生产线张力控制运动控制系统毕业设计报告
张力控制系统分析
1 引言20世纪60年代,特别是80年代以来,随着电力电子技术、现代控制理论、计算机技术和微电子技术的发展,逐步形成了集多种高新技术于一身的现代电气传动技术。
高精度、高可靠性的变频调速系统,凸显了交流异步电动机结构简单、价格便宜、工作可靠和维护方便等优点,为冶金处理线的张力控制技术的发展提供了强有力的保证。
2 带钢张力的作用采用张力控制防止带钢堆拉现象发生,同时,张力在生产过程中也发挥着十分重要的作用,主要表现在以下几个方面[1]:2.1 防止带钢跑偏在实际生产过程中,由于各种因素的影响,带钢在运行过程中容易发生跑偏,而且会随着运行而越来越严重。
为了防止跑偏,可以采用纠偏辊或八字辊,但这两种方法都有一定的时滞,有一定的局限性。
而适当调节张力值,维持张力稳定,带钢可以在一定的张力作用下平稳的运行,张力反映迅速,无时滞,所以是防止带钢跑偏的有效方法。
2.2 有利于控制带钢的板形板形是衡量带钢质量的重要指标,板形良好指的就是带钢的平制度好,如边部起浪,中部浪皱等,这主要是由于变形不均匀,使带钢中的残余应力超出了稳定所允许的拉应力。
当采用微张力控制时,使带钢沿宽度方向上的拉力不超过所允许的拉应力,由此来保持带钢板形的平直。
2.3 有利于控制加热面积的控制炉区的入口段是预热炉,里面没有炉棍,是一段悬空的带钢。
两边喷嘴加热带钢。
利用张力可以调节带钢的悬垂度,保证在预热炉内的带钢充分加热。
此外,张力在煅烧过程中可以适当调节张力辊电机的负荷。
可见张力控制对于正常生产是非常重要的的保证。
而通过张力产生的原理分析,我们可以找出控制或影响张力的有关原因。
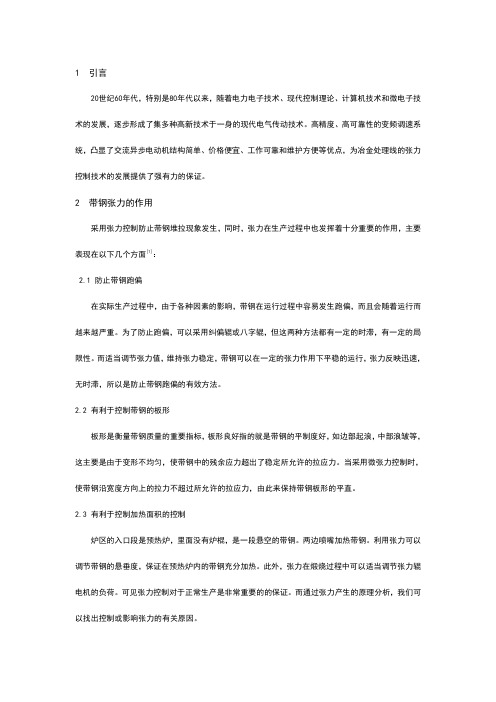
3 带钢张力控制方案以冶金处理线的控制为例,介绍具体控制方案。
图1表示了一条简单处理线的主要传动设备,由开卷机、卷取机、活套和若干张力辊组成。
开卷机,卷取机,活套分别建立各段张力,张力辊根据工艺需要分断上下游张力。
处理段br2参与tm1(张力计)的直接张力控制,其他张力辊作为各速度区域(活套将全线分成入口、中部、尾部三段)的速度基准[2]。
张力控制系统

目录1. 毕业实习的目的、意义、要求...................................2. 总体介绍.....................................................3.张力控制系统..................................................3.1组成.....................................................3.2原理.....................................................3.3分类.....................................................3.4调试.....................................................4.编码器........................................................4.1工作原理.................................................5.对社会可持续发展等的影响......................................6.总结..........................................................7.参考文献......................................................1. 毕业实习的目的、意义、要求目的:1、熟悉张力控制系统的组成及工作原理。
2、了解张力检测装置、熟悉编码器的种类。
3、初步掌握S7-300PLC和G120变频器的应用。
4、了解张力控制系统的调试步骤和方法。
意义:在工业生产的诸多行业,经常会遇到卷绕控制问题。
钢板彩印线张力控制系统的设计
钢板彩印线张力控制系统的设计随着现代工业的不断发展和进步,钢板印刷生产技术也得到了不断的提升和拓展,彩印线成为了现代钢板生产线中不可或缺的一部分。
然而,在钢板彩印线生产过程中,由于张力的不稳定以及其他一些因素的影响,可能会导致钢板的变形或者印刷质量的下降。
