最实用的MSA测量系统分析自动表格
MSA测量系统稳定性分析表

NO:
量具名称: 萬用表 量具编号: 97030501 量測過程: 工作電流及最高壓力測試
基准件名称: 電壓供應器 测量参数: 電壓 参数规格: DC13.4~13.6V
测量日期: 2009.08.16 测量人员: 施梅文
1、用三坐标测量仪确定样件基准值(测量5次,取平均值): 测量次数 1 2 3 4 5 测量值 13.5 13.5 13.48 13.48 13.51 基准值=
åX =
5
13.4940 13.4 13.6
参数规格上限: 参数规格下限:
2、评价人测量样件10次,取平均值: 序号 X1 X2 X3 X4 X5 3、偏倚计算: 偏倚 = 测量平均值-基准值 = -0.0010 实测值 13.47 13.49 13.48 13.5 13.5 序号 X6 X7 X8 X9 X10 实测值 13.51 13.5 13.5 13.5 13.48 测量平均值:
X =
åX
i =1
10
i
10
= 13.493
4、偏倚占过程变差(公差)的百分比计算: 偏倚% = 100× (偏倚/过程变差(公差)) = 准值
备注:偏倚百分比在10%以內是可接受.
制定:
审核:
MSA测量系统分析全套表格模板(全公式未加密)
1、2、3、4、5、线性GRR计数型Kappa分析MSA测量系统分析全套表格模板稳定性偏倚Excel原件可在本文档左侧回形针处取出再现性Kappa=(Po-Pe)/(1-Pe)A*参考 交叉表A01总计Po:0.95Pe:0.51B*参考 交叉表B01总计Po:0.97Pe:0.51C*参考 交叉表C01总计Po:0.96Pe:0.5130期望的数量26.4636.5463数量38487期望的数量数量60363一致性好6666Kappa 一致性好判定误发期望的数量638728 4.76%可接受2.30%可接受 4.76%可接受3.45%可接受可接受5.75%可接受01参考总计62063871501C0.90有效性判定重复性检查总数匹配数漏发A A B 评价人评价人%B 93.33%可接受判 定判定0.9383.33%2530 3.17%36.5450.4687数量638715090.00%可接受0.92A C 一致性好150期望的数量B 期望的数量36.9651.0488数量6387150期望的数量26.0435.9662数量38588期望的数量6387数量60248.7284150数量6387150期望的数量35.28数量28284总计01Kappa 判 定A*B 0.89一致性好C 3027A*C 0.93一致性好参考B*C 参考总计可接受期望的数量27.7238.280.90一致性好数量615Page 11 of 11。
MSA分析表格实用
AV = 0.0004
3 0.5908
人数 K2 2 0.7071
%AV
=
100 × [ AV /
%AV = 2.6%
重复性 和再现
R&R
R&R= =
0.0008
零件间 变差
PV
=
RPART × K3
PV = 0.0149
3 0.5231
说明:
双性可 接受
%R&R 100 × [
%R&R= =
0.003
0.0025
0.002
0.0015
0.001
0.0005
0
1
2
3
4
5
6
7
8
9
10
零件
评价人A
评价人B
评价人C
UCL
Rbar
LCL
制图/日 期:
审核/日 期:____
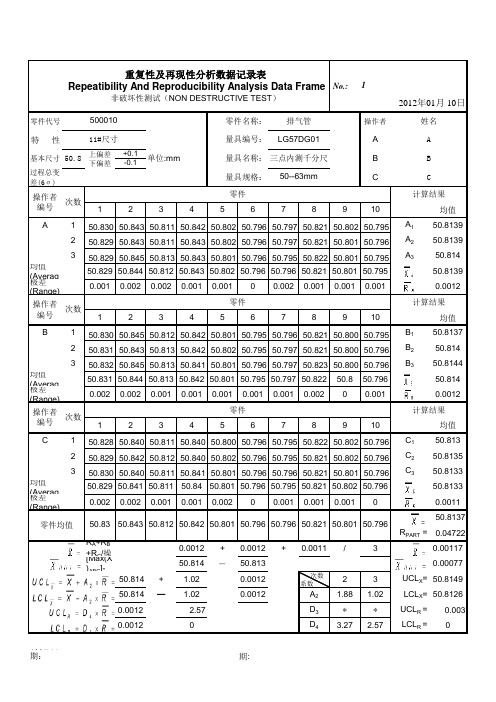
非破坏性测试(NON DESTRUCTIVE TEST)
No.: 2
0
2012年01月 10日
零件代号
500010
零件名称:
排气管
计算方式
特性
11#尺寸
基本尺 寸
50.8
过程总变
差(6σ) 数据表
结论:
重复性
上偏差 +0.1 下偏差 -0.1
0
单位:mm
0.0012 测量单元分析
- 设备 EV =
EV = 0.0007
2 50.829 50.843 50.811 50.843 50.802 50.796 50.797 50.821 50.801 50.796
