如何使用无铅助焊剂
不锈钢无铅锡焊助焊剂

不锈钢无铅锡焊助焊剂/无铅助焊剂锡条:无铅助焊剂型号:BXG-101品牌:辛达焊宝成份:复配活性剂熔点:0℃适用范围:适用于不锈钢产品的无铅和有铅锡焊焊点色度:光亮饱满清洗角度:水洗信息标题:不锈钢助焊剂/无铅助焊剂一、不锈钢无铅锡焊助焊剂的特点本产品在国内外助焊剂最新技术基础上,结合目前不锈钢无铅锡焊的工艺特点而开发的专用助焊剂,该助焊剂对不锈钢具有极佳的润湿铺展能力,其铺展性能和焊点质量丝毫不逊色于锡铅钎料的钎焊,具有快速清除不锈钢金属氧化层,上锡速度快且均匀,焊点饱满、光亮、牢固等优势。
二、物理性能物理状态液体状外观无色透明气味无味比重 1.06-1.1g/ml沸点103-110℃PH值0.8-2扩展率≥89%可燃性不燃水溶性溶于水溶剂溶性溶于酒精、异丙醇、丙酮三、不锈钢无铅锡焊助焊剂的适用范围该助焊剂产品不仅适用于不锈钢、铁、镍、铜等多种金属的无铅锡焊,在不锈钢的锡铅钎料钎焊上也具有极佳的润湿铺展性能,可以获得高可靠性的焊点。
应用于钟表仪器、精密部件、医疗器械、不锈钢工艺品、不锈钢餐具及各类PCB板的钎焊。
钎焊温度范围:250℃-380℃四、规格及包装1Kg/瓶,25Kg/桶五、不锈钢无铅锡焊助焊剂的使用方法焊件用酒精棉擦拭去油、去污,然后将本焊剂滴于或涂于待焊面上,即可焊接。
六、不锈钢无铅锡焊助焊剂的化学反应特性稳定性稳定(-5℃—60℃)应避免之状况严禁阳光直射或高热,避免接触水汽或酸碱及静电、明火、火花等引火源要避免的物料未知分解产物如果遵照规定要求使用和储存则不会分解有害之聚合物不会发生七、不锈钢无铅锡焊助焊剂使用时的注意事项a)本焊剂焊后残留物对金属具有一定的腐蚀性,上锡后应立即用水清洗干净,或用湿布抹干净。
b)本品呈酸性,请勿入眼、入口,接触皮肤后请用清水冲洗。
c)本助焊剂产品对金属具有腐蚀性。
d)助焊剂应密闭容器存储于阴凉、干燥、通风良好的地方。
e)操作使用时,请戴安全眼镜、口罩、橡胶手套等防护用品,避免直接接触助焊剂。
05 无铅对助焊剂的要求(2课时)

3.3 助焊剂的成分
5.添加剂:添加剂是为了适应工艺和环境而 加入的具有特殊物理化学性能的物质。常用 添加剂有PH调节剂、消光剂、缓蚀剂、光亮 剂、阻燃剂和发泡剂。
4 助焊剂的分类
J-STD-004将助焊剂分为4类且每类细分成6个等级.
Categories 种类 Rosin (RO)松香型 Resin (RE)树脂型 Organic (OR)有机型 Inorganic (IN)无机型 助焊剂活性等级 L0 L1 M0 M1 H0 H1
7.2.4 助焊剂的活性温度要提高
有铅焊膏的熔点是183℃左右,其 中助焊剂发挥作用的温度在150-170℃。 无铅焊膏的熔点是217-220℃,其 中要求助焊剂能够经受200 ℃的考验
7.3 助焊剂不良导致的印刷失效
7.4 助焊剂不良导致的印刷失效
8 无铅焊剂必须专门配制
焊膏中的助焊剂是净化焊接表面、提高 润湿性、防止焊料氧化和确保焊膏质量及优 化工艺性的关键材料。高温下助焊剂对PCB的 焊盘、元器件端头和引脚表面的氧化层可起 到清洗作用,同时对金属表面产生活化作用。
9 无铅波峰焊使用的助焊剂
9.1 波峰焊系统原理
9.1 波峰焊系统原理
9.2 助焊剂涂抹方式
方式:
发泡 喷雾 波(不常见)
9.2 助焊剂涂抹方式-发泡
优点 • 低设备投资 • 板子浸润充分 • 适用的助焊剂范围广 缺点 • 助焊剂量大 • 比重控制难 • 污染 • 浪费多 • 脏
3.2 助焊剂的成分
3.扩散剂:扩散剂可以改善焊剂的流动性和 润湿性,其作用是降低焊剂的表面张力,并 引导焊料向四 周扩散,从面形成光滑的焊点, 还能促进毛细管作用而使助焊剂渗透至镀穿 孔里 4.溶剂:溶剂的作用是将松香,活化剂,扩 散剂等物质溶解,配制成液态焊剂,通常采 用乙醇、异丙醇等。
