加工中心XY向进给系统结构设计
数控机床结构结构图
可编程控制器
数控车床 数控车床的工艺用途 的组成 数控车床的组成
影响车床布局形式的因素
操作面板
输入输出设备 CNC装置
伺服单元、驱动装置和测量装置
PLC、机床I/O电路和装置 机床主机
数控车床 主轴箱和尾座的布局形式 水平床身配置水平滑板
数 的布局 床身和导轨的布局形式
倾斜床身配置倾斜滑板 水平床身配置倾斜滑板
按照技术水平的高低分类 1.数显及打字型 2.带有小型电子计算机
进行数据处理型 3.计算机数字控制型
其他分类方法 大型、中型、小型;精密型、生产型
三
三坐标测量 机的构成
坐
三坐标测量机的主体 三坐标测量机的测量系统 三坐标测量机计算机控制系统和软件
标
三坐标测量机
直接测量方法 程序测量方法
测 的测量方式
床概述 数控冲床的工作原理
数控冲床的
数控冲床的组成
主机
数控装置
冲 组成与结构 数控冲床的结构
床
典型数
ZX数控冲床 性能特点
技术参数
控冲床
伺服复合小型精密钣金加工冲床
主要特点 技术参数
三坐标测 量机概述
三坐标测量机的功能 按照工作方式分类 1.点位测量法 2.连续扫描测量方式 三坐标测量机的类型 按照结构形式分类 1.悬臂式 2.桥式 3.龙门式 4.立柱式 5.坐标镗床式
冷却润滑技术(冷却
轨
数控机床导轨的类型与特点 滚动导轨
静压导轨
数控机床自动排 屑装置
平面链式排屑装置 刮板式排屑装置 螺旋式排屑装置 磁性排屑器
摩擦阻力小
位置检测装置
位置检测装置的要求(4点) 数字式与模拟式
的要求与类型
试谈数控机床_加工中心的结构设计
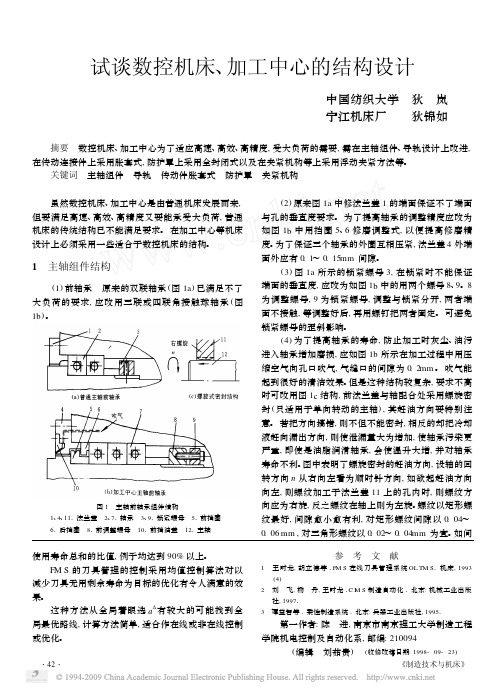
试谈数控机床、加工中心的结构设计中国纺织大学 狄 岚 宁江机床厂 狄锦如 摘要 数控机床、加工中心为了适应高速、高效、高精度,受大负荷的需要,需在主轴组件、导轨设计上改进,在传动连接件上采用胀套式,防护罩上采用全封闭式以及在夹紧机构等上采用浮动夹紧方法等。
关键词 主轴组件 导轨 传动件胀套式 防护罩 夹紧机构 虽然数控机床、加工中心是由普通机床发展而来,但要满足高速、高效、高精度又要能承受大负荷,普通机床的传统结构已不能满足要求。
在加工中心等机床设计上必须采用一些适合于数控机床的结构。
1 主轴组件结构 (1)前轴承 原来的双联轴承(图1a )已满足不了大负荷的要求,应改用三联或四联角接触球轴承(图1b )。
图1 主轴前轴承组件结构1、4、111法兰盖2、71轴承3、91锁紧螺母 51前挡圈61后挡圈 81前调整螺母 101前挡油盖 121主轴 (2)原来图1a 中修法兰盖1的端面保证不了端面与孔的垂直度要求。
为了提高轴承的调整精度应改为如图1b 中用挡圈5、6修磨调整式,以便提高修磨精度。
为了保证三个轴承的外圈互相压紧,法兰盖4外端面外应有0.1~0.15mm 间隙。
(3)图1a 所示的锁紧螺母3,在锁紧时不能保证端面的垂直度,应改为如图1b 中的用两个螺母8、9。
8为调整螺母,9为锁紧螺母,调整与锁紧分开,两者端面不接触,等调整好后,再用螺钉把两者固定。
可避免锁紧螺母的歪斜影响。
(4)为了提高轴承的寿命,防止加工时灰尘、油污进入轴承增加磨损,应如图1b 所示在加工过程中用压缩空气向孔口吹气,气缝口的间隙为0.2mm 。
吹气能起到很好的清洁效果。
但是这种结构较复杂,要求不高时可改用图1c 结构,前法兰盖与轴配合处采用螺旋密封(只适用于单向转动的主轴),其赶油方向要特别注意。
若把方向搞错,则不但不能密封,相反的却把冷却液赶向漏出方向,则使泄漏量大为增加,使轴承污染更严重,即使是油脂润滑轴承,会使温升大增,并对轴承寿命不利。
加工中心的组成及操作
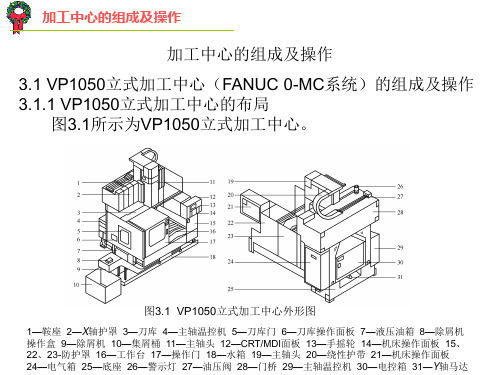
加工中心的组成及操作
3.1.2 数控系统操作面板的组成及操作方法 VP1050加工中心的数控系统操作面板即CRT/MDI面板
由一个显示屏(CRT)和各类控制键组成,其结构如图3.2所示。
图3.2 数控系统操作面板
加工中心的组成及操作
1.显示屏 显示屏可显示刀具实际位置、加工程序、坐标 系、刀具参数、机床参数、报警信息等。显示屏显示的内 容随不同的主功能、子功能状态而异。 2.各类控制键
加工中心的组成及操作
