测量系统分析指导书
MSA测量系统分析作业指导书
MSA测量系统分析作业指导书1目的明确测量系统分析的评价方法,确定测量系统的变差,以便采取措施,获得高质量的测量数据,更好地理解和控制各种过程。
2范围适用于对WJE生产线上新检具的调查、对生产线上易变动检具的复查和当被测零件公差发生变化时,对检具的认可。
3术语3.1 量具任何用来获得测量结果的装置,经常用来特指在车间的装置,包括用来测量合格/不合格的装置。
3.2 测量系统用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合,是用来获得测量结果的整个过程。
3.3 可视分辨率测量仪器的最小增量的大小即为可视分辨率。
3.4 偏倚测量的观测平均值和采用精密仪器测量的基准值之间的差值。
3.5 分辨力指测量仪器对一个标准测量单位可再分的程度;它是一个测量仪器可指示的最小分度。
3.6 受控当一个过程显示出本身固有的、且可预见的变差时则称该过程为“受控过程”;假如过程处于受控状态,则无造成变差的特殊原因,那么,可以认为零件在99.73%的时间内都能随机地落在控制限值之内。
3.7 线性是在量具预期的工作量程内,偏倚值的差值。
3.8 测量系统误差测量系统偏倚、重复性、再现性、稳定性和线性的综合。
3.9 失控指各种特殊原因变差均未消除的过程状态;这种状态在控制图上表现为点落在控制限之外或是在控制限内呈现非随机形态。
3.10 基准值一个被认同的作为比较参考的值;一个零件的基准值可能是实验室条件下确定的或是使用更为精确的量具建立起来一个真的测量值。
3.11 重复性一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差3.12 再现性不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差3.13 分辨率指一个测量仪器监测出被测量的变差的能力。
3.14 稳定性测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差;稳定性是变差对时间的增量。
3.15 公差。
测量系统分析作业指导书
XXX公司文件编号:XXX质量管理体系文件第A版第0次修订测量系统分析作业指导书1目的选择适用的方法分析测量系统的变差,并根据其结果判定该测量系统是否可以接受。
2适用范围适用于本公司对控制计划中提到的测量系统。
3职责3.1技术研发部负责提供产品的特殊性清单。
并负责配合新开发产品测量系统的试验分析。
3.2质量部负责对公司内每个产品能重复读数的测量系统进行分析,具体由计量工程师组织实施,并负责该测量系统的监视和控制变差工作。
3.3各测量系统使用部门负责配合,并保持经确定合格的测量系统。
4工作流程及控制要点4.1选择适当的方法评定测量系统,当选择或制定一个评定方法时,一般应考虑的问题包括:A.试验中是否使用可溯源至国家基准的标准仪器?以解决生产测量系统和顾客测量系统之间明显的差别时应用。
B.收集数据时,应考虑使用盲测。
C.试验成本;D.试验所需要的时间;E.一个测量系统取得的测量结果要与另外一个测量系统得到的测量结果对比,应使用4.1.A的标准试验方法。
4.2计量型测量系统分析方法●重复性分析●再现性分析●偏倚分析●线性分析●稳定性分析4.3测量系统的评定4.3.1先确定该测量系统是否具有所需要的统计特性,如果该测量系统具有合适的特性,那么该测量被称为在预期使用中具有可接受的质量,并且系统能够使用,如果显示测量系统不具备正确的特性,则不应使用它。
XX公司2004-10-18发布2004-10-18实施4.3.2通过试验发现哪种环境因素对测量系统有显著影响。