因此,如何设计一个可靠的钢板彩印线张力控制系统成为了一项重要的工作。
一、系统框架钢板彩印线张力控制系统是由多种硬件设备和软件程序构成的,主要包括:动力系统、张力控制器、辊筒系统、传感器以及监控软件等。
其中动力系统提供驱动力,使整个生产线可以运转;张力控制器能够精确控制钢板的张力大小,保证印刷过程中的稳定性;辊筒系统通过多个不同的辊筒协同工作,将钢板牢固地固定在生产线上,保证印刷质量的准确性;传感器能够精确地感知钢板的张力情况;监控软件则能够及时监控整个系统的运行情况,避免出现故障。
二、系统原理三、系统特点1. 精准稳定:该系统能够实现对钢板张力的精确控制,保证印刷过程中的稳定性和印刷质量。
2. 独立控制:该系统能够独立控制每一条钢板的张力,最大程度地避免了因单个钢板操作不当而导致整个生产线出现故障的情况。
3. 信息化监控:该系统能够通过监控软件实现对整个系统的监控,及时发现和解决生产过程中的问题。
4. 自适应调节:该系统能够根据不同生产环境的变化自动调节张力大小,保证在任何情况下,都能够实现对张力的精确控制。
四、系统优势1. 生产效率高:该系统能够有效地提高生产效率,减少因印刷质量不良导致的重复印刷次数,降低生产成本。
2. 操作简便:该系统的操作简便,易于维护,能够最大程度地降低操作成本。
3. 适应性强:该系统适用于任何类型和规格的钢板印刷生产线,可以根据不同的产品进行自适应调节。
四、结论钢板彩印线张力控制系统是现代钢板生产线中必不可少的一部分,其设计合理、性能优良、使用方便,能够极大地提高生产效率和印刷质量,减少生产成本。
同时,该系统可适用于任何类型和规格的钢板印刷生产线,是一项非常有价值的技术创新。
本科毕业设计---基于plc的电线电缆张力测控设计说明书
毕业设计说明书基于PLC的电线电缆张力测控设计专业电气工程及其自动化学生姓名顾达炜班级B电气102学号1010601231指导教师吴帆完成日期2014年6月5日毕业设计说明书独创性声明本人声明所呈交的毕业设计说明书是本人在导师指导下进行的研究、设计工作后独立完成的。
除了文中特别加以标注和致谢的地方外,说明书中不包含其他人己经发表或撰写过的研究成果。
对本文的研究所做贡献集体和个人,均己在说明书中作了明确的说明并表示谢意。
本人完全意识到本声明的法律后果由本人承担。
毕业设计说明书作者签名:日期: 年月日指导教师签名:日期: 年月日基于PLC的电线电缆张力测控设计摘要:现在发展快速的社会之中,手工基本上被机器所代替了,进而使人力资源得到了很大程度的节省,在生产之中很大比例为自动化控制所占据,这样很大程度的增加了工作效率。
PLC于各个行业当中都大规模的运用,它是一类用集成电路在计算机科技的原理上开展出来的最新的用于工业控制的设备,在卷线制品的生产中同样有所涉足,因为迅速兴旺的电力通信行业,更加需要电线电缆。
由于对于电线电缆生产中张力控制起到核心的作用,因而,研制张力测控系统由PLC、变频器、传感器组成。
设计分为系统的硬件和软件两部分。
在硬件方面,自动化控制系统由西门子S7-200 CPU226 PLC作为核心,驱动装置为变频器M420,取样电路、张力传感器等所构成。
在软件方面,重点设计包括PLC,同样也进行了变频器的软件方面设计,介绍了PLC的构成与运行原理、张力传感器对于信号取样、EM235模拟量模块对数据处理等内容。
西门子PLC使用S7-200PLC与USS变频器通讯指令,处理张力传感器主机电压信号的输出,送达的的张力信号将送至变频器,开始实时变更现场数据,根据变频器参数设置PLC和PLC逻辑运算,用户以便能够到达电线电缆张力控制的需求。
关键词:传感器;张力控制;PLC;变频器;The Design of Web-based Students InformationManagement SystemAbstract:Now fast development of the industrialization of the society, and largely replaced by machine manual, and then make the human resource has been greatly save, very large proportion in the production of automation control, so that greatly increases the work efficiency.PLC in