钢筋直螺纹接头质量标准范本
施工现场加工钢筋接头(直螺纹)的质量检查及要求
施工现场加工钢筋接头(直螺纹)的质量检查及要求
1.标准型接头丝头有效螺纹长度应不小于1/2连接套筒长度;
2.丝头加工完毕经检验后,应立即带上丝头保护帽或拧上连接套筒,防止装卸钢筋时损坏
丝头,允许误差为+2P(P指螺纹螺距,㎜);
3.钢筋连接完毕后,标准型接头连接套筒外应有外露有效螺纹,且连接套筒单边外露有效
螺纹不得超过2P,其他连接形式应符合产品设计要求;
4.钢筋连接接头的现场检验按检验批进行。
同一施工条件下采用同一材料的同等级同型式
同规格接头,以连续生产的500个为一个检验批进行检验和验收,不足500个的也按一个检验批计算;
5.滚丝螺纹长度用专用环规检查在环规的缺口范围内,滚轧螺纹丝头用螺纹通规检查,通
规能拧入;
6.自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个验收
批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。
附:
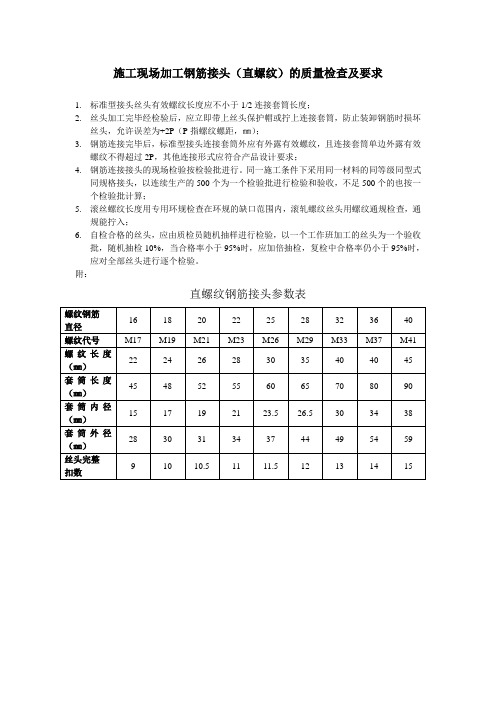
直螺纹钢筋接头参数表。
钢筋直螺纹连接工艺标准及验收规范

钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋直螺纹丝头接头质量检验记录表填写范本

钢筋直螺纹丝头接头质量检验记录表填写范本一、项目名称:钢筋直螺纹丝头接头质量检验记录表二、填写单位:___________(填写单位全称)三、填写人:___________(填写填写人尊称)四、检验日期:___________(填写检验日期)五、检验依据:《建筑工程钢筋连接技术规程》(GB xxx-2005),《建筑工程质量验收规范》(GB xxx-2015)等相关标准和规范。
六、接头材料检验:1. 螺纹钢筋材料证明文件齐全,检验合格,已办理货物流转单。
2. 接头套筒的型号规格与设计图纸一致,材料符合要求。
3. 线粗高级酸洗钢筋组织检验报告齐全,无夹杂、裂纹等缺陷。
七、接头加工和质量检验:1. 接头加工合格证书齐全,操作工艺符合规范。
2. 接头套筒的加工尺寸、倒角、螺纹牙齿均符合要求。
3. 扭剪力合格测试仪检测合格,扭剪力值符合设计要求。
4. 接头套筒与螺纹钢筋连接牢固,无松动、断裂等情况。
八、接头现场安装和验收:1. 接头安装过程符合现场施工工艺流程要求,专用设备使用符合相关要求。
2. 接头安装完成后进行现场验收,无质量问题,符合相关标准和规范要求。
3. 接头包覆层厚度和均匀性符合要求。
4. 现场验收人员对接头质量进行复核,认为符合验收要求。
九、检验结论:该钢筋直螺纹丝头接头质量检验合格,具备安装条件。
备注:本记录表为质量检验记录,合格证明有效期为_______(填写合格证有效期限)。
如有问题,可进行复检。
以上所列内容符合质量验收的相关标准和规范要求,确保了钢筋直螺纹丝头接头的质量,从而满足了建筑工程的施工要求和安全要求。
希望各单位在工程施工时,严格按照相关标准和规范要求进行操作,并认真填写检验记录表,以确保工程质量和安全。
十、接头保护层的质量检验:1. 接头保护层的厚度、均匀性、附着力符合设计要求,未发现龟裂、空鼓等现象。
2. 防腐材料的使用符合施工要求,无过期产品,且厂家证明和产品合格证齐全。
