焊机及焊丝合格证附页
焊条质量证明书

焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员:3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇三:焊条质量管理规程焊条管理制度1、焊接材料的验收1.1 焊接材料的质量必须符合国家及有关标准。
1.2 焊接材料入库前首先由仓库管理员验证以下有关资料是否齐全,否则不得入库。
其资料应妥善保存备查。
1.2.1 焊接材料的质保单合格证; 1.2.2 焊接材料的牌号、标记;1.2.3 焊接材料的批号、规格、数量;1.3 材料管理员负责焊接材料的外观检查和复验工作,不合格品不得入库。
2、焊接材料的保管2.1 各使用单位应设专用焊材库,并有专人保管。
2.1.1 焊材库内应设置温度计、除湿机,室内温度应不低于5℃,相对湿度不大于60%,并且通风良好。
2.1.2 库房内应设专用烘干箱和恒温箱。
2.1.3 库房内应悬挂醒目的烘焙规范,管理人员应严格按规范执行。
2.2 焊材管理人员要按类别、牌号、规格、批号进行,建帐、建卡做好标识,并做到帐、卡、物相符。
2.2.1 焊接材料不得就地堆放,应离地大于200mm,离墙大于300mm。
3 、焊接材料的发放3.1 焊材管理人员应根据焊接技术人员或工艺员签发的焊接材料发放单发放。
3.2 焊材发放单应注明牌号、规格、数量、施焊部位等。
3.3 焊材管理人员应做好焊材发放记录台帐,做到追踪无误。
焊接材料(焊条、焊丝、焊剂)进场质量合格证文件及外观质量检查记录

应清晰。年月日年月日2
GB50205-2001
焊接材料(焊条、焊丝、焊剂、焊钉、瓷环)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.3,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
复验结果
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
品种
规格
尺寸
钢号
原件或复印件
编号
数量
性能
焊钉
瓷环
验收日期
验收数量
检查ห้องสมุดไป่ตู้况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员:
C11#楼焊接试(检)报告焊条(剂)合格证汇总表

4
试验报告 电渣压力焊 16
负二层柱 2016.1.16 B1031600173 合格
5
试验报告 电渣压力焊 18
负二层柱 2016.1.16 B1031600174 合格
6
试验报告 电渣压力焊 18
负二层柱 2016.1.15 BG03Z000160 合格
7
试验报告 电渣压力焊 18
负一层柱 2016.3.4 B1031600424 合格
8
试验报告 电渣压力焊 16
负一层柱 2016.3.4 B1031600423 合格
9
试验报告 电渣压力焊 16
负一层柱 2016.3.4 BG03Z000395 合格
10 试验报告 电渣压力焊 18
负一层柱 2016.3.4 BG03Z000396 合格
11 试验报告 电渣压力焊 16
一层柱 2016.3.9 B1031600480 合格
焊接试(检)报告、 焊条(剂)合格证汇总表
工程名称:合肥高新区永和家园三期C11#楼
序号 报告类别
焊接类型
母材品种 和规格
部位
焊接试验报告
日期
编号
资料编号:
结论
资料 编号
备注
1
检验报告 套筒连接
25
筏板基础
合格
2
检验报告 套筒连接
25
筏板基础
合格
3
试验报告 电渣压力焊 16
负二层柱 2016.1.15 BG03Z000155 合格
20 试验报告 电渣压力焊 16
五层柱 2016.3.29 B1031600688 合格
21
22
说明:
填报单位:云南工程建设总承包公司
出厂合格证
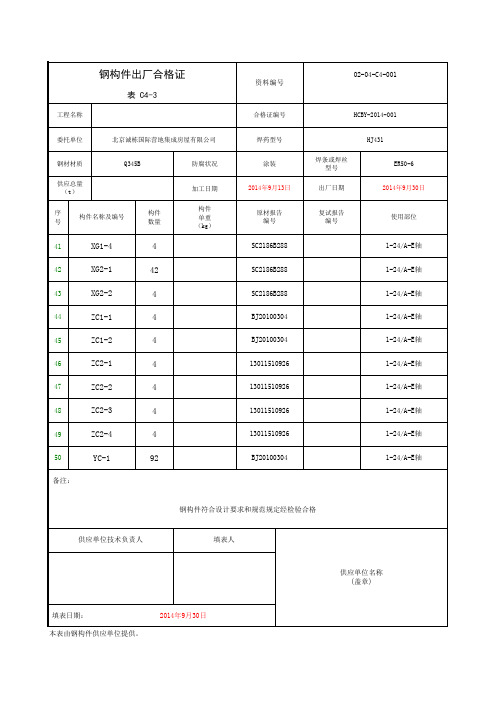
