动模板加工工艺卡
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
(最新整理)工艺卡片模板

走刀
次数
1
2
3
工艺编制
学号
审 定
会 签
工时定额
校 核
执行时间
批 准
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快 业绩进步,以下为(完整)工艺卡片模板的全部内容。
工序余量
(mm)
各工序
工序尺寸
工序
经济精度
表面粗糙度Ra(um)
尺寸及公差mm
表面粗糙度Ra(um)
(这个可不写,但工艺过程卡和加工工序卡必须要有)
工艺过程卡
(厂名)
机械加工工艺过程卡
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
加工工序卡模板(二)
湖南工程学院
机械加工工序卡片
产品名称
零件名称
零件图号
材料
材料名称
毛坯种类
毛坯尺寸
零件重
每台件数
卡片编号
第页
1
共页
加工工序图
工序号
工序名
设 备
夹具
工量具
刃具
工步
工步内容及要求
主轴
转速(r/min)
吃刀深度(mm)
轴向进给量
(mm/r)
(完整)工艺卡片模板
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)工艺卡片模板)的内容能够给您的工作和学习带来便利。同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
工艺卡
1 3 4 9 4 2 10
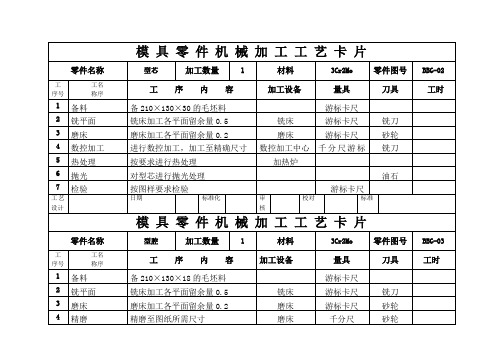
备料 车外圆平面 车外圆平面 数控加工 精车外圆平面 热处理 检验
备 20× 15 两件 25× 10 的板料 车床加工各外圆平面留余量 0.5; 车床车各外圆平面留余量 0.2 数控加工成型面至所需尺寸 车床车至各尺寸 按要求进行热处理加工 按图纸要求检验 车床 数控车床 数控加工中心 数控车床 加热炉
备料 铣平面 磨平面 划线 钻孔 攻丝 精磨 热处理 检验
备 305×75×40 板料 铣床加工各平面留余量 0.5 磨床加工各平面留余量 0.5 按图纸尺寸定位各孔 先钻小孔后在扩大至所需尺寸 按照图纸攻丝 精磨至所需尺寸 按要求进行热处理加工 按图样要求检验 铣床 磨床 工作台 立式钻床 丝锥 磨床 加热炉
铣刀 砂轮 麻花钻 砂轮
工艺
日期
标准化
审核
校对
标准
模 具 零 件 机 械 加 工 工 艺 卡 片
零件名称
工 序号 工名 称序
推板
加工数量 序 内 容
1
材料 加工设备
45 钢
零件图号 刀具
BBG-11
工
量具 游标卡尺
工时定额
1 2 3 4 5 6 7 8
备料 铣平面 磨平面 划线 钻孔 热处理 精磨 检验
游标卡尺 游标卡尺 高度尺 游标卡尺 千分尺 游标卡尺
铣刀 砂轮 麻花钻 砂轮
工艺 设计
日期
标准化
审 核
校对
标准
模 具 零 件 机 械 加 工 工 艺 卡 片
零件名称
工 序号 工名 称序
动模座板
加工数量 序 内 容
1
材料 加工设备
45 钢
零件图号 刀具
BBG-12
机械加工工艺卡片
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(八)
徐州建院
机电工程学院
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
主动轴
第 8 页
车间
工序号
工序名称
材料牌号
50
磨
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
热轧圆钢
Φ20×260
2
1
设备名称
设备型号
2
半精车φ14.5外圆长度尺寸90
车床
450
50
0.4
0.25
1
0.3
3
半精车φ11外圆长度至尺寸53
车床
450
50
0.4
1
1
0.1
4
车刀至107处半精车φ14.5至122
车床
450
50
0.4
0.25
1
0.1
5
6
7
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改号
签字
50
0.2
0.7
1
0.1
2
3
4
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
