铜管工艺流程图
炼铜工艺流程图
炼铜工艺流程图
炼铜工艺流程图主要分为矿石粉碎、选别浮选、冶炼炼铜和精炼四个步骤。
矿石粉碎是指将采集到的铜矿石经过破碎设备进行粉碎,使其颗粒度达到适合浮选的要求。
一般采用破碎机、球磨机等设备进行破碎。
选别浮选是指将矿石中的有用矿物通过浮选的方式提取出来。
首先将粉碎后的矿石与药剂混合,形成浮选浆料,再通过搅拌器和浮选机将矿石中的有用矿物与废石分离。
在浮选过程中,通过对浮选浆料进行调节,控制药剂的使用,使有用矿物浮到液面,废石沉入底泥中。
冶炼炼铜是指将浮选得到的铜精矿进行冶炼,提取出纯铜。
首先将铜精矿破碎成更小的颗粒,然后进行烧烤、转炉和精炼等工序,将铜精矿中的铜含量提高到一定的纯度。
最后,通过电炉或火炉将纯铜熔化,在模具中冷却,得到铜块。
精炼是指将炼铜过程中得到的铜块进行进一步的提纯。
首先将铜块加热至熔化状态,通过不同的物理、化学方法去除其中的杂质,使铜的纯度达到工业标准要求。
然后,将纯铜注入模具中,并通过冷却使其形成所需的铜条、铜管等成品。
总体来看,炼铜工艺流程包括矿石粉碎、选别浮选、冶炼炼铜和精炼四个步骤。
通过这一流程,可以将铜矿石中的有用矿物提取出来,并逐步提纯成工业所需的纯铜。
这一工艺流程中涉
及到多种设备和药剂的使用,需要经过严密的控制和调整,以确保生产出高质量的铜产品。
铜带生产工艺流程图及简要说明

铜带生产工艺流程图
每道工序的简要说明
熔炼:原料熔炼成坯料,要求带坯表面光滑无缺陷。
铣面:对坯料表面进行处理,确保表面光洁度,保证带坯公差均匀。
粗轧:将坯料进行轧制,生成符合下道工序的公差要求中间料。
裁边:对因轧制过程中造成边部开裂进行修剪。
退火:对粗轧后在制料进行再结晶处理。
磨面:对退火后的在制料表面进行清洁处理。
精轧:按生产计划进行成品规格的生产。
钝化:对成品表面进行防氧化处理,确保成品质量。
分切:按客户要求进行发条。
铜管焊接过程流程图
电流设置超差 米亚其实际电流超差
检测方法不科学
焊接压力不合格
总气压不足 焊接压力设置超差
鱼骨图
测
环 法
人 料
温
生产 现场 灰尘 多
壳体 精整 面刷 光不 合格
刷光机调 整不到位
未清洗 干净
刷光机感应 开关失灵
壳体精整面平 面度不合格
现
场
铜管鼓
混
包小
乱
清
度
洗
要
剂
求
凝
超
固
差
链速超差
未按 工艺 要求 清洗
壳体来料表面 有难除污渍
壳体表面 有污渍
电极 混型
电极选择 不熟悉 电极 摆放 混乱
工作态度 不端正 电极选择未 经过确认
电极 培训 不到 位
电极 型号 选择 错误
员工培训 不到位
焊接后取壳 体手法不对
铜管焊 接不符
合工艺
员工对参数 选择不熟悉
电极返修 未确定焊
电极返修焊接 面直径过大
采购上电极 R角过小
3.0/3.5壳体用规 范1 2.3/2.5壳 体用规范3 铁法兰:规范2
气缸行 程足够
焊接牢 固、不 泄露、 无焊渣、
人
机
铜 管 焊 接 不 符 合 工 艺 要
求料
法 环
测
电极混型
电极摆放混乱
上电极型号选择错误 选择电极未经过确认
对电极选择不熟悉
电极使用培训不到位
焊接后取壳体双手用力不均匀
员工培训不到位
铜管焊接过程流程图
主要内容