various industries are the use of the mass, it is a kind of integrated circuit, on the principle of computer science and technology to carry out the latest equipment used in industrial control, also some involvement in roll of wire products production, because of the rapid prosperity of electric power communication industry, wire and cable constantly add much needed, because for the production of wire and cable tension control period to the core role.Thus, then, developed tension measurement and control system composed of PLC, frequency converter, sensors.This paper introduces the hardware and software design of the system.In hardware, automation control system of Siemens S7-200 PLC CPU226 as the core, drive for inverter M420, sampling circuit, tension sensor, etc.In software, the key design including the software of PLC and frequency converter, sampling of tension sensor output signal from the host PLC, acquisition of analog numerical began in the analog module EM235 integrated operation, e Siemens PLC S7-200 PLC and USS inverter communication instruction, tension sensor voltage signal output of the host, served the tension signals will be sent to the frequency converter, began to change in real-time field data, according to the inverter parameter Settings PLC and PLC logic operation, the user can reach the demand of the electric wire electric cable tension control.Key Words:sensor;tension control;PLC;frequency converter;盐城工学院本科生毕业设计说明书(2014)目录1. 概述 (1)1.1课题背景及意义 (1)1.2张力测控系统的发展情况 (2)1.3本文的主要章节安排 (2)2. 电线电缆张力测控系统的总体方案设计 (3)2.1 张力产生的原理 (3)2.2 张力变化的主要因素 (4)2.3 系统总体方案设计 (4)2.3.1张力传感器 (5)2.3.2本课题A/D转换器的选用 (6)2.3.3本课题选用的PLC (10)2.3.4本课题选用的变频器 (11)2.3.5终端监控系统 (11)2.3.6执行机构 (12)3. 系统硬件设计 (13)3.1 西门子S7-200 (13)3.1.1 可编程控制器的特点 (13)3.1.2 S7-200的基本结构 (14)3.2 S7-200CPU226、EM235、变频器的连接图 (16)4. 系统软件设计 (17)4.1 PLC工作原理 (20)4.2 设置系统工作时M420变频器的参数 (21)4.3 USS通讯指令 (21)4.4 张力测控系统的主流程图 (24)4.5 张力测控系统的主程序 (24)4.6 终端监控系统的设计 (25)5. 结束语 (27)参考文献 (28)致谢 (29)附录 (30)附录1:主程序图 (31)附录2:硬件连接图 (34)附录3:组态程序示意图 (35)盐城工学院本科生毕业设计说明书(2014)基于PLC的电线电缆张力测控设计1.概述1.1课题背景及意义对电线电缆生产卷取过程中张力的控制需求为本毕业论文的来源。