3 50.829 50.845 50.813 50.843 50.801 50.796 50.795 50.822 50.801 50.795
利用Excel制作MSA分析表格
所涉及的公式:
重复性: EV R * K1
再现性:
AV [(X DIFF * K2 )2 (EV 2 / nr)]
GR&R: 样板间变差: 样板总变差:
GRR (EV 2 AV 2 )
PV Rp * K3
TV (R & R2 PV 2)
%重复性: %再现性: %GR&R:
2
3
K2 0.7071 0.5231
GRR (EV 2 AV 2 )
PV Rp * K3 例如:样板数目为10时,取值为0.3146 经过=I7*G29运算可得出PV值
分级数: ndc =1.41(PV/GRR)
K3
2
0.7071
3
0.5231
4
0.447
5
0.403
6
0.3742
7
0.3534
MSA与EXCEL的结合运用
MSA意义 •评定测量系统的质量 •确定能对每个零件重复读数的测量系统 •评估新的测量量具 •比较不同的测量方式,找到最佳方案 •找到并解决测量系统的误差
MSA类别: 计量型
重复性 再现性 稳定性
线性 偏倚
GR&R
计数型 小样法 交叉法
1. GR&R与EXCEL的结合运用
8
0.3375
9
0.3249
10
0.3146
步骤4: 由结果编写条件式 判别原则: 当GR&R<10%时,可以接受; 当<10GR&R<30%时,条件下接受; 当GR&R>30%时,不可以接受; 当ndc>=5时,可以接受; 当ndc<5时,不可以接受
MSA测量系统表格GR&R

请指定下列参数以完成表格参数是试验次数必需是 2 或 33OK 操作者数必需是 2 或 33OK 零件数量2 到 10之间的任何数10OK'01 PSW '01 PSW '01 PSW'!A21'01 PSW'!A54'01 PSW'!H54产品名称/编号:rgegsgt 测试仪器编号:工厂:测量特性:长度夹具名称: 使用部门:A:0.2单位夹具编号: 研究人:B:总变差 (TV):0.2工序:日期:C:评价人P ART结果试验 #12345678910平均值A-1A174.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400A-2274.5074.6274.6674.6074.5474.4174.6674.4374.4274.6174.54500A-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5066774.6266774.6674.674.5474.4033374.6533374.4374.4133374.6174.54433极差0.010.010.00.00.00.010.010.00.010.00.00500B-1B174.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400B-2274.5174.6474.6774.6074.5574.4074.6574.4274.4174.6074.54500B-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5174.6333374.6633374.674.5433374.474.6574.4266774.4174.6066774.54433极差0.00.010.010.00.010.00.00.010.00.010.00500C-1C174.5174.6374.6674.6074.5474.4074.6674.4374.4174.6174.54500C-2274.5074.6374.6774.6074.5474.4174.6574.4374.4174.6074.54400C-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5066774.6374.6633374.674.5474.4033374.6533374.4374.4174.6066774.544330.010.00.010.00.00.010.010.00.00.010.0050074.5077874.6374.6622274.674.5411174.4022274.6522274.4288974.4111174.6077874.54433零件极差0.26000 /No of operators=0.00500+0.00500+0.00500/30.0050074.54433-74.544330.00000UCL R =*D 4 =0.00500* 2.580UCL R =0.01290LCL R =*D 3 =0.00500*0.000LCL R =0.00000UCL Xbar +A 2*74.544+0.9490*0.0050UCL Xbar =74.54908UCL Xbar-A 2*74.544-0.9490*0.0050UCL Xbar =74.53959根据数据表:0.005000.00000R P =0.26000测量设备分析零件间变差重复性 - 设备变差 (EV)EV = * K 1% EV = 100[EV/TV]操作者姓名公差:K 1K 2K 3零件平均值极差用公差法用零件间变差RR=R =p R =A X =A R =B X =B R =C X =C R R =D IFF X =R =D IFF X =X X==R X==R =-=),,(),,(D IF F C B A C B A X X X Min X X X Max X CB A R R R ++=R。
实用文档某知名工厂最实用的MSA测量系统分析自动表格 完整版完整版(一)

实用文档某知名工厂最实用的MSA测量系统分析自动表格完整版完整版(一)随着经济的不断发展,各行各业的工厂都逐渐走向自动化和数字化的时代,以提升生产效率和品质、降低成本和人力开支等方面的优势。
在这个过程中,MSA测量系统分析自动表格被众多工厂所采用,它不仅提供了良好的数据收集和处理功能,而且更为出色的是,整合了各种测量设备数据,将数据进行统一的分析和处理,是工厂生产中使用最为广泛和有效的测量系统。
作为一种实用文档,MSA测量系统分析自动表格完整版在工厂中的应用是非常普遍的,这主要得益于它集成了多种测量设备的测量数据分析和管理,以及数据的处理和分析功能。
工厂中的各种设备都可以通过该系统实现自动化的数据分析,比如常见的坐标测量机、光学测量仪、硬度计、其他型号的工具和仪器等。
这样的话,就可以避免由于多种工具和测量对象所造成的数据的混乱,使得数据变得更加清晰、准确和有效。
此外,MSA测量系统分析自动表格完整版还提供了一些重要的指标,比如可重复性和可复现性等,它们可以帮助工厂进行最优的品质控制和流程监控,确保产品质量和稳定性。
同时,该系统还可以得出经济性分析结果,比如成本和收益等方面的数据,有助于工厂进行成本和效益分析、生产计划等方面的管理。
在工厂具体应用中,MSA测量系统分析自动表格完整版还为工厂提供了快速响应和处理的能力。
工厂在监控和控制过程中可以即时获取各种测量数据,使用该系统进行实时的数据分析和处理,以此来节省时间和提高效率,为生产提供更优秀的成果。
总的来说,MSA测量系统分析自动表格完整版在工厂应用中是非常实用和得心应手的一种工具,它综合了各种测量设备的数据分析和管理,并提供了可自定义分析的功能,使工厂在生产过程中更加伺得心应手、高效且准确。
这是一种有效提升工厂生产效率和质量的的必备工具。
MSA测量系统表格2

6.97033
-
6.96900
UCLR=
R
*
D4 =
0.01500
*
2.580
3
R
X DIFF UCLR =
=
R
*
D3 =
0.01500
*
0.000
UCLXbar UCLXbar
X X
+
A2
-
A2
*
6.969
R
*
6.969
R
根据数据表:
R 0.01500
X DIFF
测量设备分析
重复性和再现性分析报告
量具的重复性和再现性(%R&R)接受准则:
小于%10:
测量系统可以接受.
介于10%到30%: 在权衡应用的重要程度、量具成本、维修费用等基础上,可以考虑接受。
大于30%:
测量系统需要改进,找出问题并改正.
