3个步骤提升50%私域流量转化率
可靠性试验的常用术语

可靠性试验的常用术语可靠性试验常用术语试验名称英文简称常用试验条件备注温度循环 TCT -65℃~150℃,dwell15min,100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度高压蒸煮 PCT 121℃,100RH.,2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave热冲击 TST -65℃~150℃,dwell15min,50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环更严酷。
稳态湿热 THT 85℃,85%RH.,168hrs 此试验有时是需要加偏置电压的,一般为Vcb=0.7~0.8BVcbo,此时试验为THBT。
易焊性 solderability 235℃,2±0.5s此试验为槽焊法,试验后为10~40倍的显微镜下看管脚的上锡面积。
耐焊接热 SHT 260℃,10±1s模拟焊接过程对产品的影响。
电耐久 Burn in Vce=0.7Bvceo,Ic=P/Vce,168hrs 模拟产品的使用。
(条件主要针对三极管)高温反偏 HTRB 125℃,Vcb=0.7~0.8BVcbo,168hrs 主要对产品的PN结进行考核。
回流焊 IR reflow Peak temp.240℃(225℃)只针对SMD产品进行考核,且最多只能做三次。
高温贮存 HTST 150℃,168hrs产品的高温寿命考核。
超声波检测 SAT --------- 检测产品的内部离层、气泡、裂缝。
但产品表面一定要平整。
IC产品的质量与可靠性测试一、使用寿命测试项目(Life test items):EFR, OLT (HTOL), LTOL1)EFR:早期失效等级测试(Early fail Rate Test )2)HTOL/ LTOL:高/低温操作生命期试验(High/ Low Temperature Operating Life )O u二、环境测试项目(Environmental test items)1)PRE-CON:预处理测试(Precondition Test )2)THB: 加速式温湿度及偏压测试(Temperature Humidity Bias Test )3)HAST高加速温湿度及偏压测试(HAST: Highly Accelerated Stress Test )4)PCT:高压蒸煮试验Pressure Cook Test (Autoclave Test)5)TCT: 高低温循环试验(Temperature Cycling Test )6)TST: 高低温冲击试验(Thermal Shock Test )7)HTST: 高温储存试验(High Temperature Storage Life Test )8)可焊性试验(Solderability Test )9)SHT Test:焊接热量耐久测试(Solder Heat Resistivity Test )三、耐久性测试项目(Endurance test items )1)周期耐久性测试(Endurance Cycling Test)2)数据保持力测试(Data Retention Test)。
燕秀工具最全快捷键
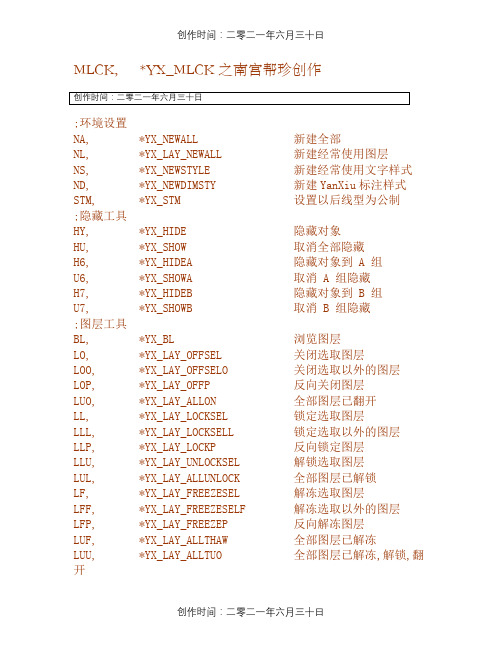