毕业设计(论文)收卷机中张力控制系统的设计

摘要张力控制是生产过程中极其重要的一环,良好的张力控制能够确保产品质量,提高生产效率。
本文主要介绍了张力控制变频收卷的控制原理。
此技术能够保证收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时张力过小的现象。
收卷中张力的控制就现在来说还是个难题,文章中基于建立的数学模型,介绍了变频收卷的原理,按照一定的控制策略进行数据处理,实时调整控制信号。
通过PLC进行卷径的计算,改变变频器的输出频率,对电机进行控制。
对收卷而言,随着卷径的逐渐增大,转矩的值也随之增大,变频器输出的速度将随之减少,符合收卷的基本原理,同时张力也在控制之中。
系统实现了收卷张力的工艺定量化,完成了转矩和速度的自动跟踪转变。
为了改进系统的控制性能,我们必须改进控制的策略。
在收卷系统中,传统的PI控制不能够很好地满足张力控制的精度,稳定程度。
所以文章在最后提出了模糊自适应PID控制方法,应该是以后张力控制算法的主流研究方向。
关键词:变频器,收卷,张力控制ABSTRACTGood tension control improves product quality and productivity。
The article introduces the control principle of tension controlled variable frequency。
This technology makes the whole winding process stable and avoids the over tension of small winding and keep tension not getting too small in big rolling。
The control of tension upon rolling-up is the conundrum at present。
This article not only based the math model,but also introduced the project of invariable tension control according PLC which calculated the rolling diameter and adjusted the output frequency of transducer。
镀锌生产线新型张力控制系统的设计与研究

钢不再有张力形成 ,而检查站和出口剪的距离又
1 工艺设备存在的问题及改进措施
控制原理相同,故本文仅对 1 号镀锌生产线进行 讨论和分析。1 号镀锌生产线出 口段改造前 的工 艺布置及张力分布如图 1所示。 出 口段 l l号 张力 辊 ( 主 速度 辊 )将 其 两 侧 的张力分隔开来。出 口段运行 时 , 是 由卷取
机 向前拉紧而产生的,卷取机能够提供足够 的转 矩来维持检查站的带钢张力。当出口段进行带钢
首钢某冷轧厂 1 ,2号镀锌生产线 由国外知 名公司成套 引进 ,于 2 0 0 8年运行投产。这 2条 生产线分别 主要生产汽车板和家 电板 。2 0 1 0年 以来 ,为满足 日 益苛刻的市场需求,该厂不断开 发新产品。但 在开发新产 品过程 中,这 2条生 产线出 口 段易发生带钢滑落、头部划伤和采样长 度精度差等问题 ,严重影 响了产品质量和产量。 经分析 ,出口段张力控制系统存在缺陷是造成上 述 问题 的直接原 因。