②用G54~G59设定工件坐标系。用G54~G59设定工件坐标系 与用G92设定不同,G92是在程序中设定工件坐标系相对机床 坐标系的偏置值。G54~G59是通过偏置画面内参数设定工件 坐标系偏置值。如图3.11所示,第一工件坐标系用G54设定, 其设置方法如下: (a)在机床CNC操作面板上,按3次“OFSET”键,使屏幕显示 出工作坐标系偏置画面; (b)将光标移到G54处;
图3.9 CRT画面显示
加工中心的组成及操作
(2)程序的执行。将光标置于程序的开头(也可由中途操 作),按START或操作面板的CYCLE START键则可开始执行程序。 执行到程序结束(M02/M30)或%。则所制作的程序自动消失。
(3)刀号输入/修改。加工中心在使用过程中,由于误操 作或其它方面的原因使机床刀库刀号与显示刀号不符,此时需 修改刀号,以避免发生撞刀事故。
加工中心的组成及操作
2.MDI操作 MDI(Manual Data Input)即手动数据输入。该功能允许
手动输入一个命令或程序段指令,并象自动加工那样,马上启 动运行。使用该功能可改变当前指令模态,也可实现指令动作。
(1)程序制作。将模式选择钮设定在MDI位置。按 “PRGRM”键则CRT画面显示如图3.9所示。
加工中心
4). 切削余量大的零件; 5). 加工精度高的零件; 6). 工艺设计会经常变化的零件; 7). 贵重零件; 8). 需全部检测的零件 缺点:实现数控加工的要求 1). 初次设备投资大; 2). 对使用者技术要求高
数控机床的分类
点位控制数控机床 1.2.1 按运动控制的特点分类 直线控制数控机床 轮廓控制的数控机床 开环控制的数控机床 1.2.2 按伺服系统的类型分类 闭环控制的数控机床 半闭环控制的数控机床
机械手回转180°。
5、装刀:
活塞杆上行,将更换后的刀 具装入主轴和刀库。
( c) ( d)
(a) 分度:将刀盘上接收刀具的空刀座转到换刀所需的预
定位臵。
(b)住
刀柄定位槽。
(c) 卸刀:主轴松刀,铣头上移至参考点。 (d) 再分度:再次分度回转,将预选刀具转到主轴正下
方。
(e)+(f): 装刀:铣头下移,主轴抓刀,活塞杆缩回,刀盘
复位。
三、 加工中心的工艺准备
一、加工中心的工艺特点
由于加工中心工序集中和具有自动换刀的特点,故零件 的加工工艺应尽可能符合这些特点,尽可能地在一次
装夹情况下完成铣、钻、镗、铰、攻丝等多工序 加工。 由于加工中心具备了高刚度和高功率的特点,故 在工艺上可采用大的切削用量,以便在满足加工 精度条件下尽量节省加工工时。 选用加工中心作为生产设备时,必须采用合理的 工艺方案,以实现高效率加工。
1.2.3 按工艺方法分类
金属切削类数控机床 金属成型类及特种加工类数控机床 高档 中档 低档
1.2.4 按功能水平分类
数控技术的产生发展及技术水平
1 数控技术的产生与发展
1952年,电子管控制数控机床 1959年,晶体管控制数控机床,加工中心 60年代,集成电路数控机床 70年代,计算机数控机床 80年代,计算机集成制造系统
JCS-018立式加工中心主轴箱及进给系统设计

摘要:本次设计通过对现有加工中心的分析研究,提出一种新的设计方案,其自动化程度更高,结构也相对比较简单.这一点在论文会得以体现.本方案中,主轴箱采用交流调速电机实现无级变速,在X、Y、Z三个方向上的进给运动均采用滚珠丝杠,而动力则由步进电动机通过调隙齿轮来传递,并且采用单片机进行数字控制.控制系统采用MCS-51系列单片机,通过扩展程序存储器、数据存储器和I/O 接口实现硬件电路的设计.论文中也对软件系统的设计做出了相关说明.关键词:交流调速电机滚珠丝杠步进电机单片机系统扩展Abstract: This design tries a new method after the analyze and research of the exited machining center with the higher automatization degrees and the simpler configuration,which will be explained in the paper. In the method, AC adjustable-speed motor is used for the