高炉炉缸传热体系的探讨
关于高炉炉缸结构与长寿方面的探讨1
关于高炉炉缸结构与长寿方面的探讨1关于高炉炉缸结构与长寿方面的探讨1高炉是冶金工业中常见的设备之一,用于将铁矿石还原成铁。
高炉由多个部分组成,其中炉缸是高炉的核心部分之一、炉缸的结构和设计对高炉的性能和寿命有重要影响。
炉缸是高炉内部的一个圆柱形区域,是铁矿石还原和熔化的主要区域。
在高温和高压的环境下,炉缸承受着巨大的机械应力和化学侵蚀。
因此,炉缸的结构和材料选择对高炉的长寿命至关重要。
首先,炉缸的结构应该设计合理,以承受高温和高压环境的力学应力。
一种常见的炉缸结构是带有锥形底部的圆柱形,这种结构使得炉缸能够承受高温下的溶解反应和气体压力,同时有利于收集和排出产生的铁和矿渣。
其次,炉缸的材料选择也是至关重要的。
由于高炉内部的极端环境,炉缸的材料需要具备高温耐受性和抗化学侵蚀的能力。
常见的炉缸材料包括耐火砖和耐火浇注料。
耐火砖由于其良好的抗高温和抗侵蚀性能而被广泛使用,但由于高炉运行周期长,锏补砖的频率高,对炉缸使用寿命造成了一定程度的影响。
因此,一些新型耐火材料如碳化硅和氧化铝陶瓷等被引入到高炉中,以提高炉缸的寿命。
此外,炉缸的冷却系统也是炉缸结构与寿命的重要组成部分。
高炉内部的温度可以超过1500摄氏度,因此需要通过冷却系统使炉缸保持在可控的温度范围内。
常见的炉缸冷却系统包括水冷壁、气体冷却和铜套冷却等。
这些冷却系统可以有效地减少炉缸的热应力和材料的烧蚀,延长炉缸的寿命。
在设计高炉炉缸结构时,还需要考虑高炉炉缸与其他部件的配合和相互作用。
例如,高炉炉缸与炉身和炉底的连接需要具备良好的密封性和强度,以避免铁水和矿渣的泄漏和损耗。
炉缸的内壁还需要设计成滑动保护层,以减少铁液和矿渣对炉缸内壁的摩擦和损伤。
总之,高炉炉缸的结构和材料选择对高炉的性能和寿命有重要影响。
合理的炉缸结构设计和材料选用可以提高高炉的运行效率和延长炉缸的使用寿命。
同时,炉缸冷却系统的选择和设计也是确保炉缸长寿命的关键因素之一。
试论高炉炉缸烧穿原因及对策
试论高炉炉缸烧穿原因及对策摘要近十几年来,高炉炉缸烧穿事故较多,从高冶炼强度的小高炉到较低冶炼强度的大高炉,都有炉缸烧穿的事例。
即使没有炉缸烧穿,也普遍存在炉缸温度过高、炉缸寿命偏低的现象。
本文针对这些炉缸事故和现象,分析了原因,提出了防止炉缸烧穿和寿命偏低的一些对策。
关键词高炉炉缸烧穿寿命上世纪60~70年代,随着高炉冶炼的强化,高炉炉缸烧穿成为高炉寿命的制约因素。
随着炭砖质量的改善,上世纪80~90年代高炉炉缸烧穿的事故减少,但是炉腹至炉身下部的寿命不长,靠增加中修、小修与炉缸炉底的寿命匹配。
进入2000年以后,高炉炉缸烧穿的事故又开始多起来,有的高炉开炉几个月就造成炉缸烧穿,有的开炉3年左右就造成炉缸烧穿。
针对这些烧穿的高炉,业界有所顾虑,客观评价较少,也不便发表文章论述。
即使有事故分析,也由于各种原因,或者人云亦云,而没有真实反映客观事实。
本文综合几个事故示例和一些事故的现象,讨论某些高炉炉缸事故产生的原因和解决对策。
1、炉缸烧穿的主要原因针对强化冶炼的高炉,炉缸烧穿的原因归纳起来有以下几点;1.1炭砖质量因素国内外知名炭砖(包括微孔与超微孔)有几个致命缺点;1)抗铁水溶蚀差,抗铁水溶蚀指数在15%~30%,远小于8%的理想指标。
2)抗水蒸气氧化能力差,炭砖氧化后表面形成蜂窝状,严重降低了其导热性能,使得炭砖得不到冷却,加速了铁水对炭砖的溶蚀。
很多老鼠洞式的局部烧穿与冷却设备局部漏水有直接的关系。