无铅自动波峰焊作业指导书01

无铅自动波峰焊作业指导书01
无铅自动波峰焊作业指导书01
一、引言
二、准备工作
1.确认焊接设备和工具的完好性。
2.准备所需焊接材料,如无铅焊锡丝、助焊剂等。
三、操作步骤
1.打开焊接设备电源,确认设备参数设置正确。
2.检查焊嘴温度,确保其达到工作温度。
3. 将待焊接的PCB(Printed Circuit Board,印刷电路板)放置在焊嘴下方的传送带上。
4.调整焊锡浸入深度,使其能够完全湿润焊垫而不超出焊垫边缘。
5.打开助焊剂喷雾器,并根据需要将适量助焊剂均匀喷洒在焊垫上。
6.将待焊接元件放置在PCB上,并确保其正确对位。
7.触摸开关或脚踏开关以开始焊接过程。
8.焊接完成后,确认焊接质量并进行可靠性测试。
9.将已焊接好的PCB从传送带上取下,并进行下一步工序。
四、操作注意事项
1.操作者应注意个人安全,佩戴防护手套和眼镜等个人防护用具。
2.注意焊接温度和时间的控制,避免焊接过热或不充分。
3.注意焊接位置的精确对位,避免焊接偏移或短接。
4.避免焊接过程中的振动或冲击,以免影响焊接质量。
5.定期检查和维护焊接设备,确保其正常工作。
五、作业记录
六、结束语。
助焊剂使用说明书
健康舆安全健康與安全資訊詳見物質安全資料表(MSDS)吸入焊接作業産生的溶劑和活性劑揮發物質會造成頭痛,眩暈,噁心。
工作區域應加裝合適的排風裝置來除去揮發物。
波峰焊設備出口處也需裝有排風裝置以徹底除去揮發物。
助焊劑使用過程中要注意穿合逋的工作服及防護具避免皮膚和眼睛接觸到助焊劑。
殘留物清除:JW-801系列長免清洗助焊劑,殘留物可安全的留在電路板上,如果需要清除,推薦使用JW-805 溶劑型清洗劑。
技術規格腐蝕性測試J-STD-004表面絕緣電阻(所有値以ohms計)JIS表面絕緣電阻(所有値以ohms計)BELLCORE表面絕緣電阻(所有值以ohms計)BELLCORE電遷移(所有値以ohms計)三、成份辨識資料四、危害辨識資料五、急救措施五、滅火措施六、泄漏處理方法個人應注意事項:處理泄漏時不得有任何火源,處理人貝須配戴充份的個人防護設備。
環境注意事項:不可大量泄漏至土壤、溝渠。
清理方法:若泄漏於空氣不流通之盛,首先須移開所有的火源.少量泄漏可用紙張或吸附物吸去泄漏液再移至通風處自然揮發。
大量泄漏須抽取至儲存桶,殘留部份以吸附物處理。
七、安全處置與儲存方法八、暴露預防措施九、物理及化學性質十、安全性及反應性十一、毒性資料十二、生態資料十三、廢棄處置方法廢棄處置方法:焚化或密封儲存,須按廢棄物處理法規處置。
十四、運送資料國際運送規定:(空白)聯合國編號:UN1219, isopropyl alcohol 國內運送規定:危險物品專用車運輪. 特殊運送方法及注意事項:(空白)十五、法規資料十六、其他資料。
无铅焊接的助焊剂和焊锡膏注意事项

无铅焊接的助焊剂和焊锡膏注意事项无铅焊接的助焊剂和焊锡膏注意事项使无铅焊接成为现实焊锡膏、波焊液体焊剂、焊剂凝胶和焊锡线中使用的无铅焊剂今天已经成为现实。
这些焊剂配系可以强化焊接工艺,其配方可提供出色的熔湿性能,并使无铅装配所需的化学热稳定性提高。
与锡铅合金一同使用的传统助焊剂对于防止无铅合金熔湿速度缓慢以及通常与无铅焊料伴随而来的较高温度则未必适用。
专门用于无铅焊接的焊剂配系需要采用新的活化剂套件以及具有热稳定性的凝胶和熔湿制剂,以免出现焊料缺陷。
由于许多无铅合金熔湿速度较慢并具有较高的表面张力,选择适合无铅焊接的正确焊剂可以防止焊料缺陷的增加,并能对保持生产产出起到很大的帮助。
