焊接位置与焊缝符号解读
常用焊缝的基本符号及标注方法
IMM国际煤机集团郑州四维设计研究院内部培训2009年12月16日焊缝符号的表示方法一、焊缝符号1.基本符号-是用来表示焊缝横截面形状的符号(如角焊缝、坡口焊等)2.辅助符号-是用来表示焊缝表面形状特征的符号(如坡口焊符号上加一水平线表示焊平等)3.补充符号-是用来补充说明焊缝的某些特征的符号(三面焊符号、周围焊符号等)1.常用的基本符号(见表一)1.1角焊缝1.1.1基本符号1.1.2焊缝型式1.1.3标注方法1.2 V形焊缝(双边坡口焊)1.2.1基本符号1.1.2焊缝型式1.1.3标注方法1.3单边V形焊缝(单边坡口焊)1.3.1基本符号1.3.2焊缝型式1.3.3标注方法按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3)1.4带钝边J形焊缝1.3.1基本符号1.3.2焊缝型式1.3.3标注方法1.5塞焊缝或槽焊缝1.5.1基本符号1.5.2焊缝型式1.5.3标注方法表一:常用的基本符号2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号表二:辅助符号3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三)如周围焊,三面焊,现场焊等表三:补充符号二|、符号在图样上的位置1、基本要求完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还包括指引线,一些尺寸符号及数据。
指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。
(见图1)。
图1:指引线2箭头线和接头的关系(见图2)2.1接头的箭头侧2.2接头的非箭头侧3.箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。
见图3(a)必要时,允许箭头线弯折一次见图3(b)。
4.基准线的位置(见图4)基准线的虚线可以画在基准线的实线下侧,也可以画在实线的上侧。
常用焊缝符号及其标注方法全)..
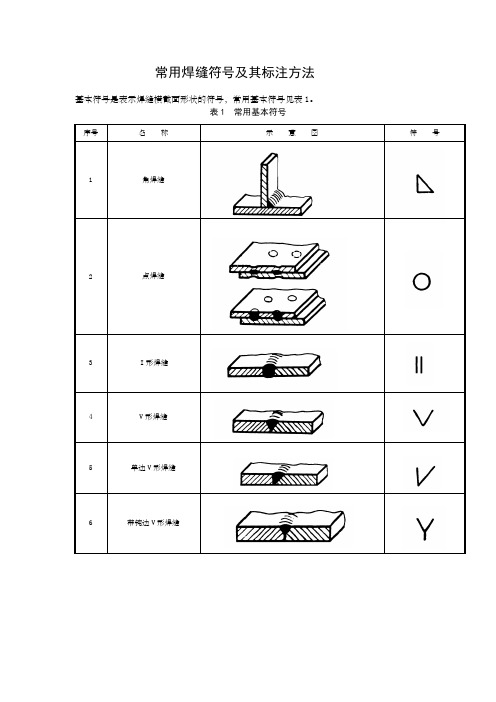
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊接位置与焊缝符号_图文

第四章 焊接位置与焊缝符号
了解焊缝符号、焊接方法代号的表示方法, 能够正确看懂焊接结构图样。
目录
第一节 焊接位置 一、焊接位置的分类 二、板+板的焊接位置 三、管+管的焊接位置 四、管+板的焊接位置 第二节 焊缝符号 一、焊缝基本符号 二、辅助符号 三、补充符号 四、焊缝尺寸符号 五、特殊焊缝符号 六、焊接方法代号 七、焊缝标注实例 八、焊接装配视图 复习思考题
焊缝符号是用在焊接结构的图样上,标注焊缝形式、 焊缝尺寸、焊接方法等的工程语言,又是进行焊接施工的 主要依据。
焊缝符号按GB/T 324—1988规定,一般由基本符号 与指引线组成,必要时还可以加上辅助符号、补充符号 和焊缝尺寸符号。
一、焊缝基本符号
焊缝基本符号是表示焊缝横截面形状的符号。焊缝 基本符号有13种,见表4-1。
指引线由带有箭头的指引线和两条基准线(一条为 实线,另外一条为虚线)两部分组成,基准线的虚线可 以画在基准线实线下侧或上侧。基准线一般应与图样底 边相平行,特殊条件下可以与底边垂直,如图4-8所示 ;当焊缝在接头的非箭头侧时,则将基本符号标在基准 线的虚线侧,如图4-8所示;标注对称焊缝及双面焊缝 时,可以不加虚线。