最典型一个实例,一座3200m3高炉开炉32个月后,在一个铁口下方发生老鼠洞式的局部烧穿事故,就是因为引进德国的铁口局部铜冷却壁出水管与铜冷却壁本体焊接处开裂漏水造成的,下列图表可以清晰地看到其烧穿前后的演变过程。
从上表的温度上升比较来看,从2008年的4月到8月,4#铁口处的温升都超过100℃,而其他铁口的温度上升均明显低于该值,说明4#铁口区域的侵蚀相对较为严重,2#与3#铁口侵蚀很轻微,1#铁口最底部侵蚀也较严重。
高炉炉缸传热体系的探讨
高炉炉缸传热体系的探讨摘要:通过建立炉缸传热体系,结合理论计算,分析了炉缸冷却水、气隙对炉缸传热的影响规律,并对炉缸配置,设计提出了参考建议。
关键词:炉缸传热体系冷却水气隙炉缸配置设计Discussion of Hearth Thermal Conductivity SystemAbstract :With setting up hearth heat transfer system, together with theoreticalcalculation, the cooling water, gas gap affecting hearth conductivity are analyzed in the article, and some suggestions about hearth configuration design are made in the article.Key words: hearth heat transfer system, cooling water, gas gap, hearth configuration design .1 引言在高炉强化冶炼的条件下,炉缸寿命已经成为高炉长寿技术的一个限制性环节,而炉缸的组成主包括耐材和冷却系统。
炉缸耐材在一代炉役中,需要抵抗铁水的侵蚀,因此其对炉缸寿命有着重要的影响;而冷却水系统主要作用是带走炉缸传出的热量,使炉壳在正常温度下工作,保护炉壳。
下面主要对冷却水以及气隙在炉缸传热体系中的影响进行一些探讨。
2 炉缸传热体系分析各种冷却形式的炉缸传热体系,简单地都可以如图1 所示,炉缸传出热流为:q=(Tm-Tw)/(1/hw+L1/K1+L2/K2+L3/K3+ 1/hm)炉缸传热体系总热阻为:R=1/hw+L1/K1+L2/K2+L3/K3+1/hm下面仅从冷却形式和气隙的角度探讨炉缸传热的影响因素。
图1 炉缸传热体系的组成2.1 冷却形式的影响分别计算各种冷却形式的总热阻、耐材冷面(L1 和L2 交界面)的温度,来说明冷却形式对炉缸热阻的影响。
高炉炉缸安全的几个问题探讨资料
高炉炉缸安全的几个问题探讨前言近年来,为数不少的高炉在投产不久即出现炉缸耐材温度异常升高,有的高炉甚至短时间被烧穿。
导致高炉炉缸快速侵蚀的原因见仁见智。
炉缸安全涉及到设计、施工、设备及耐材、操作维护等方面,任何一个环节都能对炉缸安全产生重大影响。
本文针对涉及炉缸安全的陶瓷杯结构、炉墙气隙、炭素捣打料、冷却强度、碱金属、烘炉,以及操作维护等热点问题予以了初步探讨,并提出了相应的改进建议。
1. 陶瓷杯对炉缸安全的影响尽管高炉炉缸有全炭砖和炭砖加陶瓷杯两种不同的结构形式,但获得炉缸长寿的根本机理是相同的,都是为了保护炭砖免遭铁水的侵蚀,而采取不同的措施避免铁水与炭砖的直接接触。
全炭砖炉墙通过炭砖的高导热性能使热面温度降到1150℃以下,依靠炭砖热面温度较低的、流动性较小的“粘滞保护层”来隔离铁水,陶瓷杯结构则是人为采用陶瓷质砖衬来隔离铁水,避免炭砖与铁水的直接接触。
