现代民用飞机复合材料的无损检测
航空复合材料的损伤与维修

航空复合材料的损伤与维修在航空领域,复合材料被广泛应用于飞机的结构件和舱内装饰。
复合材料具有重量轻、强度高、耐腐蚀等优点,因此在航空工业中得到了广泛的应用。
与传统金属材料相比,复合材料在使用过程中更容易受到外部环境和操作方式的影响,容易受到损坏,这给航空安全带来了一定的隐患。
对航空复合材料的损伤及维修问题进行深入了解和研究,对确保航空安全和提高飞机使用效率具有重要意义。
飞机在飞行过程中,难免会受到外部环境的影响,比如气流冲击、风刮等各种因素都可能对飞机及其结构件造成损伤。
相比传统金属材料,复合材料在受力过程中表现出不同的特性。
当复合材料遭受冲击或者重载时,可能产生裂纹、破损等各种形式的损伤。
这些损伤可能因为轻微而被忽略,但长期积累下来会对飞机的结构安全性造成威胁。
对航空复合材料的损伤进行及时、有效的诊断十分重要。
针对航空复合材料的损伤检测,目前主要有几种常见的方法。
一种是目视检查法,也就是人工检查,通过人眼观察来判定复合材料是否存在明显的破损或者裂纹。
这种方法直观简便,但存在主观性较强、检测范围有限等问题。
另外一种方法是使用超声波检测技术,这种技术可以有效地检测出复合材料内部的隐伏裂纹。
还有X射线检测、激光扫描等多种检测方法都被应用于航空复合材料的损伤检测工作中。
通过这些方法,可以及时准确地发现复合材料的损伤,并做出相应的维修决策。
当航空复合材料出现损伤时,适时的维修是至关重要的。
在过去,对于复合材料的维修工作主要采用的是传统的金属材料的维修方法,如焊接、铆接等。
这些方法并不适用于复合材料,因为复合材料的特性决定了其在设计、加工、维修等方面需要采用不同的方法。
在航空复合材料的维修中,需要考虑复合材料的特性和工艺技术,选择合适的维修方法,以确保维修后的结构件能够恢复原有的性能,同时保证飞机的使用安全。
近年来,随着复合材料技术的不断发展,针对航空复合材料的维修方法也得到了迅速的发展。
目前,针对不同类型的复合材料损伤,已经出现了多种不同的维修方法。
mil-hdbk-787(1993)复合材料的无损检测的超声波方法

mil-hdbk-787(1993)复合材料的无损检测
的超声波方法
我将介绍《MIL-HDBK-787(1993)》中关于复合材料无损检测超声波方法的内容。
该手册是一本由美国国防部发布的技术规范,用于指导军事航空和航天领域中复合材料的无损检测。
其中包含了多种无损检测方法,包括超声波方法。
超声波方法是一种常用的无损检测技术,适用于复合材料的质量评估和缺陷检测。
它利用超声波在材料中传播的特性来探测材料中的缺陷、异物或结构变化。
根据《MIL-HDBK-787(1993)》,超声波方法可以用于以下方面的检测:
1. 缺陷探测:通过发送超声波脉冲到材料中,然后检测回波信号来确定材料中的缺陷,如裂纹、夹杂物或气泡等。
2. 界面检测:用于检测复合材料中不同层之间的粘结情况,以及材料与环境之间的粘结情况。
3. 厚度测量:利用超声波的穿透能力,可以测量复合
材料中不同层的厚度。
4. 层析成像:通过多次扫描和记录回波信号,可以重建出材料内部的三维图像,以便更全面地评估材料的质量。
超声波方法在复合材料的无损检测中具有许多优势,例如非破坏性、高灵敏度和高分辨率等。
然而,使用超声波方法进行无损检测需要经过专业培训和丰富的经验。
总结起来,《MIL-HDBK-787(1993)》提供了关于复合材料无损检测超声波方法的详细指导,包括缺陷探测、界面检测、厚度测量和层析成像等方面的应用。
