连杆的机械加工工艺及夹具设计工艺卡片
连杆机械加工工序卡片模板
平面磨床
M7120
6
夹具编号
夹具名称
切削液
MJ-001
连杆两平面磨夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
磨削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
砂瓦
1000
1100
0.02
0.5
20
描图
同时加工件数
多功能专机
专-005
1
夹具编号
夹具名称
切削液
ZJ-002
钻螺纹孔夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
钻2~12.8至尺寸
锥柄麻花钻Ф12.8 GB1438/85
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣接合面至尺寸
可转位套式面铣刀200X18 YT5(精)
600
377
0.08
0.5
1
描图
连杆接合面及止口专用检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
(整理)连杆夹具设计工序卡片

机械设计制造及其自动化
机械加工工序卡片
工序名称
铣槽
2.环境价值的度量——最大支付意愿工序号
疾病成本法和人力资本法将环境污染引起人体健康的经济损失分为直接经济损失和间接经济损失两部分。直接经济损失有:预防和医疗费用、死亡丧葬费;间接经济损失有:影响劳动工时造成的损失(包括病人和非医务人员护理、陪住费)。这种方法一般通常用在对环境有明显毒害作用的特大型项目。70
设计者
指导教师
共11页
第6页
机械设计制造及其自动化
机械加工工序卡片
工序名称
钻孔
工序号
100
100
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z535
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
4.3min
设计者
指导教师
共11页
第2页
机械设计制造及其自动化
机械加工工序卡片
工序名称
铣端面
工序号
60
60
零件名称
推动架
零件号
零件重量
0.56kg
同时加工零件数
材料
毛坯
牌号
硬度
型号
重量
HT200
170~220
铸铁件
0.72kg
设备
夹具
名称
辅助
工具
连杆盖加工工艺卡片.pdf

主轴转 速 r/min
119
切削速度 m/min 74.6
共 1页
基本工时 min 0.198
第 11 页
立式钻床
Z525
专用夹具
安装
工步
1 设计者
安装及工步说明 钻 Φ 20 孔
刀具 量具 走刀长度 mm
游标
麻花钻 卡尺
40
指导老师
走刀 次数
1
切削深 度 mm
进给量 mm/r
9.5
0.25
王曙辉 朱浩
主轴转速 r/min
337.2
切削速度 m/min 24.72
共 1页
基本工时 min 0.896 第 6页
进给量 mm/r
主轴转速 r/min
王曙辉 朱浩
切削速度 m/min
基本工时 min
共 1页
第 1页
机械加工工艺卡片
工件名称
连杆盖
零件名称
连杆盖
零件重量 材料
牌号
硬度
QT450-10 HBS165-215
设备
名称
型号
工序号 零件号 同时加工件数
型号 铸件 夹具
Ⅱ
毛坯
1
重量 0.667 辅助工具
专用夹具
1 设计者
安装及工步说明 铣右端面
刀具 量具 走刀长度 mm
游标
端铣刀 卡尺
105
指导老师
走刀 次数
1
切削深 度 mm
进给量 mm/r
1.5
600
王曙辉 朱浩
主轴转速 r/min
750
切削速度 m/min 141.3
共 1页
基本工时 min 0.78
机械加工工艺过程卡片(连杆)
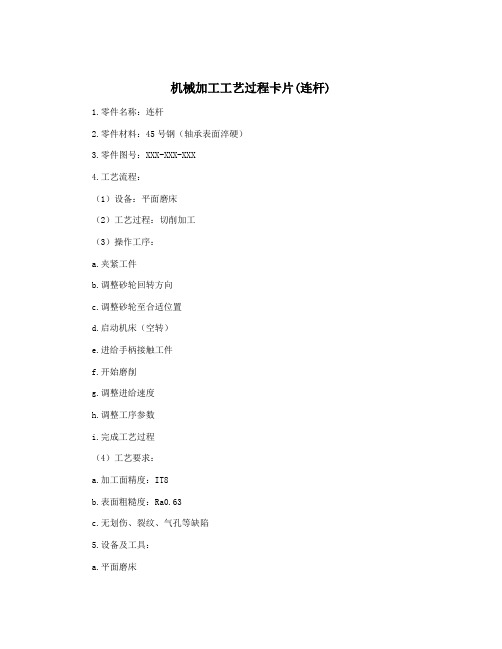
机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。
连杆盖课程设计 工艺过程卡片
X6012
专用铣夹具
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
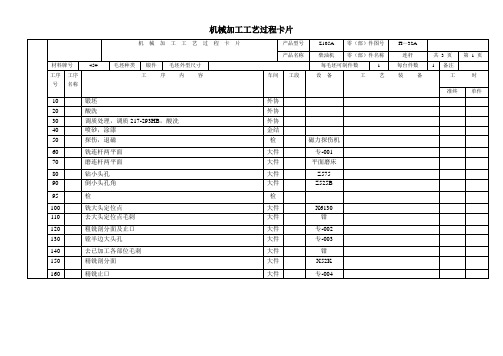
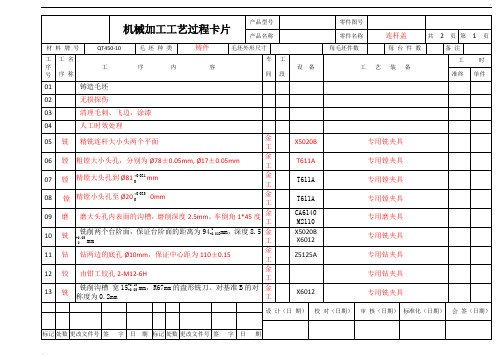
