CNC常用刀具分析
常用CNC刀具用途一览表

用来光弧面/光刀/,有效长度80
SUN刀把 类别
CNC常用刀具用途普通一机 览表
规格
机种
用途
D20R10-200L D20R10-160L
刀把
D16R8-150L D12R6-120L D10R5-120L
普通机
用来光弧面,有效长度140光拐角R11以上 用来光弧面,有效长度100光拐角R11以上
用来清角/光刀/光平面,有效长度130光拐角R17以上
用来清角/光刀,有效长度130光拐角R13以上
用来清角/光刀/光平面,有效长度100光拐角R13以上
用来清角/光刀,有效长度130光拐角R10以上
用来清角/光刀,有效长度100光拐角R10以上
普通机
用来清角/光刀,有效长度90,多数加工卡位光拐角R8.5以上 用来光弧面/光刀/开粗小工件,有效长度90
普通机与高 速机通用
用来清角/开粗,有效长度50加工拐角R6.5以上工件 用来清角/开粗,有效长度50加工拐角R5.5以上工件 用来清角/开粗,有效长度35加工拐角R4.5以上工件 用来清角/开粗,有效长度28加工拐角R3.5以上工件 用来清角/开粗,有效长度22加工拐角R3以上工件 用来清角/开粗,有效长度19加工拐角R2.5以上工件 用来清角/开粗,有效长度19加工拐角R1.6以上工件
CNC常用刀具用途一面,有效长度80加工跟部R6.5以上工件
用来光弧面,有效长度50加工跟部R5.5以上工件
用来光弧面,有效长度40加工跟部R4.5以上工件
普通机与高 速机通用
用来光弧面,有效长度35加工跟部R3.5以上工件 用来光弧面,有效长度30 光枕位,加工跟部R3.5以上工件
是一种飞刀,开粗面积较小的深腔,有效长度220,
CNC常见刀具识别
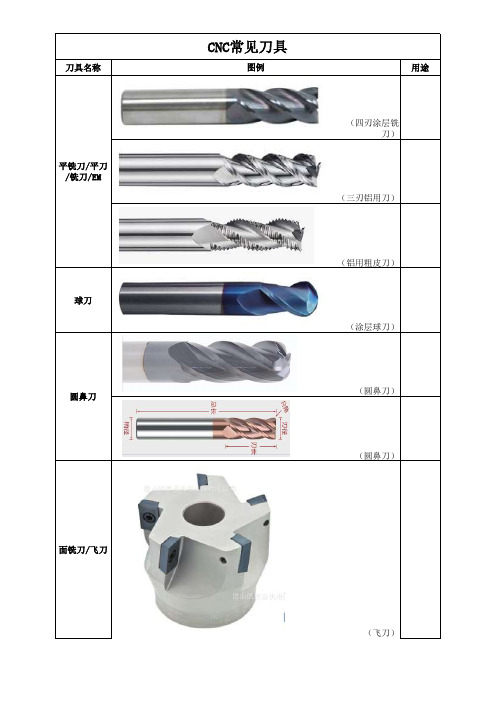
刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
CNC常见刀具
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
右牙刀/丝攻/丝锥/tap
雕刻刀
非标成型刀/异形刀。
CNC常用刀具解读
MPT
螺 旋 角
Helix Angle
γ
FH
左旋切削及 左螺旋角铣刀
右旋切削及 右螺旋角铣刀
FV
F
MPT
切削加工中切屑之排出,理想的切屑处理状况是切屑流出时不致干扰或刮伤工件表面或撞击刀 具和伤害到工作者,所以切屑要能够自然断裂成小碎段并且排出至其他地方。故切屑之控制不 仅要考虑切屑的流向,而且须使切屑自动断裂。为达到此要求,一般会在刀顶面上作一种设 计,能够自动限制切屑长度的机构称之为排屑槽或断屑槽〈Chip Breaker〉。其目的为使切屑 能够急速卷曲,藉卷曲的应力迫使切屑断裂。一般的排屑槽设计如右下:
较小之间隙角具有 较强之切刃。
零或负的间隙角 会使刀腹在工件 表面上拖滞而阻 止刀具之切入。
较大间隙角之切刃 会较尖锐但是脆弱 。
此为铣刀之刀槽成螺旋状,可分为左螺旋及右螺旋 两种,如下。在切削时当刃刃进入工件时,如右下 图切削力 F 会瞬间增至最大,当刀刃离开工件时, 切削力急速降低,此为造成切削时发生震动的原 因。螺旋角此时的作用可避免切削力过于集中某个 方向,让切削力分散于其他两个方向-水平分力FH 以及垂直分力FV。当螺旋角γ越小时,水平分力FH 会变大,造成切削时刀具摆动;螺旋角γ越大时, 垂直分力FV会变大,在切削时要是挟持刀具的力量 不够时,刀具可能会从刀把中脱离,当刀具在高速 旋转时这是非常危险的。常见的螺旋角有30˚、 38˚、45˚、60˚。