MLCK, *YX_MLCK之南宫帮珍创作;环境设置NA, *YX_NEWALL 新建全部NL, *YX_LAY_NEWALL 新建经常使用图层NS, *YX_NEWSTYLE 新建经常使用文字样式ND, *YX_NEWDIMSTY 新建YanXiu标注样式STM, *YX_STM 设置以后线型为公制;隐藏工具HY, *YX_HIDE 隐藏对象HU, *YX_SHOW 取消全部隐藏H6, *YX_HIDEA 隐藏对象到 A 组U6, *YX_SHOWA 取消 A 组隐藏H7, *YX_HIDEB 隐藏对象到 B 组U7, *YX_SHOWB 取消 B 组隐藏;图层工具BL, *YX_BL 浏览图层LO, *YX_LAY_OFFSEL 关闭选取图层LOO, *YX_LAY_OFFSELO 关闭选取以外的图层LOP, *YX_LAY_OFFP 反向关闭图层LUO, *YX_LAY_ALLON 全部图层已翻开LL, *YX_LAY_LOCKSEL 锁定选取图层LLL, *YX_LAY_LOCKSELL 锁定选取以外的图层LLP, *YX_LAY_LOCKP 反向锁定图层LLU, *YX_LAY_UNLOCKSEL 解锁选取图层LUL, *YX_LAY_ALLUNLOCK 全部图层已解锁LF, *YX_LAY_FREEZESEL 解冻选取图层LFF, *YX_LAY_FREEZESELF 解冻选取以外的图层LFP, *YX_LAY_FREEZEP 反向解冻图层LUF, *YX_LAY_ALLTHAW 全部图层已解冻LUU, *YX_LAY_ALLTUO 全部图层已解冻,解锁,翻开KDA, *YX_LAY_DIMALL 将所有标注改酿成dim层KDTA, *YX_LAY_DIMTMPALL;设置以后图层AI_MOLC, *YX_AI_MOLCLC, *YX_LAY_SET_CENTER 中心线层LCO, *YX_LAY_SET_COOL 水路层LCR, *YX_LAY_SET_CORE 模仁层LD, *YX_LAY_SET_DIM 标注层LDT, *YX_LAY_SET_DIM_TEMP 临时标注层LE, *YX_LAY_SET_EPIN 顶针层LFR, *YX_LAY_SET_FROMAT 产物层LH, *YX_LAY_SET_HATCH 填充层LI, *YX_LAY_SET_INSERT 镶件层LA, *YX_LAY_SET_LIFE 斜顶层LM, *YX_LAY_SET_MOLDBASE 模胚层LP, *YX_LAY_SET_PART 产物层LR, *YX_LAY_SET_RUNNER 流道层LS, *YX_LAY_SET_SCREW 螺丝层LSL, *YX_LAY_SET_SLIDE 滑块层LSP, *YX_LAY_SET_SP 撑头层LST, *YX_LAY_SET_STD 标准件层LSR, *YX_LAY_SET_SPRING 弹弓层LTE, *YX_LAY_SET_TEMP 临时层LT, *YX_LAY_SET_TEXT 文字层;线工具CE, *YX_CEN 智能中心线AXS, *YX_AXS 自动调整线型比例SEC, *YX_SEC 画剖面线SX, *YX_SX 画截断线KL, *YX_KL 画截断线HL, *YX_HL 画截断线TT, *YX_TT 画线修剪TY, *YX_TY 直线修剪FF, *YX_FF 连接线段FD, *YX_FD 智能连接CHL, *YX_CHL 检查线段是否断开AS, *YX_AS 不规则圆弧修正SL, *YX_SL 样条曲线转圆弧(线割用) OU, *YX_OU 双边偏移YL, *YX_YL 静态拉长LLM, *YX_LM 合并线段YT, *YX_YT 直线两端延长STS, *YX_STS 样条曲线去除相切LN, *YX_LN 计算多线条的总长度DFX, *YX_DFX 等分线条BN, *YX_BREAK 重复打断于点OL, *YX_OL 直线交点打断HH, *YX_HH 垂直构造线VV, *YX_VV 水平构造线XC, *YX_XC 直线转构造线;圆工具AC, *YX_AC 圆弧转圆CTY, *YX_CTY 圆坐标列表CTU, *YX_CTU 圆数量统计ER, *YX_EDR 批量修改圆,圆弧半径;块工具EB, *YX_EB 编纂块BG, *YX_BG 替换块BF, *YX_BF 块旋转还原BS, *YX_BS 统计块的数量EC, *YX_EC 坐标值零数转整数(整理顶针)BC, *YX_BC 复制块内图元EBT, *YX_EBT 分解含属性的块坚持属性值BRE, *YX_BRE 修改图块名NB, *YX_NB 