这些方法对于确保复合材料组件的质量和可靠性至关重要。
无损检测在民用航空维修中的应用
无损检测在民用航空维修中的应用一、前言无损检测技术是材料科学的一个分支,它在不改变,不损害材料和工件的状态及性能下对材料缺陷(不连续性)、工件结构缺陷(不连续性)、物理和力学性能、成分等作出评定。
无损检测技术主要应用在制造阶段检验、成品检验和在役检验。
对我们航空公司来讲,主要就是在役检验,用于检查航空器的零部件在运行中结构或状态的变化,保证航空器安全、可靠的工作。
无损检测(NDT)作为检查飞机结构损伤的重要手段,随着各航空公司维修力量增强,无损检测也越来越得到重视。
《中国民航无损检测标准》的制定与贯彻、无损检测新技术的引进、人员素质的不断提高都推动了无损检测的发展。
无损检测以其检测有效性、高可靠性得到了各航空公司的认同。
本文旨在阐述机务维修中无损检测技术的大致框架,及其在飞机维修中的应用、作用及发展,希望在实际应用中对飞机维修各部门有一定的借鉴价值。
二、无损检测在机务维修中的应用1、无损检测的应用对象分析无损检测主要针对飞机结构损伤,损伤大致可分为以下五种:①飞机结构零部件生产制造过程中产生的缺陷;②飞机在起飞、飞行、着陆过程中,由于某种原因使飞机产生过大的负载造成的结构损伤。
例如重着陆所造成的起落架、机轮组件的损伤。
③日常维护过程中造成的刮伤、撞伤等;④由于使用环境所造成的腐蚀损伤,如沿海地区的潮湿空气、飞机货舱运载的海鲜等都是产生腐蚀损伤的根源;⑤交变载荷所造成的疲劳损伤(疲劳裂纹)。
这些损伤如果没有得到有效的处理,极易产生裂纹,如疲劳裂纹、应力腐蚀裂纹、腐蚀疲劳裂纹等。
例如机轮组件轮毂的轮座圆角过渡区、连接螺拴的螺纹处等一些飞机结构应力集中部位(接头、孔边、拐角)易产生疲劳裂纹。
结构的裂纹萌生和短裂纹的扩展阶段是疲劳的起始和主要阶段,研究表明,该阶段在整个疲劳寿命中所占比例高达80%,因此,结构的裂纹形成寿命成了人们普遍关心的重要指标。
尤其在航空领域,由于有些结构的复杂性,在使用过程中难以实施检测。
复合材料的无损检测
复合材料的无损检测作者:周胜兰来源:《大飞机》2019年第03期在对飞机的检测中,无损检测是一种非常重要的手段。
所谓无损检测,是指以不损坏目前及将来使用功能和使用可靠性的方式,对材料、制件进行宏观缺陷检测、几何特性测量、化学成分分析、组织结构和力学性能变化表征,并进而就材料或制件对特定应用的适用性进行评价。
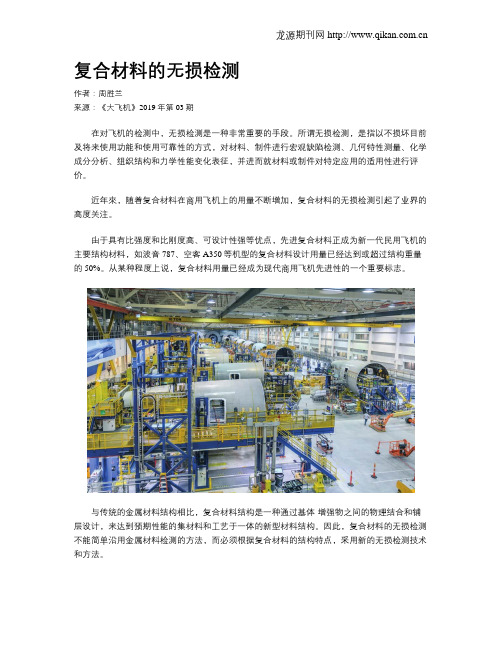
近年來,随着复合材料在商用飞机上的用量不断增加,复合材料的无损检测引起了业界的高度关注。
由于具有比强度和比刚度高、可设计性强等优点,先进复合材料正成为新一代民用飞机的主要结构材料,如波音787、空客A350等机型的复合材料设计用量已经达到或超过结构重量的50%。
从某种程度上说,复合材料用量已经成为现代商用飞机先进性的一个重要标志。
与传统的金属材料结构相比,复合材料结构是一种通过基体-增强物之间的物理结合和铺层设计,来达到预期性能的集材料和工艺于一体的新型材料结构。
因此,复合材料的无损检测不能简单沿用金属材料检测的方法,而必须根据复合材料的结构特点,采用新的无损检测技术和方法。
近年来,国内外对复合材料的无损检测主要采用了超声检测、空气耦合超声检测、激光超声检测、相控阵超声检测、红外热成像检测、激光全息(散斑)检测、声发射检测等方法。
作为行业龙头,美国波音公司在复合材料的无损检测方面积累了较为丰富的经验,其在787客机上的一些创新做法值得我们借鉴。