有观点将炉缸砖衬温度异常甚至烧穿的主要原因归咎于炭砖热面的陶瓷杯,认为陶瓷杯阻碍了炉渣在炭砖表面形成保护层、铁水会渗透到炭砖热面,对炭砖产生所谓的“熔洞”侵蚀。
长期的高炉实践中,全炭砖炉缸、炭砖加陶瓷杯炉缸这两种结构均有长寿实例,也均有炉缸砖衬温度异常甚至烧穿的事故发生。
这些客观实例证明这两种形式的炉缸结构都是可行的,但要实现有效隔离铁水进而获得高炉长寿,都是需要条件的。
陶瓷杯存在时,其对炭砖的保护作用是毋容置疑的;陶瓷杯侵蚀后,即转变为全炭砖炉缸结构。
只要炭砖质量好,炉墙传热体系有效,炉缸仍是安全的。
采用炭砖加陶瓷杯结构的炉缸,其关键点是陶瓷杯必须具有稳定性和密封性的合理结构[1],尽可能提高陶瓷杯的寿命。
陶瓷杯材质、结构不合理,以及陶瓷杯热应力过大都会导致陶瓷杯破损甚至垮塌。
在结构设计方面,小块陶瓷杯设计、制造与施工均比较简便,砖缝能够吸收一定的膨胀以释放热应力,但需防止砖缝钻铁,并提高其结构稳定性。
大块陶瓷杯的互锁结构,以及较少的砖缝等使其具有较好的稳定性、密封性,但结构相对复杂,对设计要求很高。
【技术文摘】高炉炉缸结构上一些问题的讨论
【技术文摘】高炉炉缸结构上一些问题的讨论汤清华(鞍钢股份公司)1 前言高炉炉缸寿命的长短决定了高炉一代炉役的周期。
高炉生产中只要炉缸不出现险情就可继续生产,炉缸以上干区无论出现冷却壁烧坏或炉皮开裂等毛病都可以通过短期的抢修来继续生产,有的还可修旧如新。
而炉缸出问题则不行,一旦温度超限,采取措施不见效果,就必须停炉大修。
因此,高炉大修周期由炉缸寿命来决定。
近年来我国高炉炉缸寿命得到大幅度地提高,出现一批10-19年的长寿高炉,也是以炉缸寿为评价的。
长寿命为国民经济建设和节能减排做出了巨大的贡献。
但发展不平衡,还有很多高炉达不到设计寿命,甚至不断发生炉缸烧穿事故,给企业安全、生产经营带来严重的损失。
结合鞍钢新3高炉和国内外一些高炉炉缸烧穿的实际,提出延长高炉炉缸寿命结构上的一些的问题,与同仁共同讨论。
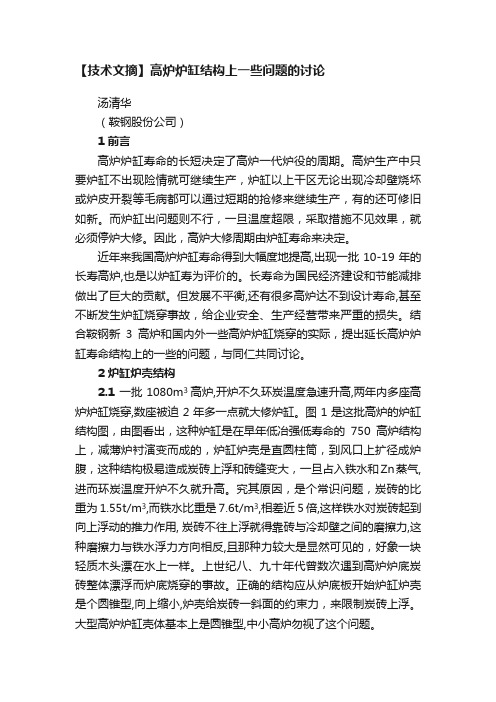
2 炉缸炉壳结构2.1 一批1080m3高炉,开炉不久环炭温度急速升高,两年内多座高炉炉缸烧穿,数座被迫2年多一点就大修炉缸。
图1是这批高炉的炉缸结构图,由图看出,这种炉缸是在早年低冶强低寿命的750高炉结构上,减薄炉衬演变而成的,炉缸炉壳是直圆柱筒,到风口上扩径成炉腹,这种结构极易造成炭砖上浮和砖缝变大,一旦占入铁水和Zn蒸气,进而环炭温度开炉不久就升高。
究其原因,是个常识问题,炭砖的比重为1.55t/m3,而铁水比重是7.6t/m3,相差近5倍,这样铁水对炭砖起到向上浮动的推力作用, 炭砖不往上浮就得靠砖与冷却壁之间的磨擦力,这种磨擦力与铁水浮力方向相反,且那种力较大是显然可见的,好象一块轻质木头漂在水上一样。
上世纪八、九十年代曾数次遇到高炉炉底炭砖整体漂浮而炉底烧穿的事故。
正确的结构应从炉底板开始炉缸炉壳是个圆锥型,向上缩小,炉壳给炭砖一斜面的约束力,来限制炭砖上浮。
大型高炉炉缸壳体基本上是圆锥型,中小高炉勿视了这个问题。
2.2 另一个问题是炉缸炉壳有一个内缩捌点来收缩,但收缩位置在风口段下方,太高,起不到作用,曾有数座1780m3高炉,开炉2.5年后温度急烈攀升近900℃或者烧穿,此结构如图2。
第五章 高炉内的热交换
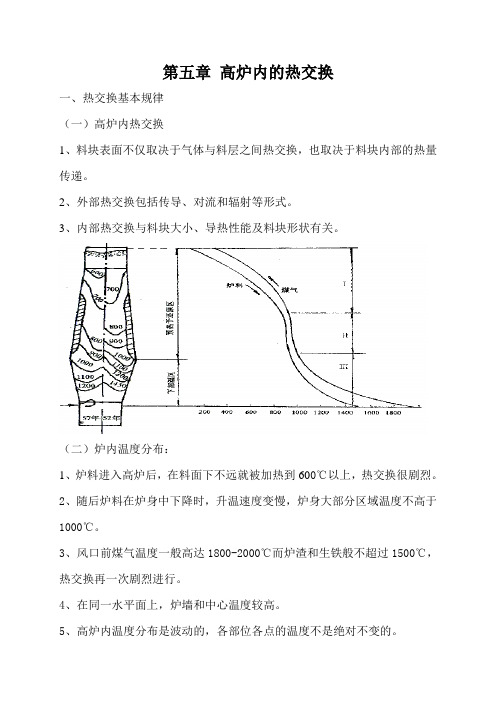
