定时限内办理完毕,并将办理结果反馈给信访人及学院办公室.学院办公室负责督办"信访"事项的落实情况,并负责向上级信访部门和信访人反馈处理意见.将"信访工作登记单"和信访原件及处理结果一并存档.。
人民调解工作流程图共11页
人民调解工作流程图人民调解工作的日常指导、监督和管理调委会受理当事人 调委会 党委政府 直接处理分流或配合调 查调 解 调解未果向仲裁机关申请仲裁告知当事人向法院起诉或签订协议 协议不能制作调解协议卷宗存档回 访 定期报告人民法院、公安机关和其流程图人民调解工作的培训流程图依据国务院《人民调解委员会组织条例》、司法部《人民调解工作若干规定》、《中央办公厅、国务院办公厅转发最高人民法院、司法部关于进一步县级以上司法行政部门应当加强对人民调解工作的指导和管理,基层司法所对人民调解委员会的日常工作予以具体基层人民法院及其派出法庭指导解答、处理调解委员会或纠纷当事人就人民调解工作有关问题的请示、咨应人民调解委员会的请求或者根据需要,协助、参与对具体纠纷的调解活动对调委会主持达成的调解协议予以检查,发现违背法律、法规、规章和政策的,应当予以纠正总结交流调解工作经验,调查研究民间纠纷的特点和规律,指导调解委员积极推动新时期人民调解工作的改革与发展,不断研究和探索加强人民调解工作的思路与途径市级人民调委会和人民调解员表彰奖励流程图定期培训 不定期培训以会代训、组织参加上级司法行政机关培拟定培训方案安排授课人员及准备授课材料基层调委会上报 参训名单培训筹备,通知培训时间、地点正式培训培训小结及情况通报拟定表彰、奖励方案批准表彰、奖励方案各基层单位申报县(区)司法局初审人民调委会、人民调解员平时工对人民调委会、人民调解员进行报上级司法行政机关不符合表彰、奖励要求的,上级机关批准进行表彰、奖励向社会公布颁发表彰奖励决定表彰、奖励材料归档并报上级司法行政机矛盾纠纷处理流程图排查申请转交登记受一般村调委会各相关站所调查调解未达成协议达成协议归档回访乡调重大调查听证调解达成协议未达成协议领导小组联席会议继续调解转交其他单位行政裁决引导诉讼或其归档回访涉法司法派出所法院社区矫正流程图入矫日常解除法院新判决监狱或看守所释放法律文书送检察院法律文书送司法局矫正对象7日内报到司法所7日内走访派出所训诫进行入矫教育建档矫正对象每周电话汇报、每月书面汇报1次司法所每月走访其家庭或单位、居委会1次迁居需向派出所提出申请,派出所通报司法所,移送其档案迁入市内且不超过三天请假口头报告,市外7日前提出书面申请每月参加公益劳动不少于12小时,每月参加集中学习至少1次每月对其评定打分1次,并以适当方式予以公布奖惩应征求各方意见由街道矫正领导小组办公室集体研究审核司法所对2个月以内矫正期满的矫正对象进行解教教育期满前1个月,司法所指导其完成自我鉴定期满前10日,司法所出具社区矫正期满鉴定表送区局审核决定期满之日,区局向法院、检察院、派出所、社区发出书面解矫通报期满之日,司法所通过一定形式对矫正对象作解矫宣告宣告后,司法所在《解除社区矫正对象花名册》上作解矫登记10日内,整理矫正对象档案卷宗材料,报送区局审核入矫一月后评定管理等级对社区矫正工作开展情况进行检查流程图为社区服刑人员提供职业培训、就业指导流程图矫正管理考核矫正谈话教育建立档案签订协议学习教育发放入矫须知制定矫正方案进行公益劳动进行心理矫治矫正对象必须遵守国家法律法规、规章和监督管理规定矫正对象每周以电话、每月以书面向矫正机构报告思想活动情况 矫正对象迁居或离开居住区域时必须经矫正机构和公安机关批准 