787在设计时采用了电子化结构,使得更多的系统处于电子监控之下,以电子监控取代过去的目视检查,并在复合结构中嵌入了先进的状态监控系统,这种结构上的优化大大减轻了运营商定期检修的负担。
787的无损检测除了通用部分外,几乎没有涉及具体位置的检测。
射线检测部分。
787无损检测的射线检测部分所涉及的检查方法与传统机型一致。
超声检测部分。
787无损检测的超声检测部分针对不同的检测要求和检测环境引入了新的检测技术。
例如,针对BMS 8-276材料的损伤检测及胶接修补检测,除了增加A扫描外,还增加了超声相控阵C扫描;针对BMS 8-276材料蒙皮与加强条的脱胶检测,引入了一种新的滚轮式探头,这种探头可以快速且高质量地完成扫查;针对BMS 8-276材料机身蒙皮、机翼或者尾部结构等大面积检测离层,波音引入了件号为MAUS V的检测系统,该检测系统为C 扫描系统,采用水作为耦合剂;针对BMS 8-276材料大面积检测离层及蒙皮与加强条脱胶,采用OMNISCAN系列仪器,搭配滚轮式超声相控阵探头,可以非常高效地完成大区域扫查;针对蜂窝结构蒙皮与芯的脱胶检测,引入了一种C扫描检测方法,这种检测方法相比传统方法具有更高的检测灵敏度;针对BMS 8-276检测离层及蒙皮与加强条脱胶的情况,波音还引入了一种超声相机检测技术,该检测技术可以采用多种显示方式,检测结果显示直观。
复合材料结构件无损检测技术分析

复合材料结构件⽆损检测技术分析复合材料结构件⽆损检测技术分析摘要:本⽂通过对复合材料结构件缺陷和损伤特点的分析,介绍可应⽤于复合材料结构缺陷包括⽬视检查法、声阻法、射线检测技术、超声检测技术、声- 超声技术、涡流检测技术、微波检测技术在内的⽆损检测技术。
并对⽆损检测技术的技术关键进⾏剖析,展望了⽆损检测技术的未来发展。
关键词:复合材料⽆损检测缺陷随着航空制造技术的不断发展,复合材料以其⾼的⽐强度、⽐刚度及良好的抗疲劳性和耐腐蚀性获得⼴泛应⽤。
由于纤维增强复合材料具有导电性差、热导率低、声衰减⾼的特点,在物理性能⽅⾯呈显著的各向异性,使得它对波传播所引起的作⽤与普通⾦属材料相⽐具有很⼤的差异,因⽽其⽆损检测技术与⾦属的检测⼤不相同,复合材料检测⽇益成为该领域的重点和难点。
在这种情况下,航空航天检测迫切需要有⼀种更有效的⼿段来提⾼复合材料构件的⽣产质量或修理⽔平。
复合材料构件的成型过程是极其复杂的,其间既有化学反应,⼜有物理变化,影响性能的因素甚多,许多⼯艺参数的微⼩差异会导致其产⽣诸多缺陷,使产品质量呈现明显的离散性,这些缺陷严重影响构件的机械性能和完整性。
由于复合材料结构制造质量的离散性,必须通过⽆损检测来鉴别产品的内部质量状况,以确保产品质量,满⾜设计和使⽤要求。
随着先进复合材料技术研究与应⽤的⾼速增长,复合材料⽆损检测技术也迅速发展起来,已成为新材料结构能否有效和扩⼤应⽤的关键。
⼀、复合材料结构件缺陷的产⽣与特点先进复合材料中的缺陷类型⼀般包括: 孔隙、夹杂、裂纹、疏松、纤维分层与断裂、纤维与基体界⾯开裂、纤维卷曲、富胶或贫胶、纤维体积百分⽐超差、铺层或纤维⽅向误差、缺层、铺层搭接过多、厚度偏离、磨损、划伤等, 其中孔隙、分层与夹杂是最主要的缺陷。
材料中的缺陷可能只是⼀种类型, 也可能是好⼏种类型的缺陷同时存在。
缺陷产⽣的原因是多种多样的, 有环境控制⽅⾯的原因, 有制造⼯艺⽅⾯的原因, 也有运输、操作以及使⽤不当的原因, 如外⼒冲击、与其他物体碰撞和刮擦等。
复合材料的无损检测技术