第五章高炉内的热交换一、热交换基本规律(一)高炉内热交换1、料块表面不仅取决于气体与料层之间热交换,也取决于料块内部的热量传递。
2、外部热交换包括传导、对流和辐射等形式。
3、内部热交换与料块大小、导热性能及料块形状有关。
(二)炉内温度分布:1、炉料进入高炉后,在料面下不远就被加热到600℃以上,热交换很剧烈。
2、随后炉料在炉身中下降时,升温速度变慢,炉身大部分区域温度不高于1000℃。
3、风口前煤气温度一般高达1800-2000℃而炉渣和生铁般不超过1500℃,热交换再一次剧烈进行。
4、在同一水平面上,炉墙和中心温度较高。
5、高炉内温度分布是波动的,各部位各点的温度不是绝对不变的。
二、水当量1、定义:指在单位时间内,通过高炉某一截面的炉料(或煤气)每升高1℃(或降低1℃)所需要(或放出)的热量。
炉料水当量(W料):W料=C料·G料千焦/小时℃煤气水当量(W气):W料=C料·G料千焦/小时℃式中:G料、G气:表示单位时间通过高炉某一截面的炉料量(Kg/h)和煤气量(m3/h)C料、C气:表示炉料的比热(千焦/千克℃)和煤气比热(千焦/立方米℃)2、高炉内的热交换过程中,沿高炉高度上煤气和炉料的水当量应为变动的,但煤气水当量比炉料水当量变化小得多,因此,可认为煤气水当理不变。
三、高炉上部交换与炉顶温度1、I区中:炉料刚入炉,炉料水当量较小。
上部交换区:W料<W气,炉料升高一度所需热量小于煤气降低一度放出的热量,炉料很快被加热。
2、II区中:炉料与煤气温度相近且变化很小,热交换进行很弱。
根据热量平衡:炉料所含热量加上煤气离开炉顶带走的热量,应等于原来煤气所含的热量。
在上部热交换终了时,II区温度即煤气温度,认为炉料温度等于煤气温度。
从上式看出:炉顶温度决定于II区温度和炉料同煤气水当量的比值。
3、影响炉顶温度的因素(1)焦比升高,单位炉料的煤气量增加,煤气的水当量W气随着增加,顶温升高。
高炉炉缸结构上一些问题的讨论

某1250炉子死铁层2.0m(23%),开炉三年炉底板上翘180mm 左右,冒煤气严重
结语 1 笔者应中小高炉年会的要求,为实现高炉炉 缸高寿命,仅在炉缸结构上就近年生产中遇 到的一些问题,与同仁们进行探讨,提供给决 策和设计者作参考,个人认识不一定正确且 分析较肤浅,目的是想引起争议和起到引玉 的作用。 2 呼吁行业组织起来设计和建设出象前苏联 及我国上世纪五、六十年代那样,形成我 国不同炉容的标准炉体结构,或曰:”标准 炉型”,进而与迈向钢铁强国相适应。
大小炭砖复合砌筑的鞍钢10高炉,生产14年,单位炉容产铁 10117t,2008.11.金触危机停下来,实际还可生产几年
2002年投产的450小高炉缸结构,己生产了13年,单位炉容产铁13679t,现 仍在生产
一座从炉底板开始炉壳收缩和大小炭块复合砌筑的高炉
4.冷却水与冷却器结构
1. 冷却水质:水是最好耐火材料,这话不错,但应用得好应变成软水或除
表3
卧式冷却壁与立式冷却壁的比较
立式冷却壁 立式冷却壁
卧式冷却壁 炉缸水量 (t/h) 水管流速 (m/s) 水流密度(t/m.h)
1380 2.72 119 1.19
4250 2.72 81 0.75
6250 4.0 119 0.75
比表面积
冷却水与冷却器结构
• • • • • •