应采取处理措施,例:如果试验表明环境温度对测量的质量有显著影响,那么,必须在恒温条件下才能测量。
4.3.3通过分析验证一个测量系统一旦被认为可行的,应持续具有恰当的统计特性。
4.3.4根据公司的情况,主要用重复性和再现性对测量系统进行分析,应重复性和再现性(R&R)对测量系统进行分析,具体步骤如下:1)选定测量系统中的产品10件,并按1至10给产品编号,使评价人不看到编号;2)确定测量系统中的评价人2名或3名;3)确定测量系统中的量具一件(经检定合格的);4)让评价人A以随机的顺序测量10个零件,观测人将结果记录在重复性和再现性分析报告上。
测量系统分析作业指导书(含表格)

测量系统分析作业指导书(IATF16949 -2016)1、目的:通用应用适当的统计技术,对评价产品的测量系统进行分析,确保其能够对产品进行有效测量并提供质量保证。
2、适用范围:适用于汽车类产品控制计划中使用的检验量具、仪器。
3、职责:品管部:需要时拟定汽车类产品的测量系统分析计划并执行。
各部门:协助品管部搜集MSA数据,且MSA分析结果为不可接受时进行改善。
4、定义:4.1测量系统(Measurement system):用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合,用来获得测量结果的整个过程。
4.2偏倚(Bias):指测量结果的观测平均值与基准值的差值。
4.3稳定性(Stability):指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量平均值总变差,即偏倚随时间的变化。
4.4重复性(Repeatability):是指由同一位评价人,采用同一量具,多次测量同一产品的同一质量特性时获得的测量值的变差。
4.5再现性 (Reproducibility) :是指由不同评价人用同一量具,多次测量同一产品的同一质量特性时获得的测量平均值的变差。
4.6分辨力(Resolution):测量系统检出并如实指示被测特性中极小变化的能力。
4.7线性(Linearity):量具在预期工作范围内,偏移值的差值。
4.8盲测:指在实际测量环境中,操作者事先不知正在对该测量系统进行评价,也不知道所测为哪一只产品的条件下所获得的测量结果。
4.9计量型测量系统:测量系统的测量结果可用具体的连续的数值来表述,这样的测量系统称之为计量型测量系统;4.10计数型测量系统:测量系统的测量结果与某些指定限值相比较,如果满足限值则接受该零件否则拒收。
如用通过或不能通过塞规的方式来描述一只钢管直径尺寸,这样的测量系统称之为计数型测量系统。
5、作业内容:5.1测量系统分析条件:5.1.1测量作业必须标准化;5.1.2评价人必须是从日常熟练操作该仪器的人中挑选;5.1.3测量仪器必须是处于校验合格状态;5.1.4质量特性测量值可重复。
测量系统分析(MSA)作业指导书
Ⅲ. %R&R>30%,表示该测量系统不可接收,必须加以改进。
Ⅳ.判定结果记录于《量具重复性和再现性报告》判定栏内。
D ndc(区别分类数)
ndc应该四舍五入到整数,要能大于或等于5。
5.4偏倚&线性分析:
5.4.1基于过程变差,在测量系统工作范围内选5个零件,确定它们的基准值,由一位评价人对每个零
件测量大于10次,零件随机抽取.将数据填入偏倚/线性分析表。
5.4.2计算零件偏倚,分析偏倚与基准的线性关系
5.4.3判别与原因分析:偏倚受控及具有线性关系则可以接受
5.4.4 A当偏差过大可分析下面几种原因: B当系统为非线性时可分析下面几种原因:
A1标准或基准值误差B1仪器没有正确校准
A2仪器磨损B2仪器磨损
