全脂膨化大豆的加工及品质检测
全脂膨化大豆及其在畜禽生产中的应用
全脂膨化大豆及其在畜禽生产中的应用张娜娜;曹洪战;芦春莲【摘要】大豆中蛋白质和脂肪含量较高,且氨基酸组成良好,是优秀的饲料原料.但是生大豆中存在多种抗营养因子,不利于营养物质的利用及畜禽的健康.对大豆进行膨化处理是目前较好的加工方法,文章就其营养价值、加工工艺及其在畜禽生产中的应用进行综述.【期刊名称】《饲料博览》【年(卷),期】2015(000)008【总页数】3页(P10-12)【关键词】全脂膨化大豆;应用;营养【作者】张娜娜;曹洪战;芦春莲【作者单位】河北农业大学动物科技学院,河北保定071001;河北农业大学动物科技学院,河北保定071001;河北农业大学动物科技学院,河北保定071001【正文语种】中文【中图分类】F326.3;S828随着畜禽业的集约化发展,对饲料原料要求越来越高。
大豆是重要的植物蛋白质和油脂来源,具有极高的营养价值,但是大豆中含有一些抗营养因子如血球凝集素、脲酶、胰蛋白酶抑制因子等,制约了其在畜禽饲料中的利用。
但这些抗营养因子不耐热,挤压膨化处理后的全脂膨化大豆可通过淀粉糊化、蛋白质变性等途径破坏抗营养因子,提高大豆蛋白质的消化率。
近年来,全脂膨化大豆作为高能、高蛋白饲料资源应用于畜禽饲料中,效果显著,可降低成本,提高效益。
1 全脂膨化大豆的优点全脂膨化大豆具有能量高、消化率高、蛋白质含量高的特点,并含有较多的卵磷脂和维生素E,具有不容易酸败、油脂较稳定、保存时间长、适口性好、养分浓度高等特点。
全脂膨化大豆营养含水分≤12%、粗脂肪16%~19%、粗蛋白质35%~39%、粗纤维5.0%~6.0%、粗灰分5.0%~6.0%、钙0.24%、磷0.58%。
与传统饲料生产模式相比,全脂膨化大豆具有更高的优越性,不仅使其添加油脂等工艺与设备复杂性的缺点得到改善,而且除了脂肪以外,还产生对动物营养有益的如脂质,包括磷脂等物质。
有报道称,相比于经红外线蒸煮处理和烘炒过的大豆,膨化大豆的脂肪和能量消化率均较高。
全脂大豆膨化机的设计及其性能试验
模 头采 用 圆锥 形 结 构 , 内锥 角 =5 。 出 口 为 圆 1, 孔 , 杆前 端 圆 柱 与 圆孔 间 隙为 1 m。 螺 m
条件下进行 , 调整螺杆 的转速 , 观察 其对生产率 及度
电产量 的 影 响 。 不 同螺 杆 转 速 对 膨 化 机 性 能 指 标 的 影 响规 律 见 图 4所 示 。
12 膨 化机 的工作 原 理 .
1 大豆膨 化机 的结构设计
1 1 膨 化 机 的结 构 .
