焊接符号及标注方法98158
焊接符号标注及详细表示方法
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接符号标注及详细表示方法地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载 HYPERLINK "/zt-hanjiefuhao/%E7%84%8A%E6%8E%A5%E7%AC%A6%E5%8F%B7%E8%AF%B4%E6%98%8E%E5 %A4%A7%E5%85%A8.xls" 焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) HYPERLINK"/biaozhun/showbz_915.html" \t "_blank" GB324一2008《焊缝代号》。
常用焊缝符号及其标注方法课件
端接焊缝是一种特殊类型的焊接 接头,用于连接两个相互平行的
焊接表面。
端接焊缝符号通常由一个水平横 线和垂直竖线组成,表示焊接表
面的位置和方向。
端接焊缝的焊接质量要求较高, 因为其承载能力取决于焊接接头
的强度和稳定性。
其他常用焊缝符号
01
02
03
04
其他常用的焊缝符号还包括对 接焊缝符号、搭接焊缝符号和
焊缝符号的分类
根据用途不同,焊缝符号可以分为基本符号、辅助符号、补 充符号和指引线等。
基本符号用于表示焊接接头的类型,如角焊缝、对接焊缝等 ;辅助符号用于表示焊缝的某些特征,如单边V形焊缝、带钝 边焊缝等;补充符号用于表示焊接工艺要求,如无损检测、 焊接方法等。
焊缝符号的应用
焊缝符号广泛应用于机械、建筑、化 工等领域,是焊接工艺设计和施工的 重要依据。
解决方案二:加强理解与培训
总结词
加强理解与培训是解决理解有误问题 的有效途径,通过专业知识和培训的 传授,提高人员对焊缝符号标注含义 和用途的理解准确性。
详细描述
定期开展专业知识和培训课程,使相 关人员全面了解焊缝符号标注的含义 、用途以及使用方法。同时,加强实 践操作训练,提高实际操作能力。
解决方案三:明确应用场景
在图纸和工艺文件中,通过标注焊缝 符号,可以清晰地表达焊接要求,方 便施工人员进行操作。
02
焊缝符号的标注方法
焊缝符号的标注规则
01
02
03
04
直线符号
表示焊缝表面平直,适用于对 接焊缝。
圆弧符号
表示焊缝表面为圆弧形,槽,适用于 需要特别标注的焊缝。
斜线符号
常用焊缝符号及其标 注方法课件
• 焊缝符号概述 • 焊缝符号的标注方法 • 常用焊缝符号介绍 • 焊缝符号的解读与使用 • 焊缝符号标注的常见问题与解决
常用焊缝符号及其标注方法(全)
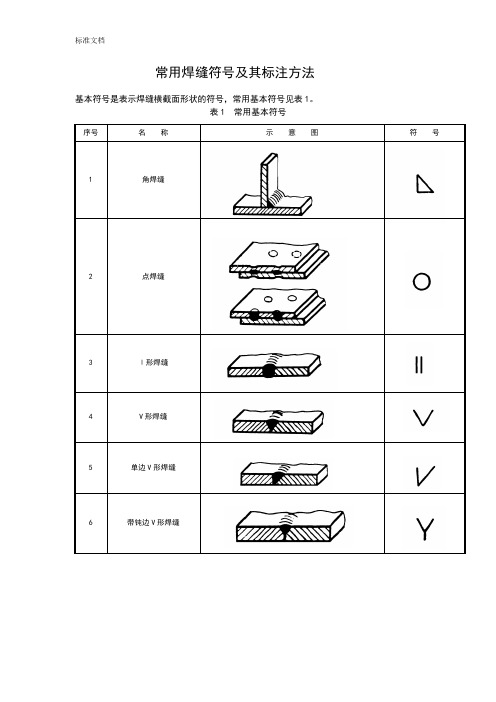
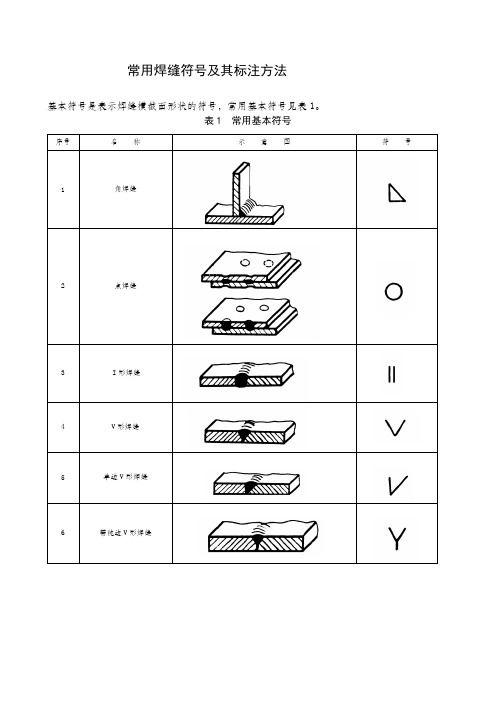
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊接符号及标注方法

符号
示意图
二、焊接接头的表示方法
3、带钝边双面V形焊缝
基本符号的组合
符号
示意图
二、焊接接头的表示方法
4、带钝边双面单V形焊缝
基本符号的组合
符号
示意图
二、焊接接头的表示方法
5、带钝边双面U形焊缝
基本符号的组合
符号
示意图
二、焊接接头的表示方法 补充符号
二、焊接接头的表示方法 补充符号
由于焊接接头存在几何不连续性,致使其工作应力是不 均匀的,存在应力集中。
当焊缝中存在工艺缺陷,焊缝外形不合理或接头形式不 合理时,将加剧应力集中程度,影响接头强度,特别是 疲劳强度。
一、焊接接头及焊缝
(3)由于焊接的不均匀加热,引起焊接残余应力及变形 焊接是局部加热的过程,电弧焊时,焊缝处最高温度
(2)根据焊件厚度、结构形式及承载情况不同,角接接头和T形接头的坡口形式可分为I形、带钝边的单边V形坡口和K形坡口等。
方法,少采用仰焊和立焊,且最大应力尽量不设在焊 五、焊缝符号的应用示例
(3)接头形式应尽量简单,尽量采用平焊和自动焊焊接方法,少采用仰焊和立焊,且最大应力尽量不设在焊缝上;
缝上; 三、基本符号和指引线的位置规定
T形接头
一、焊接接头及焊缝
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加
上塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产
生附加弯矩,会影响焊缝强度,因此,一般锅炉、压 力容器的主要受压元件的焊缝都不用搭接形式。
由于搭接接头使构件形状发生较大的变化,所以 应力集中要比对接接头的情况复杂得多,而且接头的 应力分布极不均匀。
常用焊缝符号及其标注方法全
