Powermax45
数控火焰等离子切割机技术方案
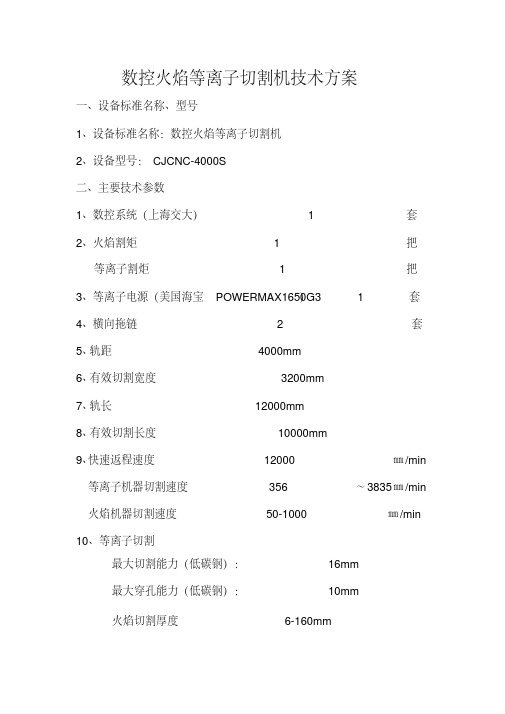
数控火焰等离子切割机技术方案一、设备标准名称、型号1、设备标准名称:数控火焰等离子切割机2、设备型号:CJCNC-4000S二、主要技术参数1、数控系统(上海交大) 1套2、火焰割矩 1把等离子割炬 1把) 1套3、等离子电源(美国海宝POWERMAX1650G34、横向拖链 2套5、轨距 4000mm6、有效切割宽度 3200mm7、轨长 12000mm8、有效切割长度 10000mm9、快速返程速度 12000㎜/min 等离子机器切割速度 356~3835㎜/min 火焰机器切割速度 50-1000㎜/min 10、等离子切割最大切割能力(低碳钢): 16mm最大穿孔能力(低碳钢): 10mm火焰切割厚度 6-160mm11、割炬升降距离≤150mm12、直线定位精度±0.2mm/10m重复精度±0.2mm/10m13、环境温度 -5-45℃14、相对湿度<95%无冷凝15、周边环境通风,无较大冲击16、电源、电压 220V±10%17、电源频率 50HZ18、驱动方式双驱三、设备组成1、纵向导轨(12米)纵向导轨采用铁路用轨(38KG),表面经磨削处理,因此具有很高的精度及耐磨性。
驱动齿条由专业厂家进行加工,从而保证了精度要求,同时在导轨两端装有防撞保护装置。
2、大车架(4米)本部件包括钢带箱、主副滑车。
大车架为数控切割机运动的主要执行单元,整机为龙门式结构,具有很高的刚度,在端梁安装有刮削装置,以随时清掉导轨上的杂质。
3、割炬升降挂架(火焰升降挂架1套)割炬升降挂架用于实现割炬升降。
采用直流电机,经齿轮箱减速再由丝杆驱动实现升降。
保证割枪与水平面的垂直度,从而保证了切割的精度。
4、气路系统(1套)气路系统包括气体调节控制盘,气路分配系统等,为保证产品质量及安全性。
调节阀、压力表、割枪、回火防止器、电磁阀等均采用专业厂家的配套产品。
5、操作柜及控制柜(1套)操作柜面板设有割炬预选、急停、电源指示灯、自动/手动升降、电源开关等各种所需功能操作按钮;控制柜则具有防尘功能。
韩国DSR钢丝绳工厂

3. DSR DOMESTIC STATUS (DSR国内状况)
DSR CORP DSR WIRE CORP
4. HISTORY(历史)
2012 2011 2005 2004 9月 9月 12月 4月 1月 2002 2月 11月 2000 1998 1996 5月 1月 7月 12月 1995 1985 1983 1982 1981 3月 6月 11月 10月 7月 10月 1977 1971 9月 9月 Selected as KOTRA GLOBAL BRAND (获选为KOTRA 世界品牌 ) Foundation of Yulchon Factory for large diameter rope Renewal A.P.I (美國石油學會A.P.I. 认证获得更新) Achievement of QS 9000 (获得QS 9000认证) (公开发行公司股份 (KOSPI)) (于南韩顺天市成立第二家钢丝绳工厂) (专门生产特大直径的Yulchon工厂成立)
Tower Crane (塔吊)
Luffing Crane (悬臂吊)
Deck Crane (甲板吊)
DSR CORP DSR WIRE CORP
8. Products(产品)[7]
FLEXTEC 35 POWERTEC 35
PRODUCT RANGE (产品直径) : 14 ~ 38mm : 14 ~ 38mm : 14 ~ 38mm
- KR - ABS - GL - NK - BV - DNV 韩国船级社 美国船级社 德国船级社 日本海事协会 法国船级社 挪威船级社
- LLOYD‘S 英国船级社
- RINA
- CCS
意大利船级社
美泵ME45系列消毒水泵产品说明说明书

ME45 sEriEsPowerful TorqueHigh-torque, permanent splitcapacitor (PSC) motor; no starting switches or relays to wear out Rugged and CoolRugged-built, oil-filled motor for continuous bearing lubrication and maximum heat dissipationSeal ProtectionUpper and lower ball bearing and heavy duty Type 6 seal for added pump lifeThermal ProtectionHeat sensor overload protection with automatic reset when motor cools to a safe operating temperatureThe Myers ® ME45 series effluent pumps are designed to meet the demand of residential septic tanks or sump applications. This powerful 1/2 HP pump provides flow and head required for demanding dosing systems and drainage applications.Effluent removal, sump drainage, water transfer, flood control n C apacities – 87 GPM (329 LPM)n S hut-off Head – 44' (13.41 m)n O peration – Manualn M ax. Spherical Solids – 3/4" (19 mm)n L iquids Handling – Domestic effluent anddrain water n I ntermittent Liquid Temperature – Up to 140°F (60°C)n M otor/Electrical Data – 1/2 HP , 3450 RPM, oil-filled, permanent split capacitor type, 115V , 8.6A, 1Ø, 60Hz; 230V , 4.3A, 1Ø, 60Hz n A cceptable pH Range – 5-9n S pecific Gravity – .9-1.1n V iscosity – 28-35 SSU n D ischarge, NPT – 2" (50.8 mm)n H ousing – Cast iron n M inimum Sump Diameter – Simplex: 24" (61.0 cm) Duplex: 36" (91.4 cm)n P ower Cord – 20', 16/3, SJTWNE W !In order to provide the best products possible, specifications are subject to change.Myers® is a registered trademark of Pentair Water.Features aCast Iron ImpellerCatalog Phase/ Discharge Switch Cord Approx. Wt. Number HP Volts Cycles Amps Size Type Length Lbs.ME45MC-11 1/2 115 1/60 8.6 2" Manual 20' 58ME45MC-21 1/2 230 1/60 4.3 2" Manual 20' 58EFFLUENT PUMPS – Pump(s) shall be F. E. Myers ME45 Series effluent pump selected in accordance with the following design criteria:Number of Pumps: _____________________Primary Design Flow: _____________________Primary Design Head: _____________________Minimum Shut-off Head: 44'Motor Horsepower: 1/2Motor Speed: 3450 RPMElectrical: 115 Volts, 1Ø, 60 Hz or230 Volts, 1Ø, 60 HzPUMP – The pump shall be designed to handle septic tank effluent and be capable of passing 3/4 inch spherical solids. The pump shall be capable of handling liquids with temperatures to 140°F intermittent.MOTOR – The pump motor shall be of the submersible type rated 1/2 hp at 3450 RPM and shall be for _____115 volts or _____230 volts single phase, 60 cycles. Single phase motor shall be PSC motor with no relays or starting switches. Stator winding shall be of the open type with Class B insulation rated for 130°C maximum operating temperature. The winding housing shall be filled with clean dielectric oil to lubricate bearings and seals, and transfer heat from the windings to the outer shell.The motor shall be capable of operating over the full range of the performance curve without overloading the motor and causing any objectionable noise or vibration. The motor shall have two bearings to support the rotor; an upper sleeve bearing to accommodate radial loads and a lower sleeve bearing with thrust pad to take thrust and radial loads.A heat sensor thermostat and overload shall be attached to the top end of the motor windings and shall be wired in series with the windings to stop the motor if the motor winding reaches 200°C. The overload thermostat shall reset automatically when the motor cools to a safe operating temperature.POWER CORD – The motor power cord shall be 20 feet SJTW type. The power and switch cords shall be of the positive sealing type. The power and switch cable connections shall be sealed at the motor entrance by means of a compression nut which serves to make a positive electrical connection and prevent water from entering the cable jacket and motor housing.SHAFT SEAL – The motor shall be protected by a rotating mechanical shaft seal. The seals shall have carbon and ceramic seal faces lapped to a tolerance of 1 -3 light band. Metal parts and springs for seals shall be 18 - 8 series stainless steel. PUMP IMPELLER – The pump impeller shall be of the two vane semi-open type. The impeller shall be constructed of cast iron.MOTOR HOUSING – The motor housing castings shall be of high tensile strength Class 30 gray cast iron. Castings shall be painted with a high quality, 1/8" thick (per UL778) baked epoxy spray for corrosion protection.PUMP CASE – The pump case shall be a high efficiency volute design capable of passing 3/4 inch spherical solids. The pump volute shall be constructed of cast iron.FASTENERS – All exposed fasteners shall be of 300 series stainless steel.EFFLUENT AND DRAIN WATER PUMPS。
国外光伏逆变器知名品牌一览表
国外光伏逆变器知名品牌一览德国SMASMASolarTechnologyAG艾思玛太阳能技术股份公司是全球领先的专业逆变器生产供应商,成立于1981年,总部位于德国卡塞尔市的Niestetal。
SMA是光伏逆变器的全球市场领导者,产品应用遍及全球,已经在全球四大洲的十三个国家,包括美国、中国、意大利、西班牙、法国、澳大利亚、希腊、捷克等设立了分支机构。
经过32年的创新发展,SMA目前拥有员工人数超过4000人。
于32年建成占地18500平方米的全球最大光伏逆变器生产基地,能够将SMA的年生产能力提高至约5GW,并继续扩大,可以满足全球光伏市场快速发展的需求。
2008年6月27日,SMA在德国法兰克福股票交易所上市(s92),并在2008年9月22日列入TecSMA.在过去的数年中,SMA公司本身,以及其创新生产的众多产品,创造了更多成绩,也获得了多项殊荣。
SMA的主要业务领域是开发和生产各种型号的光伏逆变器,功率从1kW 到1.25MW不等,能够满足不同类型光伏组件、所有电站规模和不同电网类型的需要。
