铝型材模具常识与术语
铝型材模具基础认识(建议收藏)

挤压成型是对放在模具型腔(或挤压筒)内的金属坯料施加强大的压力,迫使金属坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性加工方法。
挤压广泛采用的•(1)正挤压法技术成熟,工艺操作简单,生产灵活性,表面好。
确定损耗大,广泛应用•(2)反挤压法相反,需要专业的挤压设备和工具,铝制品强度更高•(3)复合挤压法•(4)连续挤压法挤压生产方法,从工艺特点看,具有模锻的特性,即有成型模。
模扣方式可以为任何断面,也可以为空心形状。
而挤出的制品又可为条形,带状,属于连续成型,故有轧制的特性,因此,挤压与缎,轧相比有下列优点:1)挤压法不但可生产断面形状简单的棒,管线等制品,而且,可以生产断面形状复杂的空心和实心形制品。
2)挤压方法生产灵活性很大,只需要更换模具,就可以生产形状不同,尺寸不同的制品。
模具更换时间短,生产效率高,对于批量小的生产规模具有重要意义。
3)挤压制品的尺寸精度远比轧制和模锻,表面粗糙度好,可以不加工少加工,成为成品件4)挤压制品力学性能好,尤其对铝和铝合金制品来说,挤压效应是制品在淬火或时效后,齐纵向性能高于轧制和模锻。
5)和轧制相比,挤压设备结构紧凑,占地少,基础设施费用少,操作简单,维修易行6)便于实现半自动化或自动化缺点:1)压余,制品的斜头,尾等占整个配料的12%-15%,故材料利用率低2)与轧制工艺生产相比,生产效率低3)正向挤压,坯料与挤压筒内孔壁有摩擦力存在即耗能多,同时影响制品质量。
铝挤型设备,型材挤出过程类似做年糕,一般切断为6米/根。
铝挤型模铝挤型模是一层一层叠加起来而得到相对复杂的截面的。
注:铝挤型模一般是根据相应的型材挤压设备开的,一旦转厂,型材模无法通用。
加工过程:在加热炉中预热毛坯料,在挤压机和模具中挤压,锯切,拉直,再锯切,并进行时效热处理。
1)预热铝棒和挤压工具,铝合金熔点660° 一般加热大于375° 最高可到达500°2)墩粗挤压刚刚开始时铝棒受到模具的反作用力而变短,变粗,直到铝棒的膨胀受到盛锭筒筒壁制约,然后当压力继续增加,柔软的(仍然是固体)金属没有地方可流,开始从模具的成型孔被挤压到模具的另一端出来,这就是型材。
模具专业用语概述
模具专业用语概述模具专业是一个非常重要的工程领域,其中包括了各种各样的技术和专业术语。
这些术语对于模具专业的工程师和技术人员来说是非常重要的,因为他们需要了解这些术语以便在实际工作中更加高效地操作和交流。
下面是对模具专业用语的概述。
一、模具在模具专业中,模具是最基本和关键的术语之一。
模具是制作工业零部件和产品的工具,其作用是将材料通过熔融、塑性变形和冷却过程转化成所需的形状。
模具主要分为压铸模具、注塑模具、吹塑模具、挤出模具、汽车钣金模具等。
二、模具设计模具设计是制作模具的重要步骤。
模具设计包括模具结构设计、模具零部件设计、模具加工工艺设计等。
模具设计需要考虑多方面因素,如材料、加工工艺、成本和生产效率等。
三、加工工艺加工工艺是模具制作过程中非常重要的术语。
加工工艺包括多种不同的工艺,如铣削、车削、磨削、电蚀和电火花加工等。
这些加工工艺对于制作不同类型的模具都有其特定的要求和应用。
四、CAD/CAMCAD是计算机辅助设计的缩写,CAM是计算机辅助制造的缩写。
这两种技术在模具专业中广泛应用。
CAD/CAM系统能够提高模具设计的速度和精度,同时还能自动生成加工程序,实现模具制造的自动化。
五、注塑加工注塑加工是模具制造中一个非常重要的专业领域。
