焊缝标注介绍 图文并茂
常用焊缝符号及其标注方法全)..
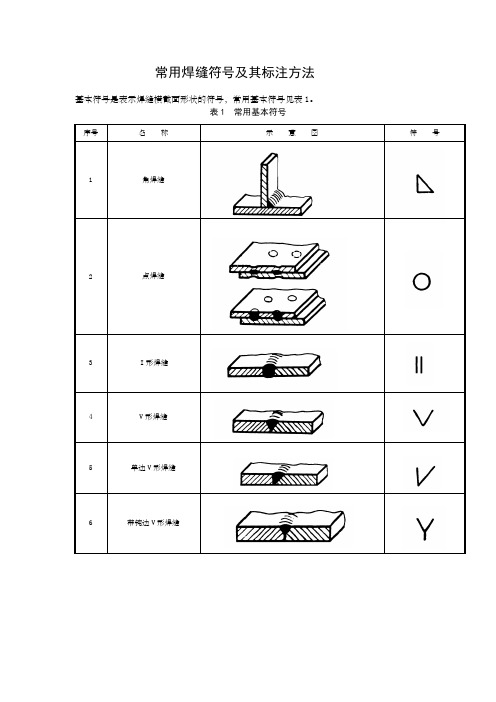
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊缝标注
焊缝符号的标注举例
图6 双边断续角焊缝
焊缝符号的标注举例
图7 单边断续角焊缝
焊缝符号的标注举例 图8 交错断续角焊缝
符号
说明
表示在现场或工地 进行焊接
标准工艺方法、相 同焊缝数量
表示两侧交错断续 焊接
符号 名称示意图源自焊缝尺寸符号符 名称 号
示意图
δ 工作厚度
e 焊缝间距
α 坡口角度
k 焊角尺寸
b 根部间隙
d 熔核直径
p 钝边
s 焊缝有效 厚度
符号 名称
示意图
c 焊缝宽度
R 根部半径
l
焊缝长度
n 焊缝段数
符 名称 号
焊缝缺陷及预止措施基本符号焊缝符号焊缝符号辅助符号表示焊缝横截面形状表示焊缝表面形状特征补充符号焊缝尺寸符号补充说明焊缝特征表示坡口和焊缝各特征尺寸焊缝基本符号序号序号名称名称示意图示意图符号符号11卷边焊缝卷边焊缝22ii形焊缝形焊缝ii形焊缝形焊缝33vv形焊缝形焊缝44单边单边vv形焊缝形焊缝序号序号名称名称示意图示意图符号符号55带钝边带钝边vv形焊缝形焊缝66带钝边单边带钝边单边vv形形焊缝焊缝77带钝边带钝边uu形焊缝形焊缝88带钝边带钝边jj形焊缝形焊缝序号序号名称名称示意图示意图符号符号99封底焊缝封底焊缝1010角焊缝角焊缝1111塞焊缝塞焊缝1212点焊缝点焊缝序号序号名称名称示意图示意图符号符号说明说明11带垫板符号带垫板符号表示焊缝底部有垫表示焊缝底部有垫板板22三面焊缝符三面焊缝符面焊缝符面焊缝符号号表示三面有焊缝表示三面有焊缝表示面有焊表示面有焊焊缝补充符号33周围焊缝符周围焊缝符号号表示环绕工件周围表示环绕工件周围焊缝焊缝序号序号名称名称示意图示意图符号符号说明说明44现场符号现场符号表示在现场或工地表示在现场或工地进行焊接进行焊接44尾部符号尾部符号尾部符号尾部符号标准工艺方法相标准工艺方法相标准艺方法标准艺方法同焊缝数量同焊缝数量相相55交错断续焊交错断续焊接符号接符号表示两侧交错断续表示两侧交错断续焊接焊接焊缝尺寸符号符号符号名称名称示意图示意图符符号号名称名称示意图示意图工作厚度工作厚度ee焊缝间距焊缝间距坡口角度坡口角度kk焊角尺寸焊角尺寸bb根部间隙根部间隙dd熔核直径熔核直径pp钝边钝边ss焊缝有效焊缝有效厚度厚度符号符号名称名称示意图示意图符符号号名称名称示意图示意图cc焊缝宽度焊缝宽度nn相同焊缝相同焊缝数量数量rr根部半径根部半径hh坡口深度坡口深度ll焊缝长度焊缝长度hh余高余高nn焊缝段数焊缝段数坡口面角坡口面角度度指引线一般由带箭头的箭头线和两条基准线一条为实线另线一条为虚线两部分组成
《焊缝符号标注》课件