A3操作不当B3标准量具误差
5.5稳定性分析:
挑选3-5个样品在规定的时间内(一般为一个月)观察其随时间变化偏倚的总变差。将数据填入
稳定性分析表。如变差受控则接受.如有超控或周期性变化则查找分析原因直到受控为止。
5.6 MSA分析相关记录之保存应依照《记录管理程序》执行。
6.记录
6.1量具重复性和再现性报告WI-W-139-01
1.目的
为决定过程中量测器具是否适当,借用量测系统分析(MSA)量化量具、操作者和产品之变
异,制订此规范操作管理依据。
2.范围
包含所有质量控制计划所控制的或客户要求的量测仪器分析作业。
3.职责与权限
3.1各部门:搜集分析量测系统所需的资料。
3.2品管部:分析量测系统。
4.名词定义
4.1 R&R分析:量具重复性与再现性分析,再现性是指同一种量具同一位操作者,当多次量测相同
测量系统分析指导书MSA
1.目的介绍测量系统质量评定的方法,确定测量系统的适用性、经济性、以确保本公司测量数据质量。
2.范围凡列在本公司产品控制计划上的量具均适用。
3.参考《测量系统分析》参考手册。
4.定义4.1 R&R:即“量具重复性和再现性”的缩写。
4.2 重复性:由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时,获得的测量量变差。
4.3 再现性:由不同评价人,采用相同的测量仪器,测量同一零件的同一特性时,测量平均值的变差。
4.4 偏倚:是测量结果的观察平均值与基准值的差值。
4.5 稳定性:是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量总变差。
4.6 线性:是在量具预期的工作范围内,偏倚值的差值。
5.作业内容5.1 概述5.1.1 对测量数据最有影响的是测量系统的变差。
其主要因素有:量具的偏椅/重复性/再现性/稳定性/线性等。
这些都起因于量具的磨损、劣化、操作程序、操作环境、操作员等。
5.1.2 评价测量数据的信赖性时,上述5.1.1要素中,重复性和再现性对数据特别重要的影响,本指导书将予以重点介绍,与之同时对其余要素作一般介绍。
5.2 量具的重复性和再现性5.2.1 计量型测量系统评价方法—均值和极度差法。
使用记录《量具重复性和再现性数据表》。
5.2.1.1 数据的收集A.随机采取包含十个零件的一个样本,且样本中零件的规格及公差要求相同。
B.按1至10给零件编号,同时指定评价人A、B、C三名(要求熟悉或从事此类工作者),要求使评价人不能看到这些数字。
C.让评价人A以随机的顺序测量10个零件并让另一个观测人将结果记录在第一行对应列内,让评价人B和C测量10个零件且互相不看对方数据,然后将结果分别填入相应的记录单中。
D.使用不同的随机测量顺序重复C步骤操作过程,E.将所有的数据统一输入电脑,由系统自动计算结果及图表,同时打印报告。
5.2.1.2量具的重复性和再现性的判定基准如下:A.小于10%的误差(%R&R)—可接受的测系统;B. 10%~30%的误差—基于应用的重要性,测量装置的成本,维修成本等可能是可接受的;C.大于30% —认为是不可接受—应努力改良的测量系统。
测量系统分析MSA作业指导书

1.目的对测量系统进行分析和控制,确保测量系统处于稳定受控状态。
2.适用范围适用于与产品监视和测量有关的测量系统的分析、评价管理和控制。
3.职责3.1 品管部:负责组织收集数据、计算、评价和结果的判定,并形成具体的系统分析报告。
3.2 生产部/品管部:负责测量系统分析时的具体测量工作4.定义4.1 MSA:指Measurement Systems Analysis(测量系统分析)的英文简称4.2 测量系统:指用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程。
