电镀锌-工艺流程图
镀锌原理
原料规格要求
• • • • • • 厚度:0.3-2.0mm(冷轧) 宽度:820-1650mm 带钢内径:508和610两种mm 带钢外径:1000-1950mm 最大卷重:29700Kg 存放期最多为7天(潮湿天存放3天),如 超出存放期限,视板面不影响镀锌质量放 行生产,反之,对钢带进行封闭处理。
51-56代表材料成型等级 SS230
SGC340 SGC440
S220GD +Z(AZ)为例
SS275 - SS550
SS255
SGC400 S:结构级;
一般用和冲压用板带以冲压级别表示,结构钢 S550GD+Z S550GD+Z 用抗拉强度表示。 C—般用商品级 D—冲压级 E—深冲级
G:钢种特性不规定; D为热浸镀; 220~550为要求最小屈服强度
• • • • • 开卷机:打开原料卷。 矫直机:平直带头以便穿带。 双切剪:剪切带头、带尾。 窄搭接焊机:焊接带头带尾。 月牙剪:月牙剪切除焊缝处带钢的边部超宽部分 防止带钢断带和损坏辊子等设备。
• 清洗段:清洗带钢表层的乳化液和杂质。 • 入口活套:是为了当入口段进行切废、焊接、等 操作需要停机时,保证镀锌工艺段的继续正常运 行。入口活套正常工作时应接近满套。
原料外观要求
• 钢带表面原料表面要求清洁,不允许有严 重压印、划伤、轧穿、粘结、锈蚀、铁皮 压入,残余乳化液斑等,对于有严重的瓢曲、 浪形、浪边的原料卷拒收。 • 钢带的板形平坦 • 钢带外形钢卷应卷紧、卷齐、捆带应捆紧, 不得有松卷和塌卷,钢卷边部无折边,不 准有毛刺、边裂等缺陷。 • 钢卷塔形度小于±15mm
锌液成分Al 0.17~0.25%;锑Sb≤0.024%;Fe≤0.03% 锌液温度460±10℃ 带钢入锌锅温度450-490℃
钢铁工艺流程图
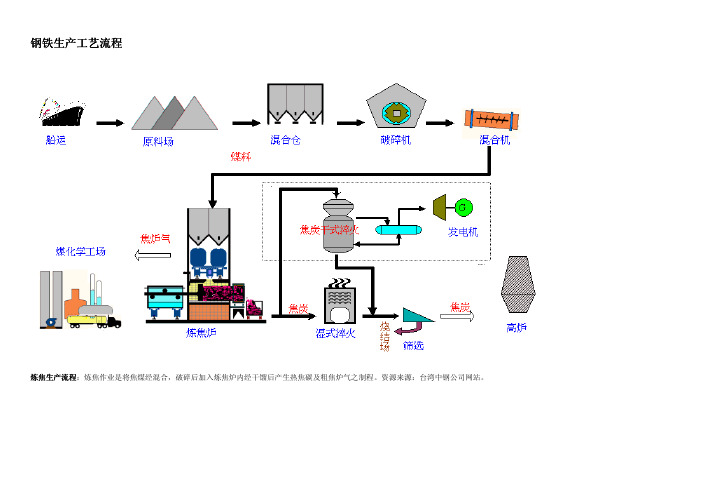
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
炼焦生产流程烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛烧结生产流程选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢高炉生产流程公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空转炉生产流程吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝连铸生产流程固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程热轧生产流程。
资源来源:台湾中钢公司网站。
第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
热镀锌与冷镀锌区别
冷镀锌与热镀锌的识别方法之马矢奏春创作一、实质区别冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。
热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法,是将工件除油、酸洗、浸药、烘干后浸入溶化的锌液里一定时间,提出来即可。
二、原理区别冷镀锌利用化学原理将锌合金分离成锌离子,附着在钢铁概况,一般锌层薄,钢铁在一般环境下很容易锈蚀。
一般冷镀锌用于各种钢制品和构筑物的防腐,冷镀锌的镀锌量很少,每平方米只有10-50g。
热镀锌众所周知,锌的抗大气腐蚀的机理有机械呵护及电化学呵护,在大气腐蚀条件下锌层概况有ZnO、Zn(OH)2及碱式碳酸锌呵护膜,一定程度上减缓锌的腐蚀,这层呵护膜(也称作“白锈”)受到破坏又会形成新的膜层。
当锌层破坏严重,危及到铁基体时,锌对基体发生电化学呵护,锌的尺度电位是-0.76V,铁的尺度电位是-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到呵护。
