MoldFlow-入门教程
Moldflow--基本操作
Moldflow–基本操作Moldflow是非常流行的注塑模拟软件,它可以帮助用户分析塑料零件的注塑成型过程,从而优化设计和生产过程。
本文将介绍Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。
安装MoldflowMoldflow软件必须从Autodesk官网进行购买或试用下载。
下载完成后,按照提示进行安装,一般无需更多复杂的设置。
工程建立打开Moldflow软件后,选择“Create a new project”选项,然后选择“Injection Molding Analysis(注塑成型分析)”作为项目类型。
接着输入项目名称,选择热流道或冷却系统,再选择塑料材料和单位。
这些设置可根据具体项目而定。
材料设置在Moldflow中,重要的材料参数包括熔体流动指数(MFI)、密度、乳胶积水率等。
用户可以选择已经预设好的材料库中的材料,也可以自己添加材料并设置参数。
网格划分网格划分是Moldflow中重要的一步,它决定了注塑成型过程的精度。
在进行网格划分时,需要考虑零件的复杂程度和几何形状、注塑成型过程中的温度变化、材料流动等因素。
通常来说,网格划分的密度越大,分析结果精度越高,但也会增加计算时间和资源消耗。
用户可以根据需要进行网格密度的调整。
条件设置在进行分析前,需设置注塑成型过程中的温度、压力、注塑速率、模具温度等条件。
这些重要的条件设置会影响注塑成型的过程和结果,因此需要进行严密的分析和调整。
结果分析Moldflow分析完注塑成型过程后,会提供各种结果图表和数据报告,包括充模情况、气流情况、成型缺陷等。
用户需要根据结果尽可能地优化注塑成型过程,以达到最优的设计和生产效果。
Moldflow是一款功能强大的注塑模拟软件,在塑料零件的设计和生产领域得到了广泛的应用。
本文介绍了Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。
moldflow操作手册

网格编辑
Delete(删除单元 删除单元) 删除单元
选取要删除的单元,按 Apply键。
Page 17
17
网格编辑
Global merge (合并小于一定公差的节点 合并小于一定公差的节点) 合并小于一定公差的节点
输入公差0.1mm,按Apply键,可自 动合并所有距离小于0.1mm的节点。
网格编辑
检查Mesh Orientation 检查
显示Mesh Orientation
点击Mesh Diagnostic中的 Orientation diagnostic项,显 示Mesh方向。对于Fusion网格, 所有的Mesh方向必须一致。对于 冷却、翘曲变形、应力分析, Mesh方向必须正确。Top代表定 模侧, Bottom代表动模侧.
9
检查Dimensional Diagnostic 检查
显示Dimensional Diagnostic 适用于3D模型厚度的显示, 点击Dimensional Diagnostic项, 该结果显示制品的厚度。
检查Occurrence Number 检查
显示Occurrence Number
点击Occurrence Number项,该结果显示 为1,表示制品为一个,对于对称制品与 多腔,为了简化模型,缩短计算时间, 可用该命令。选择一单元,按右键,在 属性中可修改其Occurrence Number值。
4.Spline (拟合曲线 拟合曲线) 拟合曲线 选取 、 、 点拟合直线。
几何图形编辑(10) 几何图形编辑( )