t e n s i o n c o n t ol r l i n g s y s t e m c o n s i t t u i t o n, o er p a t i n g p in r c i p l e s a n d ma i n a p p l i c a i t o n c o n t r o l l i n g t e c h n o l o y g d u i r n g d e v e l o p i n g . I n a d d i t i o n, t he i mp o r t nt a p a r a me t e r s i n a c t u l p a r o d u c i t o n a r e c o l e c t e d nd a na a l y z e d i n v i t r u e f o p r o c e s s d a t a a c q u i s i i t o n s y s t e m.T h e es r u l t s s h o w ha t t n e w t e n s i o n c o n t r o l i n g s y s t e m h a s a s t a b l e o er p a i t o n nd a C n a s o l v e he t p ob r l e ms f o s t r i p s l i d i n g,s t r i p h e a d s c r a t c h i n g nd a b a d s a mp l i n g l e n g t h p r e c i s i o n t a he t e x i t s e c i t o n f o C GL . Ke y Wo r d s c o n i t n u o u s g lv a a n i z e d l i n e ,b i r d l e ol, t r e n s i o n c o n t r o l ,s t a b i l i t y
电镀锡生产线张力控制系统的建模仿真与实现的开题报告
电镀锡生产线张力控制系统的建模仿真与实现的开题报告一、研究背景与意义电镀锡是一种将锡在金属表面制成一层保护层的电化学过程。
电镀锡广泛应用于包装、航空航天、汽车、电子、通信等领域。
要保证电镀锡的质量,需要严格控制电镀锡生产过程中的一系列参数。
其中,张力控制是一个关键环节。
传统的电镀锡生产线的张力控制系统存在以下问题:(1)传统的张力控制系统存在滞后现象,反应速度较慢。
(2)在峰值张力时,控制系统常常无法使张力保持在合适的范围内。
(3)传统控制算法受到电流、电压等因素的影响,精度难以保证。
因此,需要建立一种模型仿真与实现方法,改进张力控制系统,提高电镀锡生产线的质量和效率。
二、研究内容与方法(1)研究内容本文将围绕电镀锡生产线张力控制系统进行研究。
主要包括:1. 建立电镀锡生产线张力控制系统的数学模型。
2. 对传统的张力控制算法进行改进,提高反应速度、精度和稳定性。
3. 建立仿真模型,进行仿真实验,验证控制算法的有效性和稳定性。
4. 搭建实验平台,对控制算法进行实际验证。
(2)研究方法本文将采用以下方法进行研究:1. 理论分析法:通过理论分析,建立张力控制系统的数学模型。
2. 算法改进法:基于传统的张力控制算法,通过改进算法结构、选择合适的参数等方式,提高算法精度和稳定性。
3. 仿真实验法:建立仿真模型,进行仿真实验,验证控制算法的有效性和稳定性。
4. 实验验证法:搭建实验平台,对控制算法进行实际验证。
三、预期研究成果(1)计划完成的工作1. 建立电镀锡生产线张力控制系统的数学模型。
2. 对传统的张力控制算法进行改进,提高反应速度、精度和稳定性。
3. 建立仿真模型,进行仿真实验,验证控制算法的有效性和稳定性。
4. 搭建实验平台,对控制算法进行实际验证。
(2)预期研究成果1. 建立电镀锡生产线张力控制系统的数学模型。
2. 提出一种优化的张力控制算法,提高算法精度和稳定性。
3. 建立仿真模型,验证控制算法的有效性和稳定性。
精确柔性成型钢管生产线张力控制系统设计与研究的开题报告
精确柔性成型钢管生产线张力控制系统设计与研究的开题报告一、研究背景和意义随着工业化进程不断发展,精密制造业的重要性愈来愈受到重视。
其中,钢管生产是一个极为重要的领域,特别是精确柔性成型钢管的生产。
传统的钢管生产线一般采用钢板冷轧的方式生产,成型精度、产品品质和生产效率均受到较大限制。
而精确柔性成型钢管生产工艺是利用超精密的辊轮成型装置,对钢板进行完美无瑕疵的轧制成型。
然而,在精确柔性成型钢管生产线生产过程中,钢带张力控制是实现高品质、高效率、高稳定性生产的关键因素。
钢带张力变化会直接影响到成型精度,甚至会导致钢带破损或其他质量问题,从而降低生产效率。
因此,实现钢带张力控制系统的精准、快速和稳定,对于精确柔性成型钢管生产线的进一步提升和发展具有非常重要的意义。