热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件概况在热浸镀时形成铁-锌合金层,这样可让铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时(一般熔融的锌液为455℃左右),首先在界面上形成锌与α铁固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或称之为“渗入”)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时概况形成纯锌层,为六方晶体。
其含铁量不大于0.003%,热镀锌覆盖能力好,镀层细密,无有机物夹杂。
(完整版)工艺流程图
工艺流程图中管线的表示方法
管线材料等级:
A1B
压力等级 排序号 材质代号
1.压力等级 A 代表10K或150# C 代表450# E 代表900#
B 代表300# D 代表600# F 代表1500#
工艺流程图中管线的表示方法
2.材质代号
S——一般碳钢(材料代号SGP) A——优质碳钢(材料代号STPG)B——低合金钢(材
2523
按规定加长图纸的
幅面。幅面的尺寸
2102
由基本幅面的短边
1982 1682
成整数倍增加后得
1471
出。图中虚线为加
1261
长后的图纸幅面。
1051 841 A45
A44 630
A43 420
A3 210
A4
A1
A0
A2 A33 A34
0 297 594 891 1189 1486 1783 2080 2378
1.2 比例(GB/T 14690-1993)
图样的比例是指图形要素的线性尺寸 与实物相应要素的线性尺寸之比。
图样比例分为原值比例、放大比例、缩 小比例三种。
:不论采用何种比例绘图, 尺寸数值均按原值注出。
1:2
1:1
2:1
1.3 字体(GB/T 14691-1993)
一般规定
图样中的字体书写必须做到:字体工整 、笔画清除、间隔均匀、排列整齐。
注意:
绘制图样时,优先采用表中规定的图纸 幅面尺寸(A)。
1.1.2 图框格式
在图纸上必须用粗实线画出图框,其格 式分为留装订边和不留装订边两种。同一 产品的图样只能采用一种图框格式。
镀锌原理及方法
三、种类1、碱性氰化物镀锌2、碱性锌酸盐镀锌3、铵盐镀锌4、钾盐镀锌5、铵钾混合浴镀锌6、硫酸盐镀锌三、镀锌层的后处理1、去氢2、钝化3、着色热镀锌现在钢板的表面镀锌主要采用的方法是热镀锌。
热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百七十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类,即湿法(单张钢板热镀锌法)、线外退火(单张钢板热镀锌法)、热镀锌惠林(Wheeling)法(带钢连续热镀锌法)、线内退火森吉米尔(Sendzimir)法(保护气体法)、改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯(Selas)法和莎伦(Sharon)法。
线外退火就是热轧或冷轧钢板进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。
钢板在热镀锌之前必须保持一个无氧化物和其他脏物存在的洁净的纯铁活性表面。
这种方法是先由酸洗的方法把经退火的表面氧化铁皮清除,然后涂上一层由氯化锌或由氯化铵和氯化锌混合组成的溶剂进行保护,从而防止钢板再被氧化。
(1)湿法热镀锌钢板表面的溶剂不经烘干(即表面还是湿的)就进入起表面覆盖有熔融态溶剂的锌液进行热镀锌。
此方法的缺点是:a.只能在无铅状态下镀锌,镀层的合金层很厚且粘附性很坏。
b.生成的锌渣都积存在锌液和铅液的界面处而不能沉积锅底(因为锌渣的比重大于锌液而小于铅液),这样钢板因穿过锌层污染了表面。
因此,该方法已基本被淘汰。
(2)单张钢板这种方法一般是采用热轧叠轧板作为原料,首先把经过退火的钢板送入酸洗车间,用硫酸或盐酸清除钢板表面的氧热镀锌法化铁皮。
酸洗之后的钢板立即进入水箱中浸泡等待镀锌,这样可以防止钢板再氧化。
热镀锌第2节工艺及主要设备介绍

第二节工艺及主要设备介绍8-23 镀锌工艺流程图生产时用吊车将钢卷吊放到镀锌机组入口段的受料台上,再由1#上卷小车或2#上卷小车将钢卷送到1#开卷机或2#开卷机上。
