顺酐回收技术及发展趋势
未来正丁烷法顺酐发展趋势分析
未来正丁烷法顺酐发展趋势分析近期,因国内纯苯价格⾼涨,传统苯氧化法顺酐成本压⼒不断加⼤,盈利受到较⼤影响。
相⽐之下,原本市场占⽐较⼩的正丁烷法顺酐成本优势逐渐凸显,正成为市场关注的焦点。
业内⼈⼠称,随着今年在建正丁烷法顺酐装置的投产,正丁烷法顺酐正进⼊快速发展期。
顺酐是⼀种常⽤的重要有机化⼯原料,⼴泛应⽤于⽣产不饱和聚酯树脂、涂料等。
按照原料路线不同,顺酐⽣产主要分为苯氧化法和正丁烷氧化法。
国外顺酐⽣产装置以正丁烷氧化法为主,国内顺酐⽣产装置则以苯氧化法为主。
新世纪以来,我国顺酐⾏业持续⾼速发展,2012年产量达到约80万吨,⽐2000年增长了5倍。
但是,国内纯苯供应不⾜,长期依赖进⼝,价格⼀直⾼位运⾏,导致苯氧化法顺酐价格居⾼不下。
近⼏年,随着相关技术实现国产化,特别是西⽓东输天然⽓增多,民⽤液化⽓作为燃料⼤幅下降,⼤部分向化⼯领域延伸加⼯,⽽正丁烷下游尚⽆开发,正丁烷氧化法顺酐发展不断加快。
据悉,液化⽓资源丰富的⼭东地区今年底将有4套正丁烷氧化法顺酐装置陆续投产,⽣产能⼒在30万吨/年左右;到2014年底新增产能近40万吨/年。
⽽截⾄2010年,我国还只有兰州⽯油、克拉玛依、新疆吐哈⽯油3家企业采⽤正丁烷氧化法⽣产顺酐。
正丁烷氧化法顺酐发展加速的⼀个重要因素是成本优势明显。
据测算,正丁烷法顺酐每吨消耗正丁烷1.1吨左右,不含税原料成本在7500元。
苯氧化法顺酐每吨耗苯在1.2吨左右,按照当前加氢苯含税价格9000元左右计,不含税原料成本在9200元左右。
两种路线原料成本相差近1700元。
根据有关化⼯设计院提供的的数据,苯氧化法顺酐加⼯费⽤约1000元,正丁烷法顺酐加⼯费⽤约1600元,再计⼊燃料消耗等费⽤,苯氧化法顺酐总成本超过12000元,⽽正丁烷法顺酐总成本在9400多元,两者价差达到3000元,正丁烷法顺酐成本优势⼗分明显。
从两种原料的后市⾛势来看,⽬前全球范围内液化⽓供应充⾜,液化⽓深加⼯从利⽤烯烃成分转移到烷烃成分,下游副产品正是⾼纯度正丁烷。
正丁烷法顺酐现状及发展

正丁烷法顺酐现状及发展顺酐是一种常用的基本的重要有机化工原料,是世界上仅次于苯酐的第二大酸酐原料,且其下游产品有着相当广泛的开发和应用前景,顺酐的用途随着下游产品的开发越来越广泛。
顺酐广泛用于合成树脂、润滑油添加剂、医药、食品添加剂、1,4—丁二醇(BDO)、γ—丁内酯(GLB)、四氢呋喃(THF)、丁二酸、富马酸等一系列重要的有机化学品和精细化学品。
1.国内外顺酐生产工艺概况顺酐生产工艺按原料路线基本分为苯氧化法、正丁烷氧化法两种主要生产方法。
按生产工艺技术氧化反应部分分为固定床与流化床,后处理回收部分分为水吸收与溶剂吸收。
1.1国外顺酐生产概况国外目前占主导地位的是以正丁烷为原料的生产路线,国外正丁烷法顺酐装置产量约占85%以上,苯法顺酐装置产量约占15%以下。
美国全部顺酐生产装置均完成了从苯法到正丁烷法的过渡,这与美国采油和炼油工业高度发达有关。
油田和炼厂为顺酐企业提供了大量价格低廉的C4原料,在成熟而且发达的市场经济环境中,资本追逐利润的原动力有力的促进了这个原料路线的转变过程。
近几年,美国国内顺酐产能增长速度放慢,而将目标瞄准了油气资源丰富价格低廉的中东地区。
例如,美国顺酐生产商Huntsman公司与沙特合资在沙特建设9万吨正丁烷法顺酐装置。