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
连杆盖
共
2
页
第
2页Leabharlann 材料牌号QT450-10
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
专用磨夹具
10
铣
铣削两个台阶面,保证台阶面的距离为940 -0.023mm,深度8.5+0.05 0mm
金工
X5020B X6012
专用铣夹具
11
钻
钻两边的底孔Ø10mm,保证中心距为110±0.15
金工
Z5125A
专用钻夹具
12
铰
由钳工铰孔2-M12-6H
金工
专用钻夹具
13
铣
铣削沟槽 宽15+0.15 +0.05mm,R67mm的盘形铣刀。对基准B的对称度为0.2mm
专用铣夹具
06
镗
粗镗大小头孔,分别为Ø78±0.05mm, Ø17±0.05mm
金工
T611A
专用镗夹具
07
镗
精镗大头孔到Ø81 mm
金工
T611A
专用镗夹具
08
镗
精镗小头孔至Ø20 0mm
金工
T611A
专用镗夹具
发动机连杆-工艺过程卡、工序卡(新版)

1.基面向外装夹,精铣体结合面至尺寸 、
平面度0.025,粗糙度1.6
2.基面向外装夹,精铣盖结合面,保证结合面距大于43,平面度0.025,垂直度0.08
3.体盖分别钻中心孔
4.体盖分别扩中心孔,保证中心距90
5.体盖分别铰销钉孔,保证尺寸,中心距90
6.钳工去毛刺,清洗
7.装销钉
2.标记面向外装夹,扩螺栓孔至尺寸 ,保证中心距
。
3.铰螺栓孔至尺寸 ,对称度0.25,位置度0.18
4.体盖螺栓孔倒角
5.钳工去毛刺
加工中心
中心钻,麻花钻,铰刀
16
精磨上下两平面
1.同时磨两平面,保证尺寸 表面粗糙度0.8,大头孔平行度0.025,垂直度0.015,小头孔平面对称度0.25
M7350
砂轮
17
精半精镗小头孔至
3.精镗大头孔至尺寸
4.精镗小头孔至尺寸,
5.小头孔倒角 ,保证倒角面粗糙度12.5
6.钳工去毛刺
加工中心
硬质合金刀
18
钻小头油孔
1.标记面向外装夹,钻油孔,加工至尺寸
2.标记面向外装夹,钻阶梯孔,加工至
3.孔口倒角
加工中心
加工中心
镗刀
8
铣体盖螺栓凸台面
1.基面向外装夹,粗铣体、盖凸台面,保证尺寸
2..基准面向外装夹,精铣体、盖凸台面,保证尺寸
加工中心
铣刀
9
锯断
1.基面向外装夹,锯断连杆,保证尺寸190
锯床
锯条
10
粗铣体盖结合面
1.基面向外装夹,铣体结合面,保证尺寸
2.基面向外装夹,铣盖结合面,保证尺寸
加工中心
连杆零件的机械加工工艺规程和专用夹具设计
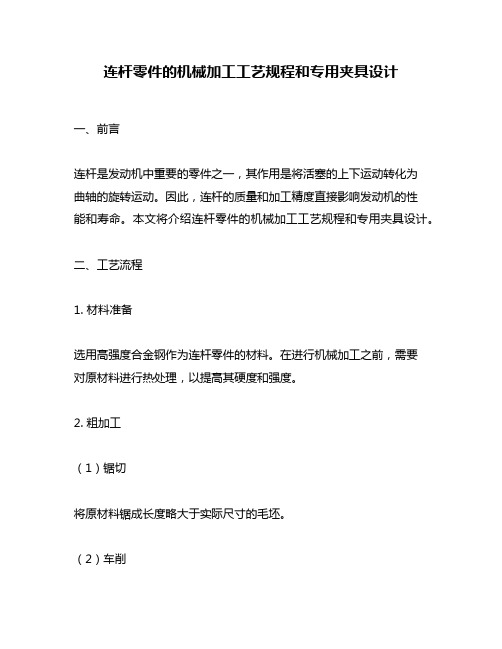
连杆零件的机械加工工艺规程和专用夹具设计一、前言连杆是发动机中重要的零件之一,其作用是将活塞的上下运动转化为曲轴的旋转运动。
因此,连杆的质量和加工精度直接影响发动机的性能和寿命。
本文将介绍连杆零件的机械加工工艺规程和专用夹具设计。
二、工艺流程1. 材料准备选用高强度合金钢作为连杆零件的材料。
在进行机械加工之前,需要对原材料进行热处理,以提高其硬度和强度。
2. 粗加工(1)锯切将原材料锯成长度略大于实际尺寸的毛坯。
(2)车削采用车床进行粗加工,先将毛坯两端面加工成平行面,然后进行外圆柱面、内孔等基本形状的车削。
(3)铣削采用立式铣床进行粗加工,主要是对连杆头部进行铣削,并开出油孔等结构。
3. 精密加工(1)磨削采用平面磨床和圆柱磨床对外圆柱面、内孔和连杆头等进行精密加工。
(2)钻孔采用钻床对油孔等细小结构进行加工。
(3)拉削采用拉床对轴向槽、键槽等进行加工。
4. 热处理将加工好的连杆零件进行热处理,以提高其硬度和强度。
通常采用淬火和回火的方式进行处理。
5. 组装将经过热处理的连杆零件组装到曲轴上,并进行调整,以确保其与其他零件的配合精度和运动平稳性。
三、专用夹具设计为了保证连杆零件在机械加工过程中的精度和稳定性,需要设计专用夹具。
下面介绍一种常见的夹具设计方案:1. 夹具整体结构该夹具主要由夹紧块、支撑块、定位块、压板等组成。
其中,夹紧块负责固定毛坯,支撑块负责支撑毛坯,在车削时起到了很好的辅助作用;定位块则是为了确保毛坯在夹具中的位置准确;压板则是为了防止毛坯在车削时发生移动。
2. 夹具夹紧方式该夹具采用机械夹紧的方式,通过螺旋压板来实现对毛坯的夹紧。