本课程将向您介绍焊缝符号标注的基本概念和规定。我们将通过图像和实例 来演示如何正确使用标注和表示方法。
焊接基本概念和分类
定义和作用
焊接是一种通过加热或压力等方式将两个物体连 接起来的方法。它广泛应用于制造业和建筑业, 是制造过程中的必要工艺。
分类
焊接可以按照不同的方式进行分类。常见的分类 方法包括:按照焊接材料的种类、焊接温度、焊 接强度等进行分类。
注意事项
标注应注意细节,确保符合相关标准要求。标注出错会导致焊接质量问题,影响产品质量。
实例演示
标注直角对接焊缝
这是一种常见的焊接方式,需要 标注焊缝位置、长度、大小
标注T型接头焊缝
这种接头需要标注折线的位置、 长度、大小和符号。
标注角接焊缝
在边缘相遇和不相遇的位置标注 焊缝。注意标注符号和尺寸。
3
符号
焊接符号是一系列标准的图形标识,其 目的是用来表示焊接符号、尺寸和质量。
组成
焊缝符号由图案、线、箭头、符号和尺 寸标记等组成。
焊缝符号标注的规定
规定及要求
焊缝符号标注应符合国家和地区的标准要求,如GB/T, Leabharlann SME等标准。标注应清晰,易于识别。
位置和重心
标注应放置在焊缝符号的上方、下方或侧面。重心一般位于标注的中心位置。
总结
1
重要性
焊缝符号标注对于制造行业具有重要意义。正确的标注可以提高产品质量和生产效率。
2
基本规定
为了确保焊缝符号标注的准确性和一致性,需要遵循相关的标准和规范。
3
应用范围
焊缝符号标注广泛应用于制造业、建筑业等领域,对于产品的质量和安全至关重要。
焊缝的种类
焊缝标注介绍 图文并茂

类似结构“”:焊缝基本符号,表示无钝边的单斜边坡口;
“10”:焊缝尺寸符号,表示坡口深度;
“—”:焊缝辅助符号,表示焊缝表面平齐(一般通过加工);
“类似结构”:焊缝补充符号,表示相同结构采用相同的焊缝。
待焊部位为无钝边的单斜边坡口,坡口深10mm,焊后要求焊缝表面平齐(通过加
工或打磨),相同结构采用相同的焊缝。
焊缝形式标准图样组对要求施焊前状态图片施焊前工艺准备施焊后状态图片执行工艺规程
板—板
对接焊缝不戴垫板
戴垫板1.组焊前将焊接坡口区及距焊缝边缘
30mm范围内的油污.铁锈.氧化渣.
毛刺.漆.水渍清理于净,表面露出金
属光泽,无缺陷。
2.按工艺要求用机械加工或手工气割
方式开出坡口,将坡口周围打磨光
滑。
1.平焊
SJ-WPS-FCAW-00-05
2.立焊
SJ-WPS-FCAW-00-06
3. 施焊前应检查坡口的尺寸是否符合
设计要求,同时须控制组对公差,角焊缝和不戴垫板的对接焊缝组对间隙为0~2mm,戴垫板的对接焊缝组对间隙
为R2
(R为图纸设计尺寸)。
角焊缝1.平焊
SJ-WPS-FCAW-02-11 2.立焊
SJ-WPS-FCAW-02-12
管—板角焊缝
SJ-WPS-FCAW-02-18。
焊缝符号标注规范PPT演示文稿
谢谢您的关注!