欧洲地区顺酐的产能绝大部分集中在经济发达、化学工业技术也十分先进的西欧地区。
至2002年代表欧洲顺酐先进生产技术的的西欧各国已初步完成了苯法向正丁烷法的转变。
欧洲地区顺酐的产能目前基本处于维持现状的停滞状态。
1.2国内顺酐生产概况国内顺酐生产装置仍以苯法原料路线为主,正丁烷法占总产能15%。
由于我国资源的特殊性,煤资源较丰富,焦炭产量大,煤化工的下游产品焦化苯产量较大,使苯法生产顺酐比重较大。
进几年,随着我国石化行业快速发展和炼油能力提高,C4资源逐步得到综合利用,西气东输使液化气作为民用燃料的消耗量逐年减少,这使得正丁烷法顺酐得到了快速发展的空间;另一方面,随着煤化工的发展和技术提升,以及环保方面的要求,加氢苯、萃取苯产量逐步增大,焦化苯产量逐年减少,纯苯价格上涨较快,使苯法顺酐的利润空间越来越小,纯苯与液化气的差价使正丁烷法顺酐的优势逐步显现出来。
2024年顺酐酸酐衍生物市场前景分析
2024年顺酐酸酐衍生物市场前景分析引言顺酐酸酐衍生物是一种重要的有机化合物,广泛应用于化工、医药、食品等领域。
本文将对顺酐酸酐衍生物市场的前景进行分析,并探讨其潜在的发展机遇和挑战。
市场概况顺酐酸酐衍生物市场近年来呈现出较好的增长势头。
随着全球经济的发展和人民生活水平的提高,对高品质化学产品的需求不断增加,顺酐酸酐衍生物作为一种重要的有机化合物,市场需求量也逐渐增大。
目前,世界各地的顺酐酸酐衍生物生产企业不断涌现,市场竞争也日趋激烈。
市场驱动因素顺酐酸酐衍生物市场的发展主要受以下因素的驱动:1.化工行业需求增加:随着全球化学工业的发展,对有机合成材料的需求量不断增加,顺酐酸酐衍生物作为一种重要的有机合成中间体,在化工行业中得到广泛应用。
2.医药行业需求增长:顺酐酸酐衍生物具有一定的抗菌、抗病毒等药理作用,因此在医药行业中有很大潜力。
随着医药技术的进步和人们对健康意识的提高,对顺酐酸酐衍生物的需求将进一步增长。
3.食品行业需求增加:顺酐酸酐衍生物在食品添加剂中有一定的应用价值,可以提高食品的品质和保鲜效果。
随着人们对食品安全与品质的要求不断提高,对顺酐酸酐衍生物的需求也在增加。
市场前景顺酐酸酐衍生物市场的前景较为乐观,主要表现在以下几个方面:1.需求量增长:随着经济的发展和人民生活水平的提高,对化学产品的需求量持续增加,顺酐酸酐衍生物市场将迎来更大的发展空间。
2.技术进步:随着科学技术的不断进步,有关顺酐酸酐衍生物的研究也在不断深入。
新的合成方法和应用领域的拓展将进一步推动市场的发展。
3.市场竞争加剧:随着越来越多的企业进入顺酐酸酐衍生物市场,市场竞争将不断加剧。
这将促使企业不断提升产品质量和服务水平,进一步推动市场的发展。
挑战与应对策略顺酐酸酐衍生物市场未来的发展也面临一些挑战,主要包括以下几个方面:1.潜在的环境风险:化工行业所涉及的风险较高,包括环境污染风险和安全事故风险等。
顺酐酸酐衍生物生产企业需要加强环境保护意识,提高生产过程的安全性。
顺酐的主要用途及国内市场现状
顺酐的主要用途及国内市场现状顺酐主要应用于玻璃钢行业的原料不饱和聚酯树脂(UPR);加氢类产品中的1,4-丁二醇(BDO)、四氢呋喃(THF)和γ-丁内酯(GBL);也应用于涂料、润滑油添加剂、农药、酒石酸、琥珀酸及酐、四氢苯酐、改性松香等方面。
不饱和聚酯树脂(UPR):是热固型树脂的主要品种之一,由于其优良的机械性能、电性能和耐化学腐蚀性能,且加工工艺简便,因此应用广泛。
