复合冲裁模模具设计
冲裁模(冲压模具)课程设计 说明书

弓形连接固定片复合模设计零件名称:弓形连接固定片生产批量:中批量材料:零件材料为08钢,厚度为1.5mm图1-1一、零件工艺性分析弓形双孔连接固定块片是家用发电风扇中的一连接固定零件,零件的精度要求较低,具有较高的强度和刚度。
外形最大尺寸为70mm,属于小型零件。
该零件应中批量生产,外精度不高,只需平整,外轮廓是该零件需要保证的重点。
该零件用到的冲压工序有冲孔、落料,因此可设计冲孔落料复合模生产此零件。
二、工序设计及工艺计算1、排样毛坯最大尺寸70mm,不算太小,为保证冲裁件的质量,模具寿命和操作方便,采用有搭边,单排排样,如下图2-1所示,冲裁件之间的搭边值a=1.5mm,冲裁件与条料件侧边之间的搭边值a=2.3mm。
1图2-1-1计算条料的宽度:B=70+2×2.3+c=74.7(mm)其中c为调料可能的摆动量,c=0.1mm计算条料的步距:A=20+1.5=21.5(mm)图2-1-2一个步距内材料的材料利用率:η=985.182/(74.7*21.5)×100%= 61.34%2、压力中心确定和压力机的选择(1)、冲裁力的计算冲裁力 F p=Lt σb Kp (2-2-1) 其中:由图2-2知,周长L=213.057mm;=900Mpa, 此时,Kp=1,则:材料:08F钢板,查表,σbFp=213.057X1X900X1=191.75(kN) (2-2-2) 根据以上模具结构类型,采用弹性卸料和漏料出件,卸料力F q=KF,取K=0.05,则:F q =0.05×191.75=9.59(kN) (2-2-3)推料力Fq1=nK1Fp,去凹模刃壁垂直部分高度h=5mm,t=1mm,n=5/1=5;取K1=0.06,则:F q1=5X0.06X191.75=57.53(kN) (2-2-4)顶件力Fq2=K2Fp,K2=0.06,则:Fq2=0.06X191.75=11.51 (kN) (2-2-5) 本套模具用到的由压力机提供的有冲裁力和推料力,因此:总冲压力F=FP+ F q1总=191.75+57.53=249.28(kN) (2-2-6) (2)、压力中心的确定压力中心在两小圆垂直中心线上(3)、压力机的选择,取系数为1.3,则选用的压力机公称压力P≥(1.1~1.3) F总=1.3×249.28=324(kN)P≥1.3F总初选压力机公称吨位为400kN,型号为J23-40,其主要工艺参数如下:公称压力:400KN;滑块行程:100mm;行程次数:80次∕分;最大闭合高度:300mm;最大装模高度:220mm;闭合高度调节量:80mm;工作台尺寸(前后×左右):150mm×300mm;模柄孔尺寸:直径50mm,深度70mm;工作垫板:厚度80mm,孔径200mm;电动机功率:1.5kW。
模具毕业设计实例冲裁模设计举例
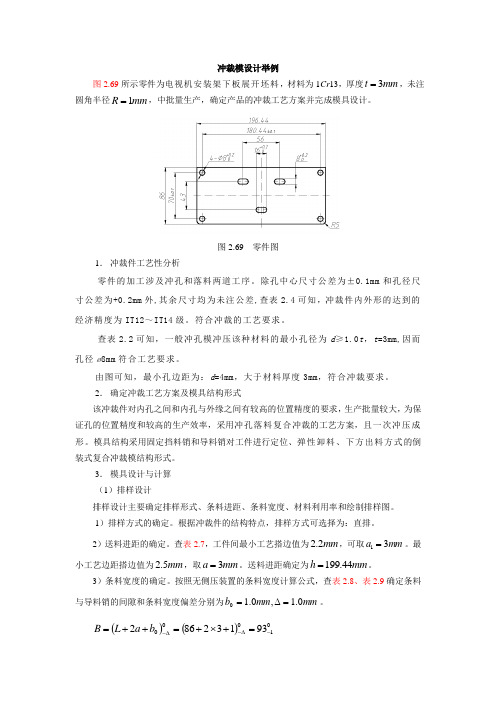
冲裁模设计举例图2.69所示零件为电视机安装架下板展开坯料,材料为1Cr 13,厚度mm t 3=,未注圆角半径mm R 1=,中批量生产,确定产品的冲裁工艺方案并完成模具设计。
图2.69 零件图1. 冲裁件工艺性分析零件的加工涉及冲孔和落料两道工序。
除孔中心尺寸公差为±0.1mm 和孔径尺寸公差为+0.2mm 外,其余尺寸均为未注公差,查表2.4可知,冲裁件内外形的达到的经济精度为IT12~IT14级。
符合冲裁的工艺要求。
查表2.2可知,一般冲孔模冲压该种材料的最小孔径为d ≥1.0t ,t =3mm,因而孔径ø8mm 符合工艺要求。
由图可知,最小孔边距为:d =4mm ,大于材料厚度3mm ,符合冲裁要求。
2. 确定冲裁工艺方案及模具结构形式该冲裁件对内孔之间和内孔与外缘之间有较高的位置精度的要求,生产批量较大,为保证孔的位置精度和较高的生产效率,采用冲孔落料复合冲裁的工艺方案,且一次冲压成形。
模具结构采用固定挡料销和导料销对工件进行定位、弹性卸料、下方出料方式的倒装式复合冲裁模结构形式。
3. 模具设计与计算(1)排样设计排样设计主要确定排样形式、条料进距、条料宽度、材料利用率和绘制排样图。
1)排样方式的确定。
根据冲裁件的结构特点,排样方式可选择为:直排。
