模具重心,重量计算
根据产品计算模具吨位
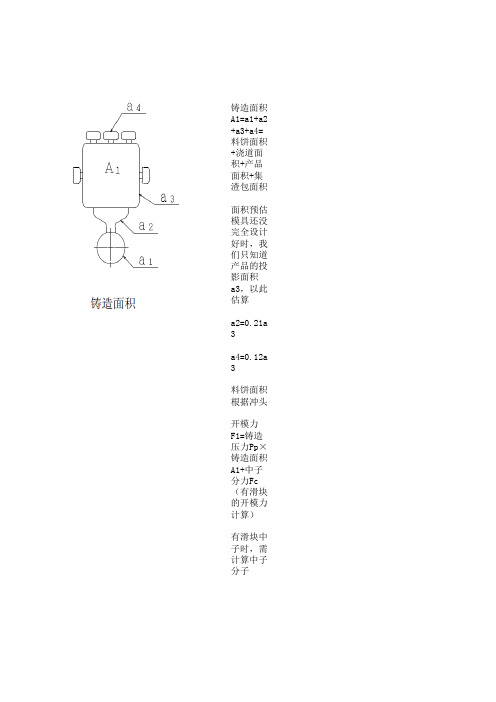
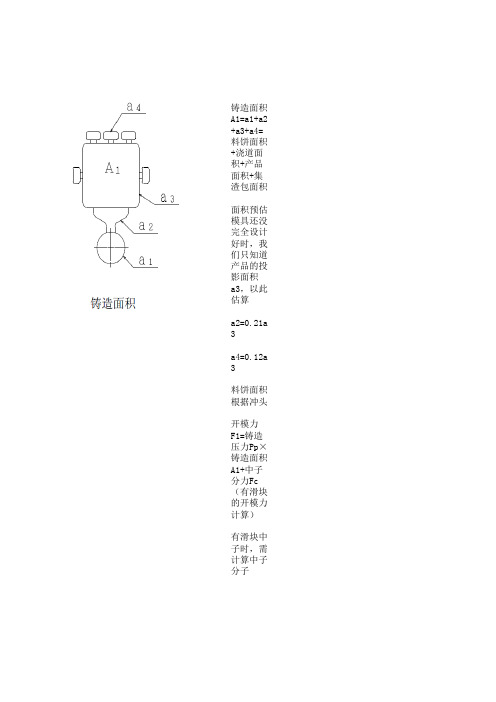
铸造面积 A1=a1+a2+a3+a4=料饼面积+浇道面积+产品面积+集渣包面
面积预估 模具还没完全设计好时,我们只知道产品的投影面积a3,
a2=0.21a3
a4=0.12a3
料饼面积根据冲头
开模力 F1=铸造压力Pp×铸造面积A1+中子分力Fc(有滑块的开模力
有滑块中子时,需计算中子分子
由于模具各处温度不宜,压力传递不一,对各部分分施加压力分类
产品部=计算铸造压力×75%
集渣包部=计算铸造压力×25%
料饼、浇道部=计算铸造压力×100%
铸造压力预估:
铝:气密性要求高的一般在80MPa以上,其他60MPa
锌:30MPa左右
综上所诉,可以得出最终的压铸机吨位计算公式
锁模力>开模力×1.1=铸造面积×铸造压力=(料饼面积+浇道面积+
压铸机吨位=锁模力/10 锁模力单位为KN
A1a1(料柄)a2a4铸造压力Mpa
8000254.341680168040
面积+浇道面积+产品面积+集渣包面积
,我们只知道产品的投影面积a3,以此估算
积A1+中子分力Fc(有滑块的开模力计算)
递不一,对各部分分施加压力分类计算如下:
0MPa以上,其他60MPa
算公式:
铸造压力=(料饼面积+浇道面积+产品面积+集渣包面积)×铸造压力×1.1
安全系数设备KN T
1.146457.44646。
根据产品计算模具吨位
铸造面积A1=a1+a2 +a3+a4=料饼面积+浇道面积+产品面积+集渣包面积
面积预估模具还没完全设计好时,我们只知道产品的投影面积a3,以此估算
a2=0.21a 3
a4=0.12a 3
料饼面积根据冲头开模力F1=铸造压力Pp×铸造面积A1+中子分力Fc (有滑块的开模力计算)
有滑块中子时,需计算中子分子
由于模具各处温度不宜,压力传递不一,对各部分分施加压力分类计算如下:
产品部=计算铸造压力×75%
集渣包部=计算铸造压力×25%
料饼、浇道部=计算铸造压力×100%
铸造压力预估:
铝:气密性要求高的一般在80MPa以上,其他60MPa
锌:
30MPa左右
综上所诉,可以得出最终的压铸机吨位计算公式:
锁模力>开模力×1.1=铸造面积×铸造压力=(料饼面积+浇道面积+产品面积+集渣包面积)×铸造压力×1.1
压铸机吨位=锁模力/10锁模力单位为KN。
钢模板理论重量计算

∠10#
4米×15.12㎏=60.48㎏
边框连接板
δ=12㎜
0.1米×2.21米×2×94.2㎏=41.64㎏
肋筋
[10#
2米×6根×10.007㎏=120.08㎏
背楞
[20#
2.21米×4根×25.777㎏=227.87㎏
背楞连接角钢
∠10#
0.22米×4×15.12㎏=13.31㎏
背楞连接板
A4 2200×1300 4块 合计1.387吨
部 位
料 厚
计 算 过 程
面板
δ=5㎜
6.01米×0.2米×39.25㎏=47.18㎏
边框连接角钢
∠10#
6.01米×15.12㎏=90.87㎏
边框连接板
δ=8㎜
0.1米×6.41米×62.8㎏=40.26㎏
肋筋