目前中国可以生产400余个牌号的UPR,主要品种包括邻苯型、间苯型、对苯型、双酚A型等,按用途和功能分类包括通用树脂、耐化学品树脂、阻燃树脂、浇注树脂、柔性树脂、人造大理石、BMC与DMC树脂、装饰类树脂和特种树脂等。
中国的UPR市场中,增强类(玻璃钢用)树脂比例只占40,,而用于非增强类树脂的比例高达60,,在非增强类树脂中工艺树脂占34,,纽扣树脂占24,,人造大理石占19,。
UPR行业一直都是顺酐最主要的消费领域,通常占顺酐总消费量的40,~50,,而中国由于顺酐下游产品用途相对较少,其应用在UPR行业的比例更是高达70,以上。
据报道,2003年中国UPR产量已超过72万吨,消费量突破85万吨,已成为世界最大的UPR消费国。
近几年,中国UPR行业一直保持高速增长,平均年增长幅度达到27.6,,这极大地激励和支撑了中国顺酐行业的发展。
在一般牌号的UPR生产原料中,顺酐所占比例为14,,17,。
据预测,2007,2008年间全国UPR产量将达到110万吨/年,以后将在110万吨/年上下波动,到2009年将消费顺酐约22万吨/年。
加氢类产品:顺酐在加氢类产品(包括BDO、THF和GBL等)中的应用,特别是在新型热塑性工程塑料聚对苯二甲酸丁二醇酯(PBT)和作为氨纶原料的聚四亚甲基醚二醇(PTMEG)中的应用,是过去10年间乃至今后较长一段时间内,能够大幅拉动全世界顺酐产品迅速增长的主要因素。
据统计,2004年全世界顺酐总年产能为159万吨,其中用于生产BDO、THF和GBL等产品的产能为41万吨/年,比例高达25.79,,我国在这方面的差距还很大。
国内外顺丁烯二酸酐的生产及市场分析
国内外顺丁烯二酸酐的生产及市场分析1 国外顺酐市场分析自20世纪50年代顺酐实现工业化生产以来,世界顺酐生产发展迅速。
1990年全世界顺酐的总生产能力只有731 kt,2000年增加到1 261 kt,10年间的年均增长率约为5.6%。
到2002年,全世界顺酐的总生产能力已经达到约1 350 kt,产量约1 096 kt,其中北美的生产能力约占19%,南美和中美的生产能力约占3%,西欧的生产能力约占36%,亚洲的生产能力约占35%,东欧的生产能力约占6%,非洲的生产能力约占1%。
世界顺酐生产能力最大的6家生产厂家分别是比利时BASF公司、美国Huntsman公司、意大利Lonza公司、美国Ashland公司、美国Bayer公司以及德国Condea-Huntsman公司,生产能力合计为600 kt/a,约占世界顺酐总生产能力的44.4%。
近年来,世界对顺酐的需求量稳步增长,2001年全球对顺酐的总需求量约为1 089 kt,产需基本平衡,消费主要集中在美国、西欧和日本等工业发达国家和地区,其中西欧的消费量约占世界总消费量的35.0%,美国约占19.9%,日本约占9.3%,其他国家和地区约占31.9%。
消费结构为:不饱和聚酯树脂(UPR)对顺酐的需求量占41%,1,4-丁二醇占14%,润滑油添加剂占5%,富马酸占6%,共聚物占8%,醇酸树脂占2%,烯基琥珀酸(酐)占3%,四氢呋喃占7%,苹果酸占2%,其他占11%。
近年来,由于1,4-丁二醇和四氢呋喃生产对顺酐需求量的不断增长,世界对顺酐的需求量将稳步增长,预计2001-2006年世界对顺酐的需求量将以年均约6.0%~7.0%的速度增加,到2006年对顺酐的总需求量将达到1 500 kt左右,其中美国的年均增长率约为2.8%,西欧的年均增长率约为3.5%,日本的年均增长率约为-1.4%。