注塑加工是将熔化的塑料注入到模具中,然后冷却和固化以获得所需形状的过程。
注塑加工需要考虑到压力、温度、速度和切换时间等因素。
六、尺寸公差尺寸公差是指模具设计和制作中所需的精度范围。
尺寸公差的大小取决于产品和模具的要求。
尺寸公差是制作高品质模具的关键因素之一,对于各种不同类型的模具都是非常重要的。
七、模具标准在模具制造中,模具标准是必取的。
模具标准可以确保模具设计和制造的质量,同时还能保证制造出的模具与其他企业所制造出的模具兼容。
常用的模具标准有DIN、ISO和ASME 等。
八、模具材料模具材料的选择对于制作模具的性能和寿命有直接影响。
常用的模具材料有钢、铝合金和塑料等。
铝型材专业术语

铝型材专业术语铝型材专业术语2 基础术语2.1阳极氧化anodic oxidation一种化学氧化过程。
在该过程中铝或铝合金的表面通常转化成一层氧化膜,该膜具有防护性、装饰性或其他功能特性。
2.2自然氧化natural oxidation在大气中没有人为加速的氧化过程。
2.3化学转化chemical conersion金属铝在氧化性化学溶液中生成化学氧化膜的处理,旧称化学氧化。
2.4阳极anode在电解过程中,以负离子放电,生成正离子或发生其他氧化反应的电极。
2.5阴极cathode在电解过程中,以正离子放电,生成负离子或发生其他还原反应的电极。
2.6辅助电极auxiliary electrode在电解过程中使电流均匀分布以得到均匀氧化膜所采用的附加阳极或附加阴极。
2.7电流密度current density通过电极表面的单位面积电流强度。
一般用安培每平方米(A㎡)或安培每平方分米(A/d㎡)表示。
2.8临界电流密度critical current density电解时特定的电流密度值,高于或低于该值时会发生不同的有时是未预期的电极反应。
2.9电流效率current efficiency阳极氧化过程中形成氧化膜所消耗的有效电流与按照法拉第定律计算的理论电流之间的比值,通常用百分数表示。
2.10阳极效率anode efficiency阳极氧化过程中,用于生成氧化膜的电量与所用总电量的比值。
2.11电解electrolysis电流流经电解液在电极上产生电化学反应的过程。
2.12电解液electorlyte由离子传输电流的导电性液体介质。
2.13分布能力throwing power在电解过程中,电流在不规则电极表面上均匀分布的能力。
2.14去离子作用deionization用离子交换的方法除去溶液中离子的方法。
2.15活化activation表面有钝态向活化态的转变。
2.16阳极氧化膜再活化reactivation (of an anodic oxide coating) 阳极氧化膜经酸处理后,吸附燃料能力增加的处理方法。
40种常见的模具专业用语,秒懂模具人的交流暗号!
40种常见的模具专业⽤语,秒懂模具⼈的交流暗号!⼀般我们在刚刚步⼊模具这个⾏业,或者是其他部门的同事需要与模具部门商讨模具问题的时候,很多专业名词根本听不懂,这个时候解释名词的时间竟然⽐商讨解决问题的时间还要长,这个时候建议公司把以下常见的⼏⼗种专业术语打印分发,⼤家阅读,这样会⼤⼤提⾼⼯作效率的!中磊教育-模具专业⽤语下⾯介绍常⽤的模具术语:1. 塑胶件常出现的瘕疵?答:缺胶、披风、⽓泡、缩⽔、熔接痕、⿊点、⽓泡、条纹、翘曲、分层、脱⽪等.2 . 什么是 2D ?什么是 3D?答:, 2D 是指⼆维平⾯, 3D 是指三维空间。
在模具部分, 2D 通常是指平⾯图,即 CAD图; 3D 通常是指⽴体图,即 PRO/E 、 UG 或其他3 D 软件的图档。