4 热流强度: 武钢生产中规定他们的热强度如下 炉缸热流强度报警值≤29.3MJ/m2.h(7000 kcal/m2.h); 炉缸热流强度警戒值≤37.67MJ/m2.h(9000 kcal/m2.h); 炉缸热流强度事故状态≤50.23MJ/m2.h(12000 kcal/m2.h); 热流强度超过报警值后必须采取措施把热流强度降低到安全范 围以内。 • 美国Cary厂14号高炉炉缸烧穿时捡测到的热流强度约 12880w/m2 .h
高炉铁合金制备过程中的热传递与物质传输研究

高炉铁合金制备过程中的热传递与物质传输研究摘要:高炉铁合金制备是现代冶金工业中的重要过程之一。
该过程中涉及到的热传递与物质传输问题对于产品质量和能源消耗具有重要影响。
本文将对高炉铁合金制备过程中的热传递与物质传输进行详细研究,探讨其影响因素及优化方法。
1. 引言高炉铁合金制备是一种重要的冶金过程,通过在高温条件下将铁矿石与还原剂结合,产生铁合金。
在该过程中,热传递和物质传输是关键问题,直接影响产品的质量和能源消耗。
2. 高炉铁合金制备中的热传递热传递是高炉铁合金制备中的重要问题之一。
高炉内部温度分布的均匀性对于产品的品质和能耗具有重要影响。
热传递的机理主要有热传导、对流和辐射传热。
2.1 热传导热传导是高炉内部热量传递的一种方式。
铁水通过铁口进入高炉内部后,热能逐渐传导到炉壁和其他部位。
热传导过程中,炉料的导热性质、热传导系数以及铁水流动状态都会影响热传导效果。
2.2 对流传热对流传热是高炉内热量传递的另一种方式。
铁水在高炉内部的流动会带走和分散热量,提高了热量的传递效率。
对流传热的效果受到炉内气流流速、铁水流动状态等因素的影响。
优化对流传热可以提高制备过程中的热传递效率。
2.3 辐射传热辐射传热是高炉内部的另一种热传递方式。
高温高炉内界面产生的热辐射能量会传递给其他部位。
辐射传热因高温部位的辐射能量和炉内气体的吸收、散射能力而受到影响。
辐射传热效果的优化可以提高制备过程中的热传递效率。
3. 高炉铁合金制备中的物质传输物质传输是高炉铁合金制备过程中另一个重要问题。
物质传输主要包括炉内气相和固相物质的传输。
3.1 气相物质传输高炉内部的气相物质传输影响着反应的进行和产品的生成。
气相传质的主要方式是气体的扩散作用。
气体在高炉内部通过对流和分子扩散的方式传输。
气相物质传输受到高炉内部气体流动状态和浓度梯度的影响。
3.2 固相物质传输固相物质传输是指炉料中的矿石和还原剂在高炉内部的传输。
固相物质传输主要有针对不同物质的堆积、碰撞和热化学反应等过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高炉炉缸传热体系的探讨
摘要:通过建立炉缸传热体系,结合理论计算,分析了炉缸冷却水、气隙对炉缸传热的影响规律,并对炉缸配置,设计提出了参考建议。
关键词:炉缸传热体系冷却水气隙炉缸配置设计
Discussion of Hearth Thermal Conductivity System
Abstract :With setting up hearth heat transfer system, together with theoretical
calculation, the cooling water, gas gap affecting hearth conductivity are analyzed in the article, and some suggestions about hearth configuration design are made in the article.