Ⅰ、刀具刃角 Ⅱ、排屑槽 Ⅲ、刀刃数目
刀具刃角
斜角的改变可由正值变化到负值,如下图所示。以切削力与所 需之动力来看,正斜角所形成的刀尖角度较小,刀具能够轻易 切入工件,而且切屑流出排除顺畅,可减少切削压力,所以切 削效率较大。但太大的正斜角形成尖锐的刀尖,故刀口较脆弱 易于磨耗或崩裂。负斜角则反之具有较强之切刃,刀口强度较 大适合切削高强度的材料。 斜角Rake Angle
CNC常用刀具及选择方法
CNC常用刀具及选择方法栢图数控在powermill、ug数控编程与加工的教学内容中,不但要讲解常用的刀具,更需要讲解如何选择适合的刀具进行加工,下面我们就来讲讲CNC常用的部分刀具有哪些以及如何选择刀具进行加工。
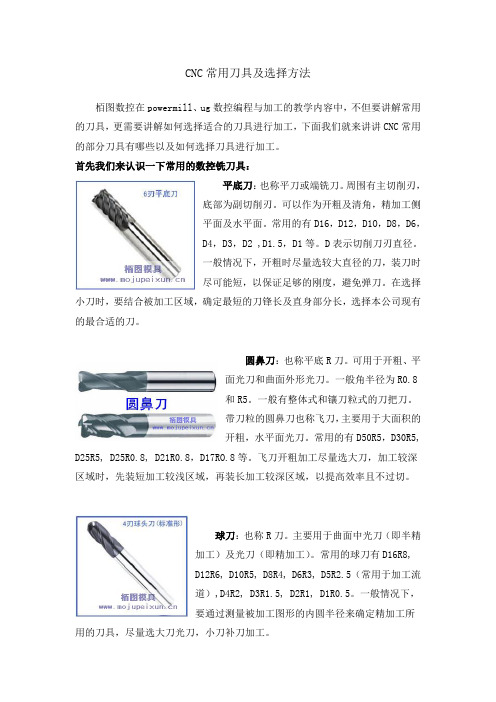
首先我们来认识一下常用的数控铣刀具:平底刀:也称平刀或端铣刀。
周围有主切削刃,底部为副切削刃。
可以作为开粗及清角,精加工侧平面及水平面。
常用的有D16,D12,D1O,D8,D6,D4,D3,D2 ,D1.5,D1等。
D表示切削刀刃直径。
一般情况下,开粗时尽量选较大直径的刀,装刀时尽可能短,以保证足够的刚度,避免弹刀。
在选择小刀时,要结合被加工区域,确定最短的刀锋长及直身部分长,选择本公司现有的最合适的刀。
圆鼻刀:也称平底R刀。
可用于开粗、平面光刀和曲面外形光刀。
一般角半径为R0.8和R5。
一般有整体式和镶刀粒式的刀把刀。
带刀粒的圆鼻刀也称飞刀,主要用于大面积的开粗,水平面光刀。
常用的有D50R5,D30R5, D25R5, D25R0.8, D21R0.8,D17RO.8等。
飞刀开粗加工尽量选大刀,加工较深区域时,先装短加工较浅区域,再装长加工较深区域,以提高效率且不过切。
球刀:也称R刀。
主要用于曲面中光刀(即半精加工)及光刀(即精加工)。
常用的球刀有D16R8,D12R6, D10R5, D8R4, D6R3, D5R2.5(常用于加工流道),D4R2, D3R1.5, D2R1, D1R0.5。
一般情况下,要通过测量被加工图形的内圆半径来确定精加工所用的刀具,尽量选大刀光刀,小刀补刀加工。
其次刀具的选购现在刀具大多都商品化及标准化,选购时要索取刀具公司的规格图册,结合本厂的加工条件,选择耐用度高的刀具,以确保最佳的经济效益。
如果本厂产品变化不大,那么刀具种类尽可能少而精。
在金属切削加工中,刀具材料也就是切削部分,要承受很大的切削力和冲击,并受到工件及切屑的剧烈摩擦,产生很高的切削温度。
CNC机床加工中的刀具选型与切削参数优化

CNC机床加工中的刀具选型与切削参数优化CNC(Computer Numerical Control)机床是一种能够按照预先输入的程序指令进行自动化加工的机床。
在CNC机床加工中,刀具选型与切削参数的选择对于加工质量和效率起着至关重要的作用。
本文将就CNC机床加工中的刀具选型与切削参数优化进行探讨。
一、刀具选型在CNC机床加工中,刀具的选型要根据加工材料、加工要求以及加工方式来选择,常用的刀具选型有以下几种:1.硬质合金刀具硬质合金刀具具有优异的耐磨性和高硬度,适用于加工硬度较高的材料,如铸铁、合金钢等。