2)送料进距的确定。
查表2.7,工件间最小工艺搭边值为mm 2.2,可取mm a 31=。
最小工艺边距搭边值为mm 5.2,取mm a 3=。
送料进距确定为mm h 44.199=。
3)条料宽度的确定。
按照无侧压装置的条料宽度计算公式,查表2.8、表2.9确定条料与导料销的间隙和条料宽度偏差分别为mm mm b 0.1,0.10=∆=。
()()0100093132862-∆-∆-=+⨯+=++=b a L B4)材料利用率的确定。
%08.91%10044.1999344.19686=⨯⨯⨯==Bh A η 4)绘制排样图。
复合冲裁模的典型结构_冲压模设计与模具制造_[共2页]
![复合冲裁模的典型结构_冲压模设计与模具制造_[共2页]](https://img.taocdn.com/s3/m/d6ed3139f8c75fbfc67db2cc.png)
2 冲裁模设计与制造64 2.2.2 复合冲裁模的典型结构复合模也是多工序模的一种。
它在结构上的主要特征是有一个既起落料凸模又起冲孔凹模作用的凸凹模(这是在复合模中必有的零件,其外形是落料凸模、其内孔是冲孔凹模,故称此零件为凸凹模)。
而在另一方面,则装着凸模和凹模,当上、下模两部分嵌合时,就能同时完成冲孔与落料,因此它不存在连续模冲压时的定位误差问题。
图2.35所示为冲孔落料复合模的基本结构。
复合模优点是生产率高,适用生产批量大、精度要求高的冲裁件,冲裁件的内孔与外缘的相对位置精度高,板料的定位精度要求比级进模低,冲模的轮廓尺寸较小,冲出的冲件平直度较高。
适用冲制材质较软或板料较薄的平直度要求较高的冲裁件,可以冲制孔边距离较小的冲裁件。
缺点是结构复杂,冲件容易被嵌入边料中影响操作,制造精度要求高,成本高。
由于复合模要在同一位置上完成几道工序,它必须在同一位置上布置几套凸、凹模。
对于复合模,如何合理地布置这几套凸、凹模是其要解决的主要问题。
按照复合模工作零件安装位置的不同,分为倒装式复合模和正装式复合模两种。
1.倒装复合模将落料凹模装在上模上,称为倒装式复合模。
结构特点是二套除料、除件装置。
优点是结构简单。
缺点是不宜冲制孔边距离较小的冲裁件。
图2.36所示为一副冲孔落料倒装复合冲裁模的典型结构。
冲裁件如图2.36右上角所示。
其外形为带圆角的垫片,中间有一个φ 25mm 的孔,靠两端有2 × φ 10mm 孔。
装在上模部分的有落料凹模17与冲孔凸模14、16,通过冲孔凸模固定板8、垫板15用螺钉与定位销与上模座7固定在一起。
装在下模部分的凸凹模18是通过凸凹模固定板19与下模座1固定在一起。
上、下模采用导柱导套导向,导柱布置在模座的后侧。
在冲裁后,为了完成推件与卸料,在上模部分还装有打杆12、推板11,打杆12与推板11组成的刚性推件系统,而在下模部分则装有卸料板4、卸料螺钉21与弹簧组成的弹性卸料系统。
落料冲孔复合模设计说明书

I摘要本次设计了一套冲孔﹑落料的模具。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、顶件力、卸料力等计算,确定模具的类型。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在论文中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性,接着是对冲压件的工艺分析,完成了工艺方案的确定。
第二部分,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本模具性能可靠,运行平稳,能够适应大批量生产要求,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键词:冲压;落料冲孔模;模具结构;目录1冲压基础知识 (1)2工艺分析 (3)2.1零件的功用与经济性分析 (3)2.2零件钣金成形工艺性分析 (3)2.2.1结构形状与尺寸分析: (3)2.2.2 精度与表面粗糙度 (4)2.2.3 材料 (4)3制定工艺方案 (5)3.1工艺方案的分析 (5)3.2工艺方案的确定 (5)4工艺计算 (6)4.1排样及材料的利用率 (6)4.11排样的选用原则 (6)4.12材料利用率的计算 (6)4.2落料力、冲孔力、卸料力、推件力的计算 (7)4.4模具刃口的尺寸和公差的确定 (10)4.41冲裁间隙的确定 (10)4.42凸、凹模刃口尺寸计算 (10)5 主要零部件设计 (13)5.1 凹模设计 (13)5.2 凸模的设计 (14)5.3 凸凹模设计 (15)5.4 卸料橡胶的设计 (16)5.5 卸料板的设计 (17)5.6 固定板的设计 (17)5.7 上下模座、模柄的选用 (18)6 冲压设备的校核与选定 (20)6.1 冲压设备的校核 (20)6.2 冲压设备的选用 (20)7 绘制模具总装图及零件图 (21)7.1装配图绘制 (21)参考文献 (22)1冲压基础知识冲压是利用模具使板料沿一定的轮廓形状产生分离的一种冲压工序。
倒装复合冲裁模具毕业设计——垫片的冲孔落料复合模设计
46
5
Abstract Stamping die in industrial production in the extensive application. Stamping die design take full advantage of the characteristics of the function of mechanical press, at room temperature under conditions of the blank piece of stamping, more efficient production and significant economic benefits. Stamping die design take full advantage of the characteristics of the function of mechanical press, at room temperature under conditions of the blank piece of stamping, more efficient production and significant economic benefits. This paper describes the mold structure is simple and practical examples, easy to use and reliable, similar to parts of the mass production of certain references. In a traditional industrial production, production workers in the labour-intensive, and labor capacity, which has seriously affected the improvement of production efficiency. With today's technology development, industrial production in the mold of use has become increasingly arouse people's attention, a lot has been applied to industrial production in the past. Stamping die of automatic feed technology into actual production, stamping die can greatly increase labor productivity, reduce the burden on workers and has important significance of technological progress and economic value. Key word: punching、die、manufacture
模具毕业设计72落料拉深复合冲裁模设计