2021/3/10
相同焊 缝数量 标注在 尾部
2021/3/10
1、横向尺寸标注在基本符号的左侧; 2、纵向尺寸标注在基本符号的右侧; 3、坡口角度、坡口面角度、根部间隙标注在基本符号 的上侧或下侧; 4、相同焊缝数量标注在尾部; 5、当箭头线方向改变时,上述规则不变。
2021/3/10
3、补充符号
2021/3/10
2021/3/10
塞焊缝的定义是“两零件相叠,其中一块开圆孔, 在圆孔中焊接两板所形成的焊缝”。
2021/3/10
槽焊缝的定义是“两板相叠,其中一块开长孔,在 长孔中焊接两板的焊缝”。
2021/3/10
注意:此处在圆孔和长孔内的焊接是指填焊。 若是在圆孔或长孔内焊角焊缝不称塞(槽)焊缝。
2021/3/10
件1 件2
在技术图样上产生 “焊缝符号”标注
2021/3/10
焊缝
焊缝:是指焊 件经焊接后所 形成的结合部 分。
二、焊缝标注种类
技术制图方法和焊缝符号标注法
推荐采用焊缝符号标注方法
2021/3/10
三、技术制图方法和焊缝符号法介绍
简易视图
简易视图
剖视图
轴测图
2021/3/10
放大图
焊缝端面视图(细 实线表示坡口形状
喇叭口处 端部卷边处
卷边焊缝和喇叭形焊缝区别:
1、卷边焊缝的熔焊区是在焊件端部卷边处;
2、喇叭形焊缝的熔焊区是在卷边的根部喇叭口处。
3、另外还有单边喇叭口
视图如下页
2021/3/10
2021/3/10
2、尺寸符号及标注规则
2021/3/10
2021/3/10
横向尺寸
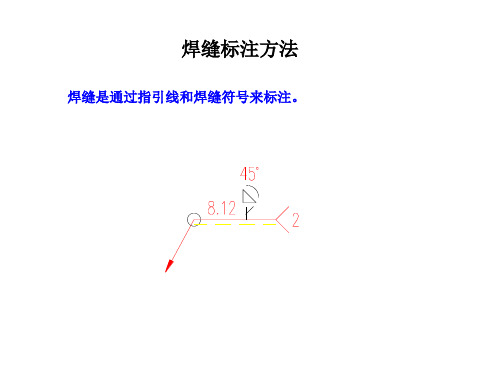
焊缝的标注

焊缝的标注(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
(2)基准线的位置基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
基准线的虚线可以画在基准线的实线的上侧或下侧。
图15-4 箭头线(3) 基本符号相对基准线的位置当箭头线直接指向焊缝正面时(即焊缝与箭头线在接头的同侧),基本符号应注在基准线的实线侧;反之,基本符号应注在基准线的虚线侧,如图15-5所示。
图15-5 基本符号相对基准线的位置的位置标注对称焊缝和以及不致于引起误解的双面焊缝时,可不加虚线,如图15-6所示。
图15-6 对称焊缝的标注(4) 焊缝尺寸符号及其标注位置焊缝尺寸符号及数据的标注位置如图15-7所示。
图15-7 焊缝尺寸符号及其标注位置(1) 焊缝的标注示例焊缝的标注示例如表15-5所示。
焊缝符号表示法GB 324-88国家技术监督局1988-12-10批准1989-07-01实施1 主题内容及适用范围本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准GB 5185 金属焊接及钎焊方法在图样上的表示代号3 总则3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。
但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。
必要时也可在焊缝符号中表示这些内容。
4 符号4.1 基本符号基本符号是表示焊缝横截面形状的符号见表1。
表1 基本符号注:1)不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S,见表7。
焊缝标注方法课件

实例四:桥梁焊接的焊缝标注
桥梁焊接的焊缝标注重点
标注桥梁的焊接接头和坡口形式,以及焊缝的形状和尺寸 。
标注方法
采用焊接标注符号和相关标准进行标注。
标注细节
需要标注焊接工艺方法,如电弧焊、电阻焊等,以及焊接 材料和规格。同时还需要对桥梁的结构形式、承载要求等 进行详细标注。
05
总结与展望
焊缝标注方法的重要性和应用价值
焊缝的作用
传递载荷、连接结构、增 强结构强度等。
焊缝的分类与形式
01
02
03
04
对接焊缝
两块金属板或金属构件相互对 接形成的焊缝。