3 . 什么是碰穿 ? 什么是插穿 ?答:与 PL ⾯平⾏的公母模贴合⾯叫碰穿⾯;与 PL ⾯不平⾏的公母模贴合⾯叫插穿⾯!4 . 条和丝的关系?答:条和丝都是长度单位。
条为台湾⽤语,1 条 =0.01MM ;丝为⾹港⽤语, 1 丝 =0.01MM ,所以, 1 条=1 丝5 . 枕位是什么?答:外壳类塑件的边缘常开有缺⼝,⽤于安装各类配件,此处形成的枕状分型部分称为枕位.中磊教育-模具专业⽤语6 . ⽕⼭⼝是什么?答: BOOS 柱根部减胶部分反映在模具上的类似于⽕⼭爆发后的形状叫做模具⽕⼭⼝。
深的⾻位上也常做,⽬的是为了防⽌缩⽔。
7 . 呵是指什么?答:呵就是模仁,⾹港习惯⽤语,镶呵的意思就是镶模仁。
8 . 什么是虎⼝?答:虎⼝,⼜称管位,即⽤来限位的部分。
常⽤在模仁的四个⾓上,起前后模仁⼀个精定位的作⽤,常⽤ CNC 或模床加⼯。
9 . 什么叫排位?答:模具上的产品布局称为排位。
往往由进胶式样与模具结构及产品本⾝来决定的。
10 . 什么叫胶位?答:模具上产品的空⽳称为胶位。
也就是你需要的塑胶件中磊教育-模具专业⽤语11. 什么叫⾻位?答:产品上的筋称为⾻位。
模具行业的术语及基础知识点

模具行业的术语及基础知识点1. 什么叫PL面?PL面又称:分型面、啪拉面,是指模具在闭合时前模和后模相接触的部分。
2. 什么是碰穿,什么是插穿?与PL面平行的公母模贴合面叫碰穿面,与PL面不平行的公母模贴合面叫插面。
3. 条和丝的关系?条和丝都是长度单位,条为台湾用语,1条=0.01mm,丝为香港用语,1丝=0.01mm,所以1条=1丝。
4. 枕位是什么?外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕壮分型部分称为枕位。
5. 火山口是什么?BOOS柱根部减胶部分反映在模具上的类型于火山爆发后的形状叫做模具火山口。
6. 呵指是什么?呵指的是模仁,香港习惯用语。
7. 什么是老虎口?老虎口又称为:管位,即用来限位的部分。
8. 什么叫排位?模具上的产品布局称为排位。
9. 什么叫胶位?模具上的产品的空穴称为:胶位。
10. 什么叫骨位?产品上的筋称为:骨位。
11. 什么叫柱位?产品上的BOSS的柱称为:柱位。
12. 什么叫虚位?模具上的间隙称为:虚位。
13. 什么叫扣位?产品上连接用的钩称为:扣位。
14. 什么叫火花纹?电火花加工后留下的纹称为火花纹。
15. 铜工是什么?电火花通常采用易于加工的铜料做放电电极,称为铜工,也称电极,铜工一般分为:粗工、粗幼工、幼工、幼工又称精工。
16. 火花位通常是多少?放电过程中,铜工和钢料之间的放电间隙称为火花位,粗工火花一般在15到50条,幼工火花位一般在5到15条。
17. 料位是什么?塑胶产品的避厚,也称肉厚。
18. 原身留是什么?原身留是相对与割镶件而言,原身留是指一整块钢材为加工胚料,加工的时候一起加工出来。
19. 熔接痕是什么?两股塑胶相遇所形成的线称为熔接痕。
20. 喷流是什么?塑胶从进胶口进入型腔后形成弯曲折叠似蛇的流痕称为喷流。
21. DME是指什么,HASCO是指什么?标准件的标准,DME是美制的,HASCO是欧制的。
22. 什么叫倒扣?产品中前后模无法直接脱模的部分成为倒扣。
铝型材模具

根据制造工业的要求,航空,汽车,通讯手机,建筑,甚至是食品加工业,多多少少都会用到模具,铝型材也是如此。
有了模具,铝型材的成型就会十分简单。
大家对铝型材模具是否有了解呢?下面就让盛达前亮铝业为您简单解答,希望可以帮助到您!