复合材料的无损检测技术复合材料(composite materials)是指由两种或两种以上不同性能、不同形态的组分通过复合工艺组合而成的一种多相材料,它既保持了原组分材料的主要特点又显示了原组分材料所没有的新性能。
复合材料是应用现代技术发展涌现出的具有极大生命力的材料,具有刚度大、强度高、重量轻的优点,而且可根据使用条件的要求进行设计和制造,以满足各种特殊用途,从而极大地提高工程结构的效能,已成为一种当代新型的工程材料。
然而由于复合材料的非均质性和各项异性,在制造过程中工艺不稳定,极易产生缺陷。
在应用过程中,由于疲劳累积、撞击、腐蚀等物理化学的因素影响,复合材料也容易产生缺陷,这些缺陷很大一部分还是产生在复合材料内部。
复合材料在制造过程中的主要缺陷有: 气孔、分层、疏松、越层裂纹、界面分离、夹杂、树脂固化不良、钻孔损伤;在使用过程中的主要缺陷有:疲劳损伤和环境损伤,损伤的形式有脱胶、分层、基本龟裂、空隙增长、纤维断裂、皱褶变形、腐蚀坑、划伤、下陷、烧伤等。
由于复合材料在使用工程中承担着重要作用,因此在材料进入市场前,应该进行严格的缺陷检测,这是对使用者和加工者负责的行为。
相应的,复合材料检测技术也得到了快速的发展,在检测技术中无损检测技术发展尤为突出。
下面就主要的复合材料无损检测技术作简要的概述:一、射线检测技术1.X射线检测法X射线无损探伤是检测复合材料损伤的常用方法。
目前常用的是胶片照相法,它是检查复合材料中孔隙和夹杂物等体积型缺陷的优良方法,对增强剂分布不均也有一定的检出能力,因此是一种不可缺少的检测手段。
该方法检测分层缺陷很困难,一般只有当裂纹平面与射线束大致平行时方能检出,所以该法通常只能检测与试样表面垂直的裂纹,可与超声反射法互补。
中北大学电子测试国防重点实验室的研究人员将X射线与现代测试理论相结合,在数字图像处理阶段,通过小波变换与图像分解理论,将一幅图像分解为大小、位置和方向都不同的分量,改变小波变换域中的某些参数的大小,实时地识别出X射线图像的内部缺陷。
民用飞机复合材料结构孔隙率的影响及检测

民用飞机复合材料结构孔隙率的影响及检测廉 伟中国商用飞机有限责任公司上海飞机设计研究院上海201210摘要:本文从工程实践出发,总结了民用飞机复合材料结构中孔隙率产生的原因及相关工艺控制措施与孔隙率之间的内在关系,对比分析了目前航空工业界和主制造商可接受的孔隙率标准,探讨了孔隙率对复合材料理化特性及力学特性影响机理,对比了不同孔隙率的检测方法和孔隙率的控制方法,并给出了考虑结构安全和成本,在工程设计、制造和验证中统筹考虑可接受孔隙率的建议。
关键词:民用飞机复合材料结构孔隙率无损检测1 引言机体结构主要采用高性能复合材料的新型民机B787引领了复合材料在民机结构中应用的飞跃式发展和航空结构材料的应用变革,其复材用量重量占比接近50%;其竞争机型A350复材用量更高,达到52%;波音最近声明B777的改进型B777X的机身结构和此前宣布的机翼结构同样将采用复合材料;中俄即将联合研制的宽体客机中结构材料用量也将达同等水平。
由此可见,航空界已对复合材料在降低结构重量、油耗与排放、全寿命周期成本上达成共识。
航空复材结构的飞跃式发展是以材料进步、工艺发展、评价体系逐步成熟和大尺寸产品制造问题解决等为基础的,即便如此,复合材料领域还有诸多问题有待继续研究和解决,孔隙率便是其中之一。
对于孔隙,不同的手册、标准和规范给出了不同的定义,但其本质含义基本统一,即复合材料内部的、几何尺寸很小的、多点分布的孔洞(可能是空气、挥发物或空穴)。
孔隙是复合材料结构中常见缺陷的一种,通常用其体积占材料总体积的百分比来表征,也即孔隙率。