钢筋直螺纹接头检验批质量验收记录

钢筋牌号及直径
(㎜)
22、 25
质量验收规程的规定
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
1
钢套筒的品种和规格
第(1)条
直螺纹钢筋接头规格型号为: 22、 25
2
套筒和锁母材质
第(2)条
符合要求
3
加工检验记录
第(3)条
符合要求
4
接头型式检验
第(4)条
符合要求
5
工艺检验
第(5)条
施工班组长
主控项目全部合格,一般项目满足规范规定的要求
项目专业质量检查员:2012年07月13日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
/
6
钢筋接头试验强度
第(6)条
I级
一
般
项
目
1
加工质量
螺纹丝头牙形
第6.3.1.2
符合要求
套筒
表F.1
符合要求
接头外观
表F.1
符合要求
3
挤压后套筒长度
原套筒长度的1.10~1.15倍
符合要求
4
接头处轴线弯折角
≯40
5
钢筋定位标志和检查标志
±2mm
2
-1
1
0
-2
1
施工单位检查评定结果
专业工长(施工员)
钢筋直螺纹接头检验批质量验收记录
(Ⅴ)
020101□□
单位(子单位)工程名称
佳福花园一期(海沧孚中央保障性住房)Ⅱ标段5#-7#楼
分部(子分部)工程名称
钢筋直螺纹规范
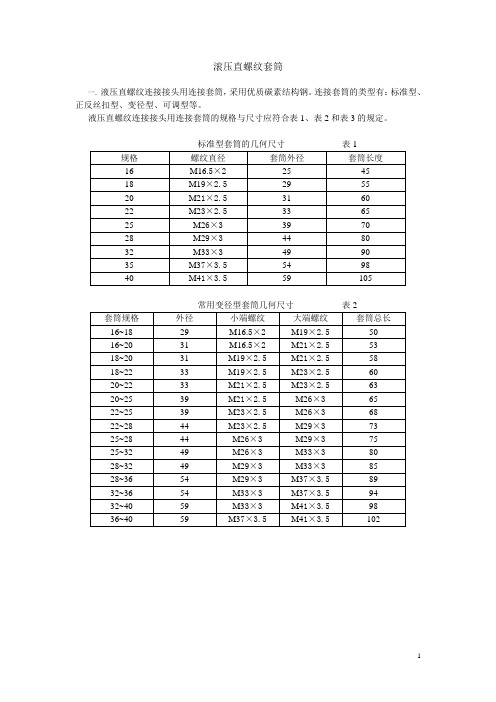
滚压直螺纹套筒一. 液压直螺纹连接接头用连接套筒,采用优质碳素结构钢。
连接套筒的类型有:标准型、正反丝扣型、变径型、可调型等。
液压直螺纹连接接头用连接套筒的规格与尺寸应符合表1、表2和表3的规定。
可调型套筒几何尺寸表3注:表中“增加长度”为可调型套筒比普通套筒加长的长度,施工配筋的长度,施工配筋时应将钢筋的长度按此数进行缩短。
二. 现场连接施工1. 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2. 采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢靠,连接套筒的外露端应有保护盖。
3. 滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,扭力扳手的精度为±5% 。
4. 经拧紧后的滚压直螺纹接头应做出标记,单边外露丝扣长度不应超过2P。
5. 根据待接钢筋所在部位及转动难易情况,选用不同的套筒类型,采取不同的安装方法。
三. 接头质量检查1. 工程中应用滚压直螺纹接头时,技术提供单位应提交有效的型式检验报告。
2. 钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验。
工艺检验应符合下列要求:(1)每种规格钢筋的接头试件不应少于3根。
(2)接头试件的钢筋母材应进行抗拉强度试验。
(3)3根接头试件的抗拉强度均不应小于该级别钢筋抗拉强度的标准值,同时尚应不少与0.9倍钢筋母材的实际抗拉强度。
3. 现场检验应进行拧紧力矩检验和单向拉伸强度试验。
对接头有特殊要求的结构,应在设计图纸中另行注明相应的检验项目。
4. 用扭力扳手抽检接头的施工质量。
抽检数量为:梁、柱构件按接头的15%,且每个构件的接头抽检数不得少于一个接头,基础、墙、板构件每100个接头作为1个验收批,不足100个的也作为一个验收批,每批抽检3个接头。
