镍电镀液的分析
电镀ni中含铅的原因
电镀ni中含铅的原因
电镀镍是一种常见的表面处理方法,用于提高金属制品的耐腐
蚀性和外观。
然而,一些电镀镍中可能含有铅,这引起了人们的担
忧和关注。
那么,电镀镍中含铅的原因是什么呢?
首先,含铅的电镀镍通常是由于镍镀液中添加了含铅的化合物。
这些化合物可能被用作镀液的稳定剂或者是为了改善电镀的性能。
然而,这些化合物可能会导致电镀镍中含有铅。
其次,电镀镍中含铅的原因也可能与电镀工艺和操作不当有关。
如果电镀工艺不够严格或者操作不当,可能会导致镀液中的铅含量
超标,从而使电镀镍中含有铅。
另外,一些电镀镍生产商为了降低成本或者提高电镀效果,可
能会故意添加含铅的化合物。
这样做虽然可以降低成本或者改善电
镀效果,但却给人们的健康和环境带来了潜在的风险。
因此,要解决电镀镍中含铅的问题,需要从源头上严格控制镀
液的成分,加强生产工艺的管理,严格执行环保标准,以及加强对
电镀镍产品的监管和检测。
只有这样,才能有效地减少电镀镍中含铅的问题,保护人们的健康和环境安全。
电镀添加剂之电镀液分析

电镀添加剂之电镀液分析电镀添加剂在使用过程中经常需要分析镀液,一般的电镀厂没有自己的化验室,我们公司可以为客户分析化验电镀添加剂镀液,电镀厂就能随时掌控电镀槽镀液的情况。
常见电镀液的分析方法一、酸性镀锌(硫酸盐镀锌)1、锌测定:取镀液10ml于100容量瓶中,加水至刻度,取此稀释液5ml,加水30ml,逐滴滴加1:1NH3·H2O调至微浑浊,加入1:4三乙醇胺10ml,pH=10缓冲溶液5ml,EBT指示剂少许,用0.05mol/lEDTA标准液滴定至兰色。
CZnSO4·7H2O=M×V×288/n (g/l)M——EDTA标准液浓度,mol/lV——消耗EDTA标准液体积,mln——吸取镀液毫升数。
2、铝的测定取镀液1ml于250ml锥形瓶中,加水50mL,加入0.05mol/lEDTA标准液40ml,pH=5的缓冲溶液15ml,煮沸2min,冷却,加XO2滴,用0.05mol/l标准锌溶液滴定至紫红色,体积不记。
加NH4F1.5g,加热近沸腾,冷却,补加XO1~2滴,用0.05mol/l标准锌溶液滴定至紫红色为终点。
CAl2(SO4)3·18H2O=MV×666.4/2 (g/l)M——锌标准溶液浓度,mol/lV——EDTA标准溶液体积,ml666.4——Al2(SO4)3·18H2O分子量3、氯化物测定取镀液10ml于100容量瓶中,加水至刻度,取此稀释液5ml于250ml锥形瓶中,加水100mL,1ml5%K2CrO4指示剂,以0.1mol/lAgNO3标液滴定至白色沉淀中有红色沉淀为终点。
CnaCl=MV×58.5/0.5 (g/l)M——AgNO3标液浓度mol/lV——AgNO3消耗标准液体积,ml试剂:5%K2CrO4指示剂:5gK2CrO4溶于95ml水中;0.1mol/lAgNO3标准溶液二、钾盐镀锌(氯化钾镀锌添加剂)1、锌测定:同“一中1”2、NaCl测定:同“一中2”3、H3BO3测定取500ml镀液,预先调pH=5左右。
四车间化学镀镍电镀溶液主成份的分析方法研究

研究 ・ I艺 ・ 用 应
四车间化学镀镍 电镀溶液主成份的分析方法研究
治 金处 王 亚 军
摘要 : 文研 究 了化学镀镍 电镀溶 液主 盐 的组成 , 本 并针对 其 主成份 进行 了方法 的可行性 研
究, 对分析结果进行 了讨论。通过方法的准确度和精密度试验证 明, 该方法能够满足我公司 日 常分析工作。 关键词: 化学镀镍 硫酸镍 次亚磷酸钠 柠檬酸钠
在酸性热溶液中, 高锰酸钾能定量地将
2 5 试剂的条件试验 .