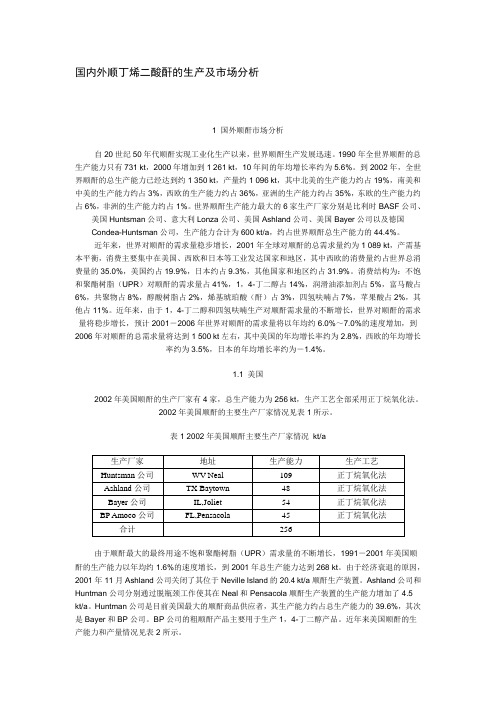
1.1 美国2002年美国顺酐的生产厂家有4家,总生产能力为256 kt,生产工艺全部采用正丁烷氧化法。
2024年顺酐酸酐衍生物市场规模分析

2024年顺酐酸酐衍生物市场规模分析1. 引言顺酐酸酐衍生物(以下简称酐衍生物)是一类重要的有机合成中间体,广泛应用于农药、染料、药物等领域。
本文将对酐衍生物市场规模进行分析,并探讨其发展趋势。
2. 当前市场规模截至目前,全球酐衍生物市场规模已经达到X亿元,预计未来几年将持续保持稳定增长。
其中,亚太地区是全球酐衍生物市场的主要消费地区,占据市场份额的50%以上。
北美和欧洲地区也是重要的消费市场。
3. 酐衍生物市场驱动因素酐衍生物市场的增长受到以下几个因素的驱动:3.1 农药需求的增加随着全球农业的发展和人口的增加,农药需求不断增加。
酐衍生物作为农药中间体,在农药生产中起到关键作用,因此受益于农药市场的扩大。
3.2 新型染料的需求增长随着纺织工业的快速发展,对新型、环保、高色彩稳定性染料的需求也在增加。
酐衍生物在染料合成过程中具有重要作用,能够满足市场对染料品质的要求。
3.3 药物研发的推动药物研发对于酐衍生物市场的增长也起到重要的推动作用。
酐衍生物在药物合成中应用广泛,能够提供丰富的结构多样性,满足药物研发的多样化需求。
4. 市场竞争格局酐衍生物市场存在一定的市场竞争,主要厂商包括ABC公司、XYZ公司等。
这些企业通过技术创新、产品质量和价格竞争来争夺市场份额。
同时,一些新兴企业也在加大研发投入,试图打破市场垄断,提高竞争力。
5. 市场发展趋势酐衍生物市场的发展趋势主要有以下几个方面:5.1 绿色合成技术的应用随着环保意识的增强,绿色合成技术在酐衍生物合成中的应用将逐渐增多。
绿色合成技术能够减少废气排放和废水排放,符合环保要求,具有广阔的发展前景。
5.2 多功能酐衍生物的研发多功能酐衍生物具有多样的化学反应性质,能够满足新型产品的需求,因此多功能酐衍生物的研发将成为市场发展的重要方向。
5.3 市场国际化趋势随着全球化的加深,酐衍生物市场将越来越国际化。
跨国公司通过跨国合作、技术转让等方式拓展市场,进一步加强市场竞争。
2024年顺酐酸酐衍生物市场需求分析
2024年顺酐酸酐衍生物市场需求分析引言顺酐酸酐衍生物是一种重要的有机化合物,广泛应用于化工、医药和材料等领域。
对顺酐酸酐衍生物市场需求进行详细分析,能够帮助生产企业制定合适的生产和销售策略,提高市场竞争力。
本文将对顺酐酸酐衍生物市场需求进行全面分析。
市场规模和趋势分析顺酐酸酐衍生物市场是一个庞大而复杂的市场,其规模不断扩大。
根据市场研究数据,过去几年间,顺酐酸酐衍生物的需求稳步增长。
近年来,顺酐酸酐衍生物市场的增长主要受到以下几个因素的影响:1.化工行业的发展:化工行业是顺酐酸酐衍生物的主要应用领域之一。
随着全球经济的发展和工业化进程的加速,化工行业的需求不断增加,从而推动了顺酐酸酐衍生物市场的增长。
2.医药行业的需求增加:顺酐酸酐衍生物在医药行业中有广泛的应用,特别是在药物合成和药物包装方面。
随着人们对健康和医疗服务的需求不断增长,对顺酐酸酐衍生物的需求也在不断增加。
3.新材料的应用领域扩大:顺酐酸酐衍生物在新材料领域中具有重要的应用价值,如高分子材料、涂料、橡胶等。