SMA研发生产的光伏系列设备主要包括并网逆变器Sunny Boy/Sunny Mini Central/Sunny Tripower/ Sunny Central、双向独立运行逆变器SunnyIsland、风力并网逆变器WindyBoy、并网备用发电设备Sunny Backup、燃料电池逆变器Hydro Boy,以及用于电站全面监测及控制的通讯设备。
其中光伏并网和双向独立运行逆变器为其主要产品。
SMA推出的光伏逆变器系列相关产品达到近百种,是名副其实的全球光伏逆变器第一大生产供应商。
美国Power-OnePower-One是全球最大的电能转换和电能管理解决方案提供商。
其产品范围足以支持将民用交流电转化成不同电压的直流电的各个环节,用以驱动高电能需求的工作场所、系统和不同半导体层面上的基础设施系统。
其也是全世界规模第二的光伏逆变器生产商,在过去的几年中,可再生能源解决方案领域增长迅速。
拳皇2005-KOF2005出招表
拳皇2005-KOF2005出招表基本操作 A-轻拳 B-轻腿 C-重拳 D-重腿 AB-滚动闪避 BC-POWERMAX发动 CD-超重击普通投回到98的攻击⼒ CD费点取消防御有攻击⼒。
能量槽系统接近98(3个在第⼀个⾓⾊,5个在最后⼀个⾓⾊)。
⽤按BC,⼀个点会⽤来发动PowerMAX模式,这时玩家在⼀定时间内可以必杀技取消必杀技,⽆限发超杀,或者再耗⼀个点发Max超杀⽇本队草雉京外式轰斧阳→ B 中段技,蹲防不可!外式奈落落空中↓ C 空中击中时受⾝不可。
打逆向的⾸选!百拾四式荒咬↓↘→ A 挡格百弐拾⼋式九伤荒咬中↓↘→ A/C 百弐拾五式七濑九伤中B/D 百弐拾七式⼋錆九伤中A/C 荒咬中→↘↓← A/C 中段技弐百拾弐式琴⽉阳⼋錆中→↘↓←B/D 外式砌穿⼋錆中A/C 百弐拾五式七濑⼋錆B/D 百拾五式毒咬↓↘→ C 挡格四百壹式罪詠毒咬中→↘↓← A/C 四百弐式罚詠罪詠中→ A/C 百式⿁烧罚詠中→↓↘ A/C 百式⿁烧→↓↘ A/C 第⼀下可以Super Cancel四百弐拾七式轹铁→↘↓← B/D 可Super CancelR.E.D. KICK ←↓ B/D 七拾五式改↓↘→ B·B/D·D ⾥百⼋式⼤蛇薙↓←↓↘→ A/C MAX超必杀⾥百⼋式⼤蛇薙↓←↓↘→ AC 隐藏超杀伍百弐拾四式神尘近⾝→↘↓←X2 AC 2001中的神尘,有⽆敌时间,指令投,速度快杀伤⼒45%⼆阶堂红丸飞⾏训练空中↓ D 捷克⼩⼑踢→ B 普通攻击后不可接空中除外↑C/D 雷刃拳↓↘→ A/C 空中可居合蹴↓↘→ B/D 反动三段蹴居合蹴中↓↑ B/D Super cancel真空⽚⼿驹↓↙← A/C Super cancel红丸投→↘↓↙←→ A/C 雷光拳↓↘→↓↘→ A/C 幻影飓风↓↙←↓↙← B/D MAX超必杀雷光拳↓↘→↓↘→ AC 隐藏超杀 →↙↘←→任意键 按A键:雷电出现在头的前⽅ 按B键:雷电出现在脚的前⽅ 按C键:雷电出现在头的后⽅ 按D键:雷电出现在脚的后⽅ 雷是不可防御的!⼤门五郎投技⼗字缚(⾮常近)4or6 C 叩击(近)4or6 C 送⾜拂4or6 D特殊技⽟溃6 A 头上拂3 C必杀技地雷震623 AorC 天地返(接近)632146 AorC 超⼤外刈(接近)623 BorD 超受⾝ 214 BorD 云⾥投 236 A 切株返 236 C ⾥投 632146 BorD 根返 236 BorD 超必杀技 地狱极乐落 (近⾝)6321463214 AorC 岚之⼭根拔 (接近)4123641236*2 BorD ┗续?切株返 426 BorD ┗根拔?⾥投 623 BorDMAX超必杀技 地狱极乐落 (近⾝)6321463214 AC 岚之⼭根拔 (接近)4123641236*2 BD ┗续?切株返 426 BorD ┗根拔?⾥投 623 BorD龙虎拳队坂崎良投技 ⾕落 4or6 C 巴投 4or6 D特殊技 冰柱割 6 A 上段受 6 B 下段受 3 B必杀技 虎煌拳 236 A 虎咆 623 AorC 飞燕疾风脚 41236 BorD 暂烈拳 646 AorC 猛虎雷神刹 236 BorD超必杀技 霸王翔吼拳 641236 AorC 龙虎乱舞 2363214 AorCMAX超必杀技 龙虎乱舞 236 C?A◎招式变化 不明罗伯特投技 龙跳脚 4or6 C ⾸切投 4or6 D特殊技 勾龙降脚蹴 6 A ⾥拳 4 A 龙翻蹴 6 B必杀技 龙击拳 236 AorC 龙⽛ 623 AorC 幻影脚 646 BorD 飞燕龙神脚 (空中)214 BorD 极限流连舞脚 (接近)41236 BorD 超必杀技 霸王翔吼拳 641236 AorC 龙虎乱舞 2363214 AorC 背⽛龙 236236 AorCMAX超必杀技 龙虎乱舞 2363214 AC◎招式变化 极限流连舞脚动作变化,不可追击。
Powermax45 熔炼机穿刺图表说明书

Duramax® Machine Torch Cut Charts for the Powermax45®Cut Charts Guide810050Revision0January2018Hypertherm Inc.Etna Road, P.O. Box 5010Hanover, NH 03755 USA603-643-3441 Tel (Main Office)603-643-5352 Fax (All Departments)*******************(MainOfficeEmail)800-643-9878 Tel (Technical Service)********************************(TechnicalServiceEmail)800-737-2978 Tel (Customer Service)*******************************(CustomerServiceEmail)866-643-7711 Tel (Return Materials Authorization)877-371-2876 Fax (Return Materials Authorization)*******************************(RMAemail)Hypertherm México, S.A. de C.V.Avenida Toluca No. 444, Anexo 1,Colonia Olivar de los Padres Delegación Álvaro Obregón México, D.F. C.P. 0178052 55 5681 8109 Tel 52 55 5683 2127 Fax******************************(TechnicalServiceEmail)Hypertherm Plasmatechnik GmbHSophie-Scholl-Platz 563452 Hanau Germany00 800 33 24 97 37 Tel 00 800 49 73 73 29 Fax31 (0) 165 596900 Tel (Technical Service)00 800 4973 7843 Tel (Technical Service)************************************(TechnicalServiceEmail)Hypertherm (Singapore) Pte Ltd.82 Genting Lane Media CentreAnnexe Block #A01-01Singapore 349567, Republic of Singapore 65 6841 2489 Tel 65 6841 2490 Fax*****************************(MarketingEmail)******************************(TechnicalServiceEmail)Hypertherm