见图4-3。
图4-3 焊接位置 PA-平焊位置 PB-平角焊位置 PC-横焊位置 PD-仰角焊位置 PE-仰焊位置 PF-立焊位置 PG-立焊位置
二、板+板的焊接位置
板+板的焊接位置有五种位置,常用的有板平焊、板立焊 、板横焊、板仰焊和船形焊。板+板焊接位置如图4-4所示。
图4-4 板+板焊接位置 a)板平焊 b)板立焊
一、焊接位置的分类
1.定义
焊接图纸符号解读,终于能看懂了

焊接图纸符号解读,终于能看懂了展开全文一般的机械人刚开始看焊接图纸,有看天书的赶脚。
本文罗列了各种焊接图纸符号和解读。
基本坡口符号坡口符号焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
焊缝标注介绍 图文并茂

类似结构“”:焊缝基本符号,表示无钝边的单斜边坡口;
“10”:焊缝尺寸符号,表示坡口深度;
“—”:焊缝辅助符号,表示焊缝表面平齐(一般通过加工);
“类似结构”:焊缝补充符号,表示相同结构采用相同的焊缝。
待焊部位为无钝边的单斜边坡口,坡口深10mm,焊后要求焊缝表面平齐(通过加
工或打磨),相同结构采用相同的焊缝。
焊缝形式标准图样组对要求施焊前状态图片施焊前工艺准备施焊后状态图片执行工艺规程
板—板
对接焊缝不戴垫板
戴垫板1.组焊前将焊接坡口区及距焊缝边缘
30mm范围内的油污.铁锈.氧化渣.
毛刺.漆.水渍清理于净,表面露出金
属光泽,无缺陷。
2.按工艺要求用机械加工或手工气割
方式开出坡口,将坡口周围打磨光
滑。
1.平焊
SJ-WPS-FCAW-00-05
2.立焊
SJ-WPS-FCAW-00-06
3. 施焊前应检查坡口的尺寸是否符合
设计要求,同时须控制组对公差,角焊缝和不戴垫板的对接焊缝组对间隙为0~2mm,戴垫板的对接焊缝组对间隙
为R2
(R为图纸设计尺寸)。
角焊缝1.平焊
SJ-WPS-FCAW-02-11 2.立焊
SJ-WPS-FCAW-02-12
管—板角焊缝
SJ-WPS-FCAW-02-18。
焊缝符号表示方法
焊缝符号表示方法焊接是一种常见的金属加工方法,它通过加热金属至熔点,然后使其冷却形成一体的工艺。
在焊接过程中,焊缝符号是非常重要的,它能够清晰地表示焊接部位和焊接方法,为焊接工作提供了重要的参考依据。
下面我们将介绍焊缝符号的表示方法。
1. 直角焊缝符号。
直角焊缝符号是最常见的一种,它表示了两个金属零件的直角焊接。
在图纸上,直角焊缝符号通常是一个L形的符号,其中一条线代表一侧的焊缝,另一条线代表另一侧的焊缝。
这种符号简单明了,便于工人理解和操作。
2. 对接焊缝符号。
对接焊缝符号用于表示两个金属零件的对接焊接。
在图纸上,对接焊缝符号通常是两条平行线,代表两个金属零件的对接部位。
通过对接焊缝符号,工人可以清晰地了解焊接的位置和方式,确保焊接质量。
3. 角焊缝符号。
角焊缝符号用于表示两个金属零件的角焊接。
在图纸上,角焊缝符号通常是一个带有角度标识的符号,以及焊缝的具体位置。
这种符号能够准确地指导工人进行角焊接,确保焊接质量和工艺要求。
4. 焊缝尺寸表示。
除了表示焊接位置和方式,焊缝符号还需要标注焊缝的尺寸。
这包括焊缝的宽度、深度和长度等信息。
在图纸上,焊缝尺寸通常用数字和符号表示,工人需要根据这些信息进行具体的焊接操作。
5. 焊缝形状表示。
焊缝形状对焊接质量和外观有着重要影响,因此在焊缝符号中也需要标注焊缝的形状。
常见的焊缝形状包括平焊、搭接焊、角焊、对接焊等,它们分别对应不同的焊接工艺和要求。