随着新材料市场的不断扩大,对顺酐酸酐衍生物的需求也在增加。
从市场趋势来看,顺酐酸酐衍生物市场的增长速度将继续保持稳定。
随着新材料、新技术的不断涌现,对顺酐酸酐衍生物的需求将进一步增加。
地区市场需求分析顺酐酸酐衍生物市场需求在不同地区存在差异。
根据市场调查数据,以下是一些主要地区的市场需求情况:1.亚太地区:亚太地区是全球顺酐酸酐衍生物市场最大的消费地区之一。
这主要得益于亚洲的快速工业化和经济增长,特别是中国和印度的市场需求增长迅速。
2.北美地区:北美地区对顺酐酸酐衍生物的需求稳定,占据了全球市场的一定份额。
北美地区的化工和医药行业发达,对顺酐酸酐衍生物的需求量较大。
3.欧洲地区:欧洲地区是顺酐酸酐衍生物市场的另一个重要消费地区。
欧洲的化工和医药行业规模庞大,对顺酐酸酐衍生物的需求稳定增长。
市场竞争分析顺酐酸酐衍生物市场具有一定的竞争性,存在着多个品牌和企业之间的竞争。
顺酐的废渣处理流程及原理

顺酐的废渣处理流程及原理顺酐是一种常用的有机化学品,广泛应用于农药、医药、染料和塑料等行业。
然而,在顺酐的生产过程中会产生一定数量的废渣,对环境造成潜在的风险。
因此,进行顺酐废渣的处理是非常重要的环保措施。
以下是顺酐废渣处理的流程及原理的详细介绍。
1. 废渣的特性在了解顺酐废渣的处理流程及原理之前,我们需要先了解废渣的特性。
顺酐废渣主要来源于顺酐的生产过程中,包含有未反应的原料、反应副产物、溶剂等。
这些废渣通常呈现出具有毒性、腐蚀性和挥发性等特点,对环境和人类健康造成潜在的威胁。
2. 废渣的分类根据废渣的性质和组成,一般可以将顺酐废渣分为有机废渣和无机废渣两类。
- 有机废渣主要包括未反应的顺酐、反应副产物以及有机溶剂等。
这部分废渣通常具有腐蚀性和挥发性,并且含有有机物污染物。
- 无机废渣主要包括酸性废液、碱性废液和废水等。
这些废渣主要含有酸、碱、重金属和悬浮物等污染物,对环境具有较大的危害。
3. 废渣处理流程为了有效处理顺酐废渣,常见的废渣处理流程包括废渣收集、废渣中间处理和最终处理等环节。
- 废渣收集:在顺酐生产过程中,应当设置相应的装置和设备,用于将废渣及时收集起来,避免直接排放到环境中。
收集设备通常包括储罐、容器、管道等,要求密封性好,以防止废渣挥发和泄漏。
- 废渣中间处理:废渣收集后,需要进行中间处理以减少其对环境的影响。
其中,有机废渣一般采取物理或化学方法进行处理,如蒸馏、萃取、吸附等。
这些方法可以用于回收有机物,减少废弃物的产生量,并保护环境。
无机废渣则需要根据其性质进行相应的处理,例如调节酸碱度、中和重金属等。
- 最终处理:经过中间处理后,还需要对废渣进行最终处理。
常见的废渣最终处理方法包括固化处理、化学稳定处理和烧结处理等。
固化处理是将废渣与固化剂混合,形成具有较高稳定性的固体块状物体,以减少废渣的危害性;化学稳定处理则是通过加入化学药剂,将废渣中的有害物质转变为稳定、不易溶解或反应的物质;烧结处理则是将废渣进行高温处理,使有机物挥发,同时将无机物转化为不溶于水的固体物质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学号:2005001106XX工程职业技术学院毕业论文(2010届)题目:顺酐回收技术及发展趋势学生:姚进学院(系):化工系专业班级:精细0530校内指导教师:孙毓韬专业技术职务:校外指导老师:X俊鹏专业技术职务:顺酐回收技术及发展趋势摘要顺酐是一种重要的有机化工原料,对国内外顺酐生产工艺中回收技术的发展进行了系统回顾。