Japan Ltd.Level 9, Edobori Center Building 2-1-1 Edobori, Nishi-ku Osaka 550-0002 Japan 81 6 6225 1183 Tel 81 6 6225 1184 Fax***************************(MainOfficeEmail)******************************(TechnicalServiceEmail)Hypertherm Europe B.V.Vaartveld 9, 4704 SE Roosendaal, Nederland 31 165 596907 Tel 31 165 596901 Fax31 165 596908 Tel (Marketing)31 (0) 165 596900 Tel (Technical Service)00 800 4973 7843 Tel (Technical Service)************************************(Technical Service Email)Hypertherm (Shanghai) Trading Co., Ltd.B301, 495 ShangZhong Road Shanghai, 200231PR China86-21-80231122 Tel 86-21-80231120 Fax86-21-80231128 Tel (Technical Service)********************************(Technical Service Email)South America & Central America: Hypertherm Brasil Ltda.Rua Bras Cubas, 231 – Jardim Maia Guarulhos, SP – Brasil CEP 07115-03055 11 2409 2636 Tel*************************(TechnicalServiceEmail)Hypertherm Korea Branch#3904. APEC-ro 17. Heaundae-gu. Busan.Korea 4806082 (0)51 747 0358 Tel 82 (0)51 701 0358 Fax******************************(MarketingEmail)******************************(Technical Service Email)Hypertherm Pty LimitedGPO Box 4836Sydney NSW 2001, Australia 61 (0) 437 606 995 Tel 61 7 3219 9010 Fax***********************(MainOfficeEmail)******************************(Technical Service Email)Hypertherm (India) Thermal Cutting Pvt. LtdA-18 / B-1 Extension,Mohan Co-Operative Industrial Estate,Mathura Road, New Delhi 110044, India 91-11-40521201/ 2/ 3 Tel 91-11 40521204 Fax***************************(MainOfficeEmail)******************************(Technical Service Email)1/28/16© 2018 Hypertherm Inc. All rights reserved.Powermax, Duramax, FineCut, and Hypertherm are trademarks of Hypertherm Inc. and may be registered in the United States and/or other countries. All other trademarks are the property of their respective holders.Environmental stewardship is one of Hypertherm’s core values, and it is critical to our success and our customers’ success. We are striving to reduce the environmental impact of everything we do. For more information: /environment.Duramax Machine Torch Cut Charts for the Powermax45Powermax45Cut Charts Guide 8100503Using the cut chartsUse the cut charts in this document:⏹Only for Duramax ® machine torches on the Powermax45⏹As a starting pointAdjust the variables in the cut charts as needed to achieve optimal results for your cutting equipment and environment.The cut charts are based on the latest process development from the Powermax45XP and provide a wider range of material thicknesses than previous 45A cut charts for Duramax torches.If you are using a T45m torch with the Powermax45, use the cut charts in the Powermax45 Operator Manual (805780). For Powermax45XP cut charts, refer to the Powermax45XP Operator Manual (809240). Download the manuals at /docs .Cut charts are provided for each set of mechanized cutting consumables. A consumable diagram with part numbers precedes each cut chart.Cut charts are included for:⏹Cutting mild steel, stainless steel, and aluminum at 45A with air using shielded consumables⏹Cutting mild steel and stainless steel with air using FineCut consumables ⏹Cutting stainless steel at 45A with F5gas using shielded consumablesEach cut chart may contain the following information:⏹Amperage setting –The amperage setting at the top of the page applies to all the settings given on that page. In FineCut ® charts, the amperage setting for each thickness is included in the cut chart.