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d 点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊接符号及标注方法参考幻灯片

熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头组织的不均匀, 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
二、焊接接头的表示方法
5、带钝边单边V形焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
6、带钝边U形焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
7、带钝边J形焊缝
基本符号
符号
示意图
二、焊接接头的表示方法 基本符号
8、角焊缝
符号
示意图
二、焊接接头的表示方法
9、封底焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
10、塞焊缝或槽焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
11、点焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
12、平面连接(钎焊)
焊接符号及标注方法名师制作优质教学资料
由于搭接接头使构件形状发生较大的变化,所以 应力集中要比对接接头的情况复杂得多,而且接头的 应力分布极不均匀。
在搭接接头中,根据搭接角焊缝受力方向的不同, 可以将搭接角焊缝分为正面角焊缝、侧面角焊缝和斜 向角焊缝。
对接焊缝坡口型式
一、焊接接头及焊缝
(2)根据焊件厚度、结构形式及承载情况不同, 角接接头和T形接头的坡口形式可分为I形、带钝边的 单边V形坡口和K形坡口等。
角接和T形接头的坡口 a) I形 b) 单边V形(带钝边) c) K形(带钝边)
一、焊接接头及焊缝
2.坡口的设计原则 坡口的形式和尺寸主要根据钢结构的板厚、选用的
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低 T形接头应力集中的重要措施之一。
T形接头
一、焊接接头及焊缝
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加
上塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产
2、双面单V形焊缝(K焊缝)
符号
示意图
二、焊接接头的表示方法
3、带钝边双面V形焊缝
基本符号的组合
符号
示意图
二、焊接接头的表示方法
4、带钝边双面单V形焊缝
基本符号的组合
符号
示意图
二、焊接接头的表示方法
5、带钝边双面U形焊缝
基本符号的组合
符号
示意图
二、焊接接头的表示方法 补充符号
序号 名称
符号Biblioteka 说明角接接头一、焊接接头及焊缝
焊接符号及标注方法共73页文档
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动没有哪个社会可以制订一部永远 适用的 宪法, 甚至一 条永远 适用的 法律。 ——杰 斐逊 52、法律源于人的自卫本能。——英 格索尔
53、人们通常会发现,法律就是这样 一种的 网,触 犯法律 的人, 小的可 以穿网 而过, 大的可 以破网 而出, 只有中 等的才 会坠入 网中。 ——申 斯通 54、法律就是法律它是一座雄伟的大 夏,庇 护着我 们大家 ;它的 每一块 砖石都 垒在另 一块砖 石上。 ——高 尔斯华 绥 55、今天的法律未必明天仍是法律。 ——罗·伯顿
焊接符号说明及标注
焊接符号说明接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。
焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。
焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm 板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°该部位机加磨平处理闪光焊接闪光焊接闪光焊接闪光焊接摩擦压接五,X型焊接焊接位置形状表示记号两面箭头对面方向9mm 坡口开口角度 箭头方向60° 箭头对面方向90°板材间距3mm 闪光焊接坡口深度3mm坡口开口角度90° 板材间距为0摩擦压接坡口深度3mm坡口开口角度90° 板材间距为0六,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45° 板材间距6.4mm 使用垫板角连接板厚25mm 坡口角度45°闪光焊接 闪光焊接 