4.3 偏倚(准确度):指测量结果的观测平均值与基准值的差值。
一个基准值可通过采用更高级别的测量设备(如:计量实验室或全尺寸检验设备)进行多次测量,取其平均值来确定4.4 重复性:指由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差4.5 再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
4.6 稳定性:指测量系统在某持续时间内测量同一基准或零件的单一性时获得的测量值总变差。
4.7 线性:指在量具预期的工作范围内,偏倚值的差值。
4.8 盲测:指测量系统分析人员将评价的5—10个零件予以编号,然后要求评价人A用测量仪器将这些已编号的5—10个零件第一次进行依此测量(注意:每个零件的编号不能让评价人知道和看到),同时测量系统分析人员将评价人A第一次所测量的数据和结果记录于相关测量系统分析表中,当评价人A第一次将5—10个零件均测量完后,由测量系统分析人员将评价人A已测量完的5—10个零件重新混合,然后要求评价人A用第一次测量过的测量仪器对这些已编号的5—10个零件第二次进行依此测量,同时测量系统分析人员将评价人A第二次所测量的数据和结果记录于相关测量系统分析表中,第三次盲测以此类推5.作业内容5.1 稳定性分析5.1.1选取一个样本并确定其相对可追溯的基准值。
ZL05-1测量系统线性分析作业指导书
1.目的通过对控制计划中提出的测量系统进行线性分析,以了解测量系统的偏倚差值,更好的满足测量的要求。
2.适用范围适用于控制计划中提出的测量系统或部份新购、修史及提交PPAP的测量系统。
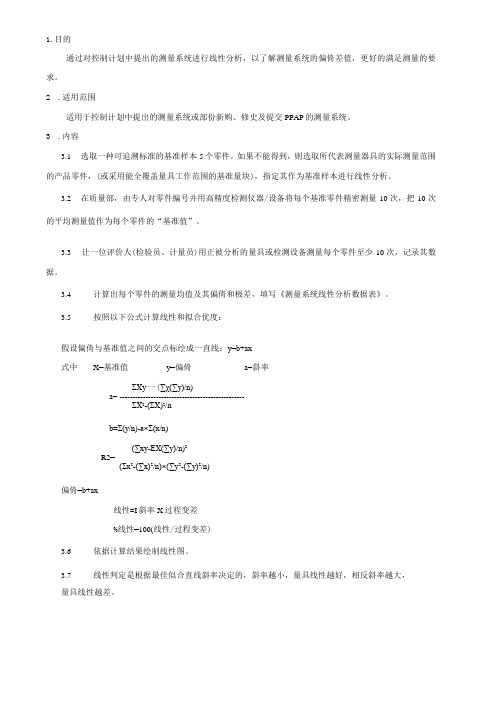
3.内容3.1选取一种可追溯标准的基准样本5个零件。
如果不能得到,则选取所代表测量器具的实际测量范围的产品零件,(或采用能全覆盖量具工作范围的基准量块),指定其作为基准样本进行线性分析。
3.2在质量部,由专人对零件编号并用高精度检测仪器/设备将每个基准零件精密测量10次,把10次的平均测量值作为每个零件的“基准值”。
3.3让一位评价人(检验员、计量员)用正被分析的量具或检测设备测量每个零件至少10次,记录其数据。
3.4计算出每个零件的测量均值及其偏倚和极差,填写《测量系统线性分析数据表》。
3.5按照以下公式计算线性和拟合优度:假设偏倚与基准值之间的交点标绘成一直线:y=b+ax式中X=基准值y=偏倚a=斜率ΣXy一(∑χ(∑y)/n)a= ------------------------------------------------ΣX2-(ΣX)2/nb=Σ(y/n)-a×Σ(x/n)(∑xy-EX(∑y)/n)2R2= ________________________________________(Σx2-(∑x)2/n)×(∑y2-(∑y)2/n)偏倚=b+ax线性=I斜率X过程变差%线性=100(线性/过程变差)3.6依据计算结果绘制线性图。
3.7线性判定是根据最佳似合直线斜率决定的,斜率越小,量具线性越好,相反斜率越大,量具线性越差。
4.形成记录和引用文件4.1形成记录《测量系统线性分析数据表》4.2引用文件《测量系统分析手册》。
MSA测量系统分析作业指导书
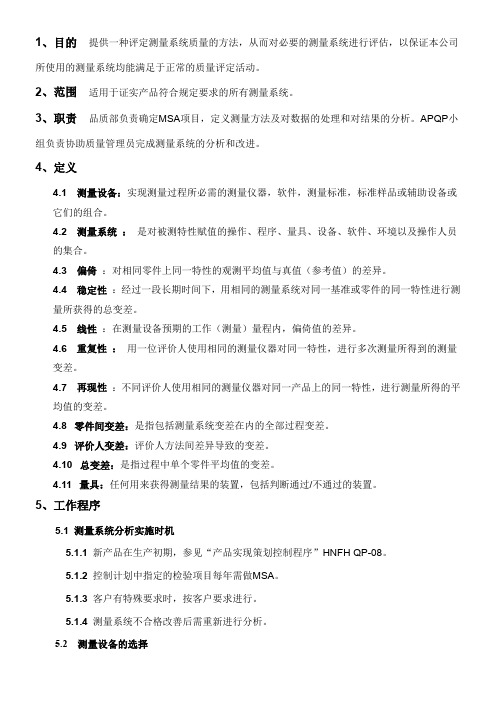
1、目的提供一种评定测量系统质量的方法,从而对必要的测量系统进行评估,以保证本公司所使用的测量系统均能满足于正常的质量评定活动。