结论: 测量系统可能被接受, 需考虑相关因素进行决策
极差OK
极差OK
量具分辨力OK
重复性和再现性分析报告
K1
试验次数
K2
操作者数
K3
零件数量
必需是 2 或 3 必需是 2 或 3 2 到 10之间的任何数
'01 PS'0W1'!PHS6W'01'!AP6SW'!A21
项目 名称 供应商 零件 代号 总变差 (TV):
'01 PSW'!A54
'01 PSW'!H54
1
产品名称 料号 测量项目 规格范围
6.98368 6.96944 6.95521
0.03870 0.01500 0.00000
MSA计量型测量系统分析GRR表格(全公式自动生成未加密)

331012345678910Total 1.A 10.29-0.56 1.340.47-0.80.020.59-0.31 2.26-1.36 1.942.20.41-0.681.170.5-0.92-0.110.75-0.21.99-1.251.663.30.64-0.58 1.270.64-0.84-0.210.66-0.17 2.01-1.31 2.114.均值Mean0.44667-0.60667 1.260000.53667-0.85333-0.100000.66667-0.22667 2.08667-1.306670.190333Sum A 1.34-1.82 3.78 1.61-2.56-0.32-0.68 6.26-3.92 5.71005. 极差Rang0.350.120.170.170.120.230.160.140.270.110.1840006.B 10.08-0.47 1.190.01-0.56-0.20.47-0.63 1.8-1.680.017.20.25-1.220.941.03-1.20.220.550.082.12-1.6211.3048.30.07-0.68 1.340.2-1.280.060.83-0.34 2.19-1.50.899.均值Mean0.13333-0.79000 1.156670.41333-1.013330.026670.61667-0.29667 2.03667-1.600000.068333Sum B0.4-2.37 3.47 1.24-3.040.08 1.85-0.89 6.11-4.8 2.050010. 极差Rang0.180.750.4 1.020.720.420.360.710.390.180.51300011.C 10.04-1.380.880.14-1.46-0.290.02-0.46 1.77-1.49-2.2312.2-0.11-1.131.090.2-1.07-0.670.01-0.56 1.45-1.77-2.5613.3-0.15-0.960.670.11-1.45-0.490.21-0.491.87-2.16-2.8414.均值Mean-0.07333-1.156670.880000.15000-1.32667-0.483330.08000-0.50333 1.69667-1.80667-0.254333Sum C -0.22-3.47 2.640.45-3.98-1.450.24-1.515.09-5.42-7.6315. 极差Rang0.19000.42000.42000.09000.39000.38000.20000.10000.42000.67000.3280000.168889-0.851111.0988890.366667-1.06444-0.185550.454444-0.34222 1.940000-1.571110.0014441.520000-7.660009.890000 3.300000-9.58000-1.67000 4.090000-3.0800017.460000-14.14000.13 3.5111110.34166723D4 3.27 2.5750.3509690.879792D300-0.348080.00000A2 1.88 1.02312345678910UCLx0.35100.35100.35100.35100.35100.35100.35100.35100.35100.3510LCLx-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481UCL R 0.87980.87980.87980.87980.87980.87980.87980.87980.87980.8798LCL R0.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000公差:6σpp变差PV PV 1.104596PV TVTV#DIV/0!TV基于公差base%#DIV/0!基于零件变差%#DIV/0!基于过程变差%#DIV/0!基于过程能力%#DIV/0!