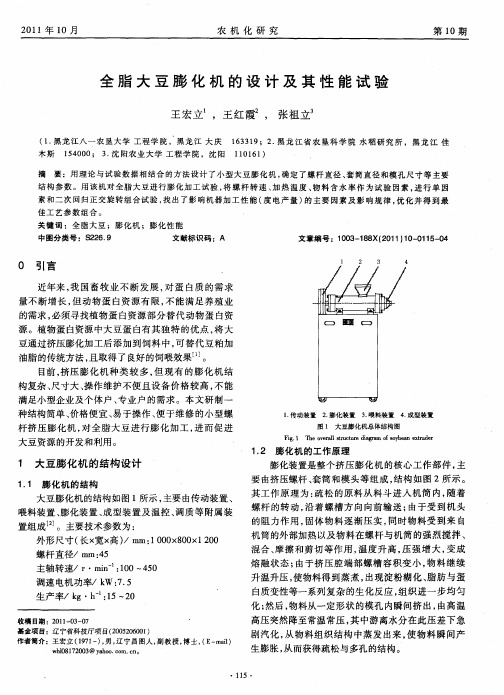
膨化装置是整个 挤压膨化机的核心工作部件 , 主 要 由挤压螺杆 、 套筒和模头等组成 , 结构如 图 2所示 。 其工作 原理为 : 疏松 的原料从 料斗进入机筒 内, 随着 螺杆 的转动 , 沿着螺槽方 向 向前输送 ; 由于受 到机头 的阻力作 用 , 固体物料逐渐 压实 , 同时物料受到来 自
化; 然后 , 物料从一定形状 的模孔 内瞬间挤 出, 由高温
’
高压突然降至常温常压 , 中游离水分在此压差下 急 其 剧汽化 , 物料组织 结构 中蒸发 出来 , 物料瞬 间产 从 使
生膨 胀 , 而 获得 疏 松 与 多孔 的结 构 。 从
作者简介 :王宏立 (9 1 )男 , 宁昌 图人 , 17 一 , 辽 副教 授 , 士 , E m i 博 ( — a) l
试 验在 螺 杆 转 速 为 1 4/ i 、 热 温 度 为 1 O 1rmn 加 4 ℃
的条 件 下 进行 , 察 不 同大 豆含 水 率 与度 电 产 量 及 生 考
1 模头 . 2 套筒 . 3螺 杆 . 4 料 斗 .
产率 之 间 的关 系 。试 验 中 , 豆 的含 水 率 是 指 湿 基 含 大
膨化料加工质量指标要求、关键控制点、控制方法

8300
80目过 98%
80目过 93%
80目过 90%
80目过 85%
80目过 98%
80目过 97%
80目过 94%
80目过 94%
80目过 80目过 94% 99%
超微风选参 考
16--24
13--18
11--15
9--13
20--26 20--26 13--18 13--18 13--18 20--26
四、生产过程质量控制
混合机的混合均匀应该每季度至少测定一次,保 证混合均匀。(变异系数小于7%)
更换品种时,注意控制放料时间,避免品种之间 污染。
四、生产过程质量控制
6.膨化工段质量控制:(主机的操作、烘干、膨油 、冷却筛分)
主机操作:严格按操作规程生产,注意事项: 模具的选用,切刀的安装,蒸汽及水的添加量
3)、料粒形状规则,无明显塞机料,塞机料量不大 变形料不能大于20%;颗粒无粘连现象,不能有 明显粉块、条状料及带尾料。
4)、表面光滑,喷油均匀,色泽基本一致,具有饲 料特有的香味,无异味。
三、膨化料指标要求
5)、颗粒直径检测方法:使用游标卡尺,以料粒柱 体的中间为检测点;检测样品选择以规则粒状为 准。
三、膨化料指标要求
1、膨化料主要感官指标要求: 1)、不能有明显的软颗粒; 2)、颗粒大小均匀,均匀度以直径规格为主要判断
依据,直径规格要求80%在标准要求范围内,长 度要求为次,要求70%在标准要求范围;检测以 100颗随机样品为单位,选出不合格部分计算比例 ,每次检测三组综合判断。
三、膨化料指标要求
中控注意转仓控制,控制进料和转仓时间,确保 流程干净。
投料过程中车间品控员,生产主管要经常巡视检 查
膨化料加工质量指标要求、关键控制点、控制方法

23
四、生产过程质量控制 面粉、生粉、变性淀粉、 面粉、生粉、变性淀粉、小麦用量直接影响成品 的膨化度和粘弹性。 的膨化度和粘弹性。生产过程温度调节和蒸汽添 加要适当,否则容易产生堵料, 加要适当,否则容易产生堵料,从而影响生产效 在挤压完粘度较高的原料后, 率。在挤压完粘度较高的原料后,再好先用含油 脂较高的物料来清理膨化腔, 脂较高的物料来清理膨化腔,以保持其良好的工 作特性。 作特性。 鱼粉、DDGS、玉米蛋白粉等原料颜色变化较大, 鱼粉、DDGS、玉米蛋白粉等原料颜色变化较大, 对成品颜色影响较为明显,特别是加黄料, 对成品颜色影响较为明显,特别是加黄料,使用 时注意搭配使用。 时注意搭配使用。
三、膨化料指标要求
5)、颗粒直径检测方法:使用游标卡尺,以料粒柱 )、颗粒直径检测方法:使用游标卡尺, 颗粒直径检测方法 体的中间为检测点; 体的中间为检测点;检测样品选择以规则粒状为 准。 )、颗粒长度检测方法 颗粒长度检测方法: 6)、颗粒长度检测方法:以游标卡尺夹测料粒柱体 的高度。 这张PPT是否要删除) PPT是否要删除 的高度。(这张PPT是否要删除)
