机加工零件的报价步骤(精)
FA机加工供应商及加工费价格估算方式
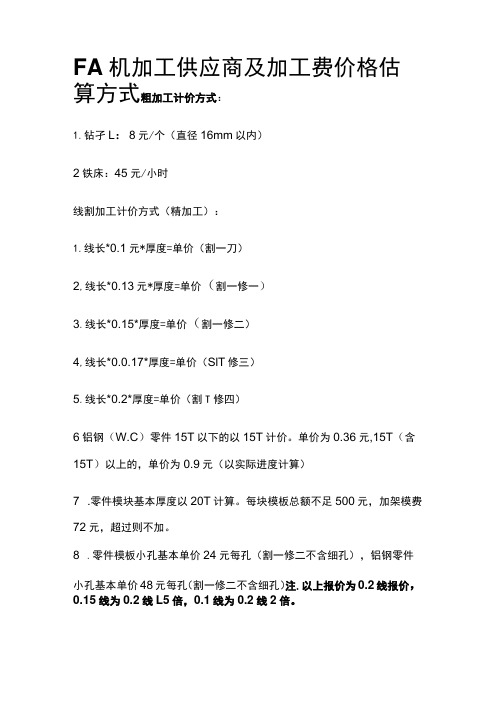
FA机加工供应商及加工费价格估算方式粗加工计价方式:1.钻孑L:8元/个(直径16mm以内)2铁床:45元/小时线割加工计价方式(精加工):1.线长*0.1元*厚度=单价(割一刀)2,线长*0.13元*厚度=单价(割一修一)3.线长*0.15*厚度=单价(割一修二)4,线长*0.0.17*厚度=单价(SlT修三)5.线长*0.2*厚度=单价(割T修四)6铝钢(W.C)零件15T以下的以15T计价。
单价为0.36元,15T(含15T)以上的,单价为0.9元(以实际进度计算)7 .零件模块基本厚度以20T计算。
每块模板总额不足500元,加架模费72元,超过则不加。
8 .零件模板小孔基本单价24元每孔(割一修二不含细孔),铝钢零件小孔基本单价48元每孔(割一修二不含细孔)注.以上报价为0.2线报价,0.15线为0.2线L5倍,0.1线为0.2线2倍。
放电加工计价方式(精加工):一般材质:1 )0.5放电:40T以下每孔8元;40T-60T每孔15元;60T以上每孔18元2 )0.3放电:25T以下每孔12元;25T以上每孔18元;铝钢:1 )0.5放电:10T-20T每孑I J12元;20T-30T每孑I J24元;30T-50T每孔36元2 )0.3放电:IOT以下每孔18元;11T-15T每孔30元;15T-25T每孔36元研磨加工计价方式(精加工):1.光学磨床:140元/小时2.研磨:45元/小时注.不足1小时以小时计价表面处理:5/KG热处理:12/KG材料成本计价方式:SKH-9料长(单边+2mm)*料宽(单边+2mm)*料高*0.000008*260元/KgSKDll:料长(单边+2mm)*料宽(单边+2mm)*料高*0.000008*80元/KgW.C:料长(单边+2mm)*料宽(单边+2mm)*料高*0.000015*1200元/Kg铝(6061)料长(单边+2mm)*料鬼单边+2mm)*料高*0.000003*38元/Kg不锈钢(304):料长(单边+2mm)*料宽(单边+2mm)*料高*0.000008*40元/Kg普通钢(S45C):料长(单边+2mm)*料宽(单边+2mm)*料高*0.000008*8元/Kg塑钢:料长(单边+2mm)*料宽(单边+2mm)*料高*0.0000015*35元/Kg电木:料长(单边+2mm)*料宽(单边+2mm)*料高*0.0000006*25元/Kg单个零件计价总公式:零件单价=粗加工费+线割费+放电费+研磨费+材料费+表面处理费+热处理费实例计算1:重量:UKG;材质:S45C;钻孔数量:8个;线割数量:O;表面处理:镀铝;铳床工时:3小时;研磨工时:5小时计算1:材料费:11X8=88元;钻孔费:8X8=64元;表面处理费:11X5=55元;铳床加工费:3X45=135元;研磨加工费:5X45=225元总计费用:88+64+55+135+225=567元实例计算2:重量O5KG;材质:SKDll;钻孔数量:2个;线割数量:2线长:12.6mm 材料厚:12mm用0.2线割;热处理:镀馅;铳床工时:2小时;研磨工时:3小时计算2:材料费:0.5X80=40元;钻孔费:8X2=16元;线害口费:0.1X12.6X12X2=30元;表面处理费05X12=6元铳床力口工费:2X45二90元;研磨加工费:3X45=135元总计费用:40+16+30+6+90+135=317元。
机械加工工序及价格估算总结

机械加工工序及价格估算总结一、机械加工工序:1)下料:使用锯床将相应的材料切割出需要加工零件的大致尺寸。
(一般长和宽留出5-8mm余量)2)开粗:使用车床、铣床、线切割等设备将图纸要求零件的大致形状加工出来,去除大部分毛坯余量。
3)时效:时效分为自然时效和人工时效。
自然时效是指将工件静置24小时或者更长,人工时效是指高温箱或者箱式炉里对工件进行热处理。
时效的目的是消除应力,减少在精铣工序时工件的变形。
4)量尺寸:做完时效后,工件会有一定程度上的形变,需要重新量尺寸,确定余量。
5)精加工:严格按照图纸要求的尺寸,进行精细加工,以满足图纸要求的工件尺寸。
对于精度要求较高的工件,精加工前按需会安排半精加工工序。
6)后处理:此工序根据零件种类不同会穿插到前述工序中。