抽检的接头应逐个检查并拧紧。
5. 滚压直螺纹接头的单向拉伸强度试验按验收批进行。
同一施工条件下采用同一批材料的同等级、同型式、同规格接头,以500个为一个验收批进行检验。
直螺纹质量标准

本工程采用的是Ⅱ级:接头抗拉强度不小于被连接钢筋抗拉强度标准值,并具有高延性及反复拉压性能。
.0.7 接头的变形性能6 接头的施工现场检验与验收6.0.1 工程中应用钢筋机械连接接头时,应由该技术提供单位提交有效的型式检验报告。
6.0.2 钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行接头工艺检验,工艺检验应符合下列要求:1 每种规格钢筋的接头试件不应少于3 根;2 钢筋母材抗拉强度试件不应少于3 根,且应取自接头试件的同一根钢筋;3 3 根接头试件的抗拉强度均应符合表3.0.5 的规定;对于Ⅰ级接头,试件抗拉强度尚应大于等于钢筋抗拉强度实测值的0.95 倍;对于Ⅱ级接头,应大于0.90 倍。
6.0.3 现场检验应进行外观质量检查和单向拉伸试验。
对接头有特殊要求的结构,应在设计图纸中另行注明相应的检验项目。
6.0.4 接头的现场检验按验收批进行。
同一施工条件下采用同一批材料的同等级、同型式、同规格接头,以5m 个为一个验收批进行检验与验收,不足500 个也作为一个验收批。
6.0.5 对接头的每一验收批,必须在工程结构中随机截取3 个接头试件作抗拉强度试验,按设计要求的接头等级进行评定。
当3 个接头试件的抗拉强度均符合本规程表3.0.5 中相应等级的要求时,该验收批评为合格。
如有1 个试件的强度不符合要求,应再取6 个试件进行复检。
复检中如仍有1 个试件的强度不符合要求,则该验收批评为不合格。
6.0.6 现场检验连续10 个验收批抽样试件抗拉强度试验1 次合格率为l00%时,验收批接头数量可以扩大1 倍。
6.0.7 外观质量检验的质量要求、抽样数量、检验方法、合格标准以及螺纹接头所必需的最小拧紧力矩值由各类型接头的技术规程确定。
6.0.8 现场截取抽样试件后,原接头位置的钢筋允许采用同等规格的钢筋进行搭接连接,或采用焊接及机械连接方法补接。
6.0.9 对抽检不合格的接头验收批,应由建设方会同设计等有关方面研究后提出处理方案。
直螺纹钢筋接头规范
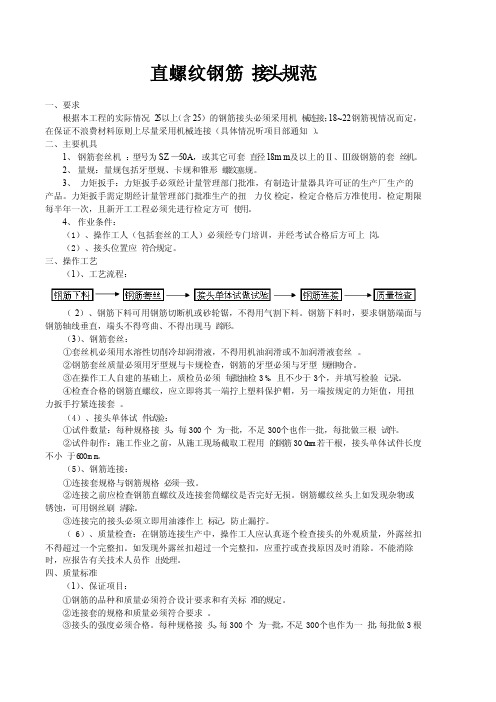
直螺纹钢筋接头规范一、要求根据本工程的实际情况25以上(含25)的钢筋接头必须采用机械连接;18~22钢筋视情况而定,在保证不浪费材料原则上尽量采用机械连接(具体情况听项目部通知)。
二、主要机具1、钢筋套丝机:型号为SZ—50A,或其它可套直径18mm及以上的Ⅱ、Ⅲ级钢筋的套丝机。
2、量规:量规包括牙型规、卡规和锥形螺纹塞规。
3、力矩扳手:力矩扳手必须经计量管理部门批准,有制造计量器具许可证的生产厂生产的产品。
力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检定合格后方准使用。
检定期限每半年一次,且新开工工程必须先进行检定方可使用。
4、作业条件:(1)、操作工人(包括套丝的工人)必须经专门培训,并经考试合格后方可上岗。
(2)、接头位置应符合规定。