孔隙的尺寸跨度很大,线性尺寸可能从几个微米到几百个微米不等,在波音公司的规范中,甚至认为一簇密集孔穴缺陷中只要最大的直径小于6.35mm,该簇孔穴即被视为孔隙。
2 孔隙产生的原因及其影响目前航空工业领域,复合材料结构主要采用预浸料-热压罐固化工艺或液体成型工艺,虽然工艺形式和参数各不相同,但本质过程都是树脂基体与纤维增强材料之间的复合及树脂固化的过程,因此孔隙总存在于基体、树脂纤维界面或层间,典型的孔隙形貌如图1、2所示。
复合材料的无损检测

超声波是指频率在20 kHz 以上的声波,它们的波长与材料内部缺陷的尺寸相匹配[ 5] 。
根据超声波在材料内部缺陷区域和正常区域的反射、衰减与共振的差异, 来确定缺陷的位置与大小。
按测定方法分类,超声波检测主要有脉冲反射法、穿透法和反射板法。
它们各有特点, 应根据不同的缺陷来选择合适的检测方法。
超声波不仅能检测复合材料构件中的分层、孔隙、裂纹和夹杂等缺陷,而且, 在判断材料的疏密、密度、纤维取向、曲屈、弹性模量、厚度等特性和几何形状等方面的变化也有一定的作用。
对于一般小而薄、结构简单的平面层压板及曲率不大的构件,宜采用水浸式反射板法; 对于小或稍厚的复杂结构件, 无法采用水浸式反射板法时, 可采用水浸或喷水脉冲反射法和接触带延迟块脉冲反射法; 对于大型结构和生产型的复合材料构件的检测宜采用水喷穿透法或水喷脉冲反射法。
由于复合材料组织结构具有明显的各项异性, 而且性能的离散性较大, 因而, 产生缺陷的机理复杂且变化多样, 而且,复合材料构件的声衰减大, 航空航天领域的复合材料制件又多为薄型构件,由此引起的噪声和缺陷反射信号的信噪比低,不易分辨[ 6] ,所以在使用时应选用合适的方法进行检测。
4. 2超声检测的应用超声检测技术, 特别是超声 C 扫描, 由于显示直观、检测速度快,已成为飞行器零件等大型复合材料构件普遍采用的检测技术。
ICI Fiberite 公司采用9轴式C 扫描, 对蜂窝泡沫夹芯等复杂结构的复合材料构件进行无损检测。
麦道公司专为曲面构件设计的第五代自动超声扫描系统, 可在九个轴向运动,并能同时保证脉冲振荡器与工件表面垂直[ 7 ] 。
该系统可以完成二维和三维的数据采集, 可确定大型复杂构件内的缺陷尺寸。
由波音民用飞机集团等单位组成的研究小组, 用超声波研究了复合材料机身层合板结构的冲击强度和冲击后的剩余强度,结果表明,超声波不仅可以检测损伤,而且能确定损伤对复合材料构件承载能力的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期: 2000 08 18
2 复合材料的无损检测方法
( 1) 目视检查采用折射镜、10 倍放大镜检查复 合材料部件的缺口、裂纹、掉漆、破碎、分层、局部或 整体吹落以及表面热损伤。利用内窥镜进行内部检 查。部件表面油漆层起泡、掉漆等受损往往是复合 材料表面损伤的标志[ 1] 。
( 2) 渗透检测用于检测表面损伤和裂纹, 也可 从复合材料横截面处检查分层。在检查前, 用丙酮、 丁酮进行预清洗, 通常采用水洗型荧光渗透、干粉或 湿法显象, 也可用着色渗透法, 由于复合材料具有深 色背景, 需利用显象剂增强反差, 灵敏度差。
第2 3卷 第 5期 2001年5月
无损检测 NDT
Vol. 23 No . 5 May 2 0 0 1
实践经验
现代民用飞机复合材料的无损检测
李光浩 ( 上海航空公司, 上海 200335)
NONDESTRUCTIVE TESTING OF ADVANCED AIRCRAFT COMPOSITE