2、范围适用于证实产品符合规定要求的所有测量系统。
3、职责品质部负责确定MSA项目,定义测量方法及对数据的处理和对结果的分析。
APQP小组负责协助质量管理员完成测量系统的分析和改进。
4、定义4.1测量设备:实现测量过程所必需的测量仪器,软件,测量标准,标准样品或辅助设备或它们的组合。
4.2测量系统:是对被测特性赋值的操作、程序、量具、设备、软件、环境以及操作人员的集合。
4.3偏倚:对相同零件上同一特性的观测平均值与真值(参考值)的差异。
4.4稳定性:经过一段长期时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差。
4.5线性:在测量设备预期的工作(测量)量程内,偏倚值的差异。
4.6重复性:用一位评价人使用相同的测量仪器对同一特性,进行多次测量所得到的测量变差。
4.7再现性:不同评价人使用相同的测量仪器对同一产品上的同一特性,进行测量所得的平均值的变差。
4.8零件间变差:是指包括测量系统变差在内的全部过程变差。
4.9评价人变差:评价人方法间差异导致的变差。
4.10总变差:是指过程中单个零件平均值的变差。
4.11量具:任何用来获得测量结果的装置,包括判断通过/不通过的装置。
5、工作程序5.1 测量系统分析实施时机5.1.1新产品在生产初期,参见“产品实现策划控制程序”HNFH QP-08。
5.1.2控制计划中指定的检验项目每年需做MSA。
5.1.3客户有特殊要求时,按客户要求进行。
5.1.4测量系统不合格改善后需重新进行分析。
5.2测量设备的选择a) 有关人员在制定控制计划及作业指导书时,应选择适宜的测量设备,既要经济合理,又要确保测量设备具有足够的分辩率,使用测量结果真实有效。
b) 选择测量设备时,建议其可视分辩率应不低于特性的预期过程变差的十分之一(即可取过程公差的十分之一,例如:特性的变差为0.1,测量设备应能读取0.01的变化),关键特性可按此规定选择合适精度的测量设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
= %
总变差(TV)
TV
=
ndc=1.41(PV/GRR)
=1.41(/)
=
所有计算均基于预计5.15σ(正态分布曲线下99.0%的面积)。
表E3XXXXXXXX有限公司汽车齿轮总厂
零件名称:技术要求:日期:
工序号:量具名称:操作者:
检测项目:量具编号:
重复性极差控制图
UCLR=数据见测量系统分析报告之一
6.1计量仪器、带表检具及万能量具的GRR实施方法和结果评估。
6.1.1带表检具及万能量具由使用部门组织并确定三位测量者,并从过程中抽取有代表性的10个零件(选定的零件应考虑到零件加工过程中可能波及的范围),同时做好标记。每个测量者代号(A,B,C)测量10个零件三次,并分别记录在JJ/SQC-69“测量系统分析数据采集卡”输入电脑,电脑需计算的数据有:
5.2.6卡板的MSA,进行GRR分析。
5.3对在控制计划中出现的万能量具,由使用部门按控制计划组织MSA,对同一类万能量具用于同一大类的产品、同一工艺、同一精度允许只选取一种作为代表性的来做GRR分析分析方法,根据客户要求分为GRR和Cg。
5.4对带表检具全部实施MSA,但对一台多参数专用检具,允许只对最小公差的检测项进行MSA。分析方法根据客户要求分为GRR和Cg。周期为检具六个月。
6.3.2数据记录规定如下:如果测量结果合格记录“1”,测量不合格记录“0”
6.3.3专用量具计数型的评估原则,如果20个零件,三个测量者结果一致,那此量具为可接受的。
如果20个零件中,三个测量者有一个零件的测量结果不同,那需要从新选20个零件再做分析。