Create Curves(创建曲线 创建曲线) 创建曲线
5.Connect Curves(连接曲线 连接曲线) 连接曲线 选取线C70、线C71将两线光滑连 接起来。
Moldflow第一章 模流分析基础

f.冷却时间
冷却时间主要取决于塑料产品的壁厚、模具的温度、塑料的热性能和结晶性能。 冷却时间一般约为30~120s,冷却时间较短时很难达到理想的冷却效果。冷却 时间较长时,则会增加成型周期,有时还会造成产品脱模困难。冷却时间的长 短一般为不影响产品脱模时不引起变形为原则。Moldflow软件允许用户对冷却 时间和冷却液温度等进行相关的设置,以满足不同冷却方案的需要。
2. 常 用 塑 料 的 特 性
PE(聚乙烯) (1)结晶性料,吸湿性小。如热时间不宜过长,否则会出现分解,烧焦现象。 (2)耐腐蚀性,电绝缘性优良,可用玻璃纤维增强。按密度份为三类:①低密度聚乙烯 (LDPE);②中密度聚乙烯MDPE);③高密度聚乙烯(HDPE)。低密度聚乙烯的熔 点,刚性,硬度和强度较高,吸水性小,有良好的电性能和耐辐射性;中密度聚乙烯的柔 软性,伸长率,冲击强度和渗透性较好;高密度聚乙烯冲击强度高,奈疲劳,耐磨。 (3)流动性极好,流动性对压力变化比较敏感。 (4)宜用高压低温注塑,保压应充分。 (5)收缩率范围和收缩值大,取向性明显,易变形翘曲。冷却速度慢,模具应设冷料穴。 (6)成型温度范围为140~220℃。 (7)低密度聚乙烯适于制作耐腐蚀零件和绝缘零件;中密度聚乙烯适于制作薄膜;高密 度聚乙烯适于制作减震,耐磨和传动零件。 PP(聚丙烯) (1)结晶性料,吸湿性小,光泽好,易着色。但易发生溶体破裂,长期与热金属接触易 分解。 (2)流动性较好,但收藏范围及收缩值大,易发生缩孔,凹痕和变形。 (3)冷却速度快,浇注系统及冷却系统应缓慢散热。应注意控制成型温度,料温低取向 性明显,模具温度偏低时,制品结晶度低,密度小,内应力较大,但外观质量较差。模具 温度大于90℃时易出现翘曲和变形现象。 (4)塑件应避免缺口和尖角,以防止应力集中。 (5)成型温度范围为16~220℃。 (6)适于制作一般机械零件,耐腐蚀零件和绝缘零件。
MoldFlow-入门教程

定义线的属性。
6.设置注射点
划分流道的网格
检查流道的 联通性
7.设置进胶点,和工艺参数。
7.设置进胶点,和工艺参数,开始分析。
8.分析的结果,和做成报告的的数据。
简单的报告生成
把动画的选项打钩,将 有动画
a,点file-import或者input from MDL,二者的区别在于import只能输入igs和catia 格式, 而import from MDL几乎支持所有的3D格式,而且import from MDL产生的自由边明显要少 得多,推荐使用import from MDL。
2.导入(CAD Doctor3.0)修改产品
b,点heal让产品进行自动修复和转换(必须要转换一次要不产品不能导出,但是可以转 换不止一次。)。
2.导入(导入(CAD Doctor3.0)修改产品
c,产品转换后切换到
d.接下来是简化产品, 取消R角。点击filler 右键把角的大小改成 1,然后点查找
结果
查找 e.然后是检查是不是要取 消全部,后点击 取消 所有的r角。
5.选择塑胶材料
双击图框处的菜单,选择材料, 同时MF的数据库里有很多种 的材料,可以用搜索的方式找 到
6.设置注射点
可在UG中先画好线,再在MF中新建一层并添加进来,然后定义曲线属性,在所有网格生 成后,建议进行建模中的曲面连通性诊断,以确认进胶与产品是相连的
若不相连,可用“修复时常用的命令”合并点