⏹Material Thickness –Thickness of the workpiece (metal plate being cut).⏹Torch-to-Work Distance –For shielded consumables, the distance between the shield and the workpiece during cutting. For unshielded consumables, the distance between the nozzle and the workpiece during cutting. This is also known as cut height.⏹Initial Pierce Height –Distance between the shield (shielded) or the nozzle (unshielded) and the workpiece when the torch is fired, prior to descending to the cut height.⏹Pierce Delay Time –Length of time the triggered torch remains stationary at the pierce height before the torch starts the cutting motion.⏹Best Quality Settings (cut speed and voltage)–Settings that provide the starting point for finding the best cut quality (best angle, least dross, best cut-surface finish). Adjust the speed for your application and table to obtain the desired result.Duramax Machine Torch Cut Charts for the Powermax454810050Cut Charts Guide Powermax45⏹Production Settings (cut speed and voltage)–70% to 80% of the maximum speedratings. These speeds result in the greatest number of cut parts, but not necessarily the best possible cut quality.The arc voltage increases as the consumables wear, so the voltage setting may need to be increased to maintain the correct torch-to-work distance. Some CNCs monitor the arc voltage and adjust the torch lifter automatically.⏹Kerf Width –Width of material removed by the cutting process. The kerf widths were obtained with the “Best Quality” settings and are for reference only. Differences between installations and material composition may cause actual results to vary from those shown.Each cut chart lists hot and cold gas flow rates.⏹Hot flow rate –Plasma is on, the system is operating at running current, and the system is in a steady state at the default system pressure (cutflow, or automatic mode).⏹Cold flow rate –Plasma is off and the system is in a steady state with gas flowing through the torch at the default system pressure (postflow).Hypertherm collected the cut chart data under laboratory test conditions using new consumables.Duramax Machine Torch Cut Charts for the Powermax45Powermax45Cut Charts Guide8100505Duramax Machine Torch Cut Charts for the Powermax456810050Cut Charts Guide Powermax45Mild Steel – 45A – Air – ShieldedMetricMaterial Thickness Torch-to-Work DistanceInitial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage mmmmmm%secondsmm/min voltsmm/min voltsmm21.53.82500.255601287910125 1.433960128559012840.428001283960128 1.560.614301302110127810201331385130 1.7100.8780136920134 1.8121540140690138 1.916Edge Start310146400141 2.120170152240147 2.3251101571451543EnglishMaterial Thickness Torch-to-Work Distance Initial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage inchesinchesinches%secondsin/min voltsin/min voltsinches16GA0.060.152500.12491283201250.05314GA 0.22251283201250.05410GA 0.41291281811280.0573/160.5851291221270.0591/40.648130721270.0613/80.833136381330.0691/21181********.0775/8Edge Start131********.0823/47151101450.0867/8615471510.1031415761540.119Gas flow rate –slpm /scfh151/320Hot (cutflow)184/390Cold (postflow)220817220854(220953 for ohmic sensing)220941220857220842Duramax Machine Torch Cut Charts for the Powermax45Powermax45Cut Charts Guide 8100507Stainless Steel – 