1 盐 酸 的用量试 验 : 液是 弱酸 性 , ) 镀 要 保 证在 强酸 性条件 下 氧化 , 必须有 足够 的酸 。 经 试 验证 明 2 升 以上 已足够 , 用 2 0毫 采 5毫
升。
强还 原 剂 次亚 磷 酸钠 能 定量 被碘 氧 化 , 余 剩
的碘 , 以淀粉 为指 示剂 , 用硫 代硫 酸钠 标准 溶 液滴 定 。
Na P H2 O2 + I + H2 — Na P 3 2 O H2 O +
2 I H
2 放 置 时 间 的试 验氧化 时 间 比较 长 , 需 经试 验证 明在
( S Ni O4・6 O ) / = CET H2 g L DA× V ×
1 1 方法 原理 . 在P H= 1 0的 氨 性缓 冲溶 液 中 , 以紫 脲
2 2 85÷ 5 6 .
C 叽 —— E A 标准溶 液 的摩尔 浓度 ; DT
酸 铵为指 示剂 , E A 标 准溶 液滴 定 硫酸 用 DT
上述问题 , 我们通过查阅大量的文献资料 , 对
构 成 溶 液 中 的主 要 成 份 进 行 分 析研 究 和 试 验 , 验证 , 经 确定并 完成 了对该 电镀溶 液 主盐 的分 析 方法 研究 , 为车 间 的生 产 和 质量 控 制
电镀镍液配方比例

电镀镍液配方比例电镀镍液是一种常用的电镀工艺,用于在金属表面形成一层均匀、光亮、具有良好耐腐蚀性的镍层。
电镀镍液的配方比例非常重要,可以影响到电镀效果的好坏。
下面将介绍几种常见的电镀镍液配方比例及其特点。
1. 硫酸镍液配方比例:硫酸镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(一水) 200克/升、硫酸30克/升、硼酸10克/升、硫酸铜1克/升。
此配方比例下的硫酸镍液具有电镀速度快、镍层均匀、耐腐蚀性好的特点。
适用于金属制品的镀镍处理,如不锈钢、铜、铝等。
2. 氯化镍液配方比例:氯化镍液是一种常用的高速电镀镍液,其配方比例通常为:氯化镍(六水) 300克/升、氯化铵80克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的氯化镍液具有电镀速度快、镍层光亮、硬度高的特点。
适用于对电镀速度要求高的金属制品,如汽车零部件、五金工具等。
3. 硫酸氯化镍液配方比例:硫酸氯化镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、氯化铵30克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的硫酸氯化镍液具有电镀速度适中、镍层光亮、均匀的特点。
适用于对电镀速度和镀层质量要求较为平衡的金属制品,如家具五金、电子零件等。
4. 硫酸镍-硫酸铵液配方比例:硫酸镍-硫酸铵液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、硫酸铵 30克/升、硫酸 50克/升、硼酸 10克/升。
此配方比例下的硫酸镍-硫酸铵液具有电镀速度适中、镍层厚度均匀的特点。
适用于对电镀厚度要求较高的金属制品,如机械零部件、金属模具等。
通过以上几种电镀镍液配方比例的介绍,可以看出不同的配方比例会影响到电镀镍液的性能和应用范围。
在实际应用中,需要根据具体的镀层要求和金属材料选择合适的电镀镍液配方比例。
此外,还需要注意电镀参数的控制,如温度、电流密度等,以保证良好的电镀效果。
电镀镍液的配方比例是影响电镀效果的重要因素之一。
镍电镀液的分析

制订:吕春梅2007年01月10日承认:镍电镀液的分析1.目的镍电镀液的成分浓度分析2.仪器和药品(1)仪器300ml的锥形瓶3个5ml、10 ml、1 ml、2 ml的移液管各1支5ml、10 ml的吸液管分别1支、2支100ml和200ml的量筒各1个(2)药品0.05M EDTA25%的氨水MX0.1N的硝酸银碳酸钠10%的铬酸钾0.1N的氢氧化钠0.1%的酚酞亚铁氰化钾3.分析项目和分析方法(1)硫酸镍①分析方法在锥形瓶中加入200ml蒸馏水,加入1ml的电镀液。
再加10ml 氨水和0.2g紫尿酸胺,摇匀。
然后用0.05M的EDTA滴定直到溶液从棕黄色变到红紫色为止。
②计算方法硫酸镍的浓度(g/l)=滴定数×13.14×EDTA 的校正因子–氯化镍的浓度×1.106(2)氯化镍①分析方法在锥形瓶中加入100ml蒸馏水,加入2ml的电镀液。
再加2ml10%的重铬酸钾溶液和1g的碳酸氢钠,摇匀。
用0.1N的硝酸银滴定直到溶液从黄色变到黑棕色为止。
②计算方法氯化镍的浓度(g/l)=滴定量×2.38×硝酸银的校正因子(3)硼酸①分析方法在锥形瓶中加入50ml蒸馏水,加入2ml的电镀液。
再加8 ml 亚铁氰化钾和4g甘露醇,摇匀。
加入10滴0.15的酚酞并摇匀。
然后用0.1N的氢氧化钠滴定直到溶液从浅绿色变到淡紫色为止。
②计算方法硼酸的浓度(g/l)=滴定数×3.09×氢氧化钠的校正因子。
镍及镍钴合金电镀液中镍的快速分析

。
因此
,
我们 选定钻 离子溶 液没有 吸 收的镍 溶液第二 大吸 收 峰
2
处 测 定镍 含量
,
。
镍含 量 测 定 的 范 围
.
