数控车中级工图纸参考资料
数控车床图纸

数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车床图纸
数控车床图纸 控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸(作业)
数控车床图纸
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答图形的型值点的坐标值
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车中级工图纸及评分标准(六套)

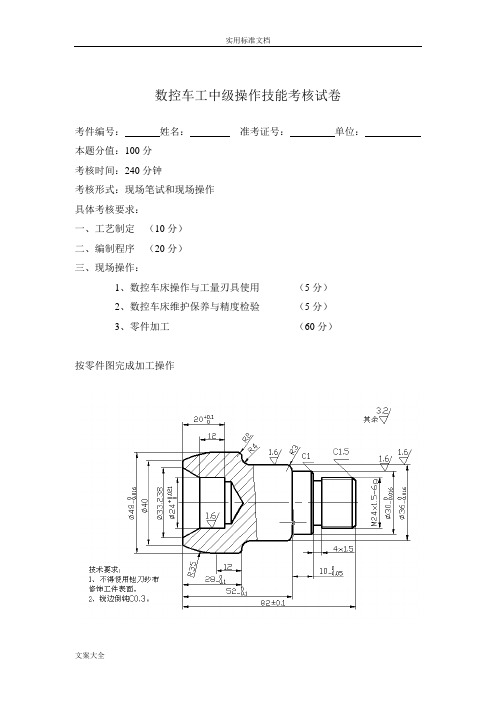
数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:一、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:二、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:三、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:四、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:五、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:六、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日。
中级数控车床工的全面练习图纸、评分表和完整程序

精选文档把手(中级)K0005(A)其余技术要求1.棱边倒钝。
2.未注倒角1X45°.精选文档中级数控车床工技术评分表(A)专业工种号09216姓名准考据号总得分图号K0005(A)使用机床查核日期序号查核项目查核内容及要求配分评分标准检测结果扣分得分备注1?24IT10超差0.01扣3分2Ra4降一级扣2分3外圆?15IT8超差0.02扣3分4Ra4降一级扣2分5?28IT6超差0.02扣3分6退刀槽3×1?84超差0.05扣2分7宽34超差0.05扣2分8长度70IT4超差0.05扣2分915IT4超差0.05扣2分10球面R12.512超差0.02扣2分11Ra2降一级扣2分12螺纹M10×1M1012不合格不得分13Ra2降一级扣2分14锥度?20/?Ra4降一级扣2分15×1115内球面R7.5IT8超差0.02扣2分16Ra2降一级扣2分17圆弧圆锥连结圆滑程度10酌情扣分181920文明生产按相关规定每违犯一项从总分中扣3分,发生重要事故撤消扣分不超出10考试。
分一般依据GB1804-M。
螺纹丈量方法为使用通止规丈量法,通扣分不超出1021其余项目规能够经过全程螺纹,且止规旋入三个牙为合格。
分工件一定完好,考件局部无缺点(夹伤等)。
22程序编制程序中有严重违犯工艺的则撤消考试资格,小问题则视状况扣分不超出25酌情扣分。
分23加工时间90分钟后还没有开始加工则停止考试;150min后,每超出1分钟扣1分,180min时,停止考试。
记录评分监考主考.精选文档手柄(中级)K0003(B) 其余技术要求棱边倒钝。
未注倒角.精选文档中级数控车床工技术评分表(B)专业工种号09216姓名准考据号总得分图号K0003(B)使用机床查核日期序号查核项目查核内容及要求配分评分标准检测结果扣分得分备注1外圆?28IT15超差0.01扣3分2Ra4降一级扣2分3长度70IT8超差0.02扣2分418IT8超差0.05扣2分5球面R82R8215超差0.02扣3分6Ra10降一级扣5分7左右端面倒角1×45o4一边未倒扣2分8两头面Ra8降一级扣2分9内螺纹G1/2G18不合格不得分10Ra2降一级扣2分11圆弧圆锥连结圆滑程度8酌情扣分12131415161718中级数控车床工的全面练习图纸、评分表和完整程序1920文明生产按相关规定每违犯一项从总分中扣3分,发生重要事故撤消扣分不超出10考试。
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数车中级加工图纸