中图分类号:TG115. 28
( 3) 射线检测用于评估裂纹形状、破碎纤维区 域、撞击损伤、孔洞边缘损伤以及雷击损伤的面积。 尤其是对蜂窝结构单元渗水检查, 不但能显示渗水 单元, 而且能了解渗水量, 对整个受检部件受水侵入 情况有非常清楚的了 解。常用于 X 射线检 查的 X 射线 机电 压 < 25kV, 电 流 3mA, 焦点 1. 5mm 1 5mm。射线衰减渗透照相是复合材料射线检查的 又一种有效方法。该方法是以碘化锌按一定配比溶 于丙酮、丁酮、水、酒精等溶剂中制成溶液。该溶液 对射线有衰减作用。将配制好的溶液渗透进开口的 缺陷中去, 以增强射线照片的影象效果。利用该方 法, 不但能检查出与射线方向平行的缺陷, 而且能发 现表面开口的材料分层和脱胶。
210Bondtester, 2100 Bondscope, Fokker Bondtester, Bond master。机械阻抗法( 声振法) 是通过超声机械振动, 采用低频脉冲方法去检测复合材料结构部件的机械 阻抗( 硬度) 方式来实现对复合材料的检查, 检测频 率低, 复合材料结构的变化能引起信号幅度、相位变
在役飞机维护检查中, 复合材料存在的最常见 的缺陷有撞击、雷击、侵蚀等损伤 以及应力疲劳裂 纹、变形、撕裂、孔洞边缘损伤、分层、脱胶、蜂窝结构 单元渗水、燃烧/ 过热等。目视检查是维修检查中常 见的基本方法; 其它无损检测方法用于评估损伤情 况, 精确测定受损面积。复合材料经修补后也需采 用无损检测方法进行检查。对某些部件采用目视检 查与无损检测相结合。复合材料无损检测方法有渗 透、射线、红外、液晶、超声和涡流法等。
( 5) 液晶图象检查也是一种检查蜂窝结构含水 的方法[ 2] 。该方法利用液晶随温度变化而变色的原 理来进行检查, 用抽真空将液晶簿膜紧贴在蜂窝结 构下方外表蒙皮上( 即靠近水的一方) , 再用加热器 对液晶薄膜加温, 有水的 部位热量被水 吸收, 升温 慢; 无水的部位升温快, 使得液晶薄膜上呈现与含水 区域变化相对应的液晶图象。该方法不受飞机着陆 后时间长短的影响, 所需材料除液晶薄膜以外, 只需 真空袋、抽真空皮球及耦合剂等材料, 价格便宜, 液 晶薄膜等材料可反复使用, 缺点是图象不能保存。
( 7) 超声粘接检查所用频率较低( 最低至音频范 围) , 无需耦合剂, 可检查因撞击、变形、雷击、燃烧/ 过热、水的渗入造成复合材料损害的范围, 采用超声 谐振法和机械阻抗法( 声振法) 。超声谐振法原理是 探头空载时存在一固定谐振频率, 当与检测物耦合 时谐振频率、相位发生变化, 将此频率、相位变化进 行信号处理, 从 而分 析出 脱粘 部位。常见 仪器有
复合材料中最常见缺陷为脱胶和未粘接, 采用 超声穿透法、脉冲反射法、粘接检测器及射线照相进 行检测。超声穿透法是常用的方法, 常采用单通道 到六通道超声 C 扫描对蜂窝结构材料及层状复合 材料进行分层和脱胶检查, 也可采用喷水穿透法探 头架进行自动或手动检查, 对于边缘及曲率大的部 分多 采用 直接接 触法 手动 检查, 检 查频率 为 1~ 2 25MHz。
化, 常见 仪器有 SondicatorS2 B, S3, S5, S9, Bondmas ter, US5200 等[ 3] 。
( 8) 敲击法是最常用的检测法, 利用硬币、棒、 小锤等物敲击蒙皮表面, 仔细辨听声音差异来查找 缺陷, 也有专用仪器, 如日本 MITSUI 公司生产的∀ 啄 木鸟#就是一种有声、光报警, 操作简便的仪器。
! 214 !