同时,硬质合金刀具还能够提供较好的切削性能和切削稳定性,因此在高速切削中得到广泛应用。
2.高速钢刀具高速钢刀具是热处理过的优质合金钢,具有较高的硬度和耐磨性。
高速钢刀具适用于一般加工材料的加工,价格相对较低,是较为经济实用的刀具选型。
3.立铣刀具立铣刀具适用于铣削工艺,能够完成平面铣削、开槽、镗孔等加工操作。
立铣刀具具有较高的刚性和切削性能,能够提高加工效率和加工精度。
4.钻孔刀具钻孔刀具用于钻孔加工,分为普通钻头和中心钻头两类。
普通钻头适用于常规钻孔操作,而中心钻头则适用于加工前的定位孔。
二、切削参数优化在CNC机床加工中,刀具的切削参数选取直接关系到加工效率和加工质量,合理的切削参数优化能够提高加工效率和延长刀具寿命。
下面分别从切削速度、进给量、切削深度等几个方面进行优化探讨。
1.切削速度切削速度是指刀具在加工过程中的旋转速度,需要根据材料硬度和刀具类型来选择合适的转速。
过高的切削速度会导致切削过程中的高温和过量磨损,而过低的切削速度则会影响加工效率。
因此,在确定切削速度时,需要考虑加工要求和刀具特性,以达到切削效果和刀具寿命的平衡。
2.进给量进给量是指刀具在加工过程中沿工件表面前进的距离,选择合适的进给量可以控制加工负荷,保证加工质量。
过小的进给量会导致切削效率低下,过大的进给量则容易引起振动和过度磨损。
cnc刀具工艺知识点总结
cnc刀具工艺知识点总结在CNC加工过程中,刀具是非常重要的一环。
刀具的选择、使用和维护对加工质量和效率有着关键的影响。
本文将就CNC刀具工艺的一些知识点进行总结,包括刀具材料、刀具类型、刀具几何参数、刀具涂层、刀具的选择和刀具的维护等方面的内容。
一、刀具材料刀具材料的选择直接影响到刀具的使用寿命和加工效率。
常见的刀具材料有高速钢、硬质合金、陶瓷刀具等。
1. 高速钢刀具高速钢是一种适用于切削金属材料的经典刀具材料。
它具有良好的耐磨性和切削性能,适用于一般的金属加工。
然而,高速钢的耐热性较差,不适用于高速切削等要求较高的加工场合。
2. 硬质合金刀具硬质合金刀具是由硬质合金刀片和刀具体连接部分组成的。
硬质合金刀片具有优秀的硬度和耐热性能,因此适用于高速切削和深孔加工等工艺。
硬质合金刀具是现代CNC加工中使用最广泛的一种刀具。
3. 陶瓷刀具陶瓷刀具主要由氧化物和碳化物等材料制成,具有高硬度、优异的热稳定性和耐磨性,适用于高速切削和高温加工等要求较高的加工情况。
二、刀具类型根据刀具的结构和用途,可以将刀具分为整体刀具和复合刀具、车削刀具、钻削刀具、铣削刀具、切槽刀具等多种类型。
下面将分别介绍一些常见的刀具类型。
1. 整体刀具整体刀具是将刀杆和刀片整体制造成型的刀具,一般用于一般的车削、铣削、镗削等加工。
2. 复合刀具复合刀具是将不同种类的刀片整合在一起的刀具,一般用于复杂的加工情况,如加工轮毂等。
3. 车削刀具车削刀具是专门用于车削加工的刀具,主要包括外圆刀具、内圆刀具、切螺纹刀具等。
钻削刀具是专门用于钻孔加工的刀具,主要包括中心钻、旋转钻、铰刀等。
5. 铣削刀具铣削刀具是专门用于铣削加工的刀具,主要包括立铣刀、面铣刀、滚齿刨刀等。
6. 切槽刀具切槽刀具是专门用于切槽加工的刀具,主要包括立式切槽刀、侧面切槽刀等。
三、刀具几何参数刀具的几何参数是刀具设计的关键要素,直接影响着刀具的切削性能和加工质量。