45A – Air – ShieldedMetricMaterial Thickness Torch-to-Work DistanceInitial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage mmmmmm%secondsmm/min voltsmm/min voltsmm21.53.82500.1562012678301290.630.2328512947251280.940.419951302960129 1.160.611451311695131 1.288301341100134 1.4100.8605137870137 1.612 4.6300 1.2380141540139 1.816Edge Start240145320142 2.420160149205146 3.1EnglishMaterial Thickness Torch-to-Work Distance Initial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage inchesinchesinches%secondsin/min voltsin/min voltsinches16GA0.060.152500.12371253201280.01714GA 0.22301263201290.02210GA 0.4901301341280.0413/160.563131931300.0441/40.640131591310.0473/80.826137291360.0611/20.18300 1.212142191400.0755/8Edge Start10145131420.0963/4714891450.1167/8515161490.137Gas flow rate –slpm /scfh151/320Hot (cutflow)184/390Cold (postflow)220817220854(220953 for ohmic sensing)220941220857220842Duramax Machine Torch Cut Charts for the Powermax458810050Cut Charts Guide Powermax45Aluminum – 45A – Air – ShieldedMetricMaterial Thickness Torch-to-Work DistanceInitial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage mmmmmm%secondsmm/min voltsmm/min voltsmm21.53.82500.178901219585134 1.330.248501307120129 1.540.43670133565012960.520601393095132 1.680.613301391830136 1.7100.78601421015140 1.912Edge Start6201447451422163601523401482.5EnglishMaterial Thickness Torch-to-Work Distance Initial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage inchesinchesinches%secondsin/min voltsin/min voltsinches1/100.060.152500.22401263201310.0561/80.41701312631280.0603/161201341841300.0611/40.5701371041320.0633/80.736141421390.0731/2Edge Start21145261430.0825/815152141480.1003/4815891530.117Gas flow rate –slpm /scfh151/320Hot (cutflow)184/390Cold (postflow)220817220854(220953 for ohmic sensing)220941220857220842Duramax Machine Torch Cut Charts for the Powermax45Powermax45Cut Charts Guide 8100509Mild Steel – FineCut – Air – Shielded and UnshieldedMetricMaterial ThicknessCurrent Torch-to-Work DistanceInitial Pierce Height Pierce Delay TimeRecommended Kerf Width Cut Speed Voltage mmAmmmm%secondsmm/min voltsmm0.5401.53.82500.08250780.70.68250780.80.18250780.61450.28250780.71.50.4640078 1.22480078 1.330.525007840.6190078EnglishMaterial ThicknessCurrent Torch-to-Work Distance Initial Pierce Height Pierce Delay TimeBest Quality Settings Kerf Width Cut Speed Voltage inchesAinchesinches%secondsin/min voltsinches26GA400.060.152500.0325780.02524GA 325780.02922GA 0.1325780.02420GA 325780.02018GA 450.2325780.04316GA 0.4250780.04614GA 200780.04912GA 0.5120780.05210GA95780.051Gas flow rate –slpm /scfh155/330Hot (cutflow)215/460Cold (postflow)220955 (deflector)220948 (shield)220854220953 (ohmic)220930220947220842Duramax Machine Torch Cut Charts for the Powermax4510810050Cut Charts Guide Powermax45Stainless Steel – FineCut – Air – Shielded and UnshieldedMetricMaterial ThicknessCurrent Torch-to-Work DistanceInitial Pierce Height Pierce Delay TimeRecommended Kerf Width Cut Speed Voltage mmAmmmm%secondsmm/min voltsmm0.5400.52.04000.08250680.60.68250680.50.80.18250681450.28250680.61.50.4615070 1.024*******.5255080 1.440.61050841.5EnglishMaterial ThicknessCurrent Torch-to-Work Distance Initial Pierce Height Pierce Delay TimeBest Quality Settings Kerf Width Cut Speed Voltage inchesAinchesinches%secondsin/min voltsinches26GA400.020.084000.0325680.02424GA 325680.02122GA 