二、研究内容和技术路线本课题着重研究和探讨精确柔性成型钢管生产线张力控制系统的关键技术和实现方法。
主要研究内容包括:1. 钢带张力分析与控制系统设计。
钢带张力是影响钢带成型的重要因素。
通过钢带张力分析,得出钢带张力变化的规律和影响因素,并结合控制系统设计,实现钢带张力的精准、快速、稳定地控制。
2. 控制系统的硬件设计。
主要设计以PLC为核心的控制器电路板和控制信号传输模块。
通过钢带张力传感器获取钢带张力数据,进行数据处理和控制信号输出。
3. 控制系统的软件设计。
进行控制算法设计和开发控制程序,实现闭环控制和自适应控制等多种控制模式,提高钢带张力控制系统的可靠性、稳定性和智能化程度。
技术路线如下:1. 钢带张力数据采集:利用钢带张力传感器采集钢带张力数据。
2. 控制信号输出:利用控制器电路板和控制信号传输模块,将控制信号输出到成型设备的驱动装置。
3. 控制算法设计:实现速度控制、力矩控制、位置控制和自适应控制等多种控制模式的设计和实现。
4. 控制程序开发:基于控制算法进行程序开发,并结合控制器和硬件设备进行优化和实现。
三、预期成果和应用价值1. 设计出具有高可靠性、高精度、高效率和智能化水平的张力控制系统,提高了精确柔性成型钢管生产线的生产效率和成品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总结
对于张力控制不是简单的程序汇编和组态,还需要知道材料间张 力的特性和生产线在工作现场所经历的各种各样的实际问题和实 际困难,所以我们现在所掌握的知识是有限的,应对实际工作现 场的经验是匮乏的,但是我们已经了解了材料从无控到可控的基 本设计步骤和相应的软件的汇编组态。 在对不同材料进行控制的时候应该遵循首先了解材料性质,设计 控制方案,推广至设备架构,对设备进行设计保证材料在生产后 成为成品。所以此次设计的过程便已经明晰。 1:了解生产流程 2:了解材料张力控制办法 3:了解不同材料的控制策略 4:运用现代化自动化设备对不同材料开卷过程中的张力进行设计 经过进一年的研究设计这个过程已经完成,并且获得一部分经验 和知识,总体来说对于生产线张力控制和伺服系统PLC总线结合 的新型控制体系和集成自动化的理念已经得到灌输,整个生产线 的张力部分也有一定认识和感知,对于人机界面和PLC、运动控 制器的配合及SSCNET(三菱伺服总线)的通信问题也有认知和了解。 对于21世纪新的工厂及自动化要求,张力控制这一个环节也有所 体现,张力控制需要实时监测每一个工作轴的状态,这些信息通 过总线反应给系统形成完备的通信理念,也是正在各个现代化工 厂普及化的新兴技术。
2014年度电气工程系毕业 设计
基于PLC总线的交流伺服技术在生产线 张力控制中的应用 ——运动控制设计
指导老师:XXX 毕业答辩学生信息:XXX XX大学 自动化电气X班
选题介绍
我组所选课题是专业工程实践类课题,是研究在实际 生产过程中对于纸张类脆性材料,以及高分子类的塑 性高弹性材料的微张力控制,要求生产线快速,稳定, 且低废品率,我们需要对于原材料在生产线上采取的 有效控制手段,研究其运行在开卷过程中所需的控制, 以及其在换料接料过程中的所需的控制手段。原材料 多是纸张以及高分子材料,其中高分子类材料具有质 地柔软,且弹性形变大的特点,对于生产线张力控制 的要求非常严格,对于开卷中心电机的要求就是保证 卷芯的恒张力传动,从而改变其在不同状态下的速度 变化,故对于开卷过程需要对开卷电机的速度和力矩 进行反馈控制,对于辅助其转动的限速带只需要速度 限制,保证其与所开卷之间有接触就可以。但是对于 纸张些许的张力变化会造成纸面的形变甚至纸张的断 裂,这样子产品就会纯在缺陷和瑕疵,所以对生产线 采取张力控制可以有效的避免此类事件的发生,既可 以提高生产速度,同时保证了产品的质量。
左开卷 电机
右开卷 电机
限速带 电机
储料器 电机
浮动辊 电机
主要技术参数
1.机械设备参数 (1)1# 皮带辊: 外径D1=120 mm 内径D1=100 mm 辊面宽度L=300 mm (2)1# 传送带: 厚度w1=1 mm 宽度L1=300 mm (3)1# 皮带辊减速比:N12=5 (4)开卷轴减速比: N12=3.5 (5)浮动辊最大浮动角度:θ=±30° (6)浮动辊角位置传感器:8位绝对编码器,分辨率:1/256 2.工艺参数: (1)生产线最高生产线速度:Vmax=200 m/min (米/分) (2)生产线最低生产线速度: Vmin= 20 m/min (米/分) (3)原材料最大料径:Dmax=800 (mm) (4)原材料最小料径:Dmin= 80 (mm) (5)原材料最大料重:Wmax= 20 (kg)