主要包括刀尖半径、刀身倾角、主偏角、切削刃倾角等。
CNC常用刀具
旋转时这是非常危险的。常见的螺旋角有30˚、
38˚、45˚、60˚。
FH
左旋切削及 左螺旋角铣刀
右旋切削及 右螺旋角铣刀
F
FV
切削加工中切屑之排出,理想的切屑处理状况是切屑流出时不致干扰或刮伤工件表面或撞 击刀具和伤害到工作者,所以切屑要能够自然断裂成小碎段并且排出至其他地方。故切屑 之控制不仅要考虑切屑的流向,而且须使切屑自动断裂。为达到此要求,一般会在刀顶面 上作一种设计,能够自动限制切屑长度的机构称之为排屑槽或断屑槽〈Chip Breaker〉。 其目的为使切屑能够急速卷曲,藉卷曲的应力迫使切屑断裂。一般的排屑槽设计如右下:
切削力急速降低,此为造成切削时发生震动的原
角
因。螺旋角此时的作用可避免切削力过于集中某个
方向,让切削力分散于其他两个方向-水平分力FH 以及垂直分力FV。当螺旋角γ越小时,水平分力FH 会变大,造成切削时刀具摆动;螺旋角γ越大时,
垂直分力FV会变大,在切削时要是挟持刀具的力量 不够时,刀具可能会从刀把中脱离,当刀具在高速
适应各种不同加工的要求。一般刀具材料必须具备的性能为生产制造
费用须最低、具有高温之抵抗软化的能力、低的摩擦系数、较高的抵
抗磨耗性质,导热性良好、充分的韧性以及耐冲击性等等,一般使用
的刀具材料有下列几种:
A:高速钢
B:烧结式碳化物 ( 硬质合金)
C:陶瓷刀具
D: 多晶钻石刀具 CBN刀具
Ⅱ、镀层-
由于工程材料不断持续的发展,在1960年之后,陆续开发出新 一代的合金材料。这些新材料不仅有高强度,而且具有高磨损 性甚至有极高的化学性质,在切削时会与切削刀具产生化学作 用造成侵蚀现象。除此之外,在时间及成本降低的要求下,高 速切削正逐渐被人们广泛的接受。因此以往的刀具材料已不敷 人们的需求。在因应如此严格的需求下,发展出刀具材料再加 上镀层保护。具有镀层保护的刀具其寿命将近是一般没有镀层 刀具的10倍,常见的刀具镀层有下列几种:
CNC操机常用刀具

章文件 编号WI-PM-04制订日期2021.02.22一、夹头类1、夹头整体由拉丁,刀柄,夹头构成,主要作用是夹持加工使用刀具,目前使用铣刀柄和钻夹头两种,上图为铣刀柄,目前所有机台统一使用 BT30-ER25 高速刀柄,主要夹持铣铝刀,钨钢刀,倒角刀,玉米刀,精雕钻,特殊成型刀。
钻夹头主要夹持麻花钻。
(装刀时注意刀柄内部油污清洁,闲置不用刀柄使用巴林润滑,防止生锈丧失精度)2、筒夹主要用来夹持刀具,目前使用筒夹为ER25型号。
(装刀时注意筒夹内部油污清洁,闲置不用筒夹使用润滑油浸泡,防止生锈丧失精度)。
筒夹夹持主要依据刀具刀柄直径来确定规格,常用规格有1/8(柄径3.175的精雕钻),3-4(柄径4的钻头,铣刀,倒角刀),5-6(柄径6的钻头,铣刀,倒角刀), 7-8(柄径8的钻头,铣刀,倒角刀),9-10(柄径10的钻头,铣刀,倒角刀) 。
二、钻头类1、麻花钻主要用于孔位精度不高的孔粗加工,需使用钻夹头夹持。
前端夹角为118度。
2、精雕钻主要用于中精度小孔加工,需使用1/8筒夹夹持。
前端夹角160度。
3、中心钻主要用于孔粗加工前的定位,保证麻花钻粗加工孔中心位置。
4、大头倒角刀主要用于较大深度的标准斜度加工,如波峰焊载具反面倒角。
常用夹角有60度, 90度,120度,150度四种。