1.钳工:包括对工件的錾切、锯削、锉削、矫正、钻孔、加工螺纹、去除毛刺、倒角、装螺钉等。
2.磨床:对于工件外圆、内孔、端面等精度要求较高时,需要在精加工工序后留有余量,用磨床磨削。
3.镗床:对于尺寸、形状、和位置精度要求较高的孔,使用镗床进行加工。
4.探伤:对于螺钉标准件、焊接件均需进行表面探伤操作以保证工件强度。
7)表面处理:工件加工完成后,需对工件表面例如普通氧化、脉冲阳极化、硬质氧化、钝化、喷砂、喷漆等表面处理,达到美观防氧化的作用。
8)检验:需要对表面处理完毕的工件进行包括各种尺寸、颜色等关键信息的检验,以保证符合图纸要求。
9)包装入库:对于检验合格的工件进行包装,连同合格证、检测报告等文件一起入库。
二、机加工工件的报价组成1)材料:根据不同工件要求材料的密度和价格进行材料费的计算。
(ρ=m/v)2)工时:主要包括人工操作工时和设备加工工时,根据人员小时工资和设备小时费*程序运行时间核算价格。
3)表面处理费:根据工件图纸要求的不同表面处理工艺核算价格。
4)利润:根据公司运营、规模在前述几种价格基础上按照比例核算利润报价。
5)税金:根据国家要求的开票形式和税点进行税金的核算。
机加工的正确报价方法

/关于机械加工报价1.直接材料费=(单位产品净重/材料利用率)×单位材料成本=单位产品实际占用材料量×单位材料成本2.直接人工费=生产单位产品所需的人工费(分计件工资和计时工资;福利;加班费等)×产品数量3.可变间接费:低值易耗品、水、电、气、包装费用、车间管理者工资等等4.固定间接费:部分固定资产折旧,如车间厂房折旧、生产设备折旧等等5.销售费用:广告、公关、运输等费用6.管理费用:部分固定资产折旧,如办公楼、办公设备、培训费、管理人员工资福利等等7.财务费用:银行贷款利息等以上的这些解释和公式是我自己总结的,是我给我们公司采购部的人做培训时讲过的。
不一定对,仅供你参考。
当然,这种计算方式是产品成本的基本计算方法,比较专业,需要对管理、工艺、财务、市场等都有较好的理解,一般适用于新产品成本计算或没有先例可循的产品。
为什么很多工厂给客户的报价都是按工序报价的呢?其实,任何报价方式的核心原理就是我所讲的这7项。
只不过有些工厂已经把这些费用平摊到了各个工序当中,所以他就可以按工序报价,下料多少钱,车多少钱,磨多少钱,电镀多少钱等等。
直接材料费要会正确地计算(毛坯多重?零件净重多少?废料多大比例?废料能否二次利用?废料的价格?),这是报价的基础,如果你连下多大的料都搞不清楚的话,报价是没法算的。
其它6项不用一一去计算。
我一般是估算。
比如说直接材料费是A,那我根据实际情况其它6项算(10%-30%)A,当然,有些加工内容比较多的产品,可变间接费会很多,比如说模具,这时,6项之和可能是直接材料费的几十倍到几百倍。
所以,要想知道产品的大致成本,需要对行业有较深的了解。
产品成本再加上工厂的5%-30%的利润,特殊的产品,其报价可能会是成本的几倍。
当然,税也要考虑的的。
这些方法只能帮助你大致估算工厂的报价是否很离谱。
对我们做采购的人来说有用。
同一个产品,不同的工厂的报价肯定会有差异,这很正常。
机加工报价的大概计算方法
机加工报价的大概计算方法
机加工报价的大概计算方法通常包括以下几个步骤:
1. 材料成本计算:根据机加工零件所需材料的种类和规格,查询供应商的材料价格,并计算所需材料的成本。
2. 工艺成本计算:根据机加工零件的加工工艺和工序,估算所需的加工工时和人工成本。
这包括零件加工、磨削、车削、铣削等工艺过程的工时和相关设备的折旧及维护成本。
3. 工装夹具成本计算:根据零件的形状、尺寸和加工要求,估算所需的工装夹具的成本。
工装夹具用于固定和定位零件,在加工过程中保持零件的准确位置。
4. 成品加工和交付成本计算:根据加工零件的数量和交付日期,估算成品加工和交付的成本。
这包括产品的包装、运输和组装等过程的成本。
5. 利润和费用计算:在上述成本的基础上,加上所需的利润和费用,计算出最终的机加工报价。
需要注意的是,机加工报价的计算方法可能会因不同的企业和行业而有所不同,此处提供的是一般性的计算方法,具体的计算过程需根据实际情况进行调整。
另外,技术要求、质量标准、订单量等因素也会对报价产生影响,需要综合考虑。
机械加工报价计算方法大全
机械加工报价计算方法大全
一、材料价格计算
1.根据产品图纸中所指定的材料种类和规格,查询相关材料的市场价格。