三、操作工艺(1)、工艺流程:(2)、钢筋下料可用钢筋切断机或砂轮锯,不得用气割下料。
钢筋下料时,要求钢筋端面与钢筋轴线垂直,端头不得弯曲、不得出现马蹄形。
(3)、钢筋套丝:①套丝机必须用水溶性切削冷却润滑液,不得用机油润滑或不加润滑液套丝。
②钢筋套丝质量必须用牙型规与卡规检查,钢筋的牙型必须与牙型规相吻合。
③在操作工人自建的基础上,质检员必须每批抽检3%,且不少于3个,并填写检验记录。
④检查合格的钢筋直螺纹,应立即将其一端拧上塑料保护帽,另一端按规定的力矩值,用扭力扳手拧紧连接套。
(4)、接头单体试件试验:①试件数量:每种规格接头,每300个为一批,不足300个也作一批,每批做三根试件。
②试件制作:施工作业之前,从施工现场截取工程用的钢筋300mm若干根,接头单体试件长度不小于600mm。
(5)、钢筋连接:①连接套规格与钢筋规格必须一致。
②连接之前应检查钢筋直螺纹及连接套筒螺纹是否完好无损。
钢筋直螺纹连接接头检验批(范本模板)
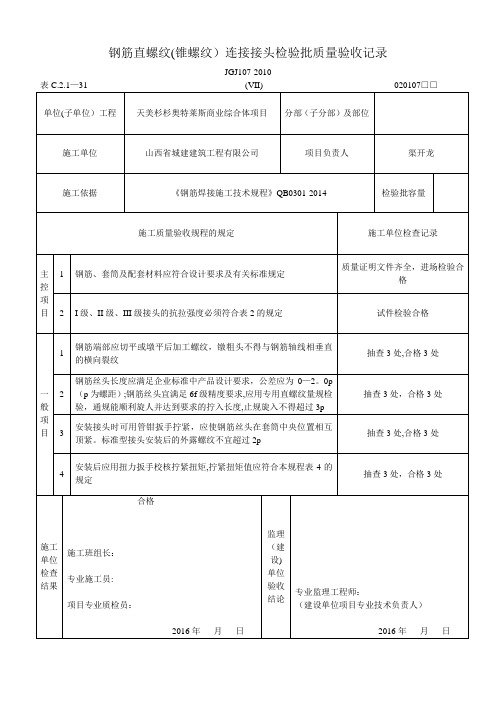
JGJ107-2010
表C.2.1—31(VII)020107□□
单位(子单位)工程
天美杉杉奥特莱斯商业综合体项目
分部(子分部)及部位
施工单位
山西省城建建筑工程有限公司
项目负责人
渠开龙
施工依据
《钢筋焊接施工技术规程》QB0301-2014
检Hale Waihona Puke 批容量施工质量验收规程的规定
抽查3处,合格3处
3
安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧。标准型接头安装后的外露螺纹不宜超过2p
抽查3处,合格3处
4
安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表4的规定
抽查3处,合格3处
施工单位检查结果
合格
施工班组长:
专业施工员:
项目专业质检员:
2016年月日
监理(建设)单位验收结论
精选word钢筋直螺纹锥螺纹连接接头检验批质量验收记录jgj1072010表c2131vii020107单位子单位工程天美杉杉奥特莱斯商业综合体项目分部子分部及部位施工单位山西省城建建筑工程有限公司项目负责人施工依据钢筋焊接施工技术规程qb03012014检验批容量施工质量验收规程的规定施工单位检查记录钢筋套筒及配套材料应符合设计要求及有关标准规定质量证明文件齐全进场检验合级ii级iii级接头的抗拉强度必须符合表2的规定试件检验合格钢筋端部应切平或墩平后加工螺纹镦粗头不得与钢筋轴线相垂直的横向裂纹抽查3处合格3钢筋丝头长度应满足企业标准中产品设计要求公差应为020pp为螺距
专业监理工程师:
(建设单位项目专业技术负责人)
2016年月日
施工单位检查记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:QC/RE-KA8631
钢筋直螺纹接头质量标准范本
In the collective, in order to make all behaviors have rules and regulations, all people abide by the unified norms, so that each group can play the highest role and create the maximum value.