公式A Formulandc 5.0936924公式B FormulaX^2/nkr 0.0001878 3.167450088.362122291.88836694.647300Source DF SS MS F P Source DF SS MS F PParts 988.361939.81799492.291420.00000988.361939.81799245.610.000002 3.16726 1.5836379.406050.000002 3.16726 1.5836339.6170.00000180.358980.019940.433720.9741160 2.758930.0459878 3.117920.03997Total 8994.647118994.64711Source VarComp Stdev %Contribu %TV %Toleranc Source VarComp Stdev %Contribut %TV%Tolerance 0.098110.313228.27%28.75%#DIV/0!0.091430.302377.76%27.86%#DIV/0!0.045980.21443 3.87%19.68%#DIV/0!0.039970.19993 3.39%18.42%#DIV/0!0.052120.22830 4.39%20.96%#DIV/0!0.051460.22684 4.37%20.90%#DIV/0!0.052120.22830 4.39%20.96%#DIV/0!0.051460.22684 4.37%20.90%#DIV/0!0.000000.000000.00%0.00%#DIV/0!1.08867 1.0433991.73%95.78%#DIV/0! 1.08645 1.0423392.24%96.04%#DIV/0!Reproducibility Reproducibility Operator Operator Operators*Part 极差图Range chartSUMSQ(sum(men-part))/r sumSQ(all)n=part k=men ANOVA Table With Operator*Part Interaction ANOVA Table Without Operator*Part InteractionParts Operators Gauge R&R With Operator*Part Interaction Gauge R&R Without Operator*Part InteractionTotal Gauge R&R Total Gauge R&R Repeatability Repeatability Operators Operators*Part Repeatability Repeatability Total Part - To - Part Part - To - Part 注:当分析结果超出要求后,利用均值极差图分析原因When analysis result is out of spec,need analyse the root cause by mean and range chart 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Regular
3 1.34 1.17 1.27 4 0.47 0.5 0.64
New QCP
5 -0.8 -0.92 -0.84 6 0.02 -0.11 -0.21 7
PPAP
8 -0.31 -0.2 -0.17
Other
9 2.26 1.99 2.01 10 -1.36 -1.25 -1.31 Total 1.94 1.66 2.11 平均值Average 0.194000 0.166000 0.211000
X=
0.13 2 D4 3.27 0 1.88
0.001444
Total 1.520000
3.300000 -9.580000 -1.670000 4.090000 -3.080000
17.460000 -14.140000
RP = 3.511111
3 2.575 0 1.023
R = ( R A + R b + Rc ) / Appraisers
0.59 0.75 0.66
均值Mean 0.44667 -0.60667 1.26000 0.53667 -0.85333 -0.10000 0.66667 -0.22667 2.08667 -1.30667 Sum A 极差Range 1 2 3 1.34 0.35 0.08 0.25 0.07 -1.82 0.12 -0.47 -1.22 -0.68 3.78 0.17 1.19 0.94 1.34 1.61 0.17 0.01 1.03 0.2 -2.56 0.12 -0.56 -1.2 -1.28 -0.3 0.23 -0.2 0.22 0.06 2 0.16 0.47 0.55 0.83 -0.68 0.14 -0.63 0.08 -0.34 6.26 0.27 1.8 2.12 2.19 -3.92 0.11 -1.68 -1.62 -1.5 0.01 11.304 0.89 5.7100
8 0.3510 -0.3481 0.8798 0.0000 pp 1.104596 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
9 0.3510 -0.3481 0.8798 0.0000 变差 PV TV
10 0.3510 -0.3481 0.8798 0.0000
B
基于过程能力Base on process PP
C 公式A Formula A 公式B Formula B
P 0.00000 0.00000
C
%Tolerance #DIV/0! LCLR #DIV/0! #DIV/0! B #DIV/0!
A
UCLR
#DIV/0! #DIV/0!