同样倒角也是 这样取消的。
2.导入(CAD Doctor3.0)
f,当你简化完产品后点击free edge,再点
就可以看到结果
图示的该项的修改方 法,直接点图标就可 以修复
2.导入(CAD Doctor3.0)
moldflow_基础操作_操作案例

5.检查网格
3. 单击 (“网格”选项卡 -“网格诊断”面板 -“ 纵横比”)以显示“诊断”面板,然后单击“显示”。 4. 单击 (“网格”选项卡 -诊断导航器”面板 -“开 始”)以查找纵横比值最高的单元。该单元中将伸出一
条红线。如果需要,请旋转零件以查找单元
教学视频
6.修复网格
1. 依次单击“网格”-“网格修复”-“网格修向导
8.设置材料
3. 依次单击“主页”-“成型工艺设置”-“选择材料”
4. 选择“LG Chemical”作为“制造商”。 5. 选择“ABS HG-173”作为“牌号”。
教学视频
9.设置加工条件并运行
1. 单击 (“主页”-“成型工艺设置”-“工艺设置” )以查看“工艺设置向导”。对于本次分析,无需进
位置”)。 3. 单击零件后端的零件,如图所示。位置是否精确并
不重要。
3.研究注射位置
4. 单击 Synergy 窗口左侧“方案任务”列表中的“ 填充预览”。
5. 依次单击 “结果”选项卡 “动画”面板 “播放”)以动画方式显示结果。
6. 停止动画。选择黄色的注射位置圆锥体并 将其拖动到零件上。观看新位置的动画
3.单击零件的后端、中心和分型线,如图所示
单击鼠标右键,然后选择“完成注射位置”。
教学视频
8.设置材料
1. 依次单击“主页”-“成型工艺设置”-“热塑性注塑 成型”以查看其他可用的成型工艺。确保选择“热塑 性注塑成型”作为成型工艺
2. 依次单击“主页”-“成型工艺设置”-“分析序列” 以查看可用的分析序列。确保析序列已设置为“填充 ”。
4. 在“层”面板中,取消选中“新建主体节点 1”层
。
教学视频
MOLDFLOW-doctor入门教案(精辟)
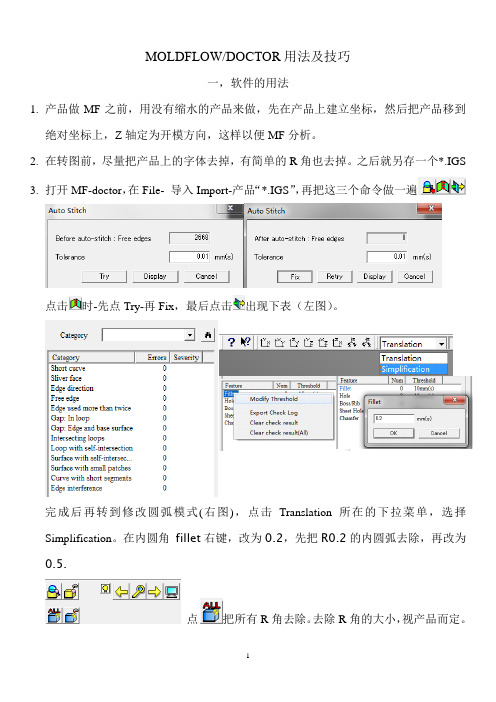
MOLDFLOW/DOCTOR用法及技巧一,软件的用法1.产品做MF之前,用没有缩水的产品来做,先在产品上建立坐标,然后把产品移到绝对坐标上,Z轴定为开模方向,这样以便MF分析。
2.在转图前,尽量把产品上的字体去掉,有简单的R角也去掉。
之后就另存一个*.IGS3.打开MF-doctor,在File- 导入Import-产品“*.IGS”,再把这三个命令做一遍点击时-先点Try-再Fix,最后点击出现下表(左图)。
完成后再转到修改圆弧模式(右图),点击Translation所在的下拉菜单,选择Simplification。
在内圆角fillet右键,改为0.2,先把R0.2的内圆弧去除,再改为0.5.点把所有R角去除。
去除R角的大小,视产品而定。
做完这个之后,再把C角除去点把所有C角去除。
去除C角的大小,也视产品而定。
再回到translation变换,重复这三个步骤,再保存,最后导出Export导出一个*.udm文件。
4.打开Moldflow Plastics Insight 6.1,import导入-刚刚导出的文件*.udm,再选择双层面,再建立该产品的文件夹(下左图)。
进入Moldflow界面双击进行分析网格。
网格设置一般为1到1.5倍胶厚,网格分得越小分析出来结果就越催向产品实际,但分析起来就越慢,这个看产品形状大小来定。
5.对分出来的网格进行修饰。
·A.检查自由边,B.检查重叠面C修改纵横比,D检查平均胶厚。