对于实心型材的模具,需要在模具上加工成型孔,通过挤压机进行挤压成型。
而对于实心型材来说,就完全不同,模具是由阳模和阴模两部分所组成,阴模加工成型材的外形,阳模则是加工成空心部分的形状的模芯,然后将阳模模芯固定在阴模的型腔内,同时阳模与阴模之间还设计有金属焊合室。
为了使金属铝进入模具型腔,在阳模上加工有分流孔,金属铝经过分流孔流入到焊合室,金属在高温高压下重新焊合,挤出模具型孔,成为我们所需要的空心铝型材。
铝型材的尺寸及偏差是会受到挤压模具的影响的,对于壁厚差很大的铝型材,难成形的薄壁部分及边缘尖角区应适当加大尺寸;而对于宽厚比大的扁宽薄壁型材及壁板型材的模孔,桁条部分的尺寸可按一般型材设计,而腹板厚度的尺寸,除考虑公式所列的因素外,尚需考虑挤压模具的弹性变形与塑性变形及整体弯曲,距离挤压筒中心远近等因素。
盛达前亮铝业是长三角源头厂家,拥有24年铝型材生产经验。
公司拥有9条挤压生产线,最大挤压机3600吨,时效炉长13米,挤压工艺采用等温等速。
通过通过IATF 16949汽车管理体系认证、ISO9001质量管理体系,ISO14001环境管理体系认证。
为客户提供型材、表面处理、精加工一站式服务。
盛达前亮铝业长期与国内一流高校建立技术合作,已经研发生产各类铝型材超过一万种,具备复杂截面铝型材的研发能力和经验。
秉
承客户为先,想客户之所想,急客户之所急,自主创新,持续改善的宗旨,竭诚服务于广大的新老顾客。
铝型材模具原理

铝型材模具原理
铝型材模具是一种用于制造铝型材的专用工具。
它的原理是通过将加热的铝料注入到模具中,并经过压力和冷却过程,使铝料凝固成为所需的型材形状。
铝型材模具通常由两个部分组成:上模和下模。
上模和下模通过模具座连接在一起。
上模和下模上分别有相应的凹槽,两部分凹槽形成了最终产品的外形。
模具座上通常设有冷却水通道,通过冷却水的流动,可以加快铝型材的冷却速度,提高生产效率。
在铝型材制造过程中,首先需要将铝料预先加热至一定温度。
然后,将加热的铝料注入到模具中。
注入铝料时,通常需要施加一定的压力,以保证铝料充分填充到模具的凹槽中,并排除空气。
接下来,模具需要进行冷却。
通过冷却水的流动,可以迅速降低铝材的温度,使其凝固成型。
冷却过程的时间会根据铝型材的厚度和尺寸而有所不同。
当铝型材完全凝固后,可以打开模具,取出成品。
铝型材模具的设计和制造需要考虑多个因素,包括型材形状、尺寸和外观等要求。
通过合理设计模具的凹槽形状和冷却系统,可以确保铝型材的质量和效率。
总的来说,铝型材模具通过加热、注入、压力和冷却等工艺过
程,使铝料凝固成为所需的型材形状。
这种技术在铝型材制造中发挥着重要作用,为各行各业提供了高质量的铝型材产品。
铝合金开模
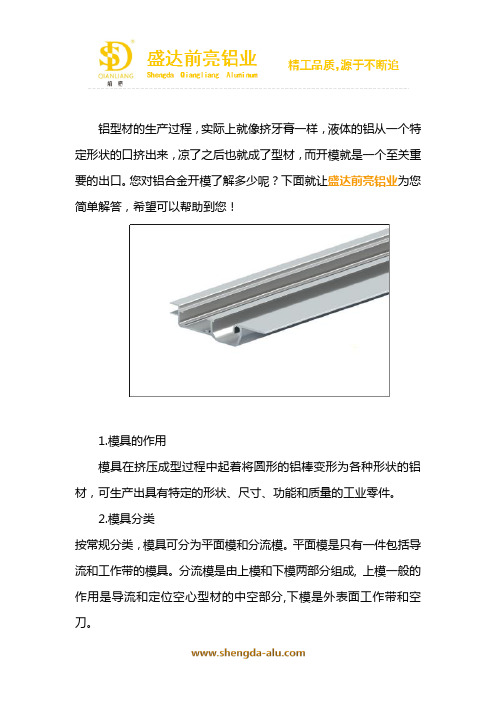
铝型材的生产过程,实际上就像挤牙膏一样,液体的铝从一个特定形状的口挤出来,凉了之后也就成了型材,而开模就是一个至关重要的出口。
您对铝合金开模了解多少呢?下面就让盛达前亮铝业为您简单解答,希望可以帮助到您!