分别 移取含 i N 沃、 水稀 至刻 度 摇 匀 别测
2 1一 12
, 。
7 H ZO
为 20 5
.
79
/ L 的 电 镀液
,
1一
2 m 1 2 号 5 l 于 1一 1 0 司 容量瓶中 用
。L ,
:
得
A样
一
比
I
C样
由
A样 一 A参 =
C样 一 〔 C标 〔 C样 〔
二 一 一
’
C
蜘
A 标 一 A参 = A 样 一 A参
。 。
x I
J
, ,
C参 〕 C参 〕 A样
+
`2 了 币 、 .
子
由上式导 出 其中
K
二
:
C样
K
悔
气 ` 勺 」
、 、 尹刃 、. 声
二 压 坠
A。
仪 器和 试 剂
仪器
3 4
.
本色在
72 0n m
。
处 经 测 试 无 吸收
,
电镀过 程 中 引 人
F
e 3
+
、
e
u Z+
、
e
录
+
、
z
三 等 对实验 均无 干扰
+
样 品 分析
用
,
sml
吸 量管 准 确移 取 3 m 0 m l 已知 镍含 量 的 镍钻 电 镀 液 于 5 l 容量 瓶 中 以 水稀 至 刻 度
化学镀镍液中镍含量的分析
化学镀镍液中镍含量的分析前言化学镀镍技术具有工艺比较简单,镀层性能优良,是一种新型发展的表面处理技术,由于化学镀镍层硬度高,耐磨性能好,减摩擦系数低,镀态结构为非晶态,耐腐蚀性极佳,从而广泛应用在各种工业中,如石油化工工业,机械模具工业,电子工业,航天航空工业,最突出的是应用在计算机硬盘镀底层和各种化工耐腐蚀阀门上。
因此,化学镀镍层的需求量就尤为巨大,对质量的要求也非常之高。
在化学镀镍工艺中,为保证镀镍层质量,镀层含磷量和沉积速率,提高镀液寿命,必须使镀液中的主盐.还原剂等成分的含量保持稳定。
因此,对镀液中镍盐的浓度的定期分析就很重要。
与此同时,化学镀镍本身的缺点也非常明显,就是电镀液的老化非常严重,据报道,现代化学镀镍液的使用寿命通常只有6-10个周期。
老化的镀液,其中的镍含量也在2-3g/L。
这时对镍的回收旧很是必要,但在回收之前,首先要老化液中成分的含量。
也就是,不论在化学镀镍过程中还是对老化也的处理中,都需要对镍的含量进行分析。
所以。
掌握充足的分析方法,也就非常必要了。
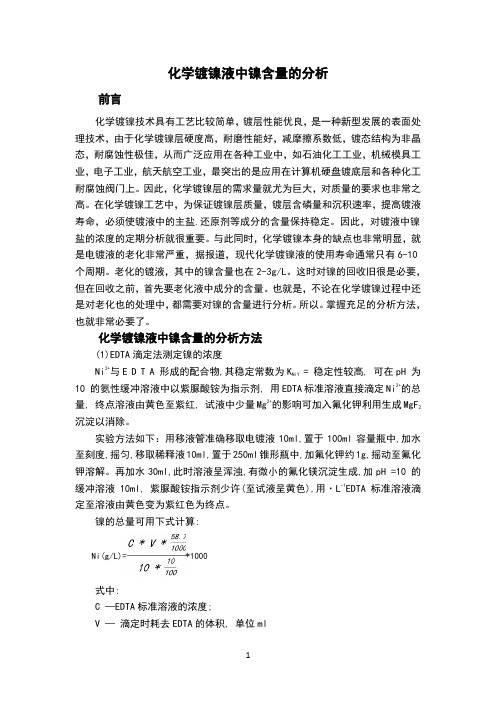
化学镀镍液中镍含量的分析方法(1)EDTA滴定法测定镍的浓度Ni2+与E D T A 形成的配合物,其稳定常数为K= 稳定性较高, 可在pH 为NiY10 的氨性缓冲溶液中以紫脲酸铵为指示剂, 用EDTA标准溶液直接滴定Ni2+的总量, 终点溶液由黄色至紫红, 试液中少量Mg2+的影响可加入氟化钾利用生成MgF2沉淀以消除。
实验方法如下:用移液管准确移取电镀液10ml,置于100ml容量瓶中,加水至刻度,摇匀,移取稀释液10ml,置于250ml锥形瓶中,加氟化钾约1g,摇动至氟化钾溶解。
再加水30ml,此时溶液呈浑浊,有微小的氟化镁沉淀生成,加pH =10 的缓冲溶液10ml, 紫脲酸铵指示剂少许(至试液呈黄色),用·L-1EDTA标准溶液滴定至溶液由黄色变为紫红色为终点。
镍的总量可用下式计算:Ni(g/L)=*1000式中:C —EDTA标准溶液的浓度;V —滴定时耗去EDTA的体积, 单位ml—镍的原子量(2)丁二酮肟分光光度法在28℃温度,722nm单色光波长、1cm光程条件下镍离子浓度与溶液吸光度呈线性关系。