MOTION算法框图
浮动辊控制
浮动辊目标值
V2 PID运算 △n
原材料 n2
n2
浮动辊实际值
+
初始料经设定
Dze
n2=d1*n1/d2
n2 n1 n1
开卷电机 Q173H 运动控制器
开卷速度计算
D2
n2
速度检测
n2
n2=d1*n1/d2
D2
卷径限制
交 流 伺 服 系 统
驱动器
反 馈
当前料径计算
MT DEVELOPER2对系统进行 组态
开卷工艺流程
生产线运行方向
V
限速带 等待中 限速带 运行中 速度
SM223
浮动辊
牵引1
牵引2 接料器
SM225 SM226 SM227 SM227
纠编器 储料器
SM228 SM229
SM230
速度
速度/力矩
储料位置
力矩
浮辊位置 力矩
速度/力矩
速度
接料工艺流程
材料运行方向
限速带
V
运行中
接料等待中
左接 料气 缸
运行MT-DEVELOPER2在开始 菜单栏里点开所有程序找到 MELSOFT Application ▶MTDEVELOPER ▶SW6RNC-GSVE ▶SW6RN-GSV22P ▶System setting进入多CPU系统的设置模 式
膜类材料开卷特性及方案
生产线运行方向
V
开卷电机 1# 等待中 限速带 2# 接料器
V
开卷电机 8# 等待中
开卷电机 9# 运行中
储料器 10#
牵引4 13# 接料器
SM225 SM226 SM228 SM229
纠编器
SM230
速度 力矩 浮辊位置 力矩
速度/力矩
储料位置
态(膜类高弹材料)
虚拟模式组态(纸类无弹材料)
SFC程序编辑
经过系统SSCNET实模式与虚拟模式的组态后就可以 对不同材料的不同控制过程进行运动控制SFC程序的 编写。 当然我们所说的SFC不是任天堂的游戏主机,或者 windows的系统完整性保护指令,三菱在MTDEVELOPER2下设计的SFC程序是一种特有的方便 的图形化编程语言具有流程图的外观和其他程序同样 可以控制系统的能力,减少了工程人员的工作量,也 方便了系统的运行调试,可以称其为顺序功能图编程 语言。 对于运动控制的SFC程序,在论文中详细提及,对于 系统不同材料的SFC编辑拥有不同控制方案下的不同 编辑方式,所以,这里不一一列出。
完结 撒花 谢谢 观赏
现场总线架构
上位控制机
CC-LINK 工业现场总线
开关量输入
开关量输出
人机界面 HMI
运动控制器 浮辊位置检测 尾料断料检测 离合器制动器 自动接料器
SSC-NET伺服系统总线
浮动 辊电 机伺 服驱 动器
左开 卷电 机伺 服驱 动器
右开 卷电 机伺 服驱 动器
限速 带电 机伺 服驱 动器
储料 器电 机伺 服驱 动器
致谢
感谢此次毕业指导老师武老师对题目 的精心讲解和耐心辅导,并且身体力 行一丝不苟的对所遇到的困难基于帮 助和指导,在此衷心感谢老师付出的 辛劳与汗水。 感谢学校对毕业设计的严格要求和大 力支持,拥有严格精密的学术要求使 我们在研究课题、撰写论文和答辩过 程中获益匪浅,在此衷心感谢学校的 学术与教学的严谨作风。
SM225 SM226 SM227 SM227 SM228 SM229
开卷电机 3# 运行中
速度 储料器 4#
SM223
浮动辊 6# 牵引1 5#
牵引2 7# 纠编器
SM230
速度 力矩 浮辊位置 力矩
速度/力矩
储料位置
速度/力矩
速度
纸类材料开卷特性及方案
生产线运行方向 速度 牵引3 11# SM223 浮动辊 12#
接料器
右接料 气缸
S225 S226
速度/力矩
储料器
S227
速度
速度/力矩
S228
力矩 储料位置
由于接料时 间的限制, 储料器在来 回的运动以 调节材料运 输到下一步 生产线的不 间断性
调节辊的张力控制示意图
系统选择
选择三菱Q系列PLC CPU单元采用Q02H并与Q173一起构成多CPU系统 拟采用基于CC-Link现场总线结构的分散型I/O系统 选择QJ61BT11作为主站 远程I/O单元选用QJ61BT11-16D、QJ61BT11-16T等 选择三菱A970GOT智能显示终端以实现人机界面功 能 三菱公司的HC-SFS系列伺服电机作为开卷电机 MR-J2S系列全数字伺服控制器作为伺服控制器 选择Q173多轴运动控制器作为控制装置 通过SSCNET伺服总线与MR-J2S相连构成多轴运动 控制系统