保外就医罪犯须遵守在指定医院就医、转院或进行治疗以外的活动须经批准等规定街道、乡镇矫正机构日常监督考察矫正机构按月将新增矫正对象名单、基本情况,按季将其考核情况报检察机关,接受检察监督建立考核制度每月计分考核 按季进行综合考核评议奖励处罚表扬、记功评为积极分子减刑 警告、记过 治安处罚 撤销缓刑、假释,收监执行重新犯罪或发现余罪予以刑事处罚死亡收监执行因减刑提前解除重新犯罪、有余罪移送检察机关处理 刑期、考验期满履行审批手续后宣布对材料归档,备案社区服刑人员提出申请对社区矫正服刑人员的处罚流程图社区矫正工作中问题的协调处理流程图对基层法律服务机构的管理和指导流程图 司法所初步审查、整理材料,做出鉴定,提出材料不全,一次性告知司法行政机关协调民政、劳动等部门进行相关进行就业培训、指导或者落实最低生活保障不符合条件,将材料退不符合条件,将材料不全,一次性告知报市、区社区矫正工作领导小组办公室备案建立考核制度进行每月考核 按季度进行综合考评按照考核结果进行量化计分对其中矫正表现不好的矫正对象,司法所提出区矫正办研究决定报市矫正处司法惩处的相关部门治安处罚 撤销缓刑、假释,收监执行 重新犯罪或发现余罪予以刑事处罚对发生的情况和问题进行调查研究协调相关部门,研究讨论初步解决方案形成书面解决方案材料上报分管领导分管领导决定,相关事项由集体研究决定付诸材料归档,备案 邀请相关部门对初步方案进方案中的不当之处或者有不同意见,进行再市局年初对基层法律服务机构拟制年度监督指导计按计划安排实施监管根据投诉、举报实施临时性检查1、实施由二名以上执法人员参加2、向当事人出示执法证件3、开展调查、检查、收集证据4、检查完毕后承办人写出终结报告,并提出初步处理意见向市局主管领导报告,并批准一般违纪的,当场纠正,下发限期违法、违纪达到行政处罚标准的,按国务院59、60号令规定的处罚标准进行处罚将监督、检查情况及处理结果记入基层法律服务机构诚信档案归档年度汇总监督检察情况并公布结果对法律援助申请的审查、审批流程图对不予提供法律援助决定审查复核流程图对刑释解教人员的安置帮教流程图告知申请法律援助应提交的材料:申请表、居民身份证、户籍证明或或其他它有效身份证明;与所申请法律援助申请人提交相关申请材料发现提交材料不全,告知相关告知法律援助的条件和范围申请人提出法律援助申请 申请人填写申请表法律援助机构对申请进行审查并提出审查意见(7日)决定给予法律援助,出具《给决定不予援助,出具《不给办理相关手续 申请人可以向当地司法行政部门提出异议(申请时限:对异议进行审查,并作出书经审查异议成立 经审查异议不成申请人可以在收到审查意见之日起60日内向本级人民政府提供法律援助 法律援助机构对申请进行审查并提出审查意见 决定给予法律援助,出具《给决定不予援助,出具《不给办理相关手续 申请人可以向当地司法行政部门提出异议(申请时限:对异议进行审查,并作出书经审查异议成立 经审查异议不成立申请人可以在收到审查意见之日起60日内向本级提供无偿法律援助监狱、劳教所、看守所寄发 刑释解教人员本人携带刑释解教人员的相关材料第 11 页法制宣传教育工作管理、指导流程图组织法制宣传教育考试、考核流程图接受刑释解教人员的相关材料档案将材料档案转递刑释解教人员所属乡镇(街道)司法所 各县(区)安置帮教办公室成立刑释解教人员安置帮教工作办公室将回执寄回监狱、劳教所、看守所 将材料档案转递各县(区)安置帮教办公室 将人员情况进行登记、建档 根据人员具体情况制定帮教方案 落实帮教措施,实施帮教活动 