2.根据材料的尺寸和重量,计算出所需材料的总价。
二、耗材价格计算
1.根据产品加工过程中所使用的刀具、磨料等耗材的种类和规格,查
询相关耗材的市场价格。
2.根据耗材的消耗量和价格,计算出所需耗材的总价。
三、加工工时计算
1.根据产品的形状、尺寸和加工难度等因素,确定加工工艺和工时标准。
2.根据工艺标准和产品的数量,计算出所需的加工工时。
四、设备折旧费用计算
1.根据设备的购置价格、使用年限和预计年均产值等因素,计算出设
备的年折旧费用。
2.根据产品的数量和生产周期,计算出设备在生产过程中的折旧费用。
五、人工费用计算
1.根据操作者的工作时间和工资标准,计算出所需的人工费用。
六、管理费用计算
1.根据企业的管理费用比例和生产成本,计算出所需的管理费用。
2.根据产品的数量和生产周期,计算出管理费用在生产过程中的分摊金额。
七、利润计算
1.根据企业的利润率目标和产品的市场竞争力,确定合理的利润率。
2.根据产品的加工费用和利润率,计算出产品的利润金额。
八、税费计算
1.根据国家和地方的税收政策,计算出产品的税费金额。
2.根据产品的销售价格和税费率,计算出税费的金额。
九、加工费用计算
1.将材料价格、耗材价格、加工工时、设备折旧费用、人工费用、管理费用、利润和税费等各项成本加总,得到产品的总加工费用。
2.将总加工费用除以产品的数量,得到产品的单位加工费用。
机械加工收费标准怎么算
机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价×2收取。
(5)阶梯轴带有锥度、内外螺纹:基价×3收取。
4带锯加工类(1)一般圆钢、厚壁管、方钢截断:每平方米5元,最低5元。
机加工机加工报价计算

1.机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数 X倍孔距公差<0.1 对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元 L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元 d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件 "t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元 L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
机加工零件的报价步骤(精)

机加工零件的报价步骤(精)机加工件报价的步骤本文涉及内容来自互联网,仅供非标零件加工、机械加工、精密零件加工等行业参考,实际要根据各工厂的设备、技术水平情况而定!机加工件报价的步骤:一、基本报价下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板26元/Kg紫铜板30元/Kg 黄铜板27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算,大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格最好是计算表面积,搞清是挂镀还是滚镀。
A 、计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
B、厚t≥2.5mm DZn=1.8元/Kg DNi=20元/KgC、2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/KgD、t<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额(不含税(1、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32%(不含税z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15%(不含税B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机加工件报价的步骤
本文涉及内容来自互联网,仅供非标零件加工、机械加工、精密零件加工等行业参考,实际要根据各工厂的设备、技术水平情况而定!