在进行车削等加工时,需要根据不同工序进行调整,以确保毛坯的稳定性和精度。
3. 夹具使用注意事项在使用该夹具时,需要注意以下几点:(1)夹具的各个部位需要经常清洗和润滑,以保证其正常运作。
(2)在进行车削等加工时,需要根据不同工序进行调整,并且要保证毛坯与夹具之间的接触面积充分。
连杆加工工艺过程卡
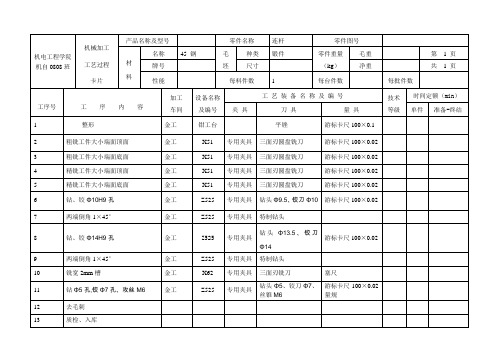
游标卡尺100×0.1
2
粗铣工件大小端面顶面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
3
粗铣工件大小端面底面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
4
精铣工件大小端面顶面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
5
精铣工件大小端面底面
金工
X51
专用夹具
机电工程学院机自0808班
机械加工
工艺过程
卡片
产品名称及型号
零件名称
连杆
零件图号
材
料
名称
45钢
毛
坯
种类
锻件
零件重量
(kg)
毛重
第1页
牌号
尺寸
净重
共1页
性能
每料件数
1
每台件数
每批件数
工序号
工序内容
加工
车间
设备名称
及编号
工艺装备名称及编号
技术
等级
时间定额(min)
夹具
刀具
量具
单件
准备-终结
1
整形
金工
钳工台
三面刃ห้องสมุดไป่ตู้盘铣刀
游标卡尺100×0.02
6
钻、铰Φ10H9孔
金工
Z525
专用夹具
钻头Φ9.5、铰刀Φ10
游标卡尺100×0.02
7
两端倒角1×45°
金工
Z525
专用夹具
特制钻头
8
钻、铰Φ14H9孔
金工
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
|附件[机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第1页车间】工序号工序名称材料牌号金工铣两端面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件)11设备名称设备型号设备编号同时加工件数#立式铣床X52k1夹具编号夹具名称切削液I专用夹具工步号工步内容/工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm-1铣连杆大小头两平面,每面留磨量硬质合金端铣刀50031 )》机械加工工艺卡片产品型号零件图号>产品名称零件名称拖垃机连杆共21页第2页<车间工序号工序名称材料牌号金工…粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数—模锻件11设备名称设备型号设备编号"同时加工件数磨床M73501夹具编号。
夹具名称切削液I专用夹具工步号?工步内容工艺装备主轴转速切削速度进给量切削深度]进给次数r/min m/min mm/r;mm1以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100& 1…—机械加工工艺卡片产品型号零件图号"产品名称零件名称拖垃机连杆共21页(第3页车间工序号工序名称材料牌号金工"钻45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号¥设备编号同时加工件数摇臂钻床Z30801.夹具编号夹具名称切削液I专用夹具、工步号工步内容工艺装备主轴转速切削速度进给量>切削深度进给次数r/min m/min.mm/rmm1以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000' 1012250、13200> 1机械加工工艺卡片产品型号!零件图号产品名称零件名称拖垃机连杆)共21页第4页机械加工工艺卡片/产品型号零件图号产品名称零件名称)拖垃机连杆共21页第5页车间工序号工序名称材料牌号金工扩孔45#毛坯种类毛坯尺寸[每毛坯可制件数每件台数模锻件11|设备名称设备型号设备编号同时加工件数摇臂钻床Z3080"1夹具编号夹具名称切削液I专用夹具¥工步号工步内容工艺装备主轴转速?切削速度进给量切削深度进给次数《r/minm/min mm/r mm1以基面定位,以小头孔定位扩大头孔60滑柱钻模(4001/>|机械加工工艺卡片产品型号零件图号产品名称;零件名称拖垃机连杆共21页第6页车间工序号。