落实重点人员相关监管措施依据安徽省法制宣传教育相关的规章,对本地区法制宣传教育工作进行贯彻执行有关法制宣传教育的法律、法规、规拟定和组织实施法制宣传教育规划和年度协调、指导、督促和检查本地区的法制宣传教会同有关部门切实做好刑满释放人员和解协调、组织法制宣传教育的培训、考试、考核 开展法制宣传教育工作的调查研究,总结推决定或者建议实施奖惩 市局根据相关要求,提出初步方案 资料归档、备查 组织进行考试、考核下发方案通知 报相关部门备案 报主要领导审批通过考试、考核 考试、考核不合格 进行补考或限期整改 将考试、考核情况进行总结汇总 报领导审阅、批示 在一定范围公布。
民间纠纷调解流程图
民间纠纷调解流程图一、申请受理1.当事人提出调解申请,申请书应包含双方当事人的基本信息、纠纷背景和要求等。
二、调解受理1.调解机构受理申请后,由调解员进行初步审核,确定是否受理并通知双方当事人。
三、调解准备1.调解机构通知双方当事人参加调解,约定调解时间、地点和方式。
2.调解员了解纠纷事实和双方主张,核查相关证据材料,准备调解材料。
四、调解程序1.首次调解会议:a.调解员介绍调解程序和原则,确保双方当事人了解调解的性质和目的。
b.双方当事人陈述纠纷事实、主张和要求。
c.调解员分别询问双方当事人,了解他们的诉求和意向。
d.调解员分析双方当事人的主张,找出双方的分歧点和共同利益,并提出解决方案。
e.双方当事人就调解方案进行讨论,寻找解决方案。
f.如双方当事人达成协议,调解员将协议内容记录下来,并由双方当事人签字确认。
2.多次调解会议(如果需要):a.若双方当事人未能在首次调解会议上达成协议,调解员可以安排多次调解会议。
b.调解员帮助双方当事人深入了解对方的诉求和意向,加强沟通和理解。
c.调解员根据双方当事人的意见和建议,提出新的解决方案。
d.双方当事人针对新方案进行讨论和修改。
e.若双方当事人达成协议,调解员将协议内容记录下来,并由双方当事人签字确认。
五、调解结果1.如双方当事人在调解过程中达成协议,调解员将拟定调解书,双方当事人签字确认后生效。
2.如双方当事人在调解过程中未达成协议或有一方当事人不同意调解结果,调解员将终止调解并告知双方当事人其他解决纠纷的途径,例如仲裁或诉讼。
六、调解记录与保密1.调解员应将调解过程中的纠纷事实、当事人主张、调解方案和协议等内容详细记录下来,并保密调解过程中的敏感信息。
2.双方当事人可以要求获取调解记录,调解机构应向其提供。
综上所述,民间纠纷调解流程图主要包括申请受理、调解受理、调解准备、调解程序、调解结果和调解记录与保密等环节。
通过调解员的引导和帮助,双方当事人可以达成协议,实现和解。
“百姓说事点”的故事
“百姓说事点”的故事
叶永胜
【期刊名称】《人民政坛》
【年(卷),期】2015(0)4
【摘要】"你们俩别争了,也没个理,干脆去‘百姓说事点’找人大代表!"2014年10月,邵武市昭阳街道华延里小区居民吕某与邻居兰某就小区围墙拆除发生了纠纷。
看着越来越激动的二人,围观的群众提议他们到"百姓说事点"解决此事。
市人大
代表肖莉闻知此事后,带着双方当事人到现场勘察了解,经过耐心劝解,双方各退一步,兰某同意不拆围墙,吕某答应铁门钥匙各配一把,事情得到圆满解决。
【总页数】1页(P36)
【作者】叶永胜
【作者单位】
【正文语种】中文
【相关文献】
1.创新发展"百姓说事点"以法治保障乡村有效治理
2.快大茂镇村村都有“百姓说事点”
3."百姓说事点"说出乡村治理"好声音"
4.“百姓说事点”说出乡村治理“好声音”
5.“百姓说事点”解民忧
因版权原因,仅展示原文概要,查看原文内容请购买。