总结,焊缝符号是焊接图纸中非常重要的一部分,它能够清晰地表示焊接位置、方式、尺寸和形状,为焊接工作提供了重要的参考依据。
在实际工作中,工人需要准确理解和操作焊缝符号,确保焊接质量和工艺要求。
希望本文介绍的焊缝符号表示方法能够对大家有所帮助。
焊缝符号及其意义.3[精选]
![焊缝符号及其意义.3[精选]](https://img.taocdn.com/s3/m/dcce069d6429647d27284b73f242336c1eb9308c.png)
常用焊缝符号及其意义焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
1.基本符号2.辅助符号、补充符号名称平面符号凹面符号凸面符号带垫板符号三面焊缝符号周围焊缝符号现场符号尾部符号交错断续焊接符号符号—)(○说明焊缝表面齐平(通过加工)焊缝表面凹陷焊缝表面凸起表示焊缝底部有垫板表示三面带有焊缝表示环绕焊件周围焊缝现场或工地进行焊接参照GB5185标注等内容由一组交错断续的相同焊缝组成3.指引线表示方法及应用指引线使用时应与基本符号配合:1)如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧;2)如果焊缝在接头的非箭头侧,则将基本符号标在基准的虚线侧;3)标对称焊缝及双面焊缝时,可不加虚线。
4.示例:断续I形对接焊缝,焊缝有效厚度s,长l,焊缝间距e,焊缝在箭头侧。
平面V形封底焊缝,焊缝表面平齐,焊缝有效厚度s,长l,焊缝间距e,焊缝在箭头侧。
单边V形焊缝,周围焊,焊缝有效厚度s,长l,焊缝间距e,焊缝在非箭头侧,相同焊缝有N条。
断续角焊缝,焊角K,n段长l,焊缝间距e,焊缝在箭头侧,相同焊缝有N条,在工地焊接。
带钝边单边V形焊缝,焊缝有效厚度s,长l,间距e,焊缝在非箭头侧,相同焊缝N条,现场焊接。
点焊缝,有n段焊缝,熔核直径d,焊缝间距e,点焊缝偏离中心位置,在箭头侧。
缝焊缝,有n段焊缝,焊缝宽度c,长度l,焊缝间距e,缝焊缝偏离中心位置,在非箭头侧。
凸面V形带垫板对接焊缝,焊缝有效厚度s,长l,间距e,焊缝表面凸起。
卷边焊缝,焊缝有效厚度s,焊缝在箭头侧,手弧焊。
塞焊缝,熔核直径d,有n段焊缝,间距e,焊缝在箭头侧。
连续凹面角焊缝,焊脚k,焊缝表面凹陷,现场沿工件周围施焊,手弧焊。
交错断续角焊缝,焊角K,焊缝长l,焊缝间距e,现场施焊。
交错点焊缝,焊缝位于中心位置,直径d,相邻两焊点间距e1。
焊缝行间距e2。
断续缝焊缝,焊缝位于中间位置,焊缝宽度c,焊缝长l,间距e,名称I形焊缝V形焊缝单边V形焊缝角焊缝Y形焊缝带钝边U形焊缝带钝边单边V形焊缝点焊缝缝焊缝封底焊缝卷边焊缝塞焊缝符号。
常用焊缝符号及其标注方法
常用焊缝符号及其标注方法1.焊缝符号的种类:常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。
这些焊缝符号通常用于表示不同形状和位置的焊缝。
2.焊缝符号的标注方法:常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。
具体标注方法如下:(1)长焊缝:使用一根带箭头的直线来表示。
箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。
箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。