5、直柄倒角刀主要用于工件直角边倒角,去除毛刺,增加工件美观度,常用规格为柄4,柄6两种。
6、丝攻主要用于工件攻牙,常见类型为挤压丝攻和机用丝攻。
规格常用有M2(底孔1.6), M3(底孔2.5), M4(底孔3.3), M5(底孔4.2), M6(底孔5)。
章文件 编号WI-PM-04制订日期2021.02.22三、铣刀类1、铣铝刀主要用于铝合金的粗加工,精加工及非金属材料的精加工。
常用规格有D1.5,D2,D3,D4,使用3-4夹头夹持;D6使用5-6夹头夹持; D8使用7-8夹头夹持; D10使用9-10夹头夹持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MPT
切 屑 工 件
刀 具
切 屑 工 件
刀 具
切 屑 工 件
刀 具
正 斜 角
零 斜 角
负 斜 角
间隙角Relief Angle
MPT
又称之为离隙角,均为正值。其作用为刀具切入工件时,避免刀腹 与工件表面产生么擦或物理现象之干扰现象,如下图。小的间隙角 给予切刃有较大的支撑,一般用于有高强度机械性质的工件材料。 大的间隙角可使刀刃尖锐,但刀口强度减低,易于磨耗或崩裂,适 合较软或低强度的工件材料。
较小之间隙角具有 较强之切刃。
零或负的间隙角 会使刀腹在工件 表面上拖滞而阻 止刀具之切入。
较大间隙角之切刃 会较尖锐但是脆弱 。
此为铣刀之刀槽成螺旋状,可分为左螺旋及右螺旋 两种,如下。在切削时当刃刃进入工件时,如右下 图切削力 F 会瞬间增至最大,当刀刃离开工件时, 切削力急速降低,此为造成切削时发生震动的原 因。螺旋角此时的作用可避免切削力过于集中某个 方向,让切削力分散于其他两个方向-水平分力FH 以及垂直分力FV。当螺旋角γ越小时,水平分力FH 会变大,造成切削时刀具摆动;螺旋角γ越大时, 垂直分力FV会变大,在切削时要是挟持刀具的力量 不够时,刀具可能会从刀把中脱离,当刀具在高速 旋转时这是非常危险的。常见的螺旋角有30˚、 38˚、45˚、60˚。
MPT
CNC加工 常用刀具与特 殊刀具介绍
yu biao
刀具材质&镀层
Ⅰ、刀具材质-
MPT
近代
机制生产能力不断的大幅提高,尤其在大量生产的工作要求下,从事于
大量且高速的切削工作。为发挥高性能工作母机应有之生产工作效 能,则切削刀具尤须密切的配合。为了发挥刀具之切削能力,故刀具 材料需有显著之进展与改良,目前使用之各种刀具材料均有其特性以 适应各种不同加工的要求。一般刀具材料必须具备的性能为生产制造 费用须最低、具有高温之抵抗软化的能力、低的摩擦系数、较高的抵 抗磨耗性质,导热性良好、充分的韧性以及耐冲击性等等,一般使用 的刀具材料有下列几种:
MPT
螺 旋 角
Helix Angle
γ
FH
左旋切削及 左螺旋角铣刀
右旋切削及 右螺旋角铣刀
FV
F
MPT
切削加工中切屑之排出,理想的切屑处理状况是切屑流出时不致干扰或刮伤工件表面或撞击刀 具和伤害到工作者,所以切屑要能够自然断裂成小碎段并且排出至其他地方。故切屑之控制不 仅要考虑切屑的流向,而且须使切屑自动断裂。为达到此要求,一般会在刀顶面上作一种设 计,能够自动限制切屑长度的机构称之为排屑槽或断屑槽〈Chip Breaker〉。其目的为使切屑 能够急速卷曲,藉卷曲的应力迫使切屑断裂。一般的排屑槽设计如右下:
100 26 碳钢