摘要 (1)前言 (2)1. 工件的工艺性分析 (3)1.1 冲压件的工艺性分析 (3)1.2 拉深件的工艺性分析 (3)1.3 材料的工艺性分析 (4)1.4 拉深变形过程的分析 (4)2. 冲压工艺方案的确定 (7)3. 模具的技术要求及材料选用 (9)4. 主要设计尺寸的计算 (11)4.1 毛坯尺寸的确定 (11)4.2 冲压力的计算 (12)4.3 拉深间隙的确定 (13)4.4 冲裁件的排样 (14)5. 工作部分尺寸计算 (17)5.1 拉深凸凹尺寸的确定 (17)5.2 圆角半径的确定 (18)6. 模具的总体设计 (20)6.1 模具的类型及定位方式的选择 (20)6.2 推件零件的设计 (21)7. 主要零部件的结构设计 (23)7.1 工作零件的结构设计 (23)7.2 其他零部件的设计与选用 (24)8. 模具的总装图 (27)9. 模具的装配 (28)结束语 (29)致谢 (30)参考文献 (31)我设计的是一个落料拉深复合冲裁模,在本次设计中我参考了大量有关冷冲模模具设计实例等方面的资料。
再结合老师布置的题(设计一个工件为盒形件的复合冲裁模),我充分运用了资料上所有设计模具中通用的表、手册等,如修边余量的确定、拉深件毛坯直径的计算公式、盒形件用压边圈拉深系数、盒形件角部的第一次拉深系数等,然后再集结了自己平时的所学,还有通过对工件的零件、模具工作部分(凸凹模、拉深凸模、落料凹模)、模具装配图的绘制,我的绘图功底也有了一定程度地提高。
本次设计的主要内容:工件的工艺性分析;冲压工艺方案的确定;模具的技术要求及材料选用;主要设计尺寸的计算;工作部分尺寸计算;模具的总体设计;主要零部件的结构设计;模具的总装图;模具的装配等。
我觉得通过本次的毕业设计,达到了这样的目的:1.综合运用本专业所学课程的理论和生产实际知识,进行一次冷冲压模具(落料拉深冲裁模)设计工作的实际训练,从而培养和提高我们独立工作的能力。
冲裁工艺及冲裁模具设计
冲裁工艺及冲裁模具设计1. 引言冲裁工艺是金属板料加工中常用的一种工艺,通过冲击或剪切来完成金属板料的切割、成型等加工操作。
冲裁模具那么是用于完成冲裁工艺的工具,由上模和下模组成。
本文将介绍冲裁工艺的根本原理及最正确实践,并讨论冲裁模具的设计要点。
2. 冲裁工艺原理冲裁工艺的根本原理是利用冲裁模具对金属板料进行冲击或剪切,以到达切割、成型等目的。
冲裁工艺可以分为单冲、连冲和复合冲三种形式。
2.1 单冲单冲是指每次冲击或剪切只完成一次切割或成型操作。
单冲工艺简单、易于操作,适用于中小批量生产。
但是,由于每次操作只能完成一道工序,效率相对较低。
2.2 连冲连冲是指通过连续不断地进行冲击或剪切,一次完成多个工序。
连冲工艺具有高效率的优势,适用于大批量生产。
然而,连冲工艺要求操作速度快,冲裁模具的设计要求也相对较高。
2.3 复合冲复合冲是指在一个工序中使用多个冲裁模具,同时完成多个切割或成型操作。
复合冲工艺通常用于生产复杂的零件,可以提高生产效率和产品质量。
复合冲工艺的设计需要充分考虑模具的排列和动作协调的问题。
3. 冲裁模具设计要点3.1 模具材料选择冲裁模具需要具备足够的硬度和耐磨性,以保证模具长时间使用不失效。
常用的模具材料有工具钢、合金钢等。
在选择模具材料时应综合考虑材料的强度、硬度、热导率和加工难度等因素。
3.2 模具结构设计冲裁模具的结构设计直接影响到冲裁工艺的稳定性和产品质量。
模具结构应合理布局、刚性足够,并考虑到易于组装和维护等因素。
另外,模具的导向装置和定位装置也需要合理设计,以确保模具在工作过程中的准确性和稳定性。
3.3 模具冷却系统设计冲裁模具在工作过程中会受到较大的热冲击,冷却系统的设计对于模具的寿命和工作效率起到重要的作用。
冷却系统应考虑到模具各部位热量分布的差异,并采取适宜的冷却方式和冷却介质,以提高模具的冷却效果。
3.4 模具润滑系统设计模具润滑系统的设计对于减少摩擦、延长模具寿命和提高产品质量非常重要。
端盖落料拉深冲孔复合模设计

端盖落料拉深冲孔复合模随着中国工业不断地发展,模具行业也显得越来越重要。
本文针对端盖的冲裁工艺性和拉深工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序),确定用一幅复合模完成落料、拉深和冲孔的工序过程。
介绍了端盖冷冲压成形过程,经过对端盖的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,拉深次数,冲压工序性质、数目和顺序的确定。