以上是目前现代民用飞机复合材料无损检测的
几种常用方法, 在实际应用中, 需根据检查目的、检 查对象和检查要求来灵活选择, 表 1 是各种方法能 检测的缺陷种类列表。
检查 撞
方法 击
敲击
∃
目视检查 能
渗透检查 能
射线照相 能
红外摄象 ∃
超声粘接 能
检测
超声检测 ∃
涡流检测 ∃
缺陷( 在役飞机)
LI Guang hao ( Shanghai Airline, Shanghai 200335, China)
文献标识码: B
文章编号: 1000 6656( 2001) 05 0213 02
1 复合材料在飞机工业中的应用概况
70 年代初期, 波音等厂家开始研究用复合材料 来减轻飞机结构重量, 飞机扰流板、整流罩、方向舵 和水平安定面等部件 逐步采用复合 材料制造。到 90 年代, 复合材料在飞 机上的应用更为广泛, 玻璃 纤维、碳纤维、卡夫隆、碳纤维/ 卡夫隆复合材料结构 占了飞机总面积 30% 以上( 以波音 777 为例) , 随着 复合材料的广泛应用, 复合材料的检测也显得越来 越重要。
( 9) 涡流检测法可用于检查碳纤维/ 环氧树酯 复合材料表面、次表面的裂纹和纤维损伤[ 1] 。由于
随着纤维编织排列花样和环氧树酯配比不同, 材料 电导率有差异, 检测涡流场与碳纤维/ 环氧树酯的空 间相关位置不同, 电导率也不同。因而每块碳纤维/ 环氧树酯复合材料都有其不同的涡流场特性, 直接 影响涡流检测的检测灵敏度。由于以上特点, 决定 碳纤维/ 环氧树酯复合材料的涡流检测不同于金属 涡流检测, 人员需专门培训。
[ 2] Boeing Company. 767 NDT M annual ( document D634N301) [ Z] . 1999.
[ 3] Staveley Instrument Corp. Sonic bondmaster operation manual [ Z] .
邮局已开始办理 2001 年下半年度报刊收订, 请尽快到邮局办理订阅手续, %无损检测&订阅 征订 代号: 4 237, %理化检验!化学分册&订阅代号: 4 182, %理化检验!物理分册&订阅代号: 4 183。漏订 启事 者请与上海材料研究所发行中心联系。
分层 ( 脱胶)
裂 空洞 边缘
水 燃烧/ 雷
纹 损伤 渗入 过热 击
能
∃∃
∃
边缘分层 能 能 ∃
∃∃ 能能
边缘
能能 ∃
∃∃
渗透衰减 能 能 能 能 ∃
∃
∃
∃
能∃ ∃
能
∃∃
∃
能能
能
能∃
能 能∃
∃
能∃
∃
∃∃
∃
∃
∃
能∃ ∃
参考文献:
[ 1] Boeing Company Cust Sup Deboo. In service nondestructive inspection of advanced composite structures[ Z] . 1994.
( 4) 红外摄象检查作为一种替换方法可用于检 查蜂窝结构中的含水区域[ 2] , 但无法正确分辨哪一 单元格中含水。它的原理是当飞机在高空时, 由于
! 213 !
李光浩 : 现代民用飞机复合材料的无损检测
高空温度低, 蜂窝结构中 的水结成冰, 当飞机一着 陆, 由于地面与高空的温差造成蜂窝结构制造的部 件( 如襟翼等) 外表面存在温差变化, 无水区域温度 高, 含水区域温度低。可用便携式红外摄象机快速、 简便地检查整个受检区域的含水情况。该方法能实 时检查, 携带方便, 能照相存档, 检查过程无须与表 面接触, 无须冲洗胶片, 无须像 X 射线检查时划出 隔离区。但采用该方法必须依靠温差, 飞机一着陆 须尽快检查, 时间越长, 图象越模糊, 且设备昂贵。