SC2186B288 SC2186B288 SC2186B288 BJ20100304 BJ20100304 13011510926 13011510926 13011510926 13011510926 BJ20100304
1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴 1-24/A-E轴
2014年9月30日
构件名称及编号
构件 数量
原材报告 编号
复试报告 编号
使用部位
41 42 43 44 45 46 47 48 49 50 备注:
XG1-4 XG2-1 XG2-2 ZC1-1 ZC1-2 ZC2-1 ZC2-2 ZC2-3 ZC2-4 YC-1
4 42 4 4 4 4 4 4 4 92
钢构件符合设计要求和规范规定经检验合格
供应单位技术负责人
填表人
供应单位名称 (盖章)填表来自期: 本表由钢构件供应单位提供。
2014年9月30日
钢构件出厂合格证
表 C4-3
工程名称
02-04-C4-001 资料编号
合格证编号
HCBY-2014-001
委托单位
北京诚栋国际营地集成房屋有限公司
焊药型号 焊条或焊丝 型号 出厂日期
HJ431
钢材材质 供应总量 (t) 序 号
Q345B
防腐状况
涂装
ER50-6
加工日期 构件 单重 (kg)
2014年9月13日
常用焊条焊丝质量证明书,合格证

常用焊条焊丝质量证明书,合格证《常用焊条焊丝质量证明书,合格证》编号:XXXXXXXX产品名称:常用焊条焊丝生产厂家:XXX焊接材料有限公司生产日期:XXXX年XX月XX日尊敬的客户:感谢您选择我们的常用焊条焊丝产品。
本质量证明书及合格证旨在证明您所购买的焊条焊丝符合相关的质量标准和技术要求。
请您在购买后认真核对本证明书的各项内容,如有任何问题,请及时与我们联系。
一、产品质量信息1. 型号与规格:根据您的订单需求,本次提供的焊条焊丝型号及规格为XXXXX。
2. 质量标准:本产品符合国家相关标准,并严格按照ISO 9001质量管理体系生产。
3. 检验与测试:在生产过程中,我们对焊条焊丝进行了严格的检验与测试,确保其性能稳定、质量可靠。
二、产品性能特点1. 焊接性能优良:本产品具有良好的焊接性能,焊接过程中熔滴过渡均匀,焊缝成形美观。
2. 强度高、韧性好:焊缝金属具有较高的强度和韧性,能够满足各种焊接需求。
3. 耐腐蚀性强:本产品具有良好的耐腐蚀性能,适用于多种环境下的焊接作业。
三、合格证明本产品已通过国家质量监督检验部门的检测,并获得合格证明。
请放心使用。
四、使用注意事项1. 请在使用前仔细阅读产品说明书,了解产品性能、使用方法和安全注意事项。
2. 存放焊条焊丝时,请避免潮湿、高温和阳光直射,以免影响产品质量。
3. 焊接过程中,请遵循相关安全操作规程,确保操作人员的人身安全。
五、售后服务如您在使用过程中遇到任何问题,欢迎随时与我们联系。
我们将竭诚为您提供技术支持和售后服务。
生产厂家:XXX焊接材料有限公司地址:XXXXX电话:XXXXX邮箱:XXXXX日期:XXXX年XX月XX日常用焊条焊丝质量证明书,合格证(1)《常用焊条焊丝质量证明书,合格证》编号:XXXXXXXXXXXX产品名称:常用焊条焊丝生产厂家:XXX焊接材料有限公司生产日期:XXXX年XX月XX日一、产品概述本产品为我公司生产的常用焊条焊丝,采用优质原材料,经过精细加工而成,具有良好的焊接性能和稳定的物理性能。
产品合格证及质量证明

编号:SZ-QZ054-2014-0001 起重机械产品质量证明书(封面)产品类别:桥式起重机产品品种:通用桥式起重机型号规格: LXs2-10 A3产品编号: 14-X001设备代码:41803227120140001质量保证工程师:袁和生单位法定代表人:吴东林质量检验专用章:苏州神峰起重机械有限公司—1—编号:SZ-QZ054-2014-0001起重机械产品合格证制造单位:苏州神峰龙起重机械有限公司制造地址:江苏省苏州高新区浒关工业园浒牌路28号制造许可证编号: TS2432271-2015产品类别:桥式起重机产品品种:通用桥式起重机型号规格:LXs2-10 A3 产品编号: 14-X001 设备代码:41803227120140001 合同编号: FH14006制造完成日期: 2014 年 02 月 20 日本起重机械产品经质量检验,符合《起重机械安全技术监察规程—桥式起重机》、设计文件和相关标准的要求。