详细对部分冷凝技术和水吸收技术进行了评述及其发展,详细对以邻苯二甲酸酯、脂环酸酯和醇3类有机溶剂为主的有机溶剂回收技术进行了评述及其发展。
并且结合对目前广泛应用的顺酐回收技术的分析比较,提出了国内外顺酐回收技术的发展趋势以供我国发展顺酐工业之参考。
关键词顺酐回收发展顺丁烯二酸酐(MA)又名马来酸酐或者失水苹果酸酐,简称顺酐,是一种极为重要的有机化工原料。
主要用于生产不饱和聚酯树脂以及农药、涂料、油墨、润滑油添加剂、造纸、纺织和表面活性剂、醇酸树脂、富马酸、纸X处理剂等领域。
近年来,世界公认为最经济、最有前途的顺酐催化加氢生产1、4一丁二醇(BDO)等工艺的发展使顺酐成为继苯酐和醋酐之后的第三大有机酸酐,应用领域迅速拓展。
顺酐生产按照原料可以分为苯酐副产法、苯法、碳四烯烃法和正丁烷法,其中苯法和正丁烷法较为普遍。
目前后者由于生产成本低和环境污染小已经占据了主导地位。
最年来,我国顺酐的表观消费量不断增加。
无论是我国的顺酐的生产技术,还是生产能力都得到了很大的发展,但是与国外先进生产水平相比还存在一些问题。
顺酐生产工艺可以分为催化氧化、气相回收和精制提纯3个部分,其中催化氧化部分先后开发了固定床工艺、流化床工艺和移动床工艺,而精制提纯部分几乎都采用典型的连续蒸馏精馏工艺。
气相回收部分是顺酐生产中除了顺酐催化氧化之外决定产品收率的关键部分。
在其生产过程中从反应器出来的气体均含有0.5%—2%的顺酐及2%—10%的水蒸气,其余为CO、CO2、O2、N2及少量的烷烃。
由于顺酐在反应混合气中含量较低,因此顺酐回收工艺在顺酐生产过程中占重要地位。
因此国内外顺酐回收技术的研究发展迅速,而且很多在工业生产中得到了广泛的应用。
1.顺酐回收技术11.1 部分冷凝11.2 水吸收11.3 有机溶剂吸收21.3.1 邻苯二甲酸酯21.3.2 脂环酸酯31.3.3 醇32.顺酐回收技术比较03.顺酐回收技术发展趋势0 4.参考文献05.致谢01.顺酐回收技术1.1 部分冷凝部分冷凝技术在顺酐的回收方面应用较广泛,在实际生产中经常和其它回收技术特别是和水吸收技术结合起来。
正丁烷等原料在催化氧化反应器中氧化生成含有顺酐的混合气体,此法将氧化生成气中所含的气态顺酐通过各种冷凝手段部分冷凝,然后收集得到顺酐粗品,而未被冷凝的气态顺酐继续用水或者有机溶剂吸收。
最初BASF公司[1]将氧化生成气通过列管冷凝器冷凝到30~36℃,可以使98%的顺酐以固态的形式分离出来,而冷凝后的气体在塔中用水吸收剩余的顺酐。
后来,HALCON公司L2 将冷凝温度升高到稍微高于操作条件下水的露点和顺酐的熔点,从而可以使45%的左右的顺酐呈液态连续离心分离出来,同时减少了顺酐粗品中顺丁烯二酸(简称顺酸)的含量。
最近,Stephon C.Ceisel等人L3 J提出将部分熔点高于52.5℃的顺酐粗品注入到氧化生成气中,然后再部分冷凝。
这样做不但提高了顺酐的回收率,而且降低了固态顺酸在冷凝器表面的累积,从而减少了清理顺酸堵塞所需要停工的次数,同时也缩短了清理后冷凝器内达到必要的固态顺酸累积的时间。
1.2 水吸收水吸收技术是传统的顺酐回收技术,已经相当成熟。
水回收工艺是把从反应器出来的顺酐的混合气体冷却回收热量后,进一步冷却时约50%的顺酐冷凝下来。
剩余的50%顺酐用水吸收形成顺酸(MAC)水溶液,然后将水蒸脱得到粗酐。