角接焊缝
两块金属板或金属构件以一定 的角度连接形成的焊缝。
塞焊缝
在两块金属板的间隙中填充焊 接材料形成的焊缝。
搭接焊缝
两块金属板或金属构件搭接形 成的焊缝。
焊缝标注的基本符号与指引线
GB/T 324-2008 焊 缝符号和标注方法
GB/T 1591-2008 高耐候结构钢
GB/T 986-2008 埋 弧焊焊接工艺规范
附录
焊缝符号说明及图例 常用焊接工艺评定标准
常用焊接术语中英文对照表
THANKS
感谢观看
焊缝标注方法课件
• 焊缝标注基础知识 • 焊缝标注方法 • 焊缝标注的规范与标准 • 焊缝标注的实例分析 • 总结与展望 • 参考文献与附录
01
焊缝标注基础知识
焊缝的基本概念
01
02
03
焊接过程
熔焊、压焊、钎焊等工艺 方法将两个或多个金属件 连接起来。
焊缝的形成
熔化的金属冷却凝固后在 两个金属件之间形成的连 接部分。
标注方法
采用焊接标注符号和相关标准进行标注。
焊缝符号及标注方法课件
THANKS
感谢观看
焊缝符号在工业领域的应用前景
扩大应用范围
随着技术的发展和标准的完善, 焊缝符号的应用范围将进一步扩 大,涵盖更多的工业领域和焊接
场景。
提高生产效率
焊缝符号的准确标注和识别将有 助于提高生产效率,降低生产成 本,提升工业生产的整体效益。
促进技术交流
统一的焊缝符号标注标准将促进 技术交流和合作,推动焊接技术
在解读焊缝符号时,应注意其细节部分,以避免误解或错误解读。
结合实际应用情况
在解读焊缝符号时,应结合实际应用情况,以便更好地理解和应用 。
04
焊缝符号的标准与规范
国际标准与规范
国际焊接协会(ISO)标准
ISO 5817、ISO 10547等,规定了焊缝符号的统一表示方法,适用于国际范围 内的焊接工艺和焊缝质量要求。
国际标准组织(ISO)标准
ISO 2553、ISO 14406等,规定了焊接工艺文件的标准格式和焊缝符号的标注 方法,为全球范围内的焊接工艺和焊缝质量提供了统一的规范。
国家标准与规范
美国焊接协会(AWS)标准
AWS D1.1、AWS D1.2等,是美国焊接行业的国家标准,规 定了焊缝符号的表示方法和标注要求,适用于美国及北美地 区的焊接工艺和焊缝质量要求。
中国国家标准
GB/T 324、GB/T 12467等,中国国家标准的焊缝符号表示 方法和标注要求,适用于中国范围内的焊接工艺和焊缝质量 要求。
企业标准与规范
企业可以根据自身特点和需求,制定 符合企业实际情况的焊缝符号表示方 法和标注规范,以确保企业内部焊接 工艺和焊缝质量的统一性和可靠性。
企业标准与规范通常是在国际、国家 标准与规范的基础上进行细化和补充 ,以便更好地适应企业的生产和技术 要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
类似结构“”:焊缝基本符号,表示无钝边的单斜边坡口;
“10”:焊缝尺寸符号,表示坡口深度;
“—”:焊缝辅助符号,表示焊缝表面平齐(一般通过加工);
“类似结构”:焊缝补充符号,表示相同结构采用相同的焊缝。
待焊部位为无钝边的单斜边坡口,坡口深10mm,焊后要求焊缝表面平齐(通过加
工或打磨),相同结构采用相同的焊缝。
焊缝形式标准图样组对要求施焊前状态图片施焊前工艺准备施焊后状态图片执行工艺规程
板—板
对接焊缝不戴垫板
戴垫板1.组焊前将焊接坡口区及距焊缝边缘
30mm范围内的油污.铁锈.氧化渣.
毛刺.漆.水渍清理于净,表面露出金
属光泽,无缺陷。
2.按工艺要求用机械加工或手工气割
方式开出坡口,将坡口周围打磨光
滑。
1.平焊
SJ-WPS-FCAW-00-05
2.立焊
SJ-WPS-FCAW-00-06
3. 施焊前应检查坡口的尺寸是否符合
设计要求,同时须控制组对公差,角焊缝和不戴垫板的对接焊缝组对间隙为0~2mm,戴垫板的对接焊缝组对间隙
为R2
(R为图纸设计尺寸)。
角焊缝1.平焊
SJ-WPS-FCAW-02-11 2.立焊
SJ-WPS-FCAW-02-12
管—板角焊缝
SJ-WPS-FCAW-02-18。