高速钢 铸造合金 超硬合金 新超硬合金 镀层 双镀层 复合镀层
,10 ,20 ,30 ,40 ,50 ,60 ,70 ,80
加 工 时 间
15 6 3 1.5 1 0.7 1900
年 代
MPT
刀具几何
刀具之能切削金属的基本要件乃为刀具须比被切削材硬,且 被切削材要有足够之力量予以固定,以使刀具施力时能切入 工件。这些要件满足后其次就是有足够之动力以克服工件材 料之阻力,除此之外,刀具的几何形状也会影响实际的切削 效果甚至结果。选择适当的刀具几何可以增加刀具的寿命、 维持加工精度、减少切削之动力…等等。常见之刀具相关几 何如下:
屑
槽
适 中
太 大 排屑槽之宽度
太 小
排屑槽之构造
刀刃数目
MPT
铣刀的刀刃数目与切削效果的关系会受工件材料,铣刀形状以 及加工面光度等等之影响而异,刃数较多之铣刀,因有较多之 切刃产生切削作用,故可获得更光洁平滑之加工面,不过因为 无充分之切屑空间以容纳切屑,易受切屑之干扰,且刀刃之强 度会较弱。所以一般粗切削,高进给,尤其是较软之材料时, 需有较大的切屑空间,而提供切屑空间的最佳方法,即是减少 刃数、增大刀刃,不仅能加大切屑空间,亦可增大刀刃之强 度,而且铣刀之再研磨次数与寿命也可增加。因此考虑加工方 法时,重及粗切削宜选用刃数少、粗齿之铣刀;细及精加工宜 选择刃数多、较细齿之铣刀。
A:uncoated 未镀层 B:TiN 氮化钛 C:TiCN 氮碳化钛 D:TiAlN 氮铝钛 E:Al2O3 氧化铝
刀具材料&镀层与加工时间
MPT
左边的图表显示出自1900年后至今,由于刀具技术的发展使得切 削时间缩短了100倍。而在1960年之后,因为镀层刀具的出现,缩 短了4倍的加工时间。
排
槽宽W:使产生切屑时形成卷曲,若槽宽太大,则卷曲半径较大,产生的卷曲应力不足以 折 断切屑;若太小,则反之,产生之应力过大时,易使切刃崩裂。
槽深H:影响切屑流出的稳定性,若太深则切屑流向槽肩时之卷曲所需的力量较大,易引起刀 刃破裂;若太浅则切屑可能未流至槽肩时即自行离去,使切屑流向不易控制。 槽肩R:为切屑由断屑槽卷起作用之部位,关系卷起时之顺畅与否,直接影响卷曲力之大小, 若半径太大则切屑易滑上,卷曲应力可能不足以将切屑折断;若半径太小,切屑易被堵塞滑上 不易,将产生极大的挤压应力。
铣刀种类
A:高速钢
B:烧结式碳化物 ( 硬质合金) C:陶瓷刀具 D: 多晶钻石刀具 CBN刀具
不断持续的发展,在1960年之后,陆续开发出新 一代的合金材料。这些新材料不仅有高强度,而且具有高磨损 性甚至有极高的化学性质,在切削时会与切削刀具产生化学作 用造成侵蚀现象。除此之外,在时间及成本降低的要求下,高 速切削正逐渐被人们广泛的接受。因此以往的刀具材料已不敷 人们的需求。在因应如此严格的需求下,发展出刀具材料再加 上镀层保护。具有镀层保护的刀具其寿命将近是一般没有镀层 刀具的10倍,常见的刀具镀层有下列几种:
Ⅰ、刀具刃角 Ⅱ、排屑槽 Ⅲ、刀刃数目
刀具刃角
斜角的改变可由正值变化到负值,如下图所示。以切削力与所 需之动力来看,正斜角所形成的刀尖角度较小,刀具能够轻易 切入工件,而且切屑流出排除顺畅,可减少切削压力,所以切 削效率较大。但太大的正斜角形成尖锐的刀尖,故刀口较脆弱 易于磨耗或崩裂。负斜角则反之具有较强之切刃,刀口强度较 大适合切削高强度的材料。 斜角Rake Angle