建立匿名块BUN, *YX_BUN 匿名块转有名块BNU, *YX_BNU 有名块转匿名块EG, *YX_EG 分解所有组EUG, *YX_EUG 分解所有匿名组;旋转E1, *YX_E1 旋转 +1 度R1, *YX_R1 旋转 -1 度E2, *YX_E2 旋转 +2 度R2, *YX_R2 旋转 -2 度E3, *YX_E3 旋转 +3 度R3, *YX_R3 旋转 -3 度E45, *YX_E45 旋转 +45 度R45, *YX_R45 旋转 -45度E4, *YX_E4 旋转 +90 度R4, *YX_R4 旋转 -90 度R5, *YX_R5 旋转 +180 度;旋转复制CR, *YX_CR 旋转复制CE1, *YX_CE1 旋转复制+1 度CR1, *YX_CR1 旋转复制-1 度CE2, *YX_CE2 旋转复制+2 度CR2, *YX_CR2 旋转复制-2 度CE3, *YX_CE3 旋转复制+3 度CR3, *YX_CR3 旋转复制-3 度CE45, *YX_CE45 旋转复制+45 度CR45, *YX_CR45 旋转复制-45度CE4, *YX_CE4 旋转复制+90 度CR4, *YX_CR4 旋转复制-90 度CR5, *YX_CR5 旋转复制+180 度;颜色工具CV, *YX_CV 改变对象颜色C1, *YX_C1 改变对象颜色为红色C2, *YX_C2 改变对象颜色为黄色C3, *YX_C3 改变对象颜色为绿色C4, *YX_C4 改变对象颜色为青色C5, *YX_C5 改变对象颜色为蓝色C6, *YX_C6 改变对象颜色为洋红C7, *YX_C7 改变对象颜色为白色C8, *YX_C8 改变对象颜色为灰色C9, *YX_C9 改变对象颜色为浅灰色KBL, *YX_BYLAYEROBJ 将对象属性改为该层默认值XS, *YX_XS 改变对象线型比例因子X1, *YX_X1 改变对象线型为ContinuousX2, *YX_X2 改变对象线型为CENTER X3, *YX_X3 改变对象线型为 HIDDEN X4, *YX_X4 改变对象线型为CENTER X5, *YX_X5 改变对象线型为 PHANTOM A1, *YX_A1 改变线性+颜色+比例1A2, *YX_A2 改变线性+颜色+比例2A3, *YX_A3 改变线性+颜色+比例3A4, *YX_A4 改变线性+颜色+比例4A5, *YX_A5 改变线性+颜色+比例5;经常使用工具VS, *YX_VS 保管视图EW, *YX_EW 对象快速过滤EQ, *YX_EQ 对象匹配过滤ML, *YX_ML 以直线镜像4MI, *YX_4MI 4分之1镜像4RC, *YX_4RC 4分之1旋转复制JT, *YX_JT 画箭头REGSS, *YX_REGSS 局部对象重生RH, *YX_RH 未知角度转正SS, *YX_SS 相同比例重复缩放RR, *YX_RR 相同角度重复旋转MM, *YX_MM 相同距离重复移动CC, *YX_CC 相同距离重复复制PU, *YX_PU 清理全部垃圾LJ, *YX_LJ 删除垃圾文件FS, *YX_FS 清理保管FCC, *YX_FCC 清理保管退出;文字工具CK, *YX_CK 词库MJ, *YX_MJ 连续命名TH, *YX_TH 修改文字高度TE, *YX_TXTEXP 文字分解;计算工具CM, *YX_CM 重量计算CA, *YX_CA 斜顶角度计算CS, *YX_CS 承板厚度计算CG, *YX_CG 三板模导柱变形量计算;模具工具BM, *YX_BM BOMDT, *YX_DT 定料尺寸CJ, *YX_CJ 小题目VE, *YX_VE 修改版次JB, *YX_JBFD 局部放年夜AU, *YX_ASMOUT 组立图3D输出EWE, *YX_EWE 顶针过滤ETU, *YX_ETU 顶针数量统计ETY, *YX_ETY 顶针坐标列表EXE, *YX_EXE 顶针孔输出清理MK, *YX_MK 模仁角避空;模具资料PI, *YX_PI 塑料资料PM, *YX_PM 