0.1325680.01820GA 325680.01718GA 450.2325680.03616GA 0.4240700.03914GA 200700.04012GA 0.5120800.04910GA0.675800.055Gas flow rate –slpm /scfh155/330Hot (cutflow)215/460Cold (postflow)220955 (deflector)220948 (shield)220854220953 (ohmic)220930220947220842Duramax Machine Torch Cut Charts for the Powermax45Powermax45Cut Charts Guide 81005011Mild Steel – FineCut Low Speed – Air – Shielded and UnshieldedMetricMaterial ThicknessCurrent Torch-to-Work DistanceInitial Pierce Height Pierce Delay TimeRecommended Kerf Width Cut Speed Voltage mmAmmmm%secondsmm/min voltsmm0.5301.5 3.82500.03800690.60.63800680.80.13800701*400.23800720.81.5*0.43800752453700760.730.5275078 1.340.61900781.5EnglishMaterial ThicknessCurrent Torch-to-Work Distance Initial Pierce Height Pierce Delay TimeBest Quality Settings Kerf Width Cut Speed Voltage inchesAinchesinches%secondsin/min voltsinches26GA300.060.152500.0150700.02624GA 150680.02422GA 0.1150700.02520GA 1507118GA 400.2150730.03116GA*0.4150750.02914GA*45150760.02712GA 0.5120780.05210GA95780.051Gas flow rate –slpm /scfh155/330Hot (cutflow)215/460Cold (postflow)*Not a dross-free cut.220955 (deflector)220948 (shield)220854220953 (ohmic)220930220947220842Duramax Machine Torch Cut Charts for the Powermax4512810050Cut Charts Guide Powermax45Stainless Steel – FineCut Low Speed – Air – Shielded and UnshieldedMetricMaterial ThicknessCurrent Torch-to-Work DistanceInitial Pierce Height Pierce Delay TimeRecommended Kerf Width Cut Speed Voltage mmAmmmm%secondsmm/min voltsmm0.5300.5 2.04000.03800690.70.63800690.80.13800691400.23800690.61.50.42900690.52275069 1.33450.5255080 1.440.61050801.5EnglishMaterial ThicknessCurrent Torch-to-Work Distance Initial Pierce Height Pierce Delay TimeBest Quality Settings Kerf Width Cut Speed Voltage inchesAinchesinches%secondsin/min voltsinches26GA300.020.084000.0150690.02824GA 1506922GA 0.1150690.02520GA 150690.02318GA 400.21456916GA 0.4115690.02214GA 110690.02112GA 450.5120800.04910GA0.675800.055Gas flow rate –slpm /scfh155/330Hot (cutflow)215/460Cold (postflow)220955 (deflector)220948 (shield)220854220953 (ohmic)220930220947220842Duramax Machine Torch Cut Charts for the Powermax45Powermax45Cut Charts Guide 81005013Stainless Steel – 45A – F5 – ShieldedWhen used with a Powermax system, F5 should be used only to cut stainless steel.For more information on cutting with F5, download the Use F5 to Cut Stainless Steel (809060) Application Note at /docs .F5 is not recommended for thicknesses less than 7mm or 1/4inch or for use with FineCut consumables.MetricMaterial Thickness Torch-to-Work DistanceInitial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage mmmmmm%secondsmm/min voltsmm/min voltsmm81.53.82500.8630150860144 2.110435153525147 2.312Edge Start340156440150 2.5EnglishMaterial Thickness Torch-to-Work Distance Initial Pierce Height Pierce Delay Time Best Quality Settings Production SettingsKerf Width Cut Speed Voltage Cut Speed Voltage inchesinchesinches%secondsin/min voltsin/min voltsinches1/40.060.152500.632147471410.0753/80.8181********.0881/2Edge Start12157161510.101Gas flow rate –slpm /scfh149/315Hot (cutflow)184/390Cold (postflow)220817220854(220953 for ohmic sensing)220941220857220842。
Omega View 45D 4x5 寸精密大型照相机说明书

• Large monorail for maxi mum rigidity .
Additional Formats . .. . . . 6x7cm and 6x9cm using Graflex or Mamiya Roll Film backs with
accessory 45D Roll Film Adapters .