Key words: hearth heat transfer system, cooling water, gas gap, hearth configuration design .
1 引言
在高炉强化冶炼的条件下,炉缸寿命已经成为高炉长寿技术的一个限制性环节,而炉缸的组成主包括耐材和冷却系统。
炉缸耐材在一代炉役中,需要抵抗铁水的侵蚀,因此其对炉缸寿命有着重要的影响;而冷却水系统主要作用是带走炉缸传出的热量,使炉壳在正常温度下工作,保护炉壳。
下面主要对冷却水以及气隙在炉缸传热体系中的影响进行一些探讨。
2 炉缸传热体系分析
各种冷却形式的炉缸传热体系,简单地都可以如图1 所示,炉缸传出热流为:
q=(Tm-Tw)/(1/hw+L1/K1+L2/K2+L3/K3+ 1/hm)
炉缸传热体系总热阻为:
R=1/hw+L1/K1+L2/K2+L3/K3+1/hm
下面仅从冷却形式和气隙的角度探讨炉缸传热的影响因素。
图1 炉缸传热体系的组成
2.1 冷却形式的影响
分别计算各种冷却形式的总热阻、耐材冷面(L1 和L2 交界面)的温度,来说明冷却形式对炉缸热阻的影响。
计算条件:
(1)物性参数和几何条件:无渣铁壳,无气隙;NMA 砖,L2=0.25m;NMA 砖导热系数K2=13W/(m.℃);NMD 砖,L3=0.35m;NMD 砖导热系数K3=45 W/(m.℃);当洒水冷却或槽板冷却时:炉壳厚度L1=0.05m,炉壳导热系数K1=48W/(m.℃);当铸铁冷却壁时:冷却壁厚度的一半L1=0.08m,冷却壁导热系数K1=39W/(m.℃);当铸钢冷却壁时:冷却壁厚度L1=0.08m,冷却壁导热系数K1=52W/(m.℃);当铜冷却壁时:冷却壁厚度L1=0.05m,冷却壁导热系数K1=340W/(m.℃)。
(2)边界条件:铁水Tm=1500℃;铁水换热系数hm=75 W/(m2.℃);当冷却壁冷却和槽板冷却时:冷却水速为2m/s,冷却水温为30℃;当自然冷却时:空气温度为30℃,空气换热系数为9.3W/(m2.℃)[1];当洒水冷却时:冷却水温度为30℃,冷却水换热系数为6000W/(m2℃)[2]。
从图 2 可以看出,只要有冷却水强制冷却,在炉缸传热体系中,炭砖热阻、铁水与炭砖换热热阻所占的比例大,对炉缸传热、温度分布起决定作用。
而如果炉缸无冷却水,则冷面的空气换热热阻在炉缸传热体系中所占的比例(72%)比较大,此热阻对炉缸传热、温度分布起决定作用。
图2 各种冷却形式的热阻比例
表 1 各种冷却形式对炉缸传热的影响
冷却形式热流密度/W ·m-2耐材冷面温度℃炉缸总热阻R 铸铁冷却壁31286.9 237.8 0.046985
铸钢冷却壁34975.8 89.0 0.042029
铜冷却壁36173.3 40.7 0.040638
槽板冷却35281.8 76.7 0.041665
洒水冷却35378.9 72.7 0.041550
自然冷却9871.7 1101.8 0.148910 从表1 可以看出,各种冷却形式的热流密度大小顺序为:铜冷却壁、洒水冷却、槽板冷却、铸钢冷却壁、铸铁冷却壁、自然冷却,因此铜冷却壁的冷却效果是最好的,自然冷却的冷却效果是最差的。