这部分粗酐与原来冷凝下来的顺酐混合后进一步精致得到产品。
水吸收技术的发展主要是脱水技术的发展。
Ren6 Sueur~ J提出了复合薄膜减压蒸发和复合冷凝回收顺酐的工艺:顺酸饱和水溶液首先在125℃下快速蒸发除掉水分得到熔融的顺酸,然后在160℃下加热含顺酸20%~40%的顺酐和顺酸的混合物不到1 min 后冷凝蒸气得到酸酐。
此工艺在减压条件下操作,大大减少了顺酸发生异构化生成的高熔点反丁烯二酸(简称反酸)。
Ernest WeyensL5 J提出了顺酸溶液减压蒸馏脱水回收顺酐的工艺:顺酸溶液在135℃下浓缩脱水,然后在200℃下分别蒸出顺酐和水,蒸气冷凝到水的露点以上得到顺酐,冷凝后的气体水洗得到顺酸溶液循环操作。
Gehard Keunecke 等人6后来提出在顺酐的蒸发浓缩区、脱水区和精制区采用压缩空气推动的喷气泵抽气维持真空,抽出的蒸气和压缩空气混合后循环到顺酐吸收区的工艺,进一步完善了顺酐的水吸收技术。
目前广泛应用的水吸收回收顺酐的工艺为SD工艺和BP工艺,它们都将含有顺酐的氧化生成气部分冷凝,明显不同的是顺酸溶液的脱水工艺。
SD工艺采用二甲苯作为共沸剂在脱水器/精制器中把顺酸溶液脱水转化为顺酐,脱水得到的顺酐粗品与部分冷凝的顺酐粗品一起间歇蒸馏精制提纯。
BP工艺将水吸收得到的顺酸溶液蒸发浓缩,然后把浓缩液和部分冷凝得到的顺酐粗品在某种特殊设计的脱水器中连续加热脱水,得到的顺酐粗品蒸馏精制提纯。
水吸收工艺的优点是采用廉价易得的水作为吸收剂,具有化学吸收速率大的特点:但也存在以下缺点难以克服:1、走了顺酐—顺酸—顺酐的弯路。
2、能耗大,采用二甲苯作共沸剂的共沸精馏法或采用薄膜蒸脱法从吸收液中脱去大量的水而得到少量的产品,因此能耗大,当采用共沸精馏时,还要消耗大量昂贵的共沸剂二甲苯。
3、顺酐与水反应生成熔点130.5℃的顺丁烯二酸或者异构成熔点跟高(287℃)的富马酸,不但腐蚀设备而且还堵管道,甚至造成停车;同时还降低了产品的质量。
4、收率低。
1.3 有机溶剂吸收有机溶剂吸收技术也已经广泛应用于工业生产中。
采用有机溶剂回收顺酐,工艺流程:自反应器的含酐混合气从吸收塔底部进入塔内,与来自塔顶的有机吸收剂逆流接触。
塔顶被吸收过的贫气经净化后放空。
吸收塔底部含有顺酐的吸收液进入精馏塔中部,顺酐从精馏塔顶部蒸出,高沸点的有机溶剂从精馏塔底部流出。
有机溶剂经过冷却后再去吸收塔循环使用。
特别是丁烷为原料生产顺酐的工艺过程中。
此法将未冷凝或部分冷凝的氧化生成气在吸收器(一般用塔)中采用某种筛选出来的有机溶剂吸收顺酐,然后将富含顺酐的吸收液加热蒸馏解吸得到顺酐粗品。
脱出大部分顺酐后的有机溶剂经过精制除去所含的杂质,然后循环使用。
有机溶剂的筛选原则是:(1)条件下对顺酐要有良好的吸收性能和较大的吸收能力,并且对水的吸收要小,以减少顺酸的生成和溶剂的分解。
(2)熔点要低,粘度要小,沸点要高,蒸气压要低,以利于操作和溶剂再生并且减少溶剂损失。
(3)要有较好的高温化学稳定性并且尽可能满足价格、毒性等经济和安全条件。
曾经被尝试用来吸收顺酐的有机溶剂涉及芳烃、卤代芳烃、醇、取代酸酐、酮类和酯类化合物以及高沸点的石油组分等。
目前工业生产中广泛应用的顺酐回收有机溶剂为邻苯二甲酸酯、脂环酸酯和醇。
1.3.1 邻苯二甲酸酯每个烷基含有4~8个碳原子或者烷基总数为8~l4个碳原子的邻苯二甲酸二烷基酯都可以用来吸收顺酐,但是只有邻苯二甲酸二丁酯(DBP)得到了广泛的应用。