Page:1/3
测量系统分析 MSA GR&R---均值极差法Average and method 报告编号 Report NO. 量具名称 Equipment 量具编号 Equipment NO. 参数规格 Specification 测量单位 MM Unit Datasheet: 产品类型 Description 基件编号 Part NO. 规格上限 Upper limit 规格下限 Lower Limit 测量人员 OperatorA 测量人员 OperatorB 测量人员 OperatorC 过程变差/过程能力
X A = 0.190333
R A = 0.184000
0.001000 0.115000 0.089000
均值Mean 0.13333 -0.79000 1.15667 0.41333 -1.01333 0.02667 0.61667 -0.29667 2.03667 -1.60000 Sum B 极差Range 1 2 3 0.4 0.18 0.04 -0.11 -0.15 -2.37 0.75 -1.38 -1.13 -0.96 3.47 0.4 0.88 1.09 0.67 1.24 1.02 0.14 0.2 0.11 -3.04 0.72 -1.46 -1.07 -1.45 0.08 0.42 -0.29 -0.67 -0.49 1.85 0.36 0.02 0.01 0.21 -0.89 0.71 -0.46 -0.56 -0.49 6.11 0.39 1.77 1.45 1.87 -4.8 0.18 -1.49 -1.77 -2.16 -2.23 -2.56 -2.84 2.0500
A
0.00000
%EV -1.00000 %AV %RR -2.00000 %PV
-3.00000
极差图 Range chart
sumSQ(sum(men))/nr SUMSQ(sum(1-10part))/kr 3.1674500 88.3621222 sumSQ(all) n=part k=men r=time 91.8883667 94.6473000 ANOVA Table With Operator*Part Interaction ANOVA Table Without Operator*Part Interaction DF SS MS F P Source DF SS MS F 9 88.36193 9.81799 492.29142 0.00000 Parts 9 88.36193 9.81799 245.61391 2 3.16726 1.58363 79.40605 0.00000 Operators 2 3.16726 1.58363 39.61725 18 0.35898 0.01994 0.43372 0.97411 60 2.75893 0.04598 Repeatability 78 3.11792 0.03997 89 94.64711 Total 89 94.64711 Gauge R&R With Operator*Part Interaction Gauge R&R Without Operator*Part Interaction 0.6000 Source VarComp Stdev %Contribution %TV %Tolerance Source VarComp Stdev %Contribution %TV Total Gauge R&R 0.09811 0.31322 8.27% 28.75% #DIV/0! Total Gauge R&R 0.09143 0.30237 7.76% 27.86% 0.04598 0.21443 3.87% 19.68% #DIV/0! Repeatability 0.03997 0.19993 3.39% 18.42% 0.4000 Repeatability Reproducibility 0.05212 0.22830 4.39% 20.96% #DIV/0! Reproducibility 0.05146 0.22684 4.37% 20.90% Operator 0.05212 0.22830 4.39% 20.96% #DIV/0! Operator 0.05146 0.22684 4.37% 20.90% 0.2000 Operators*Part 0.00000 0.00000 0.00% 0.00% #DIV/0! 1.08867 1.04339 91.73% 95.78% #DIV/0! Part - To - Part 1.08645 1.04233 92.24% 96.04% 0.0000Part - To - Part Total Variation 1.18678 1.08939 100.00% 100.00% #DIV/0! Total Variation 1.17788 1.08530 100.00% 100.00% Source 1.2000 Parts Operators 1.0000 Operators*Part Repeatability 0.8000 Total
测量系统分析 MSA GR&R--- 数据记录表 Data Worksheet 报告编号 Report NO. 量具名称 Equipment Name 量具编号 Equipment NO. 参数规格 Dimension 单位 MM Unit 分析时机Analytical Occasion 零件编号Parts NO. 1. A 2. 3. 4. 5. 6. B 7. 8. 9. 10. 11. C 12. 13. 14. 15. 1 2 3 1 0.29 0.41 0.64 2 -0.56 -0.68 -0.58 产品类型 Description 基件编号 P/N 规格上限 USL 规格下限 LSL 测量人员 OperatorA 测量人员 OperatorB 测量人员 OperatorC 过程变差/过程能力 Process Variation(σ/PP) 测试日期 Test Tate 平价人数 Appraisers 试验次数 Trials 样品数 Samples 3 3 10
X B = 0.068333 RB = 0.513000
-0.223000 -0.256000 -0.284000
均值Mean -0.07333 -1.15667 0.88000 0.15000 -1.32667 -0.48333 0.08000 -0.50333 1.69667 -1.80667 Sum C -0.22 -3.47 0.4200 2.64 0.4200 0.45 0.0900 -3.98 0.3900 -1.45 0.3800 0.24 0.2000 -1.51 0.1000 5.09 0.4200 -5.42 0.6700 -7.63 极差Range 0.1900
均值图 mean chart
1 0.3510 -0.3481 0.8798 0.0000 公差: PV TV
2 0.3510 -0.3481 0.8798 0.0000 1.104596 0.000000 #DIV/0! #DIV/0! #DIV/0! #DIV/0!