realization of the level shift in variable speed,and in the motion of, we all adopt ball bearing thread haulm for the X、Y、Z direction,The power of which is step by step electromotor transferred by gear that used for adjusting gaps.And more,we used singlechip for numerical control.The control system introduces MCS-51 series singlechip,and the realization of hardware circuit was accomplished by enlarging program memorizer、data memorizer and I/O meet meatus.Also,the paper explained the design for software system. Keywords: AC adjustable-speed motor、ball bearing thread haulm、the step by step electromotor、the enlarge for SCM system目录前言 (1)1、机床总体方案设计 (1)1.1 机床总体尺寸参数的选定 (1)1.2 机床主要部件及运动方式的选定 (2)1.3 机床总体布局的确定 (3)2、主传动的设计计算 (8)2.1 电机的选择 (8)2.2 齿轮传动的设计计算 (9)2.3 轴的设计计算 (13)2.4 离合器的选用 (21)3、进给系统的设计计算 (22)3.1 概述 (22)3.2 设计计算 (22)3.3 工作台部件的装配图设计 (29)3.4 滚珠丝杠螺母副的承载能力的校验 (30)3.5 计算机械传动系统的刚度 (31)3.6 驱动电动机的选型与计算 (33)3.7 机械传动系统的动态分析 (36)3.8 机械传动系统的误差计算与分析 (37)3.9 确定滚珠丝杠螺母副的精度等级和规格型号 (38)3.10 滚珠丝杆副的预紧方式 (38)3.11 齿轮传动消隙 (39)4、控制系统的设计 (39)4.1 控制系统总体方案的拟订 (39)4.2 总控制系统硬件电路设计 (39)参考文献 (56)谢辞 (57)科技译文 (58)前言加工中心集计算机技术、电子技术、自动化控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品,它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。
数控龙门导轨磨床总体方案设计

The grinder can process a variety of surfaces, such as inner, outer cylindrical surface and a conical surface, plane, tooth profile of involute spiral surface and various surface, forming surface. Grinder of many types, according to the nature of their work can be divided into: external grinder, internal grinder, surface grinder, grinding machine tools and some special grinding machine. Thread grinder, grinding machine, such as spherical spline grinding machine, grinder and centerless grinder. Rail grinding machine is a kind of according to the nature of the work out of the grinder.