1#开卷机或2#开卷机将带头引进矫直机对带头进行矫直,然后带头分别进入1#、2#下切剪进行切头,切完带头后进入焊机,当2#开卷机或1#开卷机甩尾后,切掉板尾。
焊机将第一卷带尾与第二卷带头焊接起来,然后带钢进入入口活套,快速充满入口活套。
带钢从入口活套出来,经活套出口的张力辊组将带钢送入立式退火炉,带钢通过密封辊进入炉内后,先经过无氧化加热段,在1232℃(最高1315℃)的炉温下将带钢快速加热,再经过辐射管加热将带钢加热到720℃或820℃或850℃,在保温/慢冷段保温16秒以上,在快速冷却段将带钢冷却到475℃,然后进入锌锅出锌锅后的带钢经气刀进入冷却塔,带钢在垂直向上的后冷段快速冷却,到顶辊温度将到300℃以下,再经过水平及垂直向下的后冷段,带纲进入水淬槽,进水淬槽前带钢温度降到160℃,经过水淬后带钢温度降到42℃。
经冷却塔冷却后带钢经光整机光整,拉矫机矫直,再经钝化处理,然后进入烘干机,带钢烘干后进入出口活套,而后带钢进入水平检查台进行表面质量检查,再进入涂油机进行涂油,出涂油机后进行分剪,夹送辊自动将带钢头部引入卷取机,助卷器自动开进。
卷取机卷取成品卷后,由卸料小车卸下,称重打捆后,由吊车送往成品放置场存放,对镀锌板进行包装,然后送入成品库存放。
二、工艺参数及产品大纲1、工艺参数1.1机组速度,见表8-4表8-4 机组速度1.2机组加速度,见表8-5表8-5 机组加速度1.3全线张力,见表8-6表8-6 生产线稳定时,最大带钢断面(2.5x1240=3100mm2)的张力1.4各种级别热处理温度制度,见表8-7表8-7 不同级别热处理温度制度1.5锌液成分要求,见表8-8表8-8 正常锌花锌液成份要求无锌花1.6涂敷要求1.7涂油量2、产品大纲三、主要单体设备主要性能1、焊机采用德国Miebach 公司的窄搭接电阻焊机,带有前后自动对中功能,实现全自动焊接,并有冲孔装置,实现全线焊缝跟踪功能。
热镀锌与冷镀锌(电镀锌)区别
冷镀锌与热镀锌的识别方法一、本质区别冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。
热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法,是将工件除油、酸洗、浸药、烘干后浸入溶化的锌液里一定时间,提出来即可。
二、原理区别冷镀锌利用化学原理将锌合金分离成锌离子,附着在钢铁表面,一般锌层薄,钢铁在一般环境下很容易锈蚀。
一般冷镀锌用于各种钢制品和构筑物的防腐,冷镀锌的镀锌量很少,每平方米只有10-50g。
热镀锌众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称作“白锈”)受到破坏又会形成新的膜层。
当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护,锌的标准电位是-0.76V,铁的标准电位是-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到保护。
热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,这样可让铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时(一般熔融的锌液为455℃左右),首先在界面上形成锌与α铁固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或称之为“渗入”)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。
其含铁量不大于0.003%,热镀锌覆盖能力好,镀层细密,无有机物夹杂。
热镀锌工艺规程 (2)

热镀锌工艺规程1 主题内容和适用范围本规程规定了输电线路铁塔、钢管杆、钢管塔及钢管变电构支架镀锌应遵守的基本规则。
本规程适用于输电线路铁塔、钢管杆、钢管塔及钢管变电构支架热浸镀锌。
2 热浸镀锌操作工艺流程图:2.1 黑件检查凡需进行热浸镀锌的工件应进行黑件检查,有以下情况的不得进行镀锌生产:a、构件外形尺寸大于镀锌池允许加工尺寸的;b、无合适排气工艺孔的;c、无合适排泄锌液孔的镀件,无合适热浸镀锌悬挂点的镀件;d、有油漆、矿物质、合成树脂、柏油、油污等附着物的镀件;e、叠合面的构件,其联接焊缝没有全部焊接的(既未进行密封焊);f、焊接件上,焊渣未清理干净的,有较严重焊接表面缺陷的;g、钢材表面有裂纹、折迭、气泡、结疤、夹渣等缺陷的。