1.模具的作用
模具在挤压成型过程中起着将圆形的铝棒变形为各种形状的铝材,可生产出具有特定的形状、尺寸、功能和质量的工业零件。
2.模具分类
按常规分类,模具可分为平面模和分流模。
平面模是只有一件包括导流和工作带的模具。
分流模是由上模和下模两部分组成, 上模一般的作用是导流和定位空心型材的中空部分,下模是外表面工作带和空刀。
3.模具生产过程
模具的流程为下料›粗车›划线›铣削›热处理›磨削线切割›电火花加工›钳工精修›验收。
根据模具尺寸的大小,以及型材截面的复杂程度,决定模具加工的易难,最大模具直径做到555mm。
一般情况下,平面模的生产周期为5至10天;分流模为7至15天。
盛达前亮铝业是长三角源头厂家,拥有24年铝型材生产经验。
公司拥有9条挤压生产线,最大挤压机3600吨,时效炉长13米,挤压工艺采用等温等速。
通过IATF 16949汽车管理体系认证、ISO9001质量管理体系,ISO14001环境管理体系认证。
为客户提供型材、表面处理、精加工一站式服务。
盛达前亮铝业长期与国内一流高校建立技术合作,已经研发生产各类铝型材超过一万种,具备复杂截面铝型材的研发能力和经验。
秉
承客户为先,想客户之所想,急客户之所急,自主创新,持续改善的宗旨,竭诚服务于广大的新老顾客。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝型材模具常识与术语
一模具的作用:
将圆形的铝棒变形为各种形状的铝材。
二模具的分类:
a按铝型材特点可以分为平模(实心),分流模(空心),
b平模包括:整体模,导流模,模面(模垫)
c 分流模包括:假分流,封闭式模,吊桥模,导流板式三件套。
D根据焊合室在上模还是下模,又
可分为上焊合室或下焊合室等。
E 根据出料支数还可以分为一出一,一出几。
三挤压模具的结构和要点:
A 工作带,型腔尺寸作用:工作带垂直与模具工作端面并形成型材形状,尺寸和表面质量,取值要保证铝材公差并尽量延长模具寿命。
B 工作带的长度:工作带长度过短,产品的尺寸难以稳定,也容易产生波纹,椭圆度,压痕,压伤,同时模具易磨损降低寿命。
工作带过长时,会增大金属的摩擦作用,增大挤压力,易于粘接金属,易使制品表面擦花,划伤,毛刺,麻面,搓衣板等缺陷。
C 空刀:保证铝材通过,保证铝材质量及模具寿命。
若出口空刀过小,这容易划伤铝材表面,甚至堵模,如果出口空刀过大,会削弱工作带的强度,引起工作带的变形,压塌,降低模具的使用寿命。
D 导流板(槽):由于铝棒通常为圆
形,而制品的形状千奇百怪。
因此由圆形的铝棒突变为制品的形状太剧烈,设订一个介于铝棒与制品之间的过渡形状,而减少变形的过程,通常导流槽的形状都是接近制品的形状。
E 分流孔:铝通过型孔的通道,其形状,断面尺寸,数目及不同的排列方式都直接影响到挤压制品的成型,质量,挤压力和模具寿命。
在一般情况下分流孔的数目要尽量少,以减少焊合线,增大分流孔的面积降低挤压力。
分流比及分流孔的合理布置,对于平衡金属流速,减少挤压力,促进铝的流动及焊合,提高模具的寿命都有一定的影响。
F 挤压比:衡量此型材是否可以在该加压机上挤压的重要参数之一。
挤压比计算公式:挤压筒的面积/型材的截面积。
挤压比太小,型材制品变形不充分,密度和表面质量不好,挤压比太大,模具变形太剧烈,挤压困难,型材尺寸难
以保证,甚至造成堵模。
理想值40-80.
G 分流比:分流孔的截面积与型材截面积之比。
分流比的大小直接影响到挤压阻力的大小,成型的质量与焊合的质量。
H 分流桥:它的宽窄与模具强度与金属的流量有关。
分流比的大小直接影响到挤压阻力的大小,成型的质量与焊合的质量。
I 模芯:决定产品的内腔尺寸和形状,通过与下模的型腔配合间隙生产出有空心部分的铝合金。
J 焊合室:金属集聚并焊合的地方焊合室的容积与截面积与制品的截面之比越大,则焊合室所建立起来的静水压力也就越大,铝在焊合室停留的时间越长,焊合质量也就越高。