数控系统开题报告

篇一:数控机床设计-开题报告开题报告1 课题研究内容和意义1.1 课题研究内容数控机床设计主要内容:其一是运动功能设计,包括确定数控车床所学运动的个数、形式(直线运动、回转运动)、功能(主运动、进给运动、其他运动)及排雷顺序,最后画出数控车床的运动功能图。
其二是基本参数设计,包括尺寸参数、运动参数、和动力参数设计。
其三是传动系统设计,包括传动方式、传动原理图及传动系统图的设计。
其四是总体结构布局的设计,包括运动功能分配、总体布局结构形式及总体结构方案图设计。
其五是控制系统的设计,包括控制方式及控制原理、控制系统图设计。
1.2 课题意义1.2.1 理论意义数控加工技术的应用是机械制造业的一次技术革命,使机械制造的的发展进入了一个崭新的阶段。
由于数控机床综合应用了电子计算机、自动控制、伺服驱动、精密检测与新型机械结构等方面的技术成果具有高柔性、高精度与高度自动化的特点,因此它提高了机械制造的制造水平,解决了接卸制造中的常规加工技术难以解决甚至无法解决的发杂型面零件加工,为社会提供了高质量、多品种及高可靠的机械产品已取得了巨大的经济效益。
目前,数控技术已逐步晋级,数控机床在工业生产中得到了广泛应用,已成为机械自动化的一个重要发展方向。
1.2.2 现实意义随着可续技术和社会生产的不断进步,机械产品日趋复杂。
对机械产品的质量和生产率的要求也越来越高,在航空航天、微电子、信息技术、汽车、造船、建筑、军工和计算机技术等行业中,零件形状复杂、结构改型频繁、批量小、零件精度高加工困难、生产效率低已成为日益突出的现实问题,机械加工工艺过程的自动化和智能化是适应上述发展特点的最重要手段。
2国内国外数控技术发展趋势2.1数控技术的发展趋势数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业 it、汽车、轻工、医疗等的发展起着越来越重要的作用。
论述加工中心的工作原理及组成

论述加工中心的工作原理及组成加工中心是一种集成了磨削、钻孔、铣削等多种加工功能于一身的机床装置。
它在现代制造业中扮演着重要的角色,其高精度、高效率的加工特性使得它成为了各种工件加工的首选设备之一。
要理解加工中心的工作原理及组成,首先需要了解其基本结构和工作方式。
一、加工中心的基本结构加工中心的基本结构大致分为机身、主轴系统、进给系统、控制系统和辅助系统五大部分。
机身是其最基本的组成部分,负责支撑和固定其他部件,也是整个机床装置的基础。
主轴系统是加工中心的核心组成部分,它主要负责转动和传递动能,通常包括主轴头、主轴箱、主轴传动和主轴电机等部件。
进给系统则是用来控制工件在加工过程中的进给速度和进给方向,它包括进给轴驱动器、进给轴执行器、进给轴分度等组件。
控制系统是整个加工中心的灵魂,它由数控装置、编程系统、输入输出设备等组成,用来控制整个机床的运行状态,保证加工的精度和稳定性。
辅助系统包括冷却液系统、润滑系统、废渣处理系统等,主要是为了保证加工环境的清洁和工件的质量。
二、加工中心的工作原理加工中心的工作原理主要包括工件定位、加工控制、进给运动和切削加工等环节。
首先是工件定位,即将工件安装在加工中心的工作台上,并通过夹具夹紧工件,以确保工件在加工过程中能够稳定地固定在工作台上。
然后是加工控制,即根据加工工艺和工件要求编写相应的数控程序,将程序输入到数控系统中。
接着是进给运动,也就是通过进给系统控制工件在加工过程中的进给速度和进给方向,确保切削刀具以一定的速度和轨迹对工件进行加工。
最后是切削加工,即利用刀具对工件进行相应的切削操作,实现工件的加工目的。
三、加工中心的基本组成1. 主轴系统加工中心的主轴系统是整个机床的核心部分,它直接影响到加工中心的加工质量和效率。
主轴系统通常包括主轴头、主轴箱、主轴传动和主轴电机等组件。
主轴头是安装在主轴上的刀具夹持装置,用来固定切削刀具,支撑和传递切削力。
主轴箱是主轴系统的外壳,负责支撑和固定整个主轴系统,同时也能起到一定的散热和降噪作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词:导轨磨床,磨床,磨床设计
Abstract
The grinder can process a variety of surfaces, such as inner, outer cylindrical surface and a conical surface, plane, tooth profile of involute spiral surface and various surface, forming surface. The grinder can be hogging machining, rough machining, finish machining and ultra precision machining, can be a variety of high hard, superhard materials processing, can also be grinding tool and cutting process, a very wide range of.