质量检验员:检验部门负责人:袁和生质量检验专用章:—2—一、产品技术特性—3—注:(1)发生材料代用的应当在备注栏中注明“代用”;(2)本表可用材料的原始证明书的有效复印件代替,但是必须注明使用该材料的构件名称和构件号。
—4—有关的驱动电机和减速器、电气控制设备等,如果所用的与原设计不一致,发生代用,应当在备注栏中注明“代用”;(2)附外构件产品合格证明(复印件)。
—5—四、安全保护装置注:(1)如果与原设计不一致,发生代用,应当在备注栏中注明“代用”;(2)附型式试验证明、外购件产品合格证明(复印件)。
—6——7—注:(1)可以以预装的形式进行尺寸测量,实测数据表述为范围或者与极性值有关的值,并且附测量部位图;(2)滑轮、车轮等同类零部件有多个的,应当以实测的最小尺寸为准,也可列表一一列出;(3)不能表述具体部位时,可附测量部位图表示。
—8—。
钢筋焊接及机械连接出厂合格证及进场检验报告
内容(项目)
1、钢筋焊接或机械连接出厂合格证(型式检验报告)
2、钢筋焊接或机械连接进场记录
3、进口钢筋化学成分及可焊性检验报告
5、焊条、焊剂复验报告
6、钢筋焊接或机械连接ቤተ መጻሕፍቲ ባይዱ艺检验报告
7、钢筋焊接或机械连接接头施工现场取样检验报告
8、钢筋隐蔽验收记录
9、焊接操作人员资格
抽查(抽测)方式
对照施工图、钢筋焊接或机械连接进场记录、钢筋焊接或机械连接出厂合格证(型式检验报告)、进口钢筋化学成分及可焊性检验报告、焊条、焊剂复验报告、钢筋焊接或机械连接工艺检验报告、钢筋焊接或机械连接接头施工现场取样检验报告、钢筋隐蔽验收记录、焊接操作人员资格及规范标准进行核查
2、钢筋焊接或机械连接出厂合格证(型式检验报告)载明的技术指标不符合国家标准或设计要求的,责令建设各方不得用于工程施工;对已使用该钢筋焊接或机械连接的部位,责令建设单位牵头组织施工、监理等单位返工重做;对已进场但未使用的钢筋焊接或机械连接原材料,责令建设单位牵头组织施工、监理等单位作退场处理,并归档备查。
抽查(抽测)记录
1钢筋焊接或机械连接出厂合格证(型式检验报告)
1.1有出厂合格证(型式检验报告),且合格证(型式检验报告)载明的技术指标符合国家标准及设计要求
1.2无出厂合格证(型式检验报告),或合格证(型式检验报告)载明的技术指标不符合国家标准或设计要求
1.3出厂合格证(型式检验报告)载明的钢筋焊接或机械连接种类、级别、规格和数量与钢筋焊接或机械连接进场记录相符
5.4应见证的钢筋焊接或机械连接接头未按规定见证取样送检
6钢筋隐蔽验收记录
6.1钢筋焊接或机械连接接头按使用批次取样检验,且先检验后隐蔽
6.2钢筋焊接或机械连接接头未按使用批次取样检验,或先隐蔽后检验
钢结构焊接工艺评定报告
钢结构焊接工艺评定报告缝试样单位焊工姓名母材钢号资格代号规格级别生产厂施焊日期评定报告编号执行标准一汔大众总装车间对接焊缝XXXXXXQ345BI20生产厂二钢印号韶钢2015.6.13YLPDxxxxxxx-0181-2002化学成份和力学性能符合标准要求。
焊接材料包括焊条、焊丝、焊剂或气体,焊接方法为GMAW.SAW,焊接位置为F,接头形式为BS,T。
试验项目包括外观、X光、超声波、表面探伤、拉力试验、冲击试验、弯曲试验、宏观金相、硬度试验等。
焊接设备型号为THQ-50C、花王HJ431,电源及极性为直流、反接,直径为Φ4MM、Φ1.2.清根工艺为碳弧刨、角磨、钢丝刷,层间温度≤180℃,预热温度和后热温度见焊接工艺评定指导书。
评定标准为GB--89、GB/T1591-94,评定结果为合格。
根据《建筑钢结构焊接技术规程》(81)规定,本评定符合工程要求,焊接条件及工艺参数适用范围按本评定指导书规定执行。
GMAW和SAW焊接技术用于对接焊缝,本指导书编号为YLZD-1.自动化程度包括手工和埋弧焊。
焊接层次和焊接位置F接头坡口形式取决于母材的化学成分。
本次焊接使用的钢号是Q345B,其C含量为0.16%,Rel为370MPa。