模具钢材资料PC, *YX_PC AutoCAD使用技巧PE, *YX_PE 注塑不良解決方法PG, *YX_PG 塑胶模具经典结构PY, *YX_PY 塑胶模具设计注意事项;模具标准件K, *YX_K 零件库MB, *YX_MB 模胚CL, *YX_CL 水路ET, *YX_ET 顶针TF, *YX_TF 弹簧SW, *YX_SW 内六角螺丝SR, *YX_SPRUE 定位环/唧咀HS, *YX_HS 热流道SP, *YX_SP 支撑柱AG, *YX_AG 斜导柱LP, *YX_LP 垃圾钉XW, *YX_XW 限位块EGP, *YX_EGP 顶针板导柱GE, *YX_GE 直齿轮ES, *YX_ES 穿丝孔SW2, *YX_SW2 其他螺丝SBM, *YX_SBM 三板模相关;标注加强工具DQ, *YX_DQ 快速标注D, *YX_D 线性标注DE, *YX_DE 线性标注(2)DX, *YX_DX 对齐标注(1)DW, *YX_DW 对齐标注(2)DA, *YX_DA 坐标标注DDR, *YX_DDR 半径标注DD, *YX_DD 直径标注DV, *YX_DV 角度标注DC, *YX_DC 连续标注DB, *YX_DB 基线标注Q, *YX_Q 快速引线标注;标注超强工具AQ, *YX_AQ 计算打印区域标注文字高度UY, *YX_UY 设置以后坐标原点SH, *YX_SH 设置以后标注文字高度N, *YX_N 智能标注DF, *YX_DF 坐标标注+连续标注CCD, *YX_CCD 概况粗拙度标注DS, *YX_DS 批量坐标标注DH, *YX_DH 坐标标注(单点)DAQ, *YX_DAQ 引线坐标标注DDE, *YX_DDE 线性直径标注DDW, *YX_DDW 对齐直径标注DDA, *YX_DDA 批量直径标注+半径标注DR, *YX_DR 直径标注+半径标注(可添加文字);标注修改工具AD, *YX_AD 标注刷子EED, *YX_EED 标注删除DTH, *YX_DTH 修改标注文字高度UYU, *YX_UYU 修改坐标标注原点UYQ, *YX_UYQ 修改引线坐标标注原点DUP, *YX_DUP 修改标注精度DAUP, *YX_DAUP 修改角度标注精度DTZ, *YX_DTZ 修改标注是否消零DSC, *YX_DSC 修改标注比例因子DTC, *YX_DTC 修改标注文字颜色DCC, *YX_DCC 修改尺寸线颜色DEC, *YX_DEC 修改尺寸界线颜色DG, *YX_DG 添加公差DTK, *YX_DTK 添加标注文字边框DFZ, *YX_DFZ 翻转标注文字方向DAF, *YX_DAF 坐标标注尺寸界线变直DAZ, *YX_DAZ 坐标标注文字重叠整理DDZ, *YX_DDZ 线性标注文字重叠整理SDTA, *YX_SDTA 所有标注已改变到以后标注样式;标注检查工具CUY, *YX_CUY 检查坐标标注原点个数CDA, *YX_CDA 检查坐标标注界说点是否正确CDT, *YX_CDT 检查全部标注是否有公差CDE, *YX_CDE 检查标注丈量值是否被修改CDS, *YX_CDS 检查全部标注的比例因子;标注文字工具DTY, *YX_DTY 标注文字还原DN, *YX_DN 文字前加数量DM, *YX_DM 文字前加螺丝数量DS1, *YX_DS1 文字后加拔模斜度<单边> DS2, *YX_DS2 文字后加拔模斜度<双边> D1, *YX_D1 文字前加 %%cD2, *YX_D2 文字后加 %%dD3, *YX_D3 文字前加 MD4, *YX_D4 文字后加 (ref)D5, *YX_D5 文字前加 %%pD6, *YX_D6 文字前后加 ()D7, *YX_D7 文字前后加 <>D8, *YX_D8 文字后加 X45%%DD9, *YX_D9 文字后加 (NO DRAFT) DA1, *YX_DA1 文字后加 (镶针)DA2, *YX_DA2 文字后加 (司筒)DA3, *YX_DA3 文字后加 (穿丝孔)DA4, *YX_DA4 文字后加 (盲孔)DA5, *YX_DA5 文字后加 (通孔)DA6, *YX_DA6 文字后加 (全周)DA7, *YX_DA7 文字后加 (直身)DA8, *YX_DA8 文字后加 (无斜度);倒圆角F, *YX_F 倒圆角FT, *YX_FT 倒圆角<不剪切>F01, *YX_F01F02, *YX_F02F03, *YX_F03F05, *YX_F05F1, *YX_F1F2, *YX_F2F3, *YX_F3F4, *YX_F4F5, *YX_F5F6, *YX_F6F7, *YX_F7F8, *YX_F8F9, *YX_F9F10, *YX_F10F12, *YX_F12F20, *YX_F20F30, *YX_F30F50, *YX_F50;倒角G, *YX_G 倒角<剪切> GT, *YX_GT 倒角<不剪切> G01, *YX_G01G02, *YX_G02G03, *YX_G03G05, *YX_G05G1, *YX_G1G2, *YX_G2G3, *YX_G3G4, *YX_G4G5, *YX_G5G6, *YX_G6G7, *YX_G7G8, *YX_G8G9, *YX_G9G10, *YX_G10G20, *YX_G20G30, *YX_G30G50, *YX_G50;延长Y, *YX_Y 延长Y01, *YX_Y01Y02, *YX_Y02Y03, *YX_Y03Y05, *YX_Y05Y1, *YX_Y1Y2, *YX_Y2Y3, *YX_Y3Y4, *YX_Y4Y5, *YX_Y5Y6, *YX_Y6Y7, *YX_Y7Y8, *YX_Y8Y9, *YX_Y9Y10, *YX_Y10Y12, *YX_Y12Y20, *YX_Y20Y30, *YX_Y30Y50, *YX_Y50;偏移OO, *YX_OO 偏移O01, *YX_O01O02, *YX_O02O03, *YX_O03O05, *YX_O05O1, *YX_O1O2, *YX_O2O3, *YX_O3O4, *YX_O4O6, *YX_O6O7, *YX_O7O8, *YX_O8O9, *YX_O9O10, *YX_O10O12, *YX_O12O20, *YX_O20O30, *YX_O30O50, *YX_O50;CAD自带命令;C, *COPY;CD, *CIRCLE;WW, *MIRROR;AA, *MATCHPROP ;QQ, *PLOT。
三菱数控系统指令
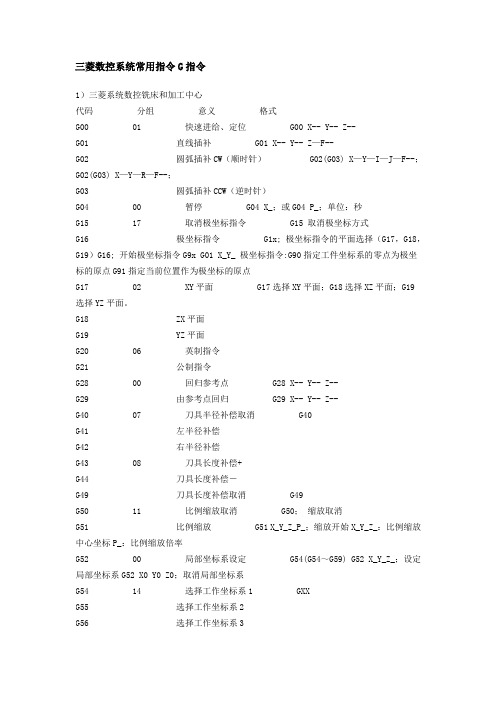
三菱数控系统常用指令G指令1)三菱系统数控铣床和加工中心代码分组意义格式G00 01 快速进给、定位G00 X-- Y-- Z--G01 直线插补G01 X-- Y-- Z—F--G02 圆弧插补CW(顺时针)G02(G03) X—Y—I—J—F--;G02(G03) X—Y—R—F--;G03 圆弧插补CCW(逆时针)G04 00 暂停G04 X_;或G04 P_;单位:秒G15 17 取消极坐标指令G15 取消极坐标方式G16 极坐标指令G1x; 极坐标指令的平面选择(G17,G18,G19)G16; 开始极坐标指令G9x G01 X_Y_ 极坐标指令:G90指定工件坐标系的零点为极坐标的原点G91指定当前位置作为极坐标的原点G17 02 XY平面G17选择XY平面;G18选择XZ平面;G19选择YZ平面。
G18 ZX平面G19 YZ平面G20 06 英制指令G21 公制指令G28 00 回归参考点G28 X-- Y-- Z--G29 由参考点回归G29 X-- Y-- Z--G40 07 刀具半径补偿取消G40G41 左半径补偿G42 右半径补偿G43 08 刀具长度补偿+G44 刀具长度补偿-G49 刀具长度补偿取消G49G50 11 比例缩放取消G50;缩放取消G51 比例缩放G51 X_Y_Z_P_;缩放开始X_Y_Z_:比例缩放中心坐标P_:比例缩放倍率G52 00 局部坐标系设定G54(G54~G59) G52 X_Y_Z_;设定局部坐标系G52 