Camera Movements (Front and Rear):
Rise ....... . .. . ...... . ..... . ... .. ..... .3.5" (90mm)
Lateral Shifts .. . . .. . . .. . ........... . ..... 1.8" (45mm)
Revolving Back .360° revolving back with detents and lock
' - - - - - - - - - - - Removable End Caps
The Omega View 45D is "a" precIsion 4"x5" view camera for the professional entering the large format field. Designed for years of rugged use, it is a very impressive performer at a very affordable price .
无线 PowerCode 数字红外探测器 说明书

DE3591 1NEXT ®MCW无线 PowerCode 数字红外探测器安装说明书1. NEXT MCW 是一个微处理控制的无线数字红外探测器,它可以轻松安装,无需纵向调节。
它具有一个有独特探测灵敏度的柱型镜头 最大到12米的探测距离.(40 英尺),还具有防死角爬墙功能。
. NEXT 是卫视公司的注册商标。
先进的True Motion Recognition ™ (真实动作识别系统)运算法 (专利)可以让NEXT MCW 将真实报警事件和其他引起误报的干扰事件加以区别一个内置的动做事件跳线可以决定一个还是两个连续事件可以触发报警。
NEXT MCW 具有以下特点:• 包含一个完全监控的 PowerCode 传输器• 获专利的精细动作分析运算法系统- 真实动作识别 (TMR ™) • 精细的频率范围数字信号处理 • 不需要纵向调节.• 可编程动态事件记数器• 探测后,探头自动撤防进入节电模式. 探头在之后的两分钟后没有收到继续的探测信号则会自动重新布防.选装版提供更好的附和DD243系统要求的保护.在最初的探测时候, 探头还可以在五分钟的时间内有七次额外的探测. 在接下去的两分钟要是没有动作,会接着探测. 五分钟内没有动静探头会恢复到初始状态极低的电流消耗量• 微处理控制的温度补偿系统. • 密封外壳保护光学元件 • 前盖防拆功能 • 后盖防拆(选装) • 白光保护 • 幽雅外观,结实外壳UL 安装: 探头只兼容 UL 制定的 控制单元 PowerMax+.2.光学探测类别: 双元素低噪音 热电感应器镜头数据 慕廉数: 9 + 5最大覆盖范围 12 x 12 米/90° 电子:内部电池: 3V 锂电, CR-123A. UL 安装时候建议使用Panasonic 或 Sanyo 。
额定电池容量: 1450 mA/h.待机电流: 大约 0.025 mA. 转换电流强度: 20 mA (包含LED 灯)电池寿命 (LED 灯亮): 一般大于三年。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优势 体积小、重量轻,在切割厚度12mm以内的设备中拥有最佳的便携性。 Conical Flow™技术增加了电弧能量密度,提高了切割质量,而且熔渣 的数量极少。 即使对于首次使用的操作工来说,也能方便使用专利的拖拽切割技术。 Boost Conditioner™输入电压补偿的波动(200-240V线路),可提高低压 线路、电动发电机和输入电源(波动)的性能。 CNC接口和Fast Connect™割炬连接,增加了手持和机用情况下的通用 性。 双角度设计延长了喷嘴的寿命,并且降低了运行成本。 Powercool™设计使内部零件的冷却更高效,增强了系统的可靠性,减少 了故障停机时间。
标准系统零件 电源 T45m机用割炬 备用切割易损件 带线夹的工作电缆,6m 提手
规格 切割能力 低碳钢 不锈钢 铝 切割速度 (低碳钢) 切割角度 焊接性 切割材料决定 加工工艺气体 (等离子气/保护气) 加工安培数
无熔渣 最大穿孔能力 最大穿孔能力 最大穿孔能力 最大穿孔能力 ISO 9013范围 低碳钢 不锈钢 铝 并非全部加工工艺适用于 所有切割材料
不适用 10 mm 10 mm 10 mm 10 mm 810 mm/m 5 可直接焊接 空气 空气,氮气 空气, 氮气 20-45
注: 应注意比较: 竞争对手多列出最大切割速度但并不提及以上所示的 提供最佳切割质量的速度。 以上所示的切割速度可确保最佳切割质量,切割 速度可提高50%以上。 ISO 9013是定义用热能切割零件的切割质量标准。 范围越低(范围1最 低),切割面的切割角度越小。范围4的切割角度优于范围5。
美国海宝空气等离子电源 Powermax45
手持或机用等离子金属切割和气刨系统 操作数据 切割能力 机用穿孔 最大切割能力 10mm 气刨能力 每小时的金属气刨量:2.8kg 深度 x 宽度:2.9mm x 6.5mm
概述 应用 机用切割 - X-Y工作台 - 轨道小车切割系统 - 管材切割系统 - 机器人切割系统 手工切割 气刨
Powermax45与火焰切割比较 与火焰切割比较