E 把未定向的网格定取向,F检查网格属性6.网格修复工具运用这里介绍几个常用的命令:A.这个是填充网格命令,修自由边时候用。
B.(F6)这个是网格交互边命令,修纵横比时用,如右图就可以用此命令C.(F5)这个是网格合并点命令,修纵横比时用E.(F9)这个是网格插入点命令,修纵横比时用F.(F8)这个是网格区域重划命令,修纵横比时用G.这个是删除多余点命令,修纵横比时用6.1 做完以上的就点击一下,使网格全部定好取向。
Moldflow基本使用操作课程ppt课件

行业:汽车 产品:仪表板
LG Chemical 因此以高价赢得一年的 供货合同 ( 2000ton / 年 )
精选版课件ppt
12
模具制造商
为什么他们要使用 MOLDFLOW :
1. 减少试模时间 2. 提高模具质量 3. 提高公司竞争力 4. 以技术区别于其它公司
1) 确定分析的模型 * 需要CAD创建的 3D solid model
2)确定材料 * 确认在成形过程中该产品所使用的材料类型.
3) 注塑成型条件 * 如此产品没有现成的注塑参数,可由分析者根据实际情况决定. * 如此产品有现成的注塑参数,使用现有的注塑条件表。
4) 模具图 * 针对于产品的FLOW分析,我们需要 Runner, Sprue, Gate的正确的位置,大小,长度等信息。 * 针对于 Cool 分析,我们需要 Channel的正确的位置,大小,长度等信息。
适用于分析形状特征复杂之薄壳类塑胶零件。它基于 Moldflow的独家专利的Dual Domain(双层面)分析技 术,直接从CAD软件中提取实体表面产生网格。FUSION 网格大大降低前期网格处理时间,能快速对产品进行流动、 冷却,翘曲等分析。它以最快的网格处理及最佳的网格质 量和准确的分析结果成为应用广泛的薄壁件分析的网格形 式。
效益 (1) 节约成本约 $45K (2) 减少试模次数1到2次 (3) 缩短开发周期两个月
精选版课件ppt
23
采用Moldflow后的效益
•缩短开发周期,加速产品上市 •平均节省材料2-3% •平均节省注塑成本6-7%
精选版课件ppt
MoldFlow使用经验教材教学课件

冷却效果评估
介绍如何评估冷却系统的 冷却效果,如通过冷却时 间、温度均匀性等指标进 行评估。
成型工艺优化
注射速度与压力
阐述注射速度和压力对成型工艺的影 响,如对填充效果、产品收缩率等的 影响。
成型参数优化
介绍如何通过调整注射速度、压力、 模具温度等参数优化成型工艺,提高 产品质量和生产效率。
模具温度控制
流道设计
阐述流道设计的要点,如流道截面 形状、流道长度、流道宽度等,以 及如何通过流道设计平衡压力和减 小温差。
冷却系统设计
01
02
03
冷却系统的重要性
强调冷却系统在注塑成型 过程中的重要性,如减小 成型周期、提高产品质量 等。
冷却水路设计
讲解冷却水路的基本类型, 如直通式、环绕式、多通 道式等,以及各自适用的 场景。
Moldflow使用经验 教材教学课件
目录
• Moldflow软件介绍 • Moldflow基础操作教程 • Moldflow进阶操作教程 • Moldflow实战案例分析 • Moldflow常见问题与解决方案 • Moldflow软件更新与未来发展
01
Moldflow软件介绍
软件特点与优势
详细描述
网格划分失败的原因可能包括模型导入错误、网格类型 选择不当、网格参数设置不合理等。解决此问题的方法 包括检查模型文件是否正确、选择合适的网格类型、调 整网格参数等。
材料参数设置问题
总结词
材料参数是影响Moldflow模拟结果的重要因素,如果参数设 置不准确或不完整,将导致模拟结果失真。