9
物料名称
菜粕
棉粕
豆粕
玉米
小麦
回料
鱼粉、统糠、米糠、膨润土、面粉等
粗粉碎规格
φ1.01.2(60% 过40目)
φ1.01.2(60% 过40目)
φ1.01.2(60% 过60目)
φ1.52.0(60% 过60目)
φ1.01.5(60% 过40目)
φ1.5(9 5%过24 目)
直接进仓
低档料
高档料
超微规格 ф1.01.7 ф2.02.5 ф3.03.5 ф4.06.0 ф1.01.7 ф2.02.5 ф3.03.5 ф4.07.0 ф8-12 8300
大豆膨化实验报告

一、实验目的1. 了解大豆膨化工艺的基本原理和操作步骤。
2. 掌握大豆膨化过程中各参数对膨化效果的影响。
3. 评价大豆膨化产品的质量。
二、实验原理大豆膨化是一种物理加工方法,通过高温、高压条件下,使大豆中的蛋白质、脂肪等营养成分发生变性、淀粉糊化、脂肪细胞破裂等变化,从而提高其营养成分的利用率。
膨化大豆具有体积膨胀、质地酥脆、口感好、易于消化等特点。
三、实验材料与仪器1. 实验材料:大豆、水、食用油2. 实验仪器:膨化机、温度计、压力计、天平、烘箱、粉碎机、筛分器、电子秤、样品盒等四、实验方法1. 大豆预处理:将大豆洗净、晾干,然后用粉碎机粉碎成直径为2-3mm的颗粒。
2. 膨化工艺参数:温度(120-160℃)、压力(0.1-0.2MPa)、水分(10-15%)、食用油(1-5%)。
3. 膨化过程:将预处理好的大豆颗粒按照设定的工艺参数进行膨化。
具体操作如下:(1)将粉碎后的大豆颗粒放入膨化机料斗中;(2)开启膨化机,调节温度、压力等参数;(3)将水、食用油等辅助材料按照比例加入膨化机;(4)观察膨化效果,适时调整工艺参数;(5)膨化完成后,将膨化大豆取出,晾干、筛分。
4. 质量评价:对膨化大豆的色泽、气味、质地、水分、蛋白质、脂肪等指标进行检测。
五、实验结果与分析1. 色泽:膨化大豆的色泽金黄亮泽,与原料大豆相比,色泽更加鲜艳。
2. 气味:膨化大豆具有独特的香味,与原料大豆相比,气味更加浓郁。
3. 质地:膨化大豆质地酥脆,口感好,易于消化。
4. 水分:膨化大豆的水分含量为10-15%,符合国家标准。
5. 蛋白质:膨化大豆的蛋白质含量为34-35%,较原料大豆提高约10%。
6. 脂肪:膨化大豆的脂肪含量为16-18%,较原料大豆提高约5%。
7. 消化率:膨化大豆的消化率较高,可达90%以上。
8. 膨化效果:通过调整工艺参数,可以得到不同规格、不同口感的大豆膨化产品。
六、结论1. 大豆膨化是一种有效的物理加工方法,可以提高大豆的营养价值,改善产品品质。
全脂膨化大豆粉实践
全脂膨化大豆粉实践左青;钱胜锋;吴潇;左晖;甘光生【摘要】全脂膨化大豆粉的生产中对大豆的膨化可分为干法膨化和湿法膨化.介绍了干法膨化和湿法膨化生产的大豆粉质量的区别.详细介绍了湿法膨化生产全脂膨化大豆粉工艺,及全脂膨化大豆粉的地区(企业)产品质量验收标准,并进行了投资效益分析.对湿法膨化生产的全脂膨化大豆粉进行营养成分测定,结果为全脂膨化大豆粉中粗蛋白质含量35.2%,含油17.1%,粗纤维5.2%,粗灰分5.7%,含钙0.32%,总磷含量0.4%,各项指标符合地区(企业)对产品的要求.采用湿法膨化生产的全脂膨化大豆粉是一种很好的饲料配料.%Soybean extruding includes dry extruding and wet extruding in the production of extruded full fat soybean powder.The quality differences of the extruded full fat soybean powder produced by dry extruding and wet extruding were introduced.The wet extruding production process and