下面将对因转而采用无铅装配时可能增多的一般缺陷进行详细说明。
通过选择正确的焊剂和工艺控制,这些缺陷都可以消除。
潜在的缺陷增长- 无铅表面安装装配桥接- 焊锡膏热塌陷性能差焊锡球- 焊锡膏塌陷特性差墓碑效应- 线路板上存在的热差不熔湿- 过度预热或助焊剂活性不足熔湿性能差- 焊剂活性差或过度预热焊锡孔隙- 热特性曲线过低,或焊剂化学属性不够焊锡结珠- 焊锡膏热塌陷性能差或过度预热潜在的缺陷增长- 无铅波焊桥接- 预热或焊锡接触时焊剂钝化冷凝垂柱- 焊剂活性过低或预热温度过高焊锡球- 预热不够或焊剂- 焊料掩模不相容孔隙填充不完全- 焊剂活性过低,固态物含量过低,或是预热温度过高或与熔融焊料接触时间过短对无铅焊剂的要求:低活化温度足够的保质期高活性等级高可靠性残留物呈良性,或如果焊锡膏是可水洗型,可以易于清除无铅焊剂的其他注意事项:焊锡膏是用于点胶还是用于印刷?请注意制造商对于不同的合金使用不同类型的活化剂应仔细选择焊剂,在活化温度和热特性曲线间做出平衡焊剂与选用的合金的相容性是怎样的?可靠性属性(SIR、电迁移、腐蚀)?无铅焊锡膏的注意事项选择时应考虑的重要属性:焊锡球形成测试活动熔湿测试,特定终饰和焊锡气体(空气或氮气)孔隙形成的可能程度,无铅合金更易于形成焊锡孔隙粘着寿命随时间的变化模板寿命和废弃时间冷塌陷热塌陷测试温度可达较高的180-185 C。
CX800T无铅助焊剂说明书
CX800T无铅免洗助焊剂
产品简介
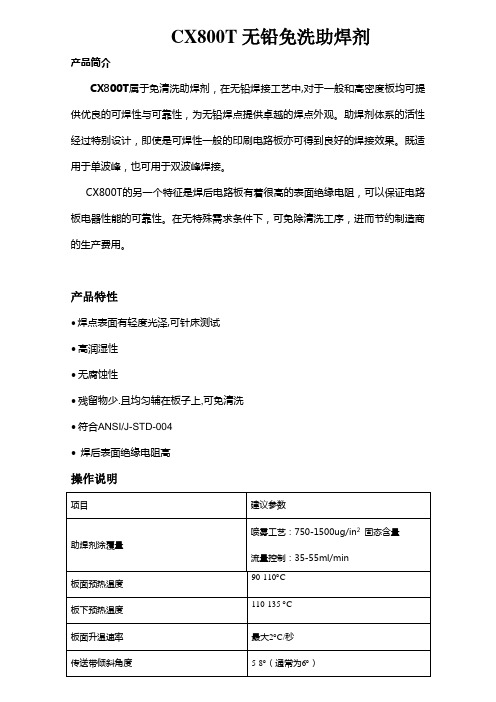
CX800T属于免清洗助焊剂,在无铅焊接工艺中,对于一般和高密度板均可提供优良的可焊性与可靠性,为无铅焊点提供卓越的焊点外观。
助焊剂体系的活性经过特别设计,即使是可焊性一般的印刷电路板亦可得到良好的焊接效果。
既适用于单波峰,也可用于双波峰焊接。
CX800T的另一个特征是焊后电路板有着很高的表面绝缘电阻,可以保证电路板电器性能的可靠性。
在无特殊需求条件下,可免除清洗工序,进而节约制造商的生产费用。
产品特性
∙ 焊点表面有轻度光泽,可针床测试
∙ 高润湿性
∙ 无腐蚀性
∙ 残留物少.且均匀辅在板子上,可免清洗
∙ 符合ANSI/J-STD-004
∙ 焊后表面绝缘电阻高
操作说明
物理性能
焊后清洗
• CX800T属于免清洗助焊剂。
一般应用时无需清洗焊后残留物。
•如需进行清洗,CX800T助焊剂焊后残留物可用长先公司的相对应清洗剂进行清洗。
存储
•CX800T属于易燃品,请远离火源或高热。
避免阳光直射。
助焊剂、无铅助焊剂、环保助焊剂成分分析及助焊剂原料以及用法
助焊剂、无铅助焊剂、环保助焊剂成分分析及助焊剂原料以及用法助焊剂、无铅助焊剂、环保助焊剂成分分析及助焊剂原料以及用法助焊剂通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。
焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度.它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的质量.(1)助焊剂成分近几十年来,在电子产品生产锡焊工艺过程中,一般多使用主要由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂.这类助焊剂虽然可焊性好,成本低,但焊后残留物高.其残留物含有卤素离子,会逐步引起电气绝缘性能下降和短路等问题,要解决这一问题,必须对电子印制板上的松香树脂系助焊剂残留物进行清洗.这样不但会增加生产成本,而且清洗松香树脂系助焊剂残留的清洗剂主要是氟氯化合物.这种化合物是大气臭氧层的损耗物质,属于禁用和被淘汰之列.