一、过程流程图 二、鱼骨图
过程流程图
打开水、 电源、 气
铜管生产流程
铜管生产流程铜管是一种常见的金属管材,广泛应用于建筑、工程、电力和化工等领域。
它具有良好的导热性能、耐腐蚀性和强度,因此在许多行业中被广泛使用。
下面将介绍铜管的生产流程。
一、原材料准备铜管的主要原材料是纯铜或铜合金。
在生产之前,需要对原材料进行准备和检验。
首先,将原材料按照一定比例混合,然后通过熔炼的方式将其加热至熔点,使其变为液态铜。
同时,还需要对液态铜进行化学成分分析和物理性能测试,确保原材料的质量符合生产要求。
二、连铸连铸是将液态铜从熔炉中倒入连续铸造机中,通过结晶器冷却和凝固,形成铜板。
连铸机通常由铸坯机、冷却设备和牵引机构组成。
在连铸过程中,铜板的厚度和宽度可以根据需要进行调整。
连铸机生产的铜板具有较高的纯度和均匀的组织结构,为后续的加工提供了良好的基础。
三、轧制轧制是将连铸机生产的铜板通过轧机进行压制和加工,形成铜带。
铜带的厚度和宽度可以根据客户需求进行调整。
轧机通常由多个辊子组成,通过辊子的旋转和压制,使铜带逐渐变薄并延长。
轧制过程中需要控制好温度和压力,以确保铜带的质量。
四、退火退火是将轧制后的铜带进行加热处理,以消除内部应力和改善铜带的力学性能。
退火过程中,铜带会被加热至一定温度,然后通过冷却使其逐渐降温。
退火后的铜带具有较好的韧性和可塑性,可以进行下一步的加工。
五、成型成型是将退火后的铜带通过成型机进行冲压和弯曲,形成铜管的初步形状。
成型机通过模具的作用,将铜带逐渐弯曲成圆形,并冲压出所需的孔径和壁厚。
成型过程中需要控制好温度和压力,以确保铜管的尺寸和形状符合要求。
六、精整精整是对成型后的铜管进行表面处理和尺寸修整。
精整包括切割、修边、清洗和抛光等工序。
切割是将铜管按照客户要求的长度进行切断;修边是对铜管两端进行修整,以保证平整度;清洗是将铜管表面的油污和杂质清除;抛光是对铜管表面进行抛光处理,使其光洁度更高。
七、检验检验是对生产出的铜管进行质量检测。
检验包括化学成分分析、力学性能测试、尺寸测量和外观检查等。
无氧铜生产工艺流程图
第四章工艺技术方案4.1工艺技术方案本项目采用的原材料为含铜量99%的电解铜,选用目前国内先进的蓄热式熔化炉和中频炉,用上引法连铸工艺方法生产氧的含量不大于0.02%,杂质总含量不大于0.05%,含铜量99.5%以上无氧铜杆。
4.2工艺流程简述1、生产准备本项目使用的电解铜在江西省内购买。
图4-1 项目生产工艺流程图2、上引法连铸工艺流程本项目采用上引法连铸工艺生产无氧铜杆。
上引法连铸铜杆的基本特点是“无氧”,即氧含量在10ppm以下。
上引法与连铸连轧和浸涂法相比,其特点是:1)由于拉扎工艺和铸造工艺不是连续的,拉扎是在常温下进行的,不需要气体保护,钢材也不会被氧化。
因此设备投资小,厂房布置也灵活。
2)单机产量变化范围大,年产量可以从几百吨到几万吨,可供不同规模的厂家选用不同型号的上引机组。
此外,由于连铸机是多头的,可以很容易的通过改变铸造规格(铸杆直径),来改变单位时间的产量,因此其产量可视原材料的供应情况和产品的需求情况来确定,便于组织生产、节约能源。