local (enterprise) product quality acceptance level of extruded full fat soybean powder were elaborated in detail,and the investment benefits were analyzed.The nutritional component determination results of extruded full fat soybean powder produced by wet extruding were obtained as follows:crude protein content 35.2%,oil content 17.1%,crude fiber content 5.2%,crude ash content5.7%,Ca content 0.32% and P content 0.4%.These indexes met the product requirement of local (enterprise).The extruded full fat soybean powder produced by wet extruding was a kind of good feed ingredient.【期刊名称】《中国油脂》【年(卷),期】2017(042)007【总页数】3页(P158-160)【关键词】全脂膨化大豆粉;干法膨化;湿法膨化;实践【作者】左青;钱胜锋;吴潇;左晖;甘光生【作者单位】江苏牧羊集团有限公司,江苏扬州225127;江苏牧羊集团有限公司,江苏扬州225127;江苏牧羊集团有限公司,江苏扬州225127;广州星坤机械有限公司,广州510460;安徽粮食工程职业学院,合肥230011【正文语种】中文【中图分类】S816;S828.5在20世纪90年代,随着我国饲料养殖业的发展,全脂大豆蛋白粉被应用到饲料配料中,其生产工艺为:大豆→清理→磁选→破碎→调质→压坯→DTDC→冷却→装包。
饲料原料 膨化大豆
饲料原料膨化大豆1 范围本标准规定了饲料原料膨化大豆的术语和定义、要求、检验方法、检验规则、标签、包装、运输、贮存和保质期。
本标准适用于我省饲料原料膨化大豆的生产、销售和检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件,凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 5510 粮油检验粮食、油料脂肪酸值测定GB/T 5917.1 饲料粉碎粒度测定两层筛筛分法GB/T 6432 饲料中粗蛋白测定方法GB/T 6433 饲料中粗脂肪的测定GB/T 6434 饲料中粗纤维的含量测定过滤法GB/T 6435 饲料中水分和其它挥发性物质含量的测定GB/T 6438 饲料中粗灰分的测定GB 10648 饲料标签GB 13078 饲料卫生标准GB/T 14698 饲料显微镜检查方法GB/T 14699.1 饲料采样GB/T 16764 配合饲料企业卫生规范GB/T 18823 饲料检测结果判定的允许误差NY/T 1372 饲料中三聚氰胺的测定JJF 1070 定量包装商品净含量计量检验规则农业部公告第1218号饲料中三聚氰胺的限量值农业部公告第1773号《饲料原料目录》国家质检总局令第75号《定量包装商品计量监督管理办法》3 术语和定义下列术语和定义适用于本文件。
3.1饲料原料膨化大豆全脂大豆经清理、破碎(磨碎)、膨化后获得的用做饲料原料的产品。
4 要求12 本品为黄色或浅黄色粉状物,色泽一致,具有豆香味,无发酵、霉变、结块、虫蛀及异味异嗅。
4.2 夹杂物除抗氧化剂、防霉剂、抗结块剂外,成品中不得添加饲料原料膨化大豆以外的物质,添加抗氧化剂、防霉剂、抗结块剂时,应标注添加的品种和数量。
4.3 粒度孔径为2.80mm 编织筛99.0%通过,但不得有整粒膨化大豆,孔径为1.40mm 编织筛的筛上物不得大于15.0%。