焊条和焊丝的牌号是ER50-6,生产厂为天津大桥。
烘干温度为250℃,烘干时间为2小时,气体类型为CO2.焊机型号为YD-500RX.MZ-1250,预热和焊后预热温度为545℃。
焊剂型号为花王HJ431,烘干温度为≤180℃,生产厂为洛阳牡丹。
电源电极为直流、反接,消氢温度及时未提及。
焊前清理需要除锈清渣,层间清理需要清渣打磨,背面清根方式为碳弧刨、角磨、钢丝刷。
焊接工艺参数及性能检测共2页,其中焊接工艺参数包括焊条或焊丝、道数、焊接工艺施焊环境、环境温度等。
非破坏性检测包括焊缝外观、X射线、超声波、磁粉、渗透等试验项目,招待标准为GB--89.破坏性检测包括拉力试验,试验设备为WE-1000A。
焊接及机械连接出厂合格证及进场检验报告
焊接及机械连接出厂合格证及进场检验报告4.1.4.7 焊接及机械连接出厂合格证及进场检验报告Ⅰ基本要求和内容(1)凡采用焊接或机械连接的受力钢筋均应有力学性能检验告,其被连接母材质量检验结果均须符合设计及有关标准、规范及规程的规定。
(2)在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产。
(3)不同的钢筋接头其力学性能检验应从外观检查合格的成品接头或制品中按批随机抽取试件分别作拉伸、弯曲或抗剪等检验,见质控(建)表 4.1.4.7-1~3,其批量应符合下列要求:1)凡钢筋牌号、直径及尺寸相同的焊接网和焊接骨架为同一验收批,且每300件为一批,一周内不足300件亦按一批。
2)闪光对焊以同一台班,同一焊工完成的300个同牌号、同直径的钢筋焊接接头作为一批,当同一台班内焊接的接头数量较少时,可在一周内累计,若累计仍不足300个接头,则亦按一批。
3)钢筋电弧焊在现浇混凝土结构中,以同牌号钢筋、同接头类型不大于300个接头为一批。
在房屋结构中,按不超过二楼层中300个同牌号钢筋、同型式接头为一批,不足300个仍按一批。
4)钢筋电渣压力焊和钢筋气压焊在现浇混凝土结构中,以同牌号钢筋不大于300个接头为一批;在房屋结构中,按不超过二楼层中300个同牌号钢筋接头为一批,不足300个仍按一批。
5)预埋件钢筋埋弧压力焊T型接头以300件同类型预埋件为一批。
一周内连续焊接时,可以累计,不足300件时亦按一批。
6)钢筋机械连接以同一施工条件下采取同一批材料的同等级、同型式、同规格不超过500个接头一批,当现场检验连续10个验收批抽样合格率为100%,验收批的数量可为1000个接头(现场安装同一楼层不足500个或1000个接头时仍按一批)。
7)预埋件钢筋电弧焊T型接头以300件同类型预埋件为一批,一周内连续焊接时,可以累计,不足300件时仍按一批。
(4)钢筋焊接和机械连接检验报告应按质控(建)表4.1.4.7-1~3规定内容填写每个试件检验结果数据及结论,应说明破坏部位(断在接头、热影响区或接头外)及破坏状态(呈现脆性或延性断裂等);焊接接头弯曲检验应注明弯心直径、弯曲角度及每根试件弯曲后在焊缝处是否发生断裂,并判断该组试件的拉伸及弯曲检验结果是否合格。
机械设备进场验收单(焊机)
有安全操作规焊线通过道路时,应架高或穿管埋设在地下□
5
电焊机一次侧电源线长应不大于5m,二次线长应不大于30m,接头不应超过三处□
6
二次接线柱应有保护罩,接线螺栓不松动□
电气
安全
7
有专用开关箱并符合要求,漏电保护器匹配合理、灵敏可靠,设置二次空载降压保护器或二次触电保护器□
8
施焊场所10m范围内应无堆放易燃易爆物品□
9
施焊场所应配有符合防火要求的消防器材□
10
电焊机外壳做保护接零,使用符合要求的开关盒□
验收结果:
设备供应商:
安拆单位:
项目机械工程师:
项目安全负责人:
机械设备进场验收单(焊机)
设备名称
规格型号
供应单位
出厂编号
一、资料验收并归档(√表示符合,X表示缺失,/表示无此项)
1、操作人员证件 □ 2、使用说明书 3、*产品合格证
二、现场验收(√表示符合,X表示不符合,/表示无此项)
项目
序号
内容
外观
1
焊机品牌、型号、编号标识清晰□
2
具有完整的机具外壳,设有防雨、防潮、防晒的机具外棚,并配备消防用品□