3)只需更换结晶器和改变石墨模的形状,即可生产铜管、铜排等异型铜材,并可在同一机器上上产不同规格、品种的铜材,灵活机动,这是上引法的中最大特点。
上引法连铸工艺流程:原料通过加料机加入融化炉进行熔化、氧化、扒渣处理后,熔融的铜液经过一段时间的静置还原脱氧并达到一定的温度后,通过有CO气体保护的流槽经过渡腔(铜液在此进一步还原脱氧、清除渣质),进而平稳的流入中频炉保温静置,铜液的温度由热电偶测量,温度值由仪表显示,温度控制在1150℃±10℃。
连铸机固定于中频保温炉的上方,连铸机铜液在结晶器中快速结晶连续不断地生产出铜杆,最后经双头挠杆机等辅助设备装盘成产品。
⑴加料:原料一般用加料机加入,炉头多加、炉尾少加。
加冷料时要使铜料距炉顶及烟道口有一定距离,以保证燃料燃烧和炉气流动的顺畅。
加料时要保证炉膛有足够高的温度,一般应达到1300℃以上,炉内应保证零压或微负压。
铜管工艺流程 (文字)
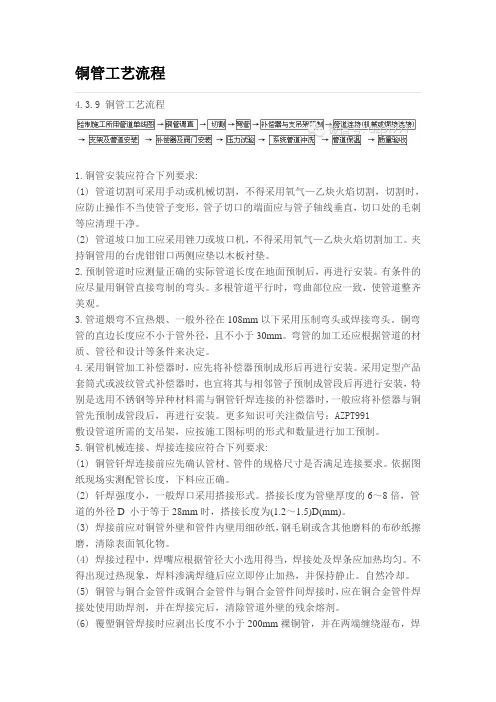
铜管工艺流程4.3.9 铜管工艺流程1.铜管安装应符合下列要求:(1) 管道切割可采用手动或机械切割,不得采用氧气—乙炔火焰切割,切割时,应防止操作不当使管子变形,管子切口的端面应与管子轴线垂直,切口处的毛刺等应清理干净。
(2) 管道坡口加工应采用锉刀或坡口机,不得采用氧气—乙炔火焰切割加工。
夹持铜管用的台虎钳钳口两侧应垫以木板衬垫。
2.预制管道时应测量正确的实际管道长度在地面预制后,再进行安装。
有条件的应尽量用铜管直接弯制的弯头。
多根管道平行时,弯曲部位应一致,使管道整齐美观。
3.管道煨弯不宜热煨、一般外径在108mm以下采用压制弯头或焊接弯头。
铜弯管的直边长度应不小于管外径,且不小于30mm。
弯管的加工还应根据管道的材质、管径和设计等条件来决定。
4.采用铜管加工补偿器时,应先将补偿器预制成形后再进行安装。
采用定型产品套筒式或波纹管式补偿器时,也宜将其与相邻管子预制成管段后再进行安装,特别是选用不锈钢等异种材料需与铜管钎焊连接的补偿器时,一般应将补偿器与铜管先预制成管段后,再进行安装。
更多知识可关注微信号:AZPT991敷设管道所需的支吊架,应按施工图标明的形式和数量进行加工预制。
5.铜管机械连接、焊接连接应符合下列要求:(1) 铜管钎焊连接前应先确认管材、管件的规格尺寸是否满足连接要求。
依据图纸现场实测配管长度,下料应正确。
(2) 钎焊强度小,一般焊口采用搭接形式。
搭接长度为管壁厚度的6~8倍,管道的外径D 小于等于28mm时,搭接长度为(1.2~1.5)D(mm)。
(3) 焊接前应对铜管外壁和管件内壁用细砂纸,钢毛刷或含其他磨料的布砂纸擦磨,清除表面氧化物。
(4) 焊接过程中,焊嘴应根据管径大小选用得当,焊接处及焊条应加热均匀。
不得出现过热现象,焊料渗满焊缝后应立即停止加热,并保持静止。
自然冷却。
(5) 铜管与铜合金管件或铜合金管件与铜合金管件间焊接时,应在铜合金管件焊接处使用助焊剂,并在焊接完后,清除管道外壁的残余熔剂。
铜管生产工艺流程-概述说明以及解释
铜管生产工艺流程-概述说明以及解释1.引言1.1 概述铜管是一种常见的金属管材,具有优良的导热导电性能和良好的可加工性,因此在工业生产和日常生活中广泛应用。