X0 Y0 Z0;取消局部坐标系G54 14 选择工作坐标系1 GXXG55 选择工作坐标系2G56 选择工作坐标系3G57 选择工作坐标系4G58 选择工作坐标系5G59 选择工作坐标系6G68 16 坐标回转Gn G68 α_ β_R_:坐标系开始旋转Gn :平面选择码α_ β_:回转中心的坐标值R_:回转角度最小输入增量单位:0.001deg有效数据范围:-360.000到360.000G69 坐标回转取消G69:坐标轴旋转取消指令G8Δ(G7Δ)标准固定循环G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,S_,I_,J_;G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,R_,I_,J_;G8Δ(G7Δ):孔加工模式X_Y_Z_:孔位置资料R_Q_P_F_:孔加工资料L_:重复次数S_:主轴旋转速度,S_,R_ :同期切换或是复位时的主轴旋转速度,I_:位置定位轴定位宽度,J_;钻孔轴定位宽度G73 09 步进循环G73 X-- Y-- Z-- Q-- R-- F— P-, I-, J-;P:暂停指定G74 反向攻牙G74 X-- Y-- Z-- R-- P—R(or S1,S2)--, I-, J-;P:暂停指定G76 精搪孔G76 X-- Y-- Z-- R-- I— J-- F--;G80 固定循环取消G80;固定循环取消G81 钻孔、铅孔G81 X-- Y-- Z-- R-- F—, I-, J-;G82 钻孔、计数式搪孔G82 X-- Y-- Z-- R-- F— P-, I -, J-;P:暂停指定G83 深孔钻循环G83 X-- Y-- Z-- R—Q-- F—, I-, J-;Q: 每次切削量的指定,通常以增量值来指定G84 攻牙循环G84 X-- Y-- Z-- R—F—P--R(or S1,S2)--, I-, J-;P: 暂停指定G85 搪孔G85 X-- Y-- Z-- R--F--, I-, J-;G86 搪孔G86 X-- Y-- Z-- R--F--P-;G87 反向搪孔G87 X-- Y-- Z-- R-- I-J-F--;G88 搪孔G88 X-- Y-- Z-- R--F—P--;G89 搪孔G89 X-- Y-- Z-- R--F—P--;G90 03 绝对值指定GXXG91 增量值指定G92 00 主轴钳制速度设定G92 Ss Qq ;Ss:最高钳制转速Qq:最低钳制转速G98 10 起始点基准复位GXXG99 R点基准复位2)三菱系统数控车床代码分组意义格式G00 01 快速进给、定位 G00 X-- Z--G01 直线插补 G01 X-- Z--G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(逆时针)G04 00 暂停 G04 X/U_;或G04 P_;单位:秒G20 06 英制指令G21 公制指令G28 0 回归参考点 G28 X-- Z--G29 由参考点回归 G29 X-- Z--G33 01 螺纹切削(等螺距)G33 Z/W…X/U…F… Q… (普通螺纹切削指令)F 为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
如何用G50高效灵活地建立工件坐标系
Ho w t o Es t a b l i s h t he Wo r k. pi e c e Co o r d i na t e wi h t G5 0 Ef ic f i e nt l y a nd Fl e x i b l y
L I Oi l i n
( S c h o o l o f Me c h a t r o n i c s E n g i n e e i r n g , Z h e n g z h o u U n i v e r s i t y o f A e r o n a u t i c s , Z h e n g z h o u H e n a n 4 5 0 0 1 5 , C h i n a )