加工中心 数控铣加工案例(动模板模框加工)

任务二动模板模框的加工【任务目标】1. 学习钻孔加工操作,完成动模板避空孔加工;2. 巩固铣加工操作,完成动模板半精加工和精加工;3. 数控机床操作规范性及安全意识的培养。
(a)动模板模框加工前毛柸(b)动模板模框加工后效果图2-2-1 动模板模框加工效果图【任务描述】在虚拟加工中心完成动模板避空孔加工学习及模框铣加工工艺的巩固与练习,讲解机床操作的注意事项,培养学生的操作规范性及安全意识;四人一组实机操作完成虚拟加工中心所学的知识;课后在虚拟加工中心巩固练习并拓展相关训练。
【任务实施】一、动模框避空孔的加工1.如图2-2-67所示,在动模板上加工模框前需先加工4个Φ16的避空孔,孔深度为28.5mm。
图2-2-67避空孔的加工2.工艺分析1)分析技术要求模框避空孔加工精度要求不高,选用Φ16麻花钻钻孔即可,但由于麻花钻的横刃具有一定的长度,引钻时不易定心,加工时钻头旋转轴线不稳定,因此利用中心钻在平面上先预钻一个凹坑,便于钻头钻入时定心。
2)确定装夹方法动模板尺寸较大为200X230X60,平口钳不易装夹,采用组合压板装夹,工件下用平行垫铁支承并用压板压紧,选择工件上表面中心为工件原点。
3.工量具选择1)量具选择量具选用0.02/0~150 mm游标卡尺。
2)刀具选择加工材料为S50C,加工深度为28.5mm,先选择A3的中心钻点孔,再用Φ16的高速钢麻花钻钻孔。
工、量、刃具清单见表2-2-2。
表2-2-2避空孔加工工、量、刃具清单4.制订工序卡片、编写加工程序清单1)避空孔加工工序卡片见表2-2-3。
表2-2-3 避空孔加工工序卡片4.实施操作1)用组合压板装夹动模板,按如图2-2-68所示步骤进行。
(a)把动模板放在工作台上(b)组合压板(c)安装压板图2-2-68用组合压板装夹动模板注意:安装工件时,如需使用压板,则应在与机床工作台面之间垫上一定厚度的铜板(约5mm)在压板与工作之间垫上薄铜片,以防止机床工作台面和工件表面产生压痕,使用压板时要注意压板及固定螺丝要尽可能低,且压板应摆放在工件加工范围的一定区域以外,以避免压板对刀具及刀柄﹐撞击而造成损毁。
模具工艺卡
CNC按照三维图档加工,加工内腔、抽气块、浇口套配合孔及滑块的配合处、锁块的配合槽。要求配合间隙按照二维图纸公差加工。用镗刀加照二维图纸 公差要求制作。垂直度位置度和同圆度保证在0.01以内。加工密封槽到工导柱孔,要求直径按图面尺寸要求。并点好所有的孔。加工后面料缸的配合槽和 CNC精加工 浇口套的台阶及定位槽,加工安装点冷却的槽和压铜管槽,并点好反面所有相关的孔,要求所有可加工的地方要加工到位。所有加工面要求垂直度位置度 和平行度保证在0.03以内。定动模错腔不能超过0.03mm。厚度正反两个平面都留0.2的磨床余量,CNC要求在模框外形加工一个基准面。
11 12 13 14
修配 端面铣 划线
ห้องสมุดไป่ตู้
15
16
加工安装油缸架的螺纹底孔和水管接头过孔,加工安装锁模块和安装集中水箱的螺纹底孔和抽气管过孔,并要求孔口部倒角,加工好螺纹,要求螺纹垂直, 有效牙要求14牙以上。与油缸架组合后调整好位置后粗加工定位销孔,留0.2的余量后用铰刀铰定位销孔。按照孔的深度加工,铰孔时深度留1-2mm不到底。 钻孔攻丝铰孔 粗加工反面抽气阀装置的导向块定位销孔,留双面0.2的余量后再用铰刀铰孔,要求安装好抽气阀、阀芯、导向块、阀杆、调整好位置(用公司自做的抽气 阀滑块来定位置,扭紧螺丝才能加工定位销孔)后加工。加工滑块排屑孔,要求侧面的孔口都倒角C1.5。 修配锁块、滑块等,定动模组合后先把滑块固定,修配滑块与固定模配合面,修配到位。可以采用电磨头,可以在合模机上修配但要求先手工修配到一定 位置后再上合模机修配。修配锁紧块时也相同原理。修配滑块的锁紧斜面,要求是定动模组合在合模机上修配,在120T压力下到位。在修配中可以采用电 修配 磨头,但要求磨后抛光,抛光后合模配合,按此程序直至修配完工。 组合内模、压条、领条、滑块、油缸架等零件,调整好油缸,顺畅后加工安装油缸的螺纹底孔,螺纹底孔的位置从油缸上螺定螺丝过孔中复制过来。确认 位置后拿开油缸后加工螺纹底孔,并口部倒角。并加工螺纹,有效牙14牙以上。攻好牙后再把油缸组合调整位置,要求滑块在油缸后的运动顺畅,无不良 钻孔攻丝 情况,扭紧螺丝后油缸滑块都运动合理。加工油缸与油缸架的定位销孔,留0.2的铰刀余量,并同时铰好定位销孔,配合间隙为0.01-0.02mm。依此方法安 装好2个油缸。