详细描述
热交换结构设计
介绍热交换结构在模具设 计中的应用,如水路、气 道等,以提高模具的冷却 效果和减小成型周期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.分析的结果,和做成报告的的数据。 简单的报告生成
把动画的选项打钩,将 有动画
6.设置注射点 可在UG中先画好线,再在MF中新建一层并添加进来,然后定义曲线属性,在所有网格生 成后,建议进行建模中的曲面连通性诊断,以确认进胶与产品是相连的 若不相连,可用“修复时常用的命令”合并点
定义线的属性。
6.设置注射点 划分流道的网格
检查流道的 联通性
7.设置进胶点,和工艺参数。
7.设置进胶点,和工艺参数,开始分析。
一般步骤: 1. 使用3D软件把产品排位,要把产品的的开模方向设置到Z轴(因为MF的默认开模方向 是z方向,这样的锁模的压力会比较接近实际。),同时可以把要用到的流道和运水的线 画好。
图示的位置 是3根线, 而不是2根 线。
要注意的地方: 线和线相交的地方必须是断开的
一般步骤:
2.导入(CAD Doctor3.0)修改产品
3.网格修复 可以用于修改重叠单元的的工具
重叠单元经常要把重叠的单元删除,然后再修整。
4.设置分析顺序 当你的网格已经修好后,可以进行下一步的操作了,选择你要的分析的
双击图框处的菜单,选择你要 的分析
5.选择塑胶材料
双击图框处的菜单,选择材料, 同时MF的数据库里有很多种 的材料,可以用搜索的方式找 到
一般是通过修改网格的边长来实 现匹配百分百大于等于85,(大 于等于85才能很好的实现下面的 分析)
3.网格修复 下来是要修改产品的缺陷,如果是使用fusion的网格来分析要保证下面几项是零
这些项必须为零不为零则要 使用 此项要小于50更小的更好。 此项要大于等于85。
3.网格修复 Mf里提供很多的工具来修改 网格。
首先可以使用修复向导,来 实现自动修复。
3.网格修复
Mf里提供很多的工具来修改 网格。
还可以根据产品的问题来选 择修复方法
ቤተ መጻሕፍቲ ባይዱ
3.网格修复
3.网格修复 可以用于修改纵横比的的工具
当你修改好纵横比后,颜色 条就消失了
3.网格修复 可以用于修改自由边的的工具
3.网格修复 使用检查自由边的工具
小技巧: 选择点是要根据右手定则来选择节点就 可以减少配向不正确单元的产生
b,点heal让产品进行自动修复和转换(必须要转换一次要不产品不能导出,但是可以转 换不止一次。)。
2.导入(导入(CAD Doctor3.0)修改产品 c,产品转换后切换到
d.接下来是简化产品, 取消R角。点击filler 右键把角的大小改成 1,然后点查找
结果
查找
e.然后是检查是不是要取 消全部,后点击 取消 所有的r角。
a,点file-import或者input from MDL,二者的区别在于import只能输入igs和catia 格式, 而import from MDL几乎支持所有的3D格式,而且import from MDL产生的自由边明显要少 得多,推荐使用import from MDL。
2.导入(CAD Doctor3.0)修改产品
同样倒角也是 这样取消的。
2.导入(CAD Doctor3.0) f,当你简化完产品后点击free edge,再点
就可以看到结果
图示的该项的修改方 法,直接点图标就可 以修复
2.导入(CAD Doctor3.0) g,修改好产品后再把工作状态切换到
再点击 输出产品
2.把产品导入到mold flow 点击 把刚刚修改好的产品导入,然后到了划分网格的菜单