电镀镍液中镍离子、氯离子、硼酸含量的检测方法

电镀镍液中镍离子、氯离子、硼酸含量的检测方法电镀镍液是一种常用于电镀工艺中的重要化学溶液,用于给金属表面添加一层均匀的镍涂层。
为了确保电镀质量和稳定性,对电镀镍液中的主要成分,如镍离子、氯离子和硼酸进行准确的检测至关重要。
首先,对于电镀镍液中的镍离子含量的检测,可以采用常见的电化学方法,如极谱法、恒电位电位滴定法和恒电位电解法等。
这些方法基于电流与镍离子浓度之间的线性关系,通过测量电流变化来间接推算出镍离子的浓度。
此外,还可以使用光谱法,如原子吸收光谱法(AAS)或原子荧光光谱法(AFS),这些方法可以直接测量镍离子的浓度。
其次,针对电镀镍液中的氯离子含量的检测,可以选用离子色谱法(IC)或Mohr滴定法。
离子色谱法利用色谱柱分离氯离子,并通过检测器检测到达检测器的氯离子浓度。
Mohr滴定法则是利用硝酸银溶液与氯离子生成不溶性的氯化银沉淀,通过滴定计算出氯离子的浓度。
最后,对于电镀镍液中的硼酸含量的检测,可以选择酸碱滴定法或分光光度法。
酸碱滴定法是通过滴定硼酸溶液与酸碱指示剂进行反应,从而确定硼酸的含量。
而分光光度法则是利用硼酸与某种试剂发生显色反应,通过测量反应产物的吸收光谱来推算硼酸浓度。
需要注意的是,每种检测方法都有其优缺点和适用范围。
在进行检测时,应根据实际情况选择合适的方法,并严格遵循相应的操作规程和实验室安全操作要求。
此外,为了提高检测结果的准确性,还应该结合其他分析方法进行重复测量和数据对比。
总之,电镀镍液中镍离子、氯离子和硼酸含量的准确检测对于保障电镀质量和工艺稳定性至关重要。
通过选择合适的分析方法,并严格按照操作规程进行实验,可以确保电镀液中这些关键成分的浓度在合理范围内,从而保证电镀质量的稳定性和一致性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制订:吕春梅2007年01月10日
承认:
镍电镀液的分析
1.目的
镍电镀液的成分浓度分析
2.仪器和药品
(1)仪器
300ml的锥形瓶3个
5ml、10 ml、1 ml、2 ml的移液管各1支
5ml、10 ml的吸液管分别1支、2支
100ml和200ml的量筒各1个
(2)药品
0.05M EDTA
25%的氨水
MX
0.1N的硝酸银
碳酸钠
10%的铬酸钾
0.1N的氢氧化钠
0.1%的酚酞
亚铁氰化钾
3.分析项目和分析方法
(1)硫酸镍
①分析方法
在锥形瓶中加入200ml蒸馏水,加入1ml的电镀液。
再加10ml 氨水和0.2g紫尿酸胺,摇匀。
然后用0.05M的EDTA滴定直到溶液从棕黄色变到红紫色为止。
②计算方法
硫酸镍的浓度(g/l)=滴定数×13.14×EDTA 的校正因子–氯化镍的浓度×1.106
(2)氯化镍
①分析方法
在锥形瓶中加入100ml蒸馏水,加入2ml的电镀液。
再加2ml10%的重铬酸钾溶液和1g的碳酸氢钠,摇匀。
用0.1N的硝酸银滴定直到溶液从黄色变到黑棕色为止。
②计算方法
氯化镍的浓度(g/l)=滴定量×2.38×硝酸银的校正因子(3)硼酸
①分析方法
在锥形瓶中加入50ml蒸馏水,加入2ml的电镀液。
再加8 ml 亚铁氰化钾和4g甘露醇,摇匀。
加入10滴0.15的酚酞并摇匀。
然后用0.1N的氢氧化钠滴定直到溶液从浅绿色变到淡紫色为止。
②计算方法
硼酸的浓度(g/l)=滴定数×3.09×氢氧化钠的校正因子。