上述各条须经处理或经过技术部门制定特殊工艺措施后,方能进行镀锌生产。
特殊制件(超大、修旧、有配合公差的),热镀锌加工方与热镀锌委托方,应对热镀锌工艺及热镀锌质量进行协商一致后才能加工。
2.2 挂料2.2.1 吊具:吊具应焊接牢固,设计合理,使用前必须检查,如发现有下列情况之一者,不得继续使用。
a、变形严重影响使用的b、裂口c、腐蚀严重d、脱钩2.2.2 分类吊挂:镀件应该按以下情况分类吊挂、不得混挂。
a、材质分类b、材料形状分类c、材料规格分类d、表面锈蚀程度分类2.3 脱脂与漂洗:待镀件表面附有明显油污的需进行脱脂处理。
2.3.1 脱脂液的配方为:氢氧化钠50—150克/升硅酸钠30—50克/升其余为水脱脂液温度为60摄氏度—80摄氏度,脱脂时间为10—15分钟。
2.3.2 脱脂液应保持清洁,表面油脂液浓度根据化验结果调整,每周化验一次并及时补充碱液,脱脂液由换热器间接加热。
2.3.3 对表面附有脱脂液不能去除的矿物质、合成树脂、柏油等附着物的镀件应采用其它特殊方法清除。
2.3.4 脱脂后的镀件必须在流动的清水中进行漂洗,上下串动三次以上,漂洗水应保持清洁,PH值小于9。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
洁净度
洁净度、时间
洁净度
药品浓度、温度、电压、膜厚、 时间
洁净度、时间
出光 Out of the light
外观
洁净度、时间
15 16 17 18 19 20 21 22 23 24 25
制定
Issue(date)
除氢
钝化
水洗 道 Passivate 2
热Rin水s洗e2
Hot water
下料
封闭 seal 烘干 Drying
2019.9.25
交期
批准(日期)
Approval/Date
2019.9.25
编号:DKS-QP-ED-12-04
外观
中性脱脂2# Neutral degreasing 1#
外观
碱性脱脂
Alkaline degreasing
水洗2道 酸洗 Rinse2 水洗 道 Acid removal
2
活化 Rinse2 水洗 道 Activates
2
Rinse2
外观
外观
CC
外观
外观
外观
外观
电镀(锌)
Plating 2
水洗2道
工艺流程图
客户 所有客户
工序 制作
1 2 3 4 5 6 7 8 9 10 11 12 13 14
供应商名称
Supplier Name
产品型号
Type
零件号
Part No.
移动 检 验
Process Flow Chart
代码
Code
4# 镀锌滚镀自动线
零件名称
Part NameNPA002Fra bibliotek更改水平
Change Level
待检
工序内 容
IQC 检验
Operation
\
铁件
A0
CC/SC
关键产品特性
Key Product Characteristics
材IQ料C 的ins储pe存ct及io搬n 运
外观;数量
Material storage and handling
数量
上料
Loading
外观
中性脱脂1# Neutral degreasing 1#
Rinse2
CC
外观,膜厚
外观
文件编号:
日期
2019/9/25
Date
修订
Revision
页
1
Page
关键控制特性
Key Control Characteristics
来料检验基准书 仓储管理规定
生产计划
上料作业指导
药品浓度、温度、时间
药品浓度、 温度、时间
洁净度、时间
药品浓度、 温度、时间
药品浓度、PH值、温度、时间
全检
包装 Packing 检验 OQC 出货 Shipping
校对会签
Proofread
外观 外观
温度、时间 PH ,时间,温度
外观
洁净度、时间
外观
洁净度、时间
CC
外观
浓度、时间
外观
温度、时间
外观
数量
外观
发黑、气泡、脱锌等
外观
包装数量,箱数
外观,尺寸
膜厚、盐雾测试
外观;数量
审核 日期 ( )
Review/Date