机加工件报价的步骤:
一、基本报价
下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格
SPCC0.5 5.7元/Kg SPCC1.0 5.2元/Kg
SPCC1.5 5.1元/Kg SPCC2.0 5.1元/Kg
SPCC2.5 5.0元/Kg SPCC3.0 5.1元/Kg
SPCC3.5 5.0元/Kg SPCC0.8 5.1元/Kg
DW800/0.58.1元/Kg SPCC1.2 4.8元/Kg
3240/0.8 24元/Kg铝板26元/Kg
紫铜板30元/Kg 黄铜板27元/Kg
20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg
毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算,大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格最好是计算表面积,搞清是挂镀还是滚镀。
A 、计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
B、厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg
C、2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kg
D、t<1.2mm DZn=2.2元/Kg DNi=24元/Kg
3、包装(不含税
4、回收成本i元
废铜7元/Kg 废铁料:0.8元/Kg
5、工时(务必熟悉定额(不含税
(1、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2、大吨位→小吨位100→300件/小时
6、管理费用其它费=加工成本×(22-32%(不含税z
注:难度大,工序大于3道,有电镀工序,取32%,
易做,工序小于3道,无电镀工序,取25%
7、利润=加工成本×(12-15%(不含税B
注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
8、运输成本(不含税D
9、机器成本(不含税u
J16t(7.2元/小时J25t(9.8元/小时
J40t (13.1元/小时铣20~35元/小时
数控车J63t(20~30元/小时
J80t(18.3元/小时J100t(19.2元/小时
J160t(22.5元/小时外园磨;拉床(20元/小时
高速冲100T以下每次0.03~0.10元
齿轮315t(30.7元/小时齿轮175t(25元/小时
剪床(17.1元/小时车C616 C7620(12~14元/小时
普通攻丝(5.21元/小时摇臂钻13元/小时
电焊25元/小时淬火一般钢4元/kg,合金钢10元/kg
硬质合金700元/kg 电火花15元/小时
氩弧焊(50元/小时含70元/瓶氩气线切割7厘/mm2
10、人工成本(不含税s
J16t——J80t、车床、普通攻丝(3.5元/小时
J100t—Y315t、剪床、磨床、自动攻丝、模具钳工、机加工工种(4元/小时
11、最后价格计算如下:
零件报价=原材料成本-废料收入+外购外委零件+机器成本+人工成本+管理费用+利润+包装成本+运输成本+模具摊销费+上交税
零件初步报价样式(三
零件图号零件名称A材料费B制造费C管理费D利润E包装运输费F新产品模具费G合计不含税RMB元
说明:
1、制造费:边下料大(∮150件0.03元,中(∮100件0.02元,
小(∮50件0.01元
平面磨数控车床0.22~0.50元
160T普通车床0.22~0.3元63T0.11~0.18元
40T和攻丝0.09~0.12元25T和倒角等0.05~0.09元
Y315T冷挤压800T0.5元高速冲100T以下0.06~0.10元
上述数值含人工成本和机器成本一般宜取上值。
2、管理费:制造费X25%。
3、利润:制造费X12%。
4、包装运输费:一般不填,正式商务中谈。
5、模具摊销费:新产品开发必须由采购方承担此部分费用。
按每副每道工序模具大0.20元(∮150,中0.13元(∮100,小0.06元(∮50摊销。
老产品开发一般模具费由供应方承担或摊销费均不填,此列擦除。
6、初步报价一般有加减15%的误差。
最粗略报价或核价:重量×钢材价×(1.5~3,当地人工费高就取上线。