摩擦压接七,K型焊接焊接位置形状表示记号箭头所指方向坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向摩擦压接闪光焊接闪光焊接坡口深度28mm坡口角度35°板材根部半径12mm 板材间距2mm九,双J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U型焊接焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十一,H型焊接焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭 型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面十四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm十六,角焊接(间断)焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十七,塞型,槽型焊接焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦点焊发散型焊接 发散熔接 发散熔接 发散熔接发散熔接对接焊,角焊表面凸起角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接该部位进行削平处理 该部位进行打磨处理 该部位进行机加磨平处理二十五,记号组合焊接位置形状表示记号 型焊接与拍子型焊接K型焊接与角焊接型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
常用焊缝符号及其标注方法
常用焊缝符号及其标注方法1. 引言焊接是一种常见的金属连接方法,通过熔化金属材料并使其冷却后形成连接。
在焊接中,焊缝符号的使用非常重要,用于标注不同类型的焊接缝以及其具体特征。
本文将介绍常用的焊缝符号及其标注方法,以帮助读者正确理解和应用焊缝符号。
2. 焊缝符号的根本元素焊缝符号主要由直线、箭头和特定的图形组成。
下面是一些常见的焊缝符号元素的介绍:2.1 直线直线用于表示焊缝的位置和形状。
直线可以是水平的、垂直的或者倾斜的,具体取决于焊缝的方向。
直线的长度和粗细可以根据实际需要进行调整。
2.2 箭头箭头用于表示焊接的方法和技术要求。
箭头的形状可以有多种,用以表示不同的焊接方法,例如直线箭头表示单面焊,双线箭头表示双面焊,焊缝中间有符号表示局部焊等。
2.3 图形图形用于表示焊缝的具体形状和特征。
常见的图形包括圆形、V形、U形等,用以表示不同形状的焊缝。
图形的大小和比例可以根据实际需要进行调整。
3. 常见的焊缝符号及其标注方法下面是几种常见的焊缝符号及其标注方法的介绍:3.1 焊角符号焊角符号用于表示焊缝的角度。
常见的焊角符号包括直角符号和斜角符号。
直角符号用直线和直角符号表示,斜角符号用斜线和直角符号表示。
焊角符号一般位于焊缝的一侧,用于标注焊缝的角度大小。
3.2 焊缝长度符号焊缝长度符号用于表示焊缝的长度。
焊缝长度符号一般位于焊缝两端,用于标注焊缝的长度。
长度可以用具体数值表示,也可以用符号表示。
3.3 焊缝形状符号焊缝形状符号用于表示焊缝的形状。
常见的焊缝形状符号包括V形符号、U形符号等。
焊缝形状符号一般位于焊缝的一侧,用于标注焊缝的形状。
3.4 焊缝类型符号焊缝类型符号用于表示不同类型的焊缝。
常见的焊缝类型符号包括直角焊缝符号、T形焊缝符号等。
焊缝类型符号一般位于焊缝的一侧,用于标注焊缝的类型。
4. 焊缝符号的标注方法在使用焊缝符号进行标注时,应遵循以下一些根本原那么:4.1 符号位置焊缝符号应放置在焊缝的一侧,并且与焊缝相连。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、焊接接头及焊缝
塞焊是在被连接的钢板上钻孔来代替槽焊的槽, 用焊缝金属将孔填满使两板连接起来,塞焊可分为 圆孔内塞焊和长孔内塞焊两种,如图所示。
一、焊接接头及焊缝
4、角接接头 两钢板成一定角度,在钢板边缘焊接的接头称为
角接接头。角接头多用于箱形构件,骑座式管接头和 筒体的连接,小型锅炉中火筒和封头连接也属于这种 形式。
由于焊接接头存在几何不连续性,致使其工作应力是不 均匀的,存在应力集中。
当焊缝中存在工艺缺陷,焊缝外形不合理或接头形式不 合理时,将加剧应力集中程度,影响接头强度,特别是 疲劳强度。
一、焊接接头及焊缝
(3)由于焊接的不均匀加热,引起焊接残余应力及变形 焊接是局部加热 的过程,电弧焊时,焊缝处最高温度
在搭接接头中,根据搭接角焊缝受力方向的不同, 可以将搭接角焊缝分为正面角焊缝、侧面角焊缝和斜 向角焊缝。
搭接接头