进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。
还具体分析了模具的主要零部件(如凸凹模、卸料装置、拉深凸模、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。
列出了模具所需零件的详细清单,并给出了合理的装配图。
通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
1 分析零件的工艺性冲压件工艺性是指冲压零件在冲压加工过程中加工的难易程度。
虽然冲压加工工艺过程包括备料—冲压加工工序—必要的辅助工序—质量检验—组合、包装的全过程,但分析工艺性的重点要在冲压加工工序这一过程里。
而冲压加工工序很多,各种工序中的工艺性又不尽相同。
即使同一个零件,由于生产单位的生产条件、工艺装备情况及生产的传统习惯等不同,其工艺性的涵义也不完全一样。
这里我们重点分析零件的结构工艺性。
该零件是端盖,如图1.1,该零件可看成带凸缘的筒形件,料厚t=2mm,拉深后厚度不变;零件底部圆角半径r=1.5mm凸缘处的圆角半径也为R=1.5mm;尺寸公差都为自由公差,满足拉深工艺对精度等级的要求。
图1.1 工件图工艺性对精度的要求是一般情况下,拉深件的尺寸精度应在IT13级以下,不宜高于IT11级;对于精度要求高的拉深件,应在拉深后增加整形工序,以提高其精度,由于材料各向异性的影响,拉深件的口部或凸缘外缘一般是不整齐的,出现“突耳”现象,需要增加切边工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
该零件为连接片,材料较薄,主要用于零件之间的连接作用。
零件外形轴对称,有圆弧段,系典型的板料冲裁件,材料为15钢,板厚1mm。
冲裁件孔与孔、或孔与边缘的间距b、b1,符合b>1.5t,b1>t。
根据设计图纸可知,采用典型的冲孔模和落料模工艺,来达到一定的精度要求。
根据要求,采用冲裁落料复合模的正装形式。
2.冲压工艺方案的确定
冲压性质:冲孔落料
工序组合方式:采用冲孔落料模。
3.排样方式及材料利用率
材料利用率为η=(A0/A)×100%
=(8860.63/11386.32)×100%
=77.82%
4.模具结构形式合理性分析
(1)滑动导向模架结构型式[3]图2-73 a
中间导柱的模架规格:单位:mm表1-286
(2)复合模矩形薄凹模典型组合[3]图1-79
复合模矩形薄凹模典型组合尺寸:单位:mm表1-304
(3)合理性分析
各板厚之和=8+20+18+18+16+22+8=110
各板厚之和+h1+h2+1=110+45+50+1=206
HMAX=240 HMIN=200
∴HMAX>206>HMIN 即合理
5.模具主要零件形式、材料的选择、公差配合、技术要求的说明
(1)导柱和导套
导柱和导套都加工方便,容易装配,是模具行业应用最广的导向装置。
导柱和导套为间隙配合,要求配合表面坚硬和耐磨,且有一定的强韧性,常用20号钢制作,表面经过渗碳淬火处理,硬度为HRC58-62,渗碳层深度0.8-1.2mm。
导柱:
选用B型导柱,基本尺寸d=25mm,L=200mm, l=55mm
导套:
基本尺寸d=25mm,D=38 mm, L=100mm,H=40mm
(2)空心垫板
(3)凸模固定板
凸模固定板主要用于小型凸模、凹模或凸凹模等工作零件的固定。
凸模固定板或凸凹模固定板的外形与凹模轮廓尺寸基本上是一致的。
凸、凹模固定板由A3或A5号钢制造。
由于凸模的尺寸和外形,因此凸模固定板厚度取20mm。
(4)卸料板
设计中使用的是固定卸料板,内镶有小导柱,用作凸模导向和卸料,适于小孔精密冲压或高速冲压。
固定卸料板有一定厚度,用螺钉和销钉固定在上模上,能承受的卸料力较大。
固定卸料板和凸模的单边间隙,一般取0.1-0.5mm,但不小于0.05mm。
固定卸料板厚度与冲裁力大小、卸料尺寸等有关,取20mm。
俯视图
上视图
(5)模柄
根据所选择的压力机,其模柄孔尺寸为Φ50×70 mm 查[3]表10-47,选用压入式模柄,得参数:。