[10#
0.2米×20根×10.007㎏=40.03㎏
单块合计 1301.23㎏
A2 6010×2000 4块 合计5.205吨
部 位
料 厚
计 算 过 程
面板
δ=5㎜
2.41米×2.037米×39.25㎏=192.69㎏
边框连接角钢
∠10#
8.894米×15.12㎏=134.48㎏
肋筋
[10#
2.037米×6根×10.007㎏=122.31㎏
背楞
[10#
∠10#
10.01米×15.12㎏=151.35㎏
肋筋
[10#
6.01米×6根×10.007㎏=360.85㎏
背楞
[10#
2.12米×14根×10.007㎏=297.01㎏
对拉连接角钢
[10#
skd11模料板材重量计算公式
skd11模料板材重量计算公式
SKD11模具钢是一种冷作模具钢,通常用于制造模具和切削工具。
要计算SKD11模料板材的重量,可以使用以下公式:
重量(kg)= 面积(平方米)× 厚度(米)× 密度(kg/立方米)。
首先,需要测量模料板材的长度和宽度,然后计算出面积(平方米)。
接下来,确定模料板材的厚度(米)。
最后,查找SKD11模具钢的密度,通常在7.8-7.9千克/立方米之间。
将这些值代入公式中,即可计算出模料板材的重量。
需要注意的是,以上公式假设模料板材是规则形状的矩形或正方形。
如果模料板材的形状不规则,可以将其分割为规则形状的部分,分别计算后相加得到总重量。
另外,SKD11模具钢的密度可能会因制造商和具体规格而有所不同,因此在计算重量时应该尽量使用准确的密度数值以得到精确的结果。
模具计算法
1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
钢厂模具万吨需求计算公式

钢厂模具万吨需求计算公式在钢铁行业中,模具是一种重要的生产工具,用于生产各种钢铁制品。
钢厂作为钢铁的生产基地,对模具的需求量是非常大的。
为了更好地预测和计划模具的需求量,我们可以使用万吨需求计算公式来进行计算。
首先,我们需要了解模具的种类和用途,以及钢厂的生产规模和产量。
根据这些信息,我们可以计算出钢厂每年需要的模具总重量。
然后,我们可以使用万吨需求计算公式来计算出具体的需求量。
万吨需求计算公式如下:需求量(万吨)= 模具总重量(吨)/ 单个模具的平均寿命(年)模具的使用率。
在这个公式中,模具总重量是指钢厂每年需要的模具的总重量,单个模具的平均寿命是指模具可以使用的平均年限,模具的使用率是指模具在生产中的利用率。
通过使用这个公式,钢厂可以更准确地预测和计划模具的需求量,从而更好地安排生产和采购计划。
这样可以有效地减少模具的浪费和损耗,提高生产效率和降低成本。
除了使用万吨需求计算公式来计算模具的需求量,钢厂还可以通过其他方式来优化模具的管理和使用。
例如,钢厂可以对模具进行定期的检查和维护,延长模具的使用寿命;钢厂还可以采用先进的生产技术和工艺,减少模具的磨损和损坏;此外,钢厂还可以与模具供应商合作,定制符合自身需求的高质量模具。
总之,万吨需求计算公式是钢厂计算模具需求量的重要工具,通过使用这个公式,钢厂可以更准确地预测和计划模具的需求量,从而更好地安排生产和采购计划,提高生产效率和降低成本。
同时,钢厂还可以通过其他方式来优化模具的管理和使用,进一步提高生产效率和降低成本。