Abs t r a c t: The p inc r i p l e,f o r m a n d me a n i n g or f e s t a bl i s hi n g t he wo r k— pi e c e c o o r di n a t e us i n g G5 0 we r e i nt r o d uc e d.Th e a c t u a l U S —
如何 用 G 5 0 高 效 灵 活地 建 立 工件 坐 标 系 Nhomakorabea李 启 鳞
( 郑 州航 空工业 管理 学院机 电工程 学院 ,河 南郑 州 4 5 0 0 1 5 )
摘 要 :介绍用 G 5 0建立工件坐标系的原理 、格式与含 义 ,分析用 G 5 0建 立坐标 系 的实 际使用情 况 ,并 结合 F A N U C 0 i 系统 ,介绍用 G 5 0建立坐标系的常用方法 ,针对使用该方法 时容 易出现的问题 提供了解决方 案 ,总结 了 G 5 0指令 的特点及 使 用时的注意事项 ,并对如何灵活使用 G 5 0 进行 了阐述 ,为数控 车床 工件 坐标 系的建立提供了高效灵 活的实用方法 。 关键词 :数控车床 ;G 5 0指令 :工件坐标系
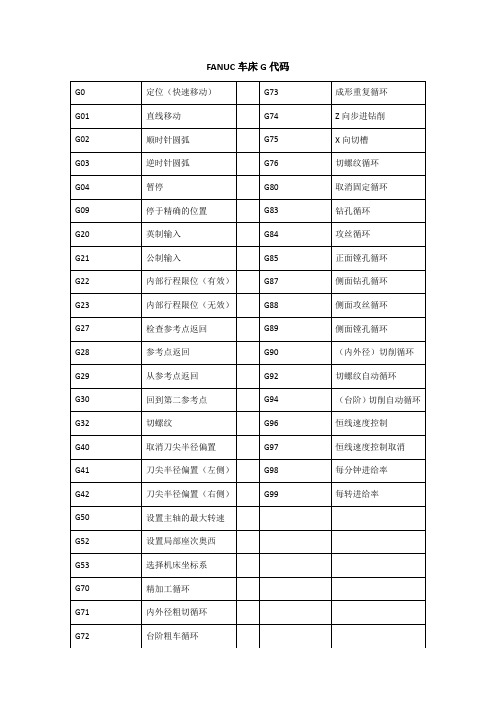
G代码的详细解释(主要是车床)
FANUC车床G代码切螺纹(G32)1、格式G32 X(U)_Z(W)_F_;G32 X(U) _Z(W)_E_;F--螺纹导程设置E--螺距(毫米)X(U)__ Z(W)__螺纹切削的终点坐标值在编制切螺纹程序时应当带主轴转速RPM均匀控制的功能(G97),并且要考虑螺距部分的某些特性。
在螺纹切削方式下移动速率控制和主轴速率控制功能将被忽略。
而且在送进保持按钮起作用时,其移动进程在完成一个切削循环后就停止了。
X省略时为圆柱螺纹切削,Z 省略时为端面螺纹切削;X、Z均布省略时为锥螺纹切削;F为导程。
螺纹切削应注意在两端设置足够的升速进刀段和降速退刀段。
2、举例G00 X29.4;(1循环切削)G32 Z-23. F0.2;G00 X32;Z4;X29;(2切削循环)G32 Z-23. F0.2;G00 X32;Z4刀具直径偏置功能(G40/G41/G42)精加工循环(G70)G7l U(△d) R(e);G71 P(ns) Q(nƒ) u(△u) W(△ω) F(ƒ) S(s) T(t);G70 P(ns) Q(nƒ);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);ns为精车程序段的开始段落号;nƒ为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z轴方向的精车余量(有正负符号);ƒ、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需在粗车复合循环指令之后。
精加工时,G71等中的F、S、T指令无效,只有在ns~nf中的才有效。
该指令执行如图所示的粗加工和精加工,其中其精加工路径为A→A′→B′→B的轨迹。
1.采用复合固定循环需设置一个循环起点,刀具按照数控系统安排的路径一层一层按照直线插补形式分刀车削成阶梯形状,最后沿着粗车轮廓车削一刀,然后返回到循环起点完成粗车循环。
数控冲G代码(完整版)

) R7 g: B l8 o
J:夹爪2的位置(350.00<=J<=1730.00)
9 P; z' f5 m- l% f& K% s
夹爪1 and 夹爪2 间隔(>=250.00) ! z7 B4 d) o0 [3 X' L
K:夹爪移动时的处理选择 ( I ^& Z7 @; S" C
7 c3 ?/ U3 E3 l, w# Q1 p g/ F
G25实行时的Y轴偏移由NC自动进行修正 ) E0 g/ `$ [6 l6 ?