工序名称材料牌号金工铣45#)毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件1;1设备名称设备型号设备编号同时加工件数立式铣床】X62W1夹具编号夹具名称切削液:I专用夹具工步号工步内容·工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1)铣开连杆锯片铣刀7501 %})·|机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第7页车间)工序号工序名称材料牌号金工铣结合面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件]11设备名称设备型号设备编号同时加工件数(卧式铣床X62W1夹具编号夹具名称切削液I专用夹具工步号工步内容$工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm< 1以基面和一侧面(指99±)定位装夹工件,铣连杆体结合面,保直径方向测量深度硬质合金端铣刀75011:~ 【机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第8页¥车间工序号工序名称材料牌号金工磨\45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件{ 11设备名称设备型号设备编号同时加工件数磨床M73501夹具编号夹具名称[切削液I专用夹具工步号—工步内容工艺装备主轴转速切削速度进给量切削深度)进给次数r/min m/min mm/r mm1硬质合金端铣刀砂轮100-1:?(机械加工工艺卡片产品型号零件图号>产品名称零件名称拖垃机连杆共21页第9页(车间工序号工序名称材料牌号金工,铣斜槽45#毛坯种类毛坯尺寸每毛坯可制件数每件台数—模锻件11设备名称设备型号设备编号。
同时加工件数卧式铣床X62W1夹具编号-夹具名称切削液I专用夹具工步号》工步内容工艺装备主轴转速切削速度进给量切削深度|进给次数r/min m/min mm/r"mm1以基面及结合面定位装夹工件,铣连杆体、盖5×8mm斜槽专用铣刀100^ 21},机械加工工艺卡片产品型号】零件图号产品名称零件名称拖垃机连杆;共21页第10页车间工序号工序名称材料牌号金工铣45#毛坯种类毛坯尺寸;每毛坯可制件数每件台数模锻件11,设备名称设备型号设备编号同时加工件数卧立铣床X62W,1夹具编号夹具名称切削液I专用夹具【工步号工步内容工艺装备主轴转速、切削速度进给量切削深度进给次数。
r/minm/min mm/r mm1加工螺栓座面专用铣刀…75031:】机械加工工艺卡片-产品型号零件图号产品名称零件名称#拖垃机连杆共21页第11页车间工序号工序名称材料牌号金工钻45#毛坯种类毛坯尺寸《每毛坯可制件数每件台数模锻件11"设备名称设备型号设备编号同时加工件数立式钻床Z3025{1夹具编号夹具名称切削液I专用夹具~工步号工步内容工艺装备主轴转速,切削速度进给量切削深度进给次数·r/minm/min mm/r mm1加工螺栓孔麻花钻—100051【/}机械加工工艺卡片产品型号零件图号产品名称.零件名称拖垃机连杆共21页第12页车间工序号工序名称—材料牌号金工镗45#毛坯种类—毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T68;1夹具编号夹具名称切削液I~专用夹具工步号工步内容工艺装备,主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1粗镗大头孔#专用镗杆80031 (|>机械加工工艺卡片产品型号零件图号<产品名称零件名称拖垃机连杆共21页第13页车间工序号¥工序名称材料牌号金工铣45#《毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件1、1设备名称设备型号设备编号同时加工件数卧式铣床$X62W1夹具编号夹具名称切削液【I专用夹具工步号工步内容%工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1.