直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。
两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。
两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺:为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。
标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。
通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。
通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。
因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四章 焊接位置与焊缝符号
第一节 焊接位置
一、焊接位置的分类
1.定义
焊接位置,指熔焊时焊件接缝所处的空间位置,可 用焊缝倾角和焊缝转角来表示。
2、类型
有平焊、立焊、横焊和仰焊位置等。在其位置上进行 的焊接分别称为平焊、立焊、横焊和仰焊。
焊缝倾角,是指焊缝轴线与水平之间的夹角,见图 4-1。焊缝转角,是焊缝中心线(焊根和盖面层中心连线) 和水平参照面Y轴的夹角,见图4-2。
第四章 焊接位置与焊缝符号
第一节 焊接位置
图4-3 焊接位置 PA-平焊位置 PB-平角焊位置 PC-横焊位置 PD-仰角焊位置 PE-仰焊位置 PF-立焊位置 PG-立焊位置
第四章 焊接位置与焊缝符号
第一节 焊接位置
二、板+板的焊接位置
板+板的焊接位置有五种位置,常用的有板平焊、板立焊、 板横焊、板仰焊和船形焊。板+板焊接位置如图4-4所示。
一、焊缝基本符号
焊缝基本符号是表示焊缝横截面形状的符号。焊缝 基本符号有13种,见表4-1。
第四章 焊接位置与焊缝符号
第二节 焊缝符号
第四章 焊接位置与焊缝符号
第二节 焊缝符号
二、辅助符号
辅助符号是表示焊缝表面形状特征的符号。辅助符 号有三种,分别是焊缝表面平齐、焊缝表面凹陷、焊缝 表面凸起。焊缝辅助符号见表4-2。焊缝辅助符号应用示 例见表4-3。
图4-4 板+板焊接位置 a)板平焊 b)板立焊 c)板横焊 d)板仰焊 e)船形焊
第四章 焊接位置与焊缝符号
第一节 焊接位置
三、管+管的焊接位置
管+管的焊接位置常见的有管+管水平转动焊、管+管 垂直固定焊、管+管水平固定焊、管+管45°固定焊等四 种焊接位置。
图4-5 管+管焊接位置 a)水平转动焊 b)管+管垂直固定焊 c)管+管水平固定焊 d)管+管45°固定焊
第四章 焊接位置与焊缝符号
第一节 焊接位置
四、管+板的焊接位置
管+板接头种类有插入式管板角焊缝和骑座式管板 角焊缝两种,管+板角焊缝焊接位置有管+板垂直俯位、 管+板垂直仰位、管+板水平固定、管+板45°固定等四 种焊接位置。管+板接头种类见图4-6。管+板焊接位置 见图4-7。
图4-6 管+板接头类型 a)骑座式管板 b)插入式管板
第四章 焊接位置与焊缝符号
第二节 焊缝符号
第四章 焊接位置与焊缝符号
第二节 焊缝符号
三、补充符号
补充符号是为了补充说明焊缝的某些特征而采用的 符号,焊缝补充符号见表4-4。焊缝补充符号应用示例见 表4-5。
第四章 焊接位置与焊缝符号
第二节 焊缝符号
第四章 焊接位置与焊缝符号
第二节 焊缝符号