(注:凡在过程控制中,用于SPC控制点的量具需按周期做MSA分析。)
6.2.1Cg值的实施方法。
6.2.1.1由使用部门组织并确定测量者,如有两个人操作这台检具,这两个人应分别做。其中Cg值最低的作为这台检具的Cg值。在测量之前要用标准件将检具调整到基准位,将标准件放入并固定,然后读数,并记录测量结果。接着将标准件重新放入、固定,这样重复测量50次。操作应在实际使用的检验工位上进行。数据采样结束后,根据计算公式Cg=0.2T/6σ,计算Cg值。T为公差带范围,对测量的数值进行计算:均值、方差、和Cg值。
3.2再现性Reproducibility:是用不同的评价人,使用相同的测量仪器,对同一零件上的同一特性进行测量所得的平均值的变差。
3.3重复性和再现性(GRR):测量系统重复性和再现性联合估计值。
3.4Cg:检具能力指数。
4
4.1流程图
4.2职责
4.2.1质量保证部负责对本工作规定的建立,保持和归口管理。
编制:审核:批准:
附录A
(规范性附录)
XXXXXXX有限公司汽车齿轮总厂
测量系统分析数据采集卡
零件名称:技术要求:试验次数:
工序号:量具名称:操作者A:完成日期:
检测项目:量具编号:操作者B:完成日期:
被测零件数:记录人:操作者C:完成日期:JJ/SQC-069123
4
5
6
7
8
9
10
A1
A2
A3
B1
7.4在周期内该测量设备的操作者有调动请重新作MSA分析。
8
附录AJJ/SQC-069测量系统分析数据采集卡:
之一测量系统分析数据采集卡
之二专用量具测量系统分析数据分析表
附录BJJ/SQC-070测量系统分析报告:之一量具重复性和再现性数据表
之二量具重复性和再现性报告
之三重复性极差控制图
之四零件评价人均值图
LCLR=
测量系统分析报告之三(四)JJ/SQC-70
表E4XXXXXXXX有限公司汽车齿轮总厂
零件名称:技术要求:日期:
工序号:量具名称:操作者:
检测项目:量具编号:
零件评价人均值图
其中 数据见测量系统分析报告之一A2=1.023
数据见测量系统分析报告之一见《MSA》表三
平均值在限值外所占比例为:
测量者A,B,C各自的对各零件的第一至第三次的测量值及其对应的极差(最大值--最小值)R;
计算测量者A,B,C各自的第一次,第二次和第三次的测量值总和与平均值 、 、 ,以及极差的总和与平均值 、 和 。
计算各零件测量值的平均值Xp。
计算极差的值 和 、 、 的极差 ,以及零件平均值Xp的均值 和极差Rp。
B2
B3
C1
C2
C3
XXXXXXXX有限公司汽车齿轮总厂
专用量具测量系统分析数据分析表
零件名称:技术要求:试验次数:
工序号:量具名称:操作者A:完成日期:
检测项目:量具编号:操作者B:完成日期:
被测零件数:记录人:操作者C:完成日期:
JJ/SQC-069
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
6.2.1.2在记录时说明:检具编号、测量人员姓名、测量时间,以及环境条件,如周围环境温度等。如果计量器具在灵敏度和选用精度符合要求时,稳定的显示同样的数值,无论每次放入标样测量都是这样,测量30次就可以停止测试。这说明检具的重复精度得到验证,其Cg值一定大于2.0。
6.2.1.3Cg值的测算周期,检具为六个月。Cg值的周期检测由使用部门完成。
4.2.2使用部门按控制计划要求,编制测量系统分析计划,上报质量保证部批准,使用部门准备样件,实施,提供报告。质量保证部负责结果评价。
4.2.3人力资源部负责人员培训。
4.2.4量具使用部门归档保存相应记录。
5测量系统分析:
5.1根据客户的要求来确定MSA,现场使用的计量器具,用于大众产品用Cg值来评估,用于通用的产品的用GRR来评估,其余的产品根据客户要求来定,客户无要求的采用GRR分析。
2. 2
3. 3
4.平均值
=
5.极差
=
6. B 1
7. 2
8. 3
9.平均值
=
10.极差
=
11. C 1
12. 2
13. 3
14.平均值
=
15.极差
=
16.零件平均值(Xp)
=
Rp=
17.[ = ]+ [ = ]+ [ = ]+/[评价人数量= ]=
18.[ = ]-[ = ]=
19.[ = ]×[D4= ]*=UCLR
零件评价人均值图分析,平均值的控制限之内的面积代表测量误差(干扰),如果一半或更多的平均值在极限之外,则该测量系统足以检查出试件间变差,并且该测量系统可以提供分析和控制该过程的有用数据,当不足一半在控制限外,则测量系统不足以检查出零件间变差,并且不能用于过程分析。
6.2带表检具和万能量具的Cg实施方法和结果评估。
计算零件变差PV,式中系数K3按零件数量而定。系数K2见附表《量具重复性和再现性报告》。
计算总变差TV。
计算测量误差占变差的百分数%EV、%AV和%GRR,以及零件变差%PV。
电脑自动生成JJ/SQC-70“测量系统分析报告”其中有4个内容:1.量具重复性和再现性数据表;2.量具重复性和再现性报告;3.重复性极差控制图;4.零件评价人均值图。
20. [ = ]×[D3= ]*=UCLR
※D4=3.27(两次试验),D4=2.58(三次试验);D3=0(不大于7次试验)。UCLR代表单个R的限值,圈出那些超值的值,查明原因并纠正;同一评价人采用最初的仪器重复这些超限读数或者剔除这些超限值,由剩余观测值再次平均并计算R和限值。
操作者:日期:
计算重复性,即由量具变化而造成波动的变差EV,系数K1按每测量者重复测量次数而定。系数K1见附表《量具重复性和再现性报告》。
计算再现性,由于测量者变化而造成波动的变差AV,系数K2按测量人数而定。式中,n为零件数量,r为测量次数。系数K2见附表《量具重复性和再现性报告》。
计算重复性与再现性,GRR。
%GRR>30%——测量系统不可接受,进行各种努力发现问题并改正。(如果GRR占零件公差带的百分比小于10%测量系统可接受。)
另外由测量系统对过程进行划分的区别分类数(ndc)32要能大于或等于5。
重复性极差控制图分析,如果所有的极差受控,评价人的测量误差被控制限允许,说明评价是一致的;如果不是,可能是由于评价人的技术、位置错误或仪器的一致性不好造成的,应予纠正。
表E2XXXXXXX有限公司汽车齿轮总厂
量具重复性和再现性报告
测量系统分析报告之二(四)JJ/SQC-070
零件号和名称:量具名称:日期:
被测参数:量具号:操作者:
规格:量具型式:
根据数据表: = = Rp=
测量设备分析
%总变差(TV)
重复性—设备变差(EV)
EV= ×K1
=×
=
%EV=100[EV/TV]
测量系统分析指导书
1
本规定具体明确进行“测量系统分析”的方法,以确定测量系统是否具有恰当的统计特性,并根据对研究结果的分析来评估所使用的量具或设备的测量能力是否能达到预期的要求。
2
本规定适用于由控制计划规定的量具或测试设备并指出其相对应的关键特性。
3
3.1重复性Repeatability:是用一个评价人,使用相同测量仪器,对同一零件上的同一特性进行多次测量所得到的测量变差。
6.1.2计量仪器由使用部门组织并确定至少两位测量者,并从过程中抽取至少五个零件,做好标记,每个测量者各测量至少两次,并分别记录在JJ/SQC-69“测量系统分析数据采集卡”。分析方法同带表检具及万能量具的GRR。
6.1.3GRR的可接受性原则是:
%GRR<10%--测量系统可接受;