This paper is mainly about the design and research of guideway grinder.
Key Words:Rail grinding machine, grinding machine, grinding machine design
第
1.1
20世纪人类社会最伟大的科技成果是计算机的发明与应用,计算机及控制技术在机械制造设备中的应用是世纪内制造业发展的最重大的技术50个年头。
(1)元器件集成度高,可靠性好,性能高,可靠性已可达到5万小时以上;
(2)提供了开放式基础,可供利用的软、硬件资源丰富,使数控功能扩展到很宽的领域(如CAD、CAM、CAPP,连接网卡、声卡、打印机、摄影机等);
(3)对数控系统生产厂来说,提供了优良的开发环境,简化了硬件。目前,国际上最大的数控系统生产厂是日本FANUC公司,1年生产5万套以上系统,占世界市场约40%左右,其次是德国的西门子公司约占15%以上,再次是德海德汉尔,西班牙发格,意大利菲亚,法国的NUM,日本的三菱、安川。
磨床可以加工各种表面,如内、外圆柱面和圆锥面、平面、渐开线齿廓面、螺旋面以及各种成形表面。磨床的种类很多,按其工作性质可分为:外围磨床、内圆磨床、平面磨床,工具磨床以及一些专用磨床。如螺纹磨床、球面磨床、花键磨床、导轨磨床与无心磨床等。导轨磨床就是一种按照工作性质划分出来的磨床。
本文主要是对导轨磨床进行设计与研究。
我国数控机床制造业在80年代曾有过高速发展的阶段,许多机床厂从传统产品实现向数控化产品的转型。但总的来说,技术水平不高,质量不佳,所以在90年代初期面临国家经济由计划性经济向市场经济转移调整,经历了几年最困难的萧条时期,那时生产能力降到50%,库存超过4个月。从1995年“九五”以后国家从扩大内需启动机床市场,加强限制进口数控设备的审批,投资重点支持关键数控系统、设备、技术攻关,对数控设备生产起到了很大的促进作用,尤其是在1999年以后,国家向国防工业及关键民用工业部门投入大量技改资金,使数控设备制造市场一派繁荣。从2000年8月份的上海数控机床展览会和2001年4月北京国际机床展览会上,也可以看到多品种产品的繁荣景象。
宁XX大学
毕业设计(论文)
加工中心XY向进给系统结构设计
所在学院
专业
班级
姓名
学号
指导老师
年月日
摘
磨床可以加工各种表面,如内、外圆柱面和圆锥面、平面、渐开线齿廓面、螺旋面以及各种成形表面。磨床可进行荒加工、粗加工、精加工和超精加工,可以进行各种高硬、超硬材料的加工,还可以刃磨刀具和进行切断等,工艺范围十分广泛。
数控设备包括:车、铣、加工中心、镗、磨、冲压、电加工以及各类专机,形成庞大的数控制造设备家族,每年全世界的产量有10~20万台,产值上百亿美元。世界制造业在20世纪末的十几年中经历了几次反复,曾一度几乎快成为夕阳工业,所以美国人首先提出了要振兴现代制造业。90年代的全世界数控机床制造业都经过重大改组。如美国、德国等几大制造商都经过较大变动,从90年代初开始已出现明显的回升,在全世界制造业形成新的技术更新浪潮。如德国机床行业从2000年至今已接受3个月以后的订货合同,生产任务饱满。
数控技术经过50年的2个阶段和6代的发展:第1阶段:硬件数控(NC)第1代:1952年的电子管第2代:1959年晶体管分离元件第3代:1965年的小规模集成电路。第2阶段:软件数控(CNC)第4代:1970年的小型计算机第5代:1974年的微处理器第6代:1990年基于个人PC机(PC-BASEO)第6代的系统优点主要有: