紫铜止浆止水片及塑料止水片质量标准表
铜止水片检测报告(包含原始记录及公式)
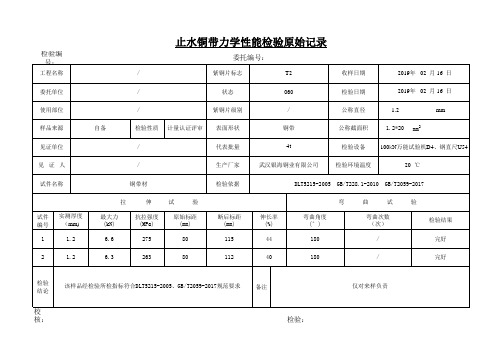
100kN万能试验机D4、钢直尺U54 20 ℃ GB/T2059-2017 试 验 检验结果 完好 完好
原始标距 (mm) 80 80弯曲次数 (次) / /
检验 结论
该样品经检验所检指标符合DLT5215-2005、GB/T2059-2017规范要求
备注
仅对来样负责
校核:
检验:
委托编号:
紫铜片标志 状态 紫铜片级别 表面形状 代表批量 生产厂家 检验依据 T2 O60 / 铜带 4t 武汉银海铜业有限公司 DLT5215-2005 收样日期 检验日期 公称直径 公称截面积 检验设备 检验环境温度 GB/T228.1-2010 弯 曲 2019年 02 月 16 日 2019年 02 月 16 日 1.2 1.2*20 mm2 mm
止水铜带力学性能检验原始记录
检验编 号:
工程名称 委托单位 使用部位 样品来源 见证单位 见 证 人 试件名称 拉 试件 编号 1 2 实测厚度 (mm) 1.2 1.2 最大力 (kN) 6.6 6.3 自备 / / / 检验性质 / / 铜带材 伸 抗拉强度 (MPa) 275 263 试 验 断后标距 (mm) 115 112 伸长率 (%) 44 40 弯曲角度 (°) 180 180 计量认证评审
紫铜片重量
安徽省专业从事水利工程的生产企业现在各种各样的防水材料充斥着整个市场。
如何选择最为合适的防水材料是大家现在所关心的问题。
紫铜片做为各大建筑行业的首选防水材料,现在越来越成为大家所关注的焦点。
那么紫铜片重量是多少?为此,安徽河海止水铜片有限公司为大家总结了相关信息,希望能够为大家带来帮助。
紫铜就是铜单质,因其颜色为紫红色而得名。
各种性质见铜。
紫铜就是工业纯铜,其熔点为1083℃,无同素异构转变,相对密度为8.9,为镁的五倍。
比普通钢还重约15%。
其具有玫瑰红色,表面形成氧化膜后呈紫色,故一般称为紫铜。
它是含有一定氧的铜,因而又称含氧铜。
紫铜因呈紫红色而得名。
它不一定是纯铜,有时还加入少量脱氧元素或其他元素,以改善材质和性能,因此也归入铜合金。
中国紫铜加工材按成分可分为:普通紫铜(T1、T2、T3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP、TUMn)、添加少量合金元素的特种铜(砷铜、安徽省专业从事水利工程的生产企业碲铜、银铜)四类。
紫铜的电导率和热导率仅次于银,广泛用于制作导电、导热器材。
紫铜在大气、海水和某些非氧化性酸(盐酸、稀硫酸)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。
CJ系列紫铜止水片,其主要特点有:抗腐蚀能力强;强度高,能承受较大变形;外观轮廓清晰,无裂纹、压折、凹坑。
适用于各类高级水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体内孔洞止水、厂房止水、溢流面下横缝止水等。
安徽河海止水铜片有限公司是一家专业从事水利水电工程中止水的大型企业,我公司自70年代建立以来(公司历史改革:1983年建厂为集体社办企业名称为桐城市水利塑胶厂,2000年企业改制为桐城市水利塑胶制品有限公司,2014年现更名为:安徽河海止水铜片有限公司),历经几十年的拼搏与发展河海止水铜片有限公司已经成为我国具有规模成套能力较强的止水材料制造与施工的生产制造基地。
止水片(铜片)施工质量验收评定表
般
项
目
1
止水片(带)外观
表面浮皮、绣污、油漆、油渍等清除干净;止水片(带)无变形、变位
2
PVC(或橡胶)垫片
平铺或粘贴在砂浆垫(或沥青垫)上,中心线应与缝中心线重合;允许偏差±5mm
3
制作
(成型)
宽度
铜止水允许偏差±5mm;PVC或橡胶止水带允许偏差±5mm
鼻子或立腿高度
铜止水允许偏差±2mm
中心部分直径
止水铜片制作及安装□ 工序/□ 单元工程已按合同要求完成施工,经自检合格,报请贵方复核。
附:□止水铜片制作及安装工序施工质量评定表
□工序施工质量检查、检测记录
□止水铜片制作及安装单元工程施工质量评定表
□单元工序施工质量检查、检测记录
承包人:(现场机构名称及盖章)
质检负责人:(签名)
日 期: 年 月 日
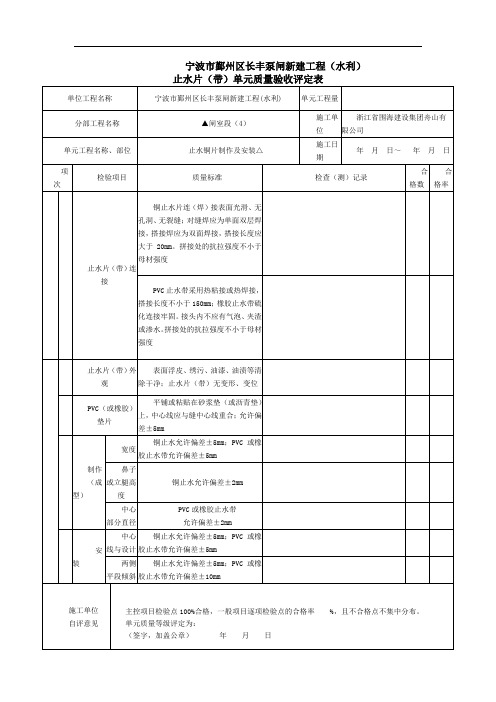
宁波市鄞州区长丰泵闸新建工程(水利)
止水片(带)单元质量验收评定表
单位工程名称
宁波市鄞州区长丰泵闸新建工程(水利)
单元工程量
分部工程名称
▲闸室段(4)
施工单位
浙江省围海建设集团舟山有限公司
单元工程名称、部位
止水铜片制作及安装△
施工日期
年月日~年月日
项次
检验项目
质量标准
检查(测)记录
合格数
合格率
主
控
项
目
1
止水片(带)连接
铜止水片连(焊)接表面光滑、无孔洞、无裂缝;对缝焊应为单面双层焊接,搭接焊应为双面焊接,搭接长度应大于20mm。拼接处的抗拉强度不小于母材强度
PVC止水带采用热粘接或热焊接,搭接长度不小于150mm;橡胶止水带硫化连接固。接头内不应有气泡、夹渣或渗水。拼接处的抗拉强度不小于母材强度
止浆止水设施作业指导书

止浆止水设施作业指导书1、总则通过实施本作业指导书,确保止浆止水防渗设施的施工工艺满足规范及技术标准要求。
本作业指导书适用于紫铜止浆止水片的加工、安装及连接、镀锌铁片止水片的安装及连接的质量控制。
2、职责2.1技术办负责提供紫铜止浆止水片的加工图和技术指导。
2.2财劳办负责紫铜止浆止水片接头焊接人员的操作培训,保证持证上岗。
2.3质控办负责加工和安装过程的质量控制及验收。
2.4机物办负责提供满足设计要求的原材料。
2.5施工队负责紫铜止浆止水片的加工。
2.6施工队负责紫铜止浆止水片、镀锌铁片止水片的安装及现场连接。
3、工作程序3.1 采购及原材料控制3.1.1 水工建筑物的止浆止水设施属于隐蔽工程,在整个施工过程中必须加强质量监督控制与设施保护,确保工程质量。
3.1.2 填缝沥青及其混合物的材料与配合比,必须满足设计要求。
3.1.3 止浆止水材料的材质应符合以下要求。
1)紫铜止浆止水片、塑料止水片的物理性能应分别满足附表1、附表2的要求;BW-Ⅱ型止水条的主要性能指标满足附表3的要求;2)紫铜片检验应作冷弯试验,冷弯180°时无裂缝,冷弯0~60°时,连续张闭60次无裂缝。
3.1.4 紫铜止浆止水片的厚度及宽度应满足设计要求,其表面应光滑平整,并有光泽,其浮皮、锈污、油渍、油碴均清除干净,严禁在金属片上穿孔,如有砂眼、钉孔,应予以补焊。
3.2 加工3.2.1 紫铜片的加工紫铜止浆止水片应按照设计图纸尺寸在车间加工,用模具一次压制成型,其工艺流程如下:模具制作(含试验)→加工前原材料验证→检查紫铜片外观质量、质量保证书等→采用剪板机剪成设计图要求的尺寸→用模具压制成型→表面防护处理→成品质量检查验收(含成品抽样外检)并记录→成品出厂3.2.2 异形紫铜片接头加工异形紫铜片的接头型式有平面十字接头、平面丁字接头、90°和45°正反弯头等。
1)模具制作:按照图纸的设计规格尺寸做成凸模,以凸鼻梁的尺寸加8~10mm,做成凹模,两模具匹配安装时,其间隔距离均匀,凸凹面光滑无皱纹;制作时先试压,再改进模具,如此循环进行,直至模具满足设计要求为止。
混凝土开仓浇筑监理作业规程

(5)在仓面混凝土浇筑期间,钢筋网架上不能集中人群或放置施工重物,防止钢筋变形而造成质量事故或安全事故;如果出现钢筋位置移动或绑扎点松动,必须及时纠正和修理复原。
±0.1间距
9
同一排中分布钢筋间距的偏差
±0.1间距
10
双排钢筋,其排钢筋与排间距的局部偏差
±0.1排距
11
梁与柱中钢箍间距的偏差
0.1箍筋间距
12
保护层厚度的局部偏差
±1/4净保护层厚
注:d是钢筋直径
表1.3-7 接头的钢筋截面面积占钢筋总截面面积的百分率
项次
接头形式
接头面积允许百分率(%)
受拉区
套筒沿长方向标有压接标志,套筒几何尺寸及允许偏差见表1.3-10。
表1.3-10 钢套筒几何尺寸及允许偏差表单位:mm
型 号
外 径
壁 厚 t
长 度
尺寸
允许偏差
尺寸
允许偏差
尺寸
允许偏差
HG40
70.0
±0.7
11.0
+0.12t -0.10t
注:“△”为主要检查、检测项次,对于只有检查项目的,根据质量标准内容,评定等级。其中有“△”项评定为合格的,本分项评定为合格,有两非主要项评定为合格的,本分项评定为合格。以下各表格评定方法相同。
(2)基础岩面必须经过基础终验后方许进行下一道工序。
(3)混凝土表面宜采用35MPa~50MPa高压水冲毛,冲毛后的混凝土表面应呈粗粒状,即露砂标准。施工缝面无灰浆、无乳皮、成毛面、无松动石子,混凝土表面清洗洁净、无积水、无积渣杂物。
铜止水作业指导书(最终版)
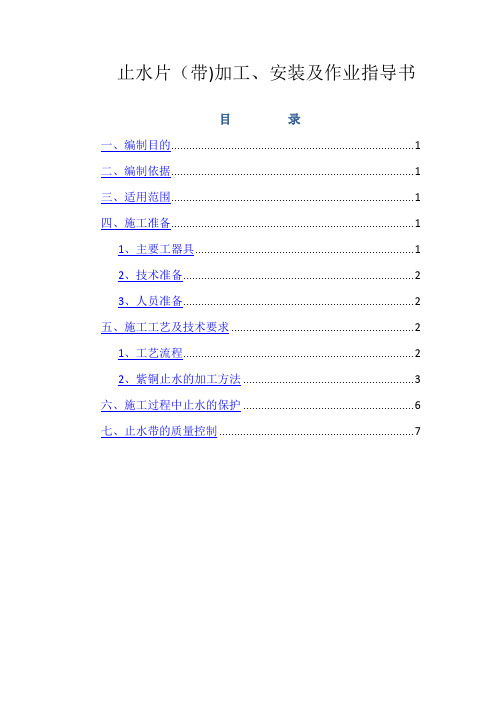
止水片(带)加工、安装及作业指导书目录一、编制目的 (1)二、编制依据 (1)三、适用范围 (1)四、施工准备 (1)1、主要工器具 (1)2、技术准备 (2)3、人员准备 (2)五、施工工艺及技术要求 (2)1、工艺流程 (2)2、紫铜止水的加工方法 (3)六、施工过程中止水的保护 (6)七、止水带的质量控制 (7)止水片(带)加工、安装作业指导书一、编制目的编制紫铜止水片加工、安装作业指导书是为了规范止水加工工艺及安装过程中的一些细节要求,保证本工程在止水方面满足规范及相关要求,不出现任何问题.二、编制依据1、招标文件(技术条款);2、施工组织设计;3、《水工建筑物止水带技术规范》(DLT5215—2005);4、《高分子防水材料·止水带》(GB18173.2—2001)5、南水北调工程相关技术要求。
三、适用范围本作业指导书适用于南水北调中线工程白河倒虹吸及附属结构物的止水加工及安装施工。
本工程中所使用的止水有紫铜止水和652型橡胶止水,由于652型橡胶止水是从厂家购买的成品料进行施工,每道只有1个接头,采用热压硫化胶合法连接.因此本作业指导书主要针对紫铜止水加工工艺等进行介绍。
四、施工准备1、主要工器具氧气乙炔焊、切割机、铜鼻子压制磨具(1套)、热熔夹具。
2、技术准备止水加工人员必须熟悉图纸,根据图纸要求确定铜鼻子高度、宽度等具体参数。
根据我部所选用加工设备,确定铜止水下料长度及加工方法。
3、人员准备质量检验人员1名,止水加工人员6名,焊接人员4名,安装人员6名。
五、施工工艺及技术要求12、紫铜止水的加工方法(1)进场原材料检验A、紫铜止水片应作冷弯试验,180o时不裂缝,冷弯0~60o时,连续张闭50次无裂缝.B、紫铜止水片的厚度及宽度应满足设计要求。
其材料应符合国家标准(GB2040—89)中规定的T2(或T3)冷轧软纯铜板的要求.止水铜片表面应光滑平整,并有光泽,其浮皮、锈污、油漆、油渣均应清除干净,如有砂眼、钉孔,应予焊补,如有撕裂,应采用与翼缘等宽的母体材料进行单面搭接焊(如有条件时应进行双面搭接焊),搭接长度不小于10cm,且四周接触面均须满焊。
铜止水作业指导书(最终版)
止水片(带)加工、安装及作业指导书目录一、编制目的 (1)二、编制依据 (1)三、适用范围 (1)四、施工准备 (1)1、主要工器具 (1)2、技术准备 (2)3、人员准备 (2)五、施工工艺及技术要求 (2)1、工艺流程 (2)2、紫铜止水的加工方法 (3)六、施工过程中止水的保护 (6)七、止水带的质量控制 (7)止水片(带)加工、安装作业指导书一、编制目的编制紫铜止水片加工、安装作业指导书是为了规范止水加工工艺及安装过程中的一些细节要求,保证本工程在止水方面满足规范及相关要求,不出现任何问题。
二、编制依据1、招标文件(技术条款);2、施工组织设计;3、《水工建筑物止水带技术规范》(DLT5215-2005);4、《高分子防水材料·止水带》(GB18173.2-2001)5、南水北调工程相关技术要求。
三、适用范围本作业指导书适用于南水北调中线工程白河倒虹吸及附属结构物的止水加工及安装施工。
本工程中所使用的止水有紫铜止水和652型橡胶止水,由于652型橡胶止水是从厂家购买的成品料进行施工,每道只有1个接头,采用热压硫化胶合法连接。
因此本作业指导书主要针对紫铜止水加工工艺等进行介绍。
四、施工准备1、主要工器具氧气乙炔焊、切割机、铜鼻子压制磨具(1套)、热熔夹具。
2、技术准备止水加工人员必须熟悉图纸,根据图纸要求确定铜鼻子高度、宽度等具体参数。
根据我部所选用加工设备,确定铜止水下料长度及加工方法。
3、人员准备质量检验人员1名,止水加工人员6名,焊接人员4名,安装人员6名。
五、施工工艺及技术要求12、紫铜止水的加工方法(1)进场原材料检验A、紫铜止水片应作冷弯试验,180o时不裂缝,冷弯0~60o时,连续张闭50次无裂缝。
B、紫铜止水片的厚度及宽度应满足设计要求。
其材料应符合国家标准(GB2040-89)中规定的T2(或T3)冷轧软纯铜板的要求。
止水铜片表面应光滑平整,并有光泽,其浮皮、锈污、油漆、油渣均应清除干净,如有砂眼、钉孔,应予焊补,如有撕裂,应采用与翼缘等宽的母体材料进行单面搭接焊(如有条件时应进行双面搭接焊),搭接长度不小于10cm,且四周接触面均须满焊。
紫铜止水
8. 止水铜片与橡胶止水带制作加工8.1 止水的加工与连接8.1.1 紫铜片的加工与连接紫铜止水片按设计形状、尺寸,采用专门成型机根据需要长度加工挤压整体成型,确保成型质量。
加工时,尽量减少接头数目。
挤压加工成型的紫铜止水片长度大,容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。
对于异型接头,计划在现场根据实际需要进行加工和连接。
详见“紫铜止水片制作与搭接”。
本工程紫铜止水片连接方式采用搭接焊接,焊接时采用紫铜焊条气焊,双面焊接。
气焊应预热,预热温度约为400℃~500℃,气焊时,使用硼酸盐、卤化物或二者的混合物作为焊剂,焰心离开工作表面的距离应保持在2mm~4mm,焊后沿焊缝两侧100mm范围内进行热锤击。
水平止水之间连接时,搭接长度大于20mm,水平紫铜片与垂直紫铜片连接时,搭接长度大于70mm。
焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷,保证紫铜止水片不漏水。
8.1.2 橡皮止水的加工与连接(1) 将接头表面的污染物清理干净,用专用夹具将橡胶止水带夹紧,用钢锯将橡胶止水带从中间割开,露出完整的粘接面,再用手挫将粘接面打毛,清除粘接面的橡胶碎末后待用。
(2) 将按粘接面尺寸裁剪的生胶片粘贴在其中一条橡胶止水带的粘接面上,再将另一条橡胶止水带的粘接面与生胶片粘贴,以待加压热接。
用专用钢板夹具将止水带粘接部位夹紧,然后加热钢板,加热过程中钢板两面反复烤热,以保证加热均匀。
加热10~15min后取下一块由接头挤出的胶片,用手拉直,弹性好即热接合格,则停止加热,放置15~20min使其冷却,拆卸钢板即可。
粘接时仔细作业,保证接头内无气泡,粘接牢固,接头平顺、不毛糙。
橡皮止水粘接面接头示意图8.1.3 紫铜止水片与橡皮止水的连接紫铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于7 0mm,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。