《数控车工》(四级)之阳早格格创做问题卷试题代码:试题称呼:轴类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片问题卷试题代码:试题称呼:盘类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片《数控车工》(四级)试题单试题代码:试题称呼:轴类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:盘类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:轴类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单《数控车工》(四级)试题单试题代码:试题称呼:盘类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单试题评分表试题代码:1.1.1试题称呼:轴类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:1.2.1试题称呼:盘类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.1.1试题称呼:轴类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)1、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.2、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.3、整件有宽沉的碰伤、过切,不予评分.4、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.5、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.2.1试题称呼:盘类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)6、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.7、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.8、整件有宽沉的碰伤、过切,不予评分.9、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.10、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)审定规划一、审定办法:数控车工(四级)的审定办法分为表里知识考查战收配技能考核.表里知识考查采与关卷估计机机考办法,收配技能考核采与现场本质收配办法.表里知识考查战收配技能考核均真止百分造,结果皆达60分及以上者为合格.表里知识大概收配技能不迭格者可按确定分别补考.二、表里知识考查规划(考查时间90分钟)三、收配技能考核规划考核名目表四. 组卷(审定核心用)表里知识审定组卷(考查时间90分钟):收配技能考核组卷:注:脚工编程与数控加工仿真模块战数控车床收配与整件加工模块为统一试题单《数控车工》(四级)收配技能审定因素细目表《数控车工》(四级)审定所树坐技能央供注:原表所列不过原工做(等第)收配技能审定每一种工位必须摆设的设备及设备附属品战消耗品、牢固需要的工具等,其余审定处事所需的资料、样品、半废品、文具、工具、耗材等,将正在试题单上另止列出,并证明是审定所准备仍旧考死准备;有几个工位共时处事的,原单所列依工位数量减少.。
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
Байду номын сангаас
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸数控程序编程的参考解答数控车床图纸数控程序编程的参考解答数控车床图纸数控程序编程的参考解答数控车床图纸数控程序编程的参考解答数控车床图纸数控程序编程的参考解答图形的型值点的坐标值
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸(作业)
数控车床图纸
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
数控车中级工图纸及评分实用标准(六套)
数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:一、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:二、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表考评员:年月日考评组长:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:三、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:四、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:五、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:六、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表考评员:年月日考评组长:年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精加工
0.1~0.2 0.06~0.08
0.03~0.05
0.1~0.08 0.04~0.06 0.03~0.05
数控加工编程与操作
第六章 数控车床的编程
O0001 G97 S800 M03
数控
T0101
G00 X40. Z5.
G73 U3.5 R5
G73 P10 Q20 U0.5 W0 F0.15
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
第六章 数控车床的编程
数控
其余
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
第六章 数控车床的编程
数控
件2
件1
件1件2相配
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
技术要求: 1、件1与件2的内外SR15圆弧涂色检验达到65%以上。 2、件1与件2相配测量S?38圆球直径相配总长及相配间隙。
第六章 数控车床的编程
数控
其余
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
数控加工编程与操作
第六章 数控车床的编程
数控 13
其余
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
毛坯材料 毛坯尺寸 加工时
钢、铝 0 分钟
数控加工编程与操作
第六章 数控车床的编程
数控
M00
G97 S600 M03
T0404
G00 X15.5 Z5.0
G71 U1.0 R0.3
G71 P30 Q40 U-0.5 W0 F0.08
N30 G01 G41 X30.0 F0.5 刀号 刀具类型
Z0
外形刀
螺纹刀
镗刀
割槽刀
数控加工编程与操作
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
其余
X28.0 Z-1.0 F0.06 Z-10.5 X22.0 Z-17.5 Z-28.0 G03 X16.0 Z-33.745 R7.0 F0.04 G01 Z-43.0 F0.06 N40 G40 X15.5 F0.5 G28 U0 W0 M05 M00 G97 S800 M03 T0404 G00 X15.5 Z5.0 G70 P30 Q40 G28 U0 W0 M05 M00 G97 S400 M03 T0202 G00 X42.0 Z-44.975 G01 X15.0 F0.03 G01 X45.0 F1. G28 U0 W0 M05 M30
N10 G01 G42 X31.55 F0.5
Z0
G03 Z-42.0 R70.0 F0.06
G01 W-5.0 F0.08
N20 G40 X40.0 F0.5
G28 U0 W0
M05
M00
G97 S1000 M03
Байду номын сангаас
T0101
G00 X40.0 Z5.0
G70 P10 Q20
G28 U0 W0
M05
第六章 数控车床的编程
G97 S450 M数03控 T0303 G00 X42.0 Z5. G92 X35.2 Z-32.0 F3.0 X34.6 X34.2 X34.05 X34.05 G28U0W0M05 M00 G97 S450 M03 T0303 G00 X42.0 Z6.5 G92 X35.2 Z-32.0 F3.0 X34.6 X34.2 X34.05 X34.05
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
第六章 数控车床的编程
数控
刀号 刀具类型 外形刀 割槽刀 螺纹刀 镗刀
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
第六章 数控车床的编程
数控
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
毛坯材料 毛坯尺寸 加工时
数控加工编程与操作
钢、铝 分钟
第六章 数控车床的编程
数控
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
数控加工编程与操作
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
第六章 数控车床的编程
数控
其余 未注倒角0.5X45°
数控加工编程与操作
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
技术要求:内外圆锥接触面积不小于60%。
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
第六章 数控车床的编程
数控
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
第六章 数控车床的编程
数控
其余
数控加工编程与操作
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
第六章 数控车床的编程
数控
其余
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
数控加工编程与操作
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
第六章 数控车床的编程
数控
全部
数控加工编程与操作
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
第六章 数控车床的编程
数控
其余
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
机械制造教研室
S、F用量推荐表
S
T0101 (外圆) T0202 (割刀) T0303 (螺纹) T0404 (镗孔) T0505 (内割) T0606 (内螺)
粗加工
精加工
600~800 1000~1200
300~500
300~500
400~600 700~800
300~500
300~500
F
粗加工
数控加工编程与操作
其余
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
第六章 数控车床的编程
数控
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
第六章 数控车床的编程
数控
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀
数控加工编程与操作
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
第六章 数控车床的编程
数控
其余
刀号 刀具类型
外形刀 螺纹刀 镗刀 割槽刀
毛坯材料 毛坯尺寸 加工时
数控加工编程与操作
钢、铝 分钟
第六章 数控车床的编程
数控
毛坯材料 毛坯尺寸 加工时
钢、铝 分钟
数控加工编程与操作
刀号 刀具类型 外形刀 螺纹刀 镗刀 割槽刀