一、焊接接头及焊缝
搭接接头除两钢板叠在端面或 侧面焊接外,还有开槽焊和塞焊( 圆孔和长孔)等。
开槽焊搭接接头的构造如图所 示。先将被连接件冲切成槽,然后 用焊缝金属填满该槽,槽焊焊缝断 面为矩形,其宽为被连接件厚度的 两倍,开槽长度应比搭接长度稍短 一些。
熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头 组织的不均匀 , 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
一、焊接接头及焊缝
一、焊接接头及焊缝
一、焊接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。
与T形接头类似,单面焊的角接接头承受反向弯 矩的能力极低,除了钢板很薄或不重要的结构外,一 般都应开坡口两面焊,否则不能保证质量。
角接接头
一、焊接接头及焊缝
选择接头形式时,主要根据产品的结构,并综 合考虑受力条件、加工成本等因素。
例如: 对接接头 具有受力均匀、节省金属等优点,故应 用最多。但是,对接接头对下料尺寸和组装的要求 比较严格。 T形接头焊缝大多数情况下只承受较小的切应力或 仅作为联系焊缝。 搭接接头 对装配要求不高,也易于装配,但接头 承载能力低,一般用在不重要的结构中。
可达材料沸点,而离开焊缝处温度急剧下降,直至室温 。这种不均匀温度场将在焊件中产生残余应力及变形。 (4)焊接接头具有较大的刚性
通过焊接,焊缝与构件组成整体,所以与铆接或胀接 相比,焊接接头具有较大的刚性。
一、焊接接头及焊缝
(一)接头的基本形式
焊接接头(简称接头):用焊接方法连接的接头。
常用的焊接接头: 对接接头、T形接头、十字接头、搭接接头、角接接
T形接头
一、焊接接头及焊缝
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加上
塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产生
附加弯矩,会影响焊缝强度,因此,一般锅炉、压力 容器的主要受压元件的焊缝都不用搭接形式。
由于搭接接头使构件形状发生较大的变化,所以应 力集中要比对接接头的情况复杂得多,而且接头的应 力分布极不均匀。
头、端接接头、套管接头、斜对接接头、卷边接头、 锁底对接接头等。
一、焊接接头及焊缝
焊接接头的基本类型
一、焊接接头及焊缝
1、对接接头 将同一平面上的两个被焊工件的边缘相对焊接
起来而形成的接头称为对接接头。 它是各冲焊接结构中采用最多、也是最完善的一
种接头形式,具有受力好、强度大和节省金属材料的 特点。
但是,由于是两焊件对接连接,被连接件边缘加 工及装配要求则较高。在焊接生产中,通常使对接接 头的焊缝略高于母材板面。由于余高的存在造成构件 表面的不光滑,在焊缝与母材的过渡处会引起应力集 中。
一、焊接接头及焊缝
对接接头的几种形式
一、焊接接头及焊缝
2、T形接头 将相互垂直的被连接件用 角焊缝连接起来的接头称为 T形(
一、焊接接头及焊缝
焊接接头的设计中对焊缝质量的要求、焊缝尺寸大 小、焊缝位置、工件厚度、几何尺寸、施工条件等不 同,决定了在选择焊接方法和制定工艺时的多样性。 合理的焊接接头设计与选择不仅能保证钢结构的焊缝 和整体的强度,还可以简化生产工艺,节省制造成本 。
一、焊接接头及焊缝
设计和选择焊接接头的主要因素: (1)保证焊接接头满足使用要求; (2)接头形式能保证选择的焊接方法正常施焊; (3)接头形式应尽量简单,尽量采用平焊和自动焊焊接
方法,少采用仰焊和立焊,且最大应力尽量不设在焊 缝上; (4)焊接工艺能保证焊接接头在设计温度和腐蚀介质中 正常工作; (5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件; (6)尽量使焊缝设计成联系焊缝; (7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低; (9)对角焊缝不宜选择和设计过大的焊角尺寸,试验证 明,大尺寸角焊缝的单位面积承载能力较低等。
十字)接头。T形(十字)接头能承受各种方向的力和力矩。T形 接头是各种箱型结构中最常见的接头形式,在压力容器制造 中,插入式管子与筒体的连接、人孔加强圈与筒体的连接等 也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低 T形接头应力集中的重要措施之一。
焊接符号及标注方法
摘自GB/ T 324 - 2008的相关内容 本标准规定了焊缝符号的表示规则 本标准适用于焊接接头的符号标注
目录
一、焊接接头及焊缝 二、焊接接头的表示方法 三、基本符号和指引线的位置规定 四、尺寸标注 五、焊缝符号的应用示例
一、焊接接。