4.4 技术指标及质量分级技术指标及质量分级见表1。
膨化参考资料大豆

膨化大豆一、膨化大豆及其作用全脂膨化大豆经过加热处理,动物的利用率相对提高,一般成分为:水分≤12%,粗脂肪17~19%,粗蛋白质36~39%,粗纤维5.0~6.0%,粗灰粉5.0~6.0%,钙0.24%,磷0.58%。
大豆加工的品质直接会影响使用效果,全脂膨化大豆的加工:合格指标要求为尿素酶活性0.02~0.3,蛋白质分散指数12-25,色泽吸收度3.8~4.3,蛋白质净效用60以上。
膨化后的大豆色泽要新鲜一致,具有其固有的气味,无异味、酸味等,无结块、无发霉变质。
全脂大豆脂肪含量高,且多属不饱和脂肪酸,故应注意脂肪变质问题,脂肪劣化后降低适口性,且造成腹泻。
生大豆熟化的目的,就是有效地破坏大豆中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是如果熟化过度,又会引起一些氨基酸的破坏;如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对大豆的熟化程度做出检测。
一般是测定大豆粉中的脲素酶活性来决定其熟化程度。
对大豆原料进行膨化,其作用有以下几点:1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
3、膨化过程也使蛋白质发生变性,消除了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间,提高了消化利用率。
4、对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
5、膨化处理将大豆分子中囊化油脂释放出来,提高了脂肪的热能值。
6、膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
7、降低水分和粗纤维含量,改善适口性;8、提高低质原料效价,降低饲料成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全脂膨化大豆的加工及品质检测
在上世纪60年代末,人们已在肉鸡饲喂中进行了熟化全脂大豆的应用研究。
随着人们对全脂膨化大豆营养价值的认识加深和膨化工艺的逐步完善,全脂膨化大豆作为高能高蛋白饲料资源越来越多地应用于畜禽饲料中,在饲料生产中使用全脂膨化大豆来降低成本,提高效益,具有十分重要的意义。
一、全脂膨化大豆的概念及其特点
大豆蕴藏着极其丰富的营养物质,但由于生大豆内含有许多抗营养因子,如胰蛋白酶抑制因子、尿素酸、血球凝集素等不利于动物消化吸收的成分,所以不能直接用来饲喂动物。
通过热处理加工可以很容易地使这些有害因子的含量降低到可以饲用的安全范围之内。
所谓的全脂膨化大豆是将整粒大豆或粉碎后的大豆经过热处理加工,通常是经过膨化机,在加工的过程中不添加或提取任何物质而加工的产品,呈金黄色,多微孔、细粒状具有高能高蛋白的特性。
全脂膨化大豆在高能高蛋白饲料中有较高的使用价值,并且进行了140-170℃高温处理,降低了胰蛋白酶抑制因子、尿素酶等抗营养因子的活性,提高了利用率,而且它所含脂肪的热能比牛油、猪油高,且多属不饱和脂肪酸,饲料中可以减少添加的脂肪量,大豆在挤压膨化过程中,其物理、化学组成和性质都发生了不同程度的变化,其代谢能值及蛋白质和脂肪的消化率明显提高,各种氨基酸的消化率都在90%以上。
膨化以后,大豆具有较好的适口性和诱食性,提高畜禽的采食量。
膨化后的全脂大豆粉在去掉毒素的同时,保全了大豆的营养成分,权衡配合饲料中能值与蛋白质的限制性影响,可使蛋能比例维持在一个理想的水平上,使用全脂膨化大豆可以节省添加油脂设备和减少饲料中添加油脂的数量,避免了混合加油的不均匀现象,可以改善饲料外观,提高畜禽对饲料的适口性,并且可以减少饲料加工的粉尘浓度,减少混合机、制粒机的磨损,便于随时生产加工以及生产效率的提高。
二、全脂膨化大豆的加工工艺及工作原理
常规的膨化加工工艺为:原料-筛选除杂-粉碎-膨化-冷却-成品打包。