希望这些方法和工具能够帮助钢厂更好地管理和使用模具,实现更好的生产效益和经济效益。
模具重量计算

' S2 x1 F; V) p# n$ t( X- y" Z, z: A& m) o# }6 D
螺纹钢 @7 V/ _$ {- I
8 {1 e3 n( ?) i( X. C, n; q
0 S" @' R# V" ?& s(kg/m) W= 0.00617 ×d 2 d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量=0.00617 ×122=0.89kg, U$ W0 M' K& W6 d( V0 L
7 T9 p* l; G' z, [: I& g( ]6 z
3 m9 g' T) M: w工字钢& h4 l( Q+ u9 h" P3 f, n* Y4 S
& J8 b" @ r3 _8 q. B
2 F" i3 W" F* l: s/ q t$ Z(kg/m) W= 0.00785 ×[hd+2t (b – d )+0.615 (R2 – r 2 )] h= 高 b= 腿长 d= 腰厚 t= 平均腿厚 R= 内弧半径 r= 端弧半径 求250 mm ×118mm ×10mm 的工字钢每m 重量。从金属材料手册中查出该工字钢t 为13 ,R 为10 ,r 为5 ,则每m 重量= 0.00785 ×[250 ×10+2 ×13 ×(118 –10 )+0.615 ×(102 –5 2 )]=42.03kg
7 ~! V* f: k- |4 s$ \. F
* G) p8 q, \; h
5 f/ z- p* L( q7 X6 r" l六角钢) I. e! ]7 c: _- o! X
模具计算公式
模具计算公式模具计算公式是根据模具设计的要求和具体形状,通过一些数学公式来计算出模具各个部分的尺寸和形状。
模具计算公式是模具设计的基础,它能够确保模具的准确性和合理性。
下面是我个人设计的一些常用模具计算公式,供参考:1.挤压模具计算公式:挤出口宽度=Z/D挤出口长度=0.4*D胚料浮头高度=0.7*W(其中,W为挤出口宽度)浮腔流道长度=K*H(其中,K为系数,H为胚料浮头高度)浮腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H2.注塑模具计算公式:注射腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率,V为注塑物体体积)流道长度=K*H(其中,K为系数,H为注射腔高度)流道面积=W*H流道截面积=(W+H)*H3.压铸模具计算公式:冷却时间=w*V^0.3(其中,w为材料热导率,V为铸件体积)浇注系统长度=K*H(其中,K为系数,H为铸件高度)浇注系统面积=W*H型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H4.塑料模具计算公式:型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率流道长度=(W+H)*L(其中,L为流道长度与平均厚度的比例系数)流道面积=W*H流道截面积=(W+H)*H。