采用DBP作为吸收剂回收顺酐的技术发展很快。
上世纪50年代,Ralph Landau[ 对苯酐和顺酐的回收技术进行了大量的研究,提出了以DBP为吸收剂从氧化生成气中回收顺酐,然后分两步解吸得到顺酐粗品的工艺。
后来James E.White_l oJ提出将含顺酐的氧化生成气部分冷凝,然后用含有苯酐(质量分数低于l0%)的DBP吸收剩余顺酐的工艺,其中苯酐的加入降低了解吸的从而减少了DBP的分解。
Aldo Be~ola等人_llJ提出在DBP为吸收剂的顺酐回收工艺中,用沸石作为吸水剂以及用干燥气体如氮气、二氧化碳和空气除去富含顺酐的DBP溶液和循环使用的DBP溶剂中的水分及部分杂质。
这样就减少了由于水的存在而造成的溶剂分解和工艺过程中反酸的生成。
最近,Henry C.Brown和William H.Alumbangh提出[12 3在采用DBP回收顺酐的生产工艺中,一部分再生溶剂用去离子水处理,分离出有机相即再生溶剂后循环使用。
这样,DBP中的焦油状高聚物杂质含量得到了有效的控制,并且降低了DBP中其它水溶性杂质的含量。
另外,Robe~o Ru eft等人_l 3J对采用DBP为吸收剂的顺酐生产工艺中的精制提纯部分进行了进一步的完善。
目前,世界上两个最大的顺酐生产商美国的HUNTSMAN公司和西欧的SISAS公司都是采用DBP为顺酐吸收剂,其生产能力之和几乎占世界的1/3。
1.3.2 脂环酸酯在DBP作为顺酐吸收溶剂广泛应用的同时,为了减少溶剂由于遇水分解而造成的损失和降低溶剂对水的吸收量,Amleto Nef等人J提出了采用脂环酸二烷基酯回收氧化生成气中顺酐的工艺。
与DBP和其它芳香族溶剂相比,脂环酸酯具有蒸气压小、亲水性弱和粘度小等优点。
可用作顺酐吸收剂的脂环酸酯为每个烷基含有4~8个碳原子的环己酸二烷基酯,实际应用时应优先考虑两个烷基相同的二酯。
经过比较,特别适用的环己酸二烷基酯有六氢化邻苯二甲酸二丁酯,四氢化邻苯二甲酸二异丁酯,六氢化邻苯二甲酸二异丁酯(DIBE)和六氢化甲基邻苯二甲酸二己酯。
国内已有引进的以正丁烷为原料的ALMA工艺用来回收顺酐的有机溶剂即为DIBE。
1.3.3 醇醇回收顺酐工艺的发展和顺酐催化氢化生产其衍生产品工艺的发展关系密切。
顺酐溶解在脂肪醇中一步催化氢化生产BDO的连续工艺发明以后,Hans—Matin Weitz等人J提出在顺酐生产中采用脂肪醇从氧化生成气中吸收顺酐为顺酸和反酸的单酯,经过热处理脱水生成相应的二酯,然后催化氢化生产BDO的工艺。
可以采用的一元醇至少要8个碳原子,沸点比BDO的沸点至少高出l0℃,如二乙基己醇和十二烷一I一醇;而二元醇最好就采用BDO。
RollSchnabel等人l6J提出的工艺将正丁醇注入到含有顺酐的氧化生成气中起到部分冷却的作用,然后用顺酸二丁酯在吸收塔中逆流吸收混合气体中的顺酐和单酯,吸收液经过热处理二酯化后用于催化氢化生产BDO。
国内XX大学金仕夷等人提出了使用正丁醇回收顺酐的新工艺。
该方法是以正丁醇与含有顺酐生成气进行酯化反应生成单酯,再将单酯分解成正丁醇和顺酐。
该工艺的特征在于设置一个热分解反应精馏塔,它以酯化反应生成的单酯和一定含量的二酯为原料,在相应的工况下在塔内进行反应蒸馏,塔顶产出正丁醇回酯化反应塔循环使用,塔底产出顺酐和二酯去精品精馏塔进行顺酐精制。
本发明具有吸收快、吸收收率高、不腐蚀设备、无三废、节能、操作可靠特点。