必须以单独的模式进行指
G26(BHC) - A# y7 z7 t$ f0 K; o
G26I_J_K_T_C_
~ U/ J$ I5 N( @3 @
0 v! d# } h/ @* z, ]. y2 F
I:X轴方向的间隔
) Z, R1 K/ f4 D, A( c+ e8 _
J:Y轴方向的间隔 , t( P" C" s' E; y9 y( K4 q7 k/ X
P:X轴方向的个数 , \' P, H2 F7 s4 P4 m, L3 Y
1) L/UL 类型卸载
+ l" z- N) {! u& }# w
2) 卸载类型为 "Tsukata"或 "Ookuma".
- w& [: Z2 C3 ~9 n* f
+ a' t0 F3 X7 P. ^# O% \
G18(取出指令)
& S8 I3 b) f9 g0 h) V* A+ o# r m
材料型号对照表

注1:85仅适用于线径不大于3mm 的弹簧;65Mn 用于冷卷弹簧时线径不大于6mm 。
注2:冷扎低碳钢板及钢带:6-5
高级的精整表面 FC(即O5表面)
较高级的精整表面 FB(即O3表面)
附注1:O5、O3来源于德国标准DIN 1623部分1,字母O表示从德文字表面(Oberflache)的第1个字母而来。
附注2:国内牌号同DIN标准牌号。
注3:关于Para Pur 橡胶的相关说明:
1 材料:纯天然橡胶
2 颜色:棕色,棕灰色,棕褐色(取决于生胶和硫化剂及其它填加剂的颜色)。
非碳黑补强剂。
3 硬度:ShoreA<50度
4 特性:耐稀酸和稀碱,耐老化性(臭氧和紫外线)一般,但不耐油。
不耐高温。
良好的强度和弹性。
5 应用场合:用于70度以下水(或含稀酸和稀碱)的密封,管道,也用于机器的减震垫(良好的阻尼特性)。
6-6。
HAAS机床G和M指令

模态
PREPARATORY FUNCTIONS
G00* 快速移动(X,Y,Z,A,B)(SETTING10,56,101)
G71 孔系沿圆周弧分布(I,J,K,L)
G01 直线插补运动(X,Y,Z,A,B,F)(SETTING85)
G72 孔系沿角度方向分布(I,J,L)
G94 端面车削模态固定工作循环(X,Z,U,W,K,F) G95** 端面动力刀头刚性攻丝(X,Z,W,R,F)
G32 加工螺纹(X,Z,U,W,F) G40* 取消刀尖补偿 G41/G42(X,Z,U,W,I,K)(SETTING56)
G96 恒切削速度设置(S) G97* 恒切削速度取消 (S)(SETTING56)
G43 刀具长度正向补偿(H,Z)(SETTING15)
G99 返回R平面
G44 刀具长度负向补偿(H,Z)(SETTING15)
G100 关闭镜像功能(X,Y,Z,A,B)
G47 刻字(X,Y,Z,R,I,J,P,E,F) G49* 取消刀具长度补偿G43/G44/G143(SETTING56) G50* 取消G51(SETTING56) G51** 缩放(X,Y,Z,P)(SETTING71)
G40* 取消刀具补偿 G41/G42/G141(X,Y) G41 刀具左偏补偿(X,Y,D)(SETTING40,43,44,58)
G93 时间进给模式 G94* 每分钟进给模式(SETTING56)
G42 刀具右偏补偿(X,Y,D)(SETTING40,43,44,58)
G98* 返回起始点(SETTING56)
G83 分级步进钻削固定工作循环(X,Z,W,I,J,K,Q,P,R,F)(SETTING22,52) G84 攻丝固定工作循环(X,Z,W,R,F) G85 镗孔固定工作循环(X,Z,U,W,R,L,F) G86 镗孔、主轴停转固定工作循环(X,Z,U,W,R,L,F) G87 镗孔、手动退回固定工作循环(X,Z,U,W,R,L,F) G88 镗孔、停留、手动退回固定工作循环(X,Z,U,W,P,R,L,F) G89 镗孔、停留固定工作循环(X,Z,U,W,P,R,L,F)