膨化加工是一种高温短时间的加工工艺,能最大限度避免营养物质严重变质变性,最大限度提高营养物质利用效率,避免大豆营养物质损失;最大限度改善大豆的适口性,减少对采食量的影响;最大限度提高产出投入比,充分发挥大豆的营养效率。
膨化机用于膨化大豆,主要是通过温、湿、压、运动等物理作用,达到改变大豆特性的目的。
膨化机分为干法膨化机和湿法膨化机两种,干法膨化机与湿法膨化机的主要区别在于湿法膨化机有调质器,在膨化过程通入蒸汽。
大豆进入膨化机后,在运转揉合过程,很快被压缩并受到强大压力的挤压,温度很快升高,大豆中的水分立刻处于过热状态,由于压力很大,水不可能变成蒸汽,结果是使大豆物料变得柔软,成为一种熔融状态的物质。
蛋白质、淀粉等在运转过程中同时受到剪切力和摩擦力作用,分子结构的次级键可能断裂破坏,变性成相对呈线形的分子,失去了原有的蛋白质特性,但是因为线形的分子增加了与其他分子接触的机会,更容易发生再结合。
物料喷出机器瞬间,高压迅速变成常压,水分瞬间汽化膨胀上千倍,巨大的膨胀压力使物料形态破坏,部分氢键断裂,达到膨化目的。
三、膨化加工中应注意的问题
全脂大豆的品质依赖于加工时良好的作业管理和操作技巧,控制好时间、温度和湿度这三个参数才能保持
产品质量稳定:
3.1 大豆的品质:水分在12.5%-14 %、杂质不超过25% 。
3.2 进入螺杆内的物料粒度以 3 ~ 6mm 为佳,以达到品质的恒定和产能的提高。
3.3 为确保产品品质的恒定,在生产过程中应记录原料在螺杆的停留时间及螺杆内的温度。
一般而言,原料在螺杆内的时间不超过30s ,保持时间为 5 -6s ,最后一节的温度需在摄氏130 -145℃,产品的水分为8 %以下。
在加工时也可添加适量的水分,一般控制在4%以内,湿法膨化可以计算蒸汽转变为水份的量,这有助于降低胰蛋白酶抑制因子,而不使赖氨酸变性。
3.4 冷却:全脂大豆挤出后的温度很高,应尽快冷却降低温度,以防产品过熟,而使蛋白质遭到破坏。
特别应小心的是用湿法膨化后的产品水分含量较高,须经充分干燥、冷却处理,达到安全仓贮水分。
3.5 产品外观:膨化后的大豆呈金黄色,多微孔、细粒状,油脂充分暴露表面。
借助电子显微镜观察其微观结构,大豆细胞结构被破坏,撕裂变成絮状纤维,细胞间距拉大,油细胞破裂,释放出油脂,易于被动物消化和吸收。
四、全脂膨化大豆品质在线检测的意义和方法
生大豆膨化熟化的目的,就是有效地破坏其中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是,如果熟化过度,又会引起一些氨基酸的破坏。
如过度加热时,对赖氨酸、精氨酸和胱氨酸的破坏较大,还会引起蛋氨酸、异亮氨酸和赖氨酸的消化率下降,进食量减低。
如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对其熟化程度做出在线检测。
一般是测定大豆粉中的脲酶活性来决定其熟化程度,脲酶活性是指:在30±5℃和PH值等于7的条件下,每分钟每克膨化大豆分解尿素所释放的氨态氮的毫克数。
脲酶本身无营养意义,但它与抗胰蛋白酶的含量接近,并且遇热变性失活的程度与抗胰蛋白酶相似,因此,尿酶活性用来作为膨化大豆加热是否合适的间接估测指标。
脲酶活性没有负值,最低为0,国内很多企业一般均采用0.2。
本文简要介绍布勒公司在台湾的单螺杆膨化机(图一)生产全脂大豆的在线检测使用的方法,具体步骤如下:
4.1检测原理:大豆制品中的脲酶可使尿素分解成氨,会使酚红指示剂改变颜色。
4.2 所需试剂:稀硫酸(H2SO4)0.2N。
尿素一酚红试剂
4.3 样品准备:
将1.2克酚红溶解于30ml0.2N的NaOH中;用蒸馏水将之稀释至约300mL;加入90g尿素(分析纯)并溶解之;用蒸馏水稀释至2L;加入14mL 1.0N的H2SO4或70mL o.2N的H2SO4;用蒸馏水稀释至最后体积3L;溶液应具明亮的琥珀色。
4.4 检测步骤:
图一:单螺杆膨化机生产全脂大豆
图二:不合格产品,红点太多,产品过生
合格产品(需要有少量红点,否则为过熟)。