指引线由带有箭头的指引线和两条基准线(一条为 实线,另外一条为虚线)两部分组成,基准线的虚线可 以画在基准线实线下侧或上侧。基准线一般应与图样底 边相平行,特殊条件下可以与底边垂直,如图4-8所示; 当焊缝在接头的非箭头侧时,则将基本符号标在基准线 的虚线侧,如图4-8所示;标注对称焊缝及双面焊缝时, 可以不加虚线。
第四章 焊接位置与焊缝符号
第二节 焊缝符号
第四章 焊接位置与焊缝符号
第二节 焊缝符号
第四章 焊接位置与焊缝符号
第二节 焊缝符号
第四章 焊接位置与焊缝符号
第二节 焊缝符号
缝尺寸符号及数据的标注原则:
1)焊缝横截面上的尺寸标在基本焊缝的左侧。 2)焊缝长度方向尺寸标在基本符号的右侧。 3)坡口角度、坡口面角度、根部间隙等尺寸标在 基本符号的上侧或下侧。 4)相同焊缝数量符号标在尾部。 5)当需要标注的尺寸数据较多而又不易分辨时, 可在数据前面增加相应尺寸符号,见图4-9。
第四章 焊接位置与焊缝符号
目 录
第一节 焊接位置 一、焊接位置的分类 二、板+板的焊接位置 三、管+管的焊接位置 四、管+板的焊接位置 第二节 焊缝符号 一、焊缝基本符号 二、辅助符号 三、补充符号 四、焊缝尺寸符号 五、特殊焊缝符号 六、焊接方法代号 七、焊缝标注实例 八、焊接装配视图 复习思考题
第四章 焊接位置与焊缝符号
第一节 焊接位置
图4-7 管+板焊接位置 a)垂直俯位 b)垂直仰位 c)水平固定 d)45°固定
第四章 焊接位置与焊缝符号
第二节 焊缝符号
焊缝符号是用在焊接结构的图样上,标注焊缝形式、 焊缝尺寸、焊接方法等的工程语言,又是进行焊接施工的 主要依据。 焊缝符号按GB/T 324—1988规定,一般由基本符号 与指引线组成,必要时还可以加上辅助符号、补充符号 和焊缝尺寸符号。
第四章 焊接位置与焊缝符号
第一节 焊接位置
图4-1 焊缝倾角
图4-2 焊缝转角
第四章 焊接位置与焊缝符号
第一节 焊接位置
(1)平焊位置 焊缝倾角0°,焊缝转角90°的焊接位置,见图4-3。 (2)横焊位置 焊缝倾角0°、180°,焊缝转角0°、180°的对 接位置,见图4-3。 (3)立焊位置 焊缝倾角90°(立向上),270°(立向下)的位置, 见图4-3。 (4)仰焊位置 对接焊缝倾角0°、180°,转角270°的焊接位置, 见图4-3。
图4-8 指引线及标注 a)指引线组成 b)焊缝在接头箭头侧 c)焊缝在接头的非箭头侧 d)双面焊缝
第四章 焊接位置与焊缝符号
第二节 焊缝符号
四、焊缝尺寸符号
焊缝尺寸符号是表示坡口和焊缝各特征尺寸的符号。 焊缝尺寸符号见表4-6。焊缝尺寸标注示例见表4-7。焊缝尺 寸及数据标注原则如图4-9所示。
技能型人才培训用书
国家职业资格培训教材
焊工(初级)
国家职业资格培训教材编审委员会 刘云龙 主编 编
技能型人才培训用书
国家职业资格培训教材
第四章 焊接位置与焊缝符号
依据劳动和社会保障部
制定的《国家职业标准》要求编写
第四章 焊接位置与焊接符号示方法, 能够正确看懂焊接结构图样。
第四章 焊接位置与焊缝符号
第二节 焊缝符号
图4-9
焊缝尺寸及数据标注原则
第四章 焊接位置与焊缝符号
第二节 焊缝符号
五、特殊焊缝符号
在图样上对有特殊要求的焊缝标注时使用的符号, 叫特殊焊缝符号。特殊焊缝的标注见表4-8。
第四章 焊接位置与焊缝符号
第二节 焊缝符号
六、焊接方法代号
在焊接结构的图样上,可用阿拉伯数字表示金属焊 接及钎焊等各种焊接方法。GB/T 5185—1985中规定了6 类99种焊接方法代号,常用的焊接方法代号见表4-9。