“动模板”零件的机械加工工艺规程(大批生产)设计
目录机械制造工艺学课程设计任务书 (Ⅰ)序言 (1)1 零件分析 (2)1.1零件的生产类型及生产纲领 (2)1.2 零件的作用 (2)1.3 零件的工艺分析 (2)2 铸造工艺方案设计 (3)2.1确定毛坯的成形方法 (3)2.2确定铸造工艺方案 (3)2.3确定工艺参数 (3)3 机械加工工艺规程设计 (5)3.1基面的选择 (5)3.2确定机械加工余量及工序尺寸 (7)3.3确定切削用量及基本工时 (13)4 夹具选用 (13)5 总结 (44)参考文献 (45)机械制造工艺学课程设计任务书设计题目:设计“动模板”零件的机械加工工艺规程(大批生产)设计要求:材料ZG35设计内容: 1.熟悉零件图2.绘制零件图(1张)3.绘制毛坯图(1张)4.编写工艺过程综合卡片(1张)5.工序卡片(11张)6.课程设计说明书(1份)2012年 5月28日序言机械制造工艺学课程设计是在我们学完了机械制造技术基础和机械制造工艺学等课程之后进行的。
这是我们对所学各课程的一次深入的综合性的总复习,也是我们在走进社会工作岗位前的一次理论联系实际的训练。
因此,它在我们的大学课程学习中占有重要的地位。
此次课程设计,需要我们熟练掌握基础课程知识以及充分了解专业学科知识,如运用软件绘制零件图、毛坯图,零件加工工艺路线的定制等。
同时通过设计让我们学会查询各种专业相关资料,有助于扩展我们的知识面。
总的来说,就是要让所学理论知识在实际设计过程中得到最充分地利用,并不断提高自己解决问题的能力。
本设计的内容是制订动模板加工工艺规程。
通过分析动模板从毛坯到成品的机械加工工艺过程,总结其结构特点、主要加工表面,并制定相应的机械加工工艺规程。
针对动模板零件的主要技术要求,选择适当的夹具进行装夹以及设计钻孔用的钻床夹具。
本着力求与生产实际相结合的指导思想,本次课程设计达到了综合运用基本理论知识,解决实际生产问题的目的。
由于个人能力所限、实践经验少、资料缺乏,设计尚有许多不足之处,恳请老师给予指教。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钳工
去除毛刺
钳工
钳工台
14
清洗
清洗
清洗机
15
检查
终检
校验
游标卡尺,直尺
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2017年5月
描图
描校
底图号
装订号
铣工
XK714
Ф12球头铣刀,游标卡尺
10
粗铣凹槽
平口钳夹持工件,粗铣型芯凹槽,保留精加工余量0.1mm
铣工
XK714
Ф2球头铣刀,游标卡尺
11
精铣凹槽
平口钳夹持工件,精铣型芯凹槽,至要求尺寸
铣工
XK714
Ф2球头铣刀,游标卡尺
12
铣孔
将工件翻转,平口钳夹持工件,铣出导套孔、导柱孔
铣工
XK714
Ф4铣刀
铣工
XK714
Ф20立铣刀,游标卡尺
3
精铣表面
精铣毛坯各个平面至要求尺寸
铣工
XK714
Ф20立铣刀,游标卡尺
4
钳工划线
将工件平放在划线板上,划线定位各孔
钳工
钳工台
划针,板尺,游标卡尺
5
钳工打孔
平口虎钳夹持工件,Ф10钻头钻出螺纹孔,Ф6.5钻头钻出螺栓孔,Ф6钻头钻出冷却水孔
钳工
立式钻床
Ф10钻头,Ф6.5钻头,Ф6钻头
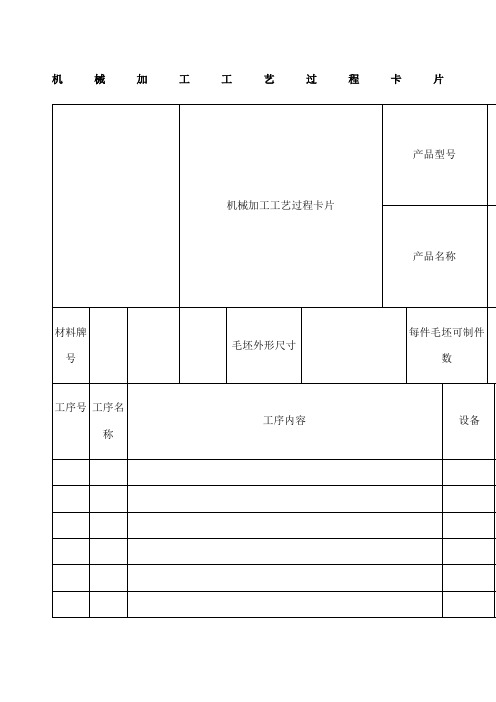
机械加工工艺过程卡片
(厂名)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
模具动模板
零件名称
模具动模板
共1页
第1页
材料牌号
45钢
毛坯种类
锻件
毛坯外型尺寸
每毛坯可制作件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下料
锻造,各边毛坯余量2mm
自由锻
锯床
游标卡尺
2
粗铣
平口钳夹持工件,粗铣毛坯各个平面,保留精铣余量0.2mm
6
钳工打孔
平口虎钳夹持工件,Ф3钻头钻出顶针孔,Ф4钻头钻出顶针孔,Ф6钻头钻出顶针孔
Ф3钻头,Ф4钻头,Ф6钻头
7
钳工绞孔
攻4个M10螺纹孔
钳工
钳粗铣模具型腔,保留精加工余量0.1mm
铣工
XK714
Ф12球头铣刀,游标卡尺
9
精铣型腔
平口钳夹持工件,精铣模具型腔,至要求尺寸