大头两端倒角铣刀75031>~/机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第14页车间#工序号工序名称材料牌号金工精磨两端面45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件—11设备名称设备型号设备编号同时加工件数:平面磨床M71301夹具编号夹具名称切削液I专用夹具工步号工步内容{工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm>1精磨大小头两端面,保证尺寸精度38mm磁力吸盘;砂轮1001(.)(机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第15页,车间工序号工序名称材料牌号金工?磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数(模锻件11设备名称设备型号设备编号'同时加工件数平面磨床M71301夹具编号{夹具名称切削液I专用夹具工步号,工步内容工艺装备主轴转速切削速度进给量切削深度!进给次数r/min m/min mm/r|mm1精磨两端面磁力吸盘;砂轮100~ 1&、机械加工工艺卡片产品型号零件图号|产品名称零件名称拖拉机连杆共21页&第16页车间工序号工序名称材料牌号金工镗孔45#毛坯种类毛坯尺寸。
每毛坯可制件数每件台数模锻件11^设备名称设备型号设备编号同时加工件数立式镗床T2115,1夹具编号夹具名称切削液I专用夹具}工步号工步内容工艺装备主轴转速?切削速度进给量切削深度进给次数、r/minm/min mm/r mm1半精镗大头孔及精镗小头孔YT15<10011{$>机械加工工艺卡片产品型号零件图号产品名称。
零件名称拖拉机连杆共21页第17页车间工序号工序名称》材料牌号金工镗孔45#毛坯种类:毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T2115》1夹具编号夹具名称切削液I:专用夹具工步号工步内容工艺装备'主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1精镗大孔至尺寸!YT15100011~【|;机械加工工艺卡片产品型号零件图号】产品名称零件名称拖拉机连杆共21页第18页车间*工序号工序名称材料牌号金工钻小头油孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件{11设备名称设备型号设备编号同时加工件数:立式铣床Z30251夹具编号夹具名称切削液I专用夹具工步号工步内容,工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm!1钻连杆小头油Ф孔麻花钻100031@2钻连杆Ф10孔扩孔钻100021【#机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第19页·车间工序号工序名称材料牌号金工挤压,45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件/ 11设备名称设备型号设备编号同时加工件数卧式铣床1夹具编号夹具名称…切削液I专用夹具工步号,工步内容工艺装备主轴转速切削速度进给量切削深度*进给次数r/min m/min mm/r mm1挤压铜套孔机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第20页车间工序号工序名称材料牌号金工镗孔45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数立式镗床T21151夹具编号夹具名称切削液I专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1半精镗、精镗小头衬套孔专用镗杆10001机械加工工艺卡片产品型号零件图号产品名称零件名称拖拉机连杆共21页第21页车间工序号工序名称材料牌号金工45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件11设备名称设备型号设备编号同时加工件数研磨机床1夹具编号夹具名称切削液I专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1研磨大头孔内径千分尺10001。