而且从耐材冷面的温度大小也可以看出,有冷却水强制冷却的耐材温度都比较低,而自然冷却的炉缸耐材温度比较高,其原因是:冷却水的存在,大幅降低了炉缸冷面的换热热阻,提高了炉缸的传热效果,且改变了炉缸传热体系的热阻比例,降低了耐材的工作温度,因此冷却水在炉缸传热体系中的作用是非常明显的。
2.2 气隙的影响
图3 计算了冷却壁(炉壳)与耐材冷面存在不同厚度气隙条件下,各种冷却形形式的炉缸耐材热面温度达1150℃时,炉内铁水与耐材间可以达到的综合换热系数(该换热系数代表了高炉操作时炉缸能够承受的高炉强化程度),从图中可以看出,随气隙增大,炉内综合换热系数减小,而且气隙越大,几种冷却形式的曲线越靠近。
说明气隙是炉缸传热重要的影响因素,气隙的存在,减弱了炉缸能够承受的高炉强化程度。
图3 铁水综合换热系数(炉内强化程度)与气隙厚度的关系图4 给出了炉缸耐材热面温度达1150℃时,不同冷却水与耐材间综合换热系数下,炉内铁水与耐材间可以达到的综合换热系数。
从图中可以看出,当冷却水与耐材间综合换热系数大于500W/(m2 ·℃),即冷却形式为铸钢冷却壁、槽板冷却、洒水冷却和铜冷却壁,铁水综合换热系数(炉内强化)不会随冷却水与耐材间综合换热系数增大而明显增大,这些冷却形式的炉缸冷却效果是比较理想的。
而铸铁冷却壁的冷却水与耐材间综合换热系数在150W/(m2·℃)左右,还处在铁水综合换热系数(炉内强化)对冷却水与耐材间综合换热系数变化敏感的范围,说明铸铁冷却壁冷却效果是不够理想的。
图4 铁水综合换热系数对冷却水与耐材冷面综合换热系数的敏感关系
3 耐材配置设计
对炉缸耐材配置设计,应尽可能让炉缸炭砖能够在较低的温度下工作,以实现炉缸的长寿。
从图2 可以看出,炉缸炭砖的热阻比例比较大,如果我们能减小炉缸炭砖的热阻比例,就可以降低炭砖的工作温度,从炭砖热阻的计算式L/ λ可以看出,要减小炭砖热阻,要么减薄炭砖厚度,要么增大炭砖导热系数。
关于炭砖导热系数提高的问题,需要综合考虑炭砖其他抗铁水侵蚀的性能;炭砖厚度的确定,理论上是计算出炉缸配置的1150℃等温线不能在炭砖里面。
不同的冷却形式和耐材配置,理论计算的厚度是有差异的。
关于气隙问题,由于气隙的存在,严重削弱了炉缸的传热能力,因此避免炉缸产生气隙,也是炉缸设计最关心的问题。
气隙产生的原因比较多,从设计的角度,应该尽可能设计较少的砖缝,冷却壁和砖之间最好能紧密接触。
另外,慎重选择炉缸冷却形式,以减少冷却器之间以及冷却器与耐材间产生气隙的可能性,应选择那些气隙诱导因素少、产生气隙的可行性小的冷却形式。
冷却壁间的接缝是诱导产生气隙的重要因素,炉缸问题多发生在炉缸冷却壁接缝的位置,除了该位置冷却强度较弱外,与该处容易产生气隙有着更加密切的关系。
4 小结
(1 )冷却水能显著降低耐材的工作温度,对保护炉壳起着非常重要的作用。
(2 )气隙的存在,严重削弱了炉缸的传热能力,对炉缸长寿产生非常不利的影响。
(3 )炉缸耐材设计、冷却形式的选择应考虑尽量减少诱导气隙产生的环节。
参考文献
[1] 高家瑞. 动量、热量、质量传输原理[M]. 重庆:重庆大学出版社.
[2] Jin-suJung,等.采用数学模型评估高炉炉缸侵蚀状况[J]. 世界钢铁,2001(3 ),25~28.。