铜管的生产工艺流程是指从原材料采购到成品出厂的一系列生产步骤和工艺控制过程。
铜管的生产工艺流程主要包括原料准备、锭坯熔炼、挤压成型、退火处理、拉伸、切割和检验等环节。
通过这些工艺过程,铜管可以得到理想的形状、尺寸和性能,满足不同领域的使用需求。
本文将重点介绍铜管生产工艺流程的关键要点,帮助读者了解铜管的生产过程,增进对铜管产品的认识和了解。
同时,通过对铜管生产工艺流程的介绍,也可以促进相关行业的技术创新和发展,提高铜管产品的质量和竞争力。
文章结构如下所示:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 铜管生产工艺流程要点12.2 铜管生产工艺流程要点23. 结论3.1 总结3.2 展望在引言部分,我们将介绍铜管的生产背景及重要性,并说明本文的研究目的和重要性。
在正文部分,我们将详细探讨铜管生产的工艺流程要点,包括原料准备、加工工艺、设备运行等内容。
最后,在结论部分,我们将对整个文章进行总结,并展望未来铜管生产工艺的发展方向和趋势。
1.3 目的本文旨在深入探讨铜管的生产工艺流程,介绍铜管在工业生产中的重要性和应用范围。
通过对铜管生产工艺流程的详细解析,读者可以了解铜管的制造过程,从而加深对铜管的认识和理解。
同时,本文还旨在帮助读者了解铜管生产中的关键技术和工艺要点,为相关行业的从业人员提供参考和借鉴。
通过本文的阅读,读者可以更好地了解铜管的生产工艺流程,进一步推动铜管行业的发展和进步。
2.正文2.1 铜管生产工艺流程要点1铜管的生产工艺流程是一个复杂的过程,其中有许多关键要点需要特别注意。
在本文中,我们将重点介绍其中的第一个要点。
铜管的生产工艺流程中的第一个要点是原材料准备。
在生产铜管之前,首先需要准备优质的铜材料。
铜材料的选择对于铜管的质量和性能具有至关重要的影响。
铜管焊接过程流程图
气缸行 程足够
焊接牢 固、不 泄露、 无焊渣、
人
机
铜 管 焊 接 不 符 合 工 艺 要
求料
法 环
测
电极混型
电极摆放混乱
上电极型号选择错误 选择电极未经过确认
对电极选择不熟悉
电极使用培训不到位
焊接后取壳体双手用力不均匀
员工培训不到位
定位销更换
管定位不准)
不及时
电极返修未 确定长度
电极返修 过短
电极返修焊接面 氧化层未除尽
定位销与壳体 管孔间隙
下电极过短(排 气管撞管)
电极返修未确认 焊接面质量
下电极焊接
面有杂质
机
汇报完毕,谢谢!
返修电极未确认长度
采购电极R角不合格
上电极内孔R角太小
电极返修R角太小
电极返修未确认R角
上下电极不对中
电极设计R角太小 工装松动
未进行电极对中
下电极过短(排气管易撞管)
电极返修过短 设计过短
下电极表面有杂质
电极返修未完全除去氧化层
电极返修后未确认电极长度 返修电极未确认合格
下工装对壳体有干涉
工装调整不到位
壳体来料表面 有难除污渍
壳体表面 有污渍
电极 混型
电极选择 不熟悉 电极 摆放 混乱
工作态度 不端正 电极选择未 经过确认
电极 培训 不到 位
电极 型号 选择 错误
员工培训 不到位
焊接后取壳 体手法不对
铜管焊 接不符
合工艺
员工对参数 选择不熟悉
电极返修 未确定焊
电极返修焊接 面直径过大
采购上电极 R角过小