(管理规范示范文本)
编订:________________________
审批:________________________
工作单位:________________________
钢筋直螺纹接头质量标准范本
使用指南:本管理规范文件适合在集体中为使所有行为都有章可偱,所有人都共同遵守统一的规范,最终创造高效公平公开的的环境,使每个小组发挥的作用最高值与创造的价值最大化。
文件可用word 任意修改,可根据自己的情况编辑。
钢筋直螺纹接头质量标准
1主控项目
⑴钢筋的品种、规格必须符合设计要求,质量符合国家现行《钢筋混凝土用热轧带肋钢筋》(GB1499)和《钢筋混凝土用余热处理钢筋》(GB13014)标准的要求。
⑵套筒与锁母材质应符合GB699规定,且应有质量检验单和合格证,几何尺寸要符合要求。
⑶连接钢筋时,应检查螺纹加工检验记录。
⑷钢筋接头形式检验:
钢筋螺纹接头的形式检验应符合现行行业标准《钢筋机械连接通用技术规程》JGJ107中的各项规定。
⑸钢筋连接工程开始前及施工过程中,应对每批进场钢筋和接头进行工艺检验:
①、每种规格钢筋接头试件不应少于3根。
②、钢筋母材抗拉强度试件不应少于3根,且应取自接头试件的同一根钢筋。
③、接头试件应达到现行行业标准《钢筋机械连接通用技术规程》JGJ107中相应等级的强度要求,计算钢筋实际抗拉强度时,应采用钢筋的实际横截面积计
算。
⑹钢筋接头强度必须达到同类型钢材强度值,接头的现场检验按验收批进行,同一施工条件下采用同一批材料的同等级、同形式、同规格接头,以500个为一个验收批进行检验与验收,不足500个也作为一个验收批。
2一般项目
⑴加工质量检验
1)螺纹丝头牙形检验:牙形饱满,无断牙、秃牙缺陷,且与牙形规的牙形吻合,牙形表面光洁的为合格品。
2)套筒用专用塞规检验。
⑵随机抽取同规格接头数的10%进行外观检查,应与钢筋连接套筒的规格相匹
配,接头丝扣无完整丝扣外露。
⑶现场外观质检抽验数量:梁、柱构件按接头数的15%且每个构件的接头数抽验数不得少于一个接头;基础墙板构件按各自接头数,每100个接头作为一个验收批,不足100个也作为一个验收批。
每批检验3个接头,抽检的接头应全部合格,如有一个接头不合格,则应再检验3个接头,如全部合格,则该批接头为合格;若还有一个不合格,则该验收批接头应逐个检查,对查出的不合格接头应进行补强,如无法补强应弃置不用,并按表6填写质量检查记录。
钢筋直螺纹接头质量检查记录表6
工程名称
结构所在层数构件种类
钢筋规格接头位置数量拧紧到位无完整丝扣外露检验结论检验日期
注:检验结论:合格的打"√",不合格打"×"。
检查单位:检查人员:
日期:负责人:
⑷对接头的抗拉强度试验每一验收批应在工程结构中随机截取3个接头试件做抗拉强度试验。
按设计要求的接头等级进行评定,如有一个试件的强度不符合要求,应再取6个试件进行复检,复检中如仍有一个试件的强度不符合要求,则该验收批评为不合格。
并填写接头拉伸试验报告单。
⑸在现场连续10个验收批抽样试件抗拉强度试验一次合格率为100%时,验收批接头数量可扩大一倍。
4.3.3.6成品保护
4.3.3.6.1各种规格和型号的套筒外表面,必须有明显的钢筋级别及规格标记。
4.3.3.6.2钢筋螺纹保护帽要堆放整齐,不准随意乱扔。
4.3.3.6.3连接钢筋的钢套筒必须用塑料盖封上,以保持内部洁净、干燥、防锈。
4.3.3.6.4钢筋直螺纹加工经检验合格后,应戴上保护帽或拧上套筒,以防碰伤和生锈。
4.3.3.6.5已连接好套筒的钢筋接头不
得随意抛砸。
此处可填写公司名称/地址/位置
Company name / address / location can be filled in this location。