目前仍有不少公司沿用的工艺是属于前述采用松香树指系助焊剂焊锡再用清洗剂清洗的工艺,效率较低而成本偏高免洗助焊剂主要原料为有机溶剂,松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂,助溶剂、成膜剂.简单地说是各种固体成分溶解在各种液体中形成均匀透明的混合溶液,其中各种成分所占比例各不相同,所起作用不同有机溶剂:酮类、醇类、酯类中的一种或几种混合物,常用的有乙醇、丙醇、丁醇;丙酮、甲苯异丁基甲酮;醋酸乙酯,醋酸丁酯等.作为液体成分,其主要作用是溶解助焊剂中的固体成分,使之形成均匀的溶液,便于待焊元件均匀涂布适量的助焊剂成分,同时它还可以清洗轻的脏物和金属表面的油污天然树脂及其衍生物或合成树脂表面活性剂:含卤素的表面活性剂活性强,助焊能力高,但因卤素离子很难清洗干净,离子残留度高,卤素元素(主要是氯化物)有强腐蚀性,故不适合用作免洗助焊剂的原料,不含卤素的表面活性剂,活性稍有弱,但离子残留少.表面活性剂主要是脂肪酸族或芳香族的非离子型表面活性剂,其主要功能是减小焊料与引线脚金属两者接触时产生的表面张力,增强表面润湿力,增强有机酸活化剂的渗透力,也可起发泡剂的作用有机酸活化剂:由有机酸二元酸或芳香酸中的一种或几种组成,如丁二酸,戊二酸,衣康酸,邻羟基苯甲酸,葵二酸,庚二酸、苹果酸、琥珀酸等.其主要功能是除去引线脚上的氧化物和熔融焊料表面的氧化物,是助焊剂的关键成分之一防腐蚀剂:减少树脂、活化剂等固体成分在高温分解后残留的物质助溶剂:阻止活化剂等固体成分从溶液中脱溶的趋势,避免活化剂不良的非均匀分布成膜剂:引线脚焊锡过程中,所涂复的助焊剂沉淀、结晶,形成一层均匀的膜,其高温分解后的残余物因有成膜剂的存在,可快速固化、硬化、减小粘性.(2)常用助焊剂的作用1)破坏金属氧化膜使焊锡表面清洁,有利于焊锡的浸润和焊点合金的生成。
助焊剂的使用方法

助焊剂的使用方法助焊剂是焊接过程中常用的辅助材料。
它可以提高焊接接头的质量,减少焊接缺陷,并加速焊接速度。
下面将介绍助焊剂的使用方法。
一、助焊剂的选择助焊剂的选择应根据焊接材料和焊接方法来确定。
一般来说,助焊剂分为无铅和含铅两种类型。
无铅助焊剂对环境友好,但焊接温度较高,容易产生气泡;含铅助焊剂焊接温度较低,易于使用,但对环境有害。
因此,选择助焊剂时要根据实际需要做出合理的选择。
二、助焊剂的准备使用助焊剂前,首先要准备好工作台面和工具。
工作台面应保持清洁,无杂质和灰尘。
焊接工具应保持干燥,以防止助焊剂受潮。
此外,还要备好纸巾、清洁剂等辅助材料,以便及时清洁焊接接头。
三、助焊剂的涂布1.涂布前,应先将焊接材料进行表面处理,去除油脂和氧化层。
可以用酒精或清洁剂进行清洗。
2.取适量助焊剂放于工作台面的一侧。
如果助焊剂是固体形式,可以用刮刀将其刮成粉末状。
3.用焊丝或刷子将助焊剂均匀地涂布在焊接接头的表面上。
涂布的方式要从上到下或从中心到四周进行,以保证助焊剂的覆盖范围均匀。
4.涂布后,用纸巾或清洁剂清洁焊丝或刷子,以防止助焊剂凝固。
四、焊接过程中的注意事项1.在焊接过程中,焊接接头与助焊剂的接触面应保持良好的接触,以确保助焊剂的作用。
2.焊接时要注意控制焊接温度,避免过高或过低的温度对助焊剂产生损害。
3.焊接后,要及时清洗助焊剂残留物。
使用清洁剂和纸巾擦拭焊接接头,并确保焊接接头表面没有助焊剂残留。
五、助焊剂的储存和保养1.助焊剂应存放在干燥、阴凉的地方。
避免受潮和阳光直射。
2.助焊剂在储存期间可能会结块或变质,使用前要进行检查。
如发现结块或变质,应及时更换新的助焊剂。
3.使用后,要将助焊剂密封好,以防止其与空气接触而变质。
助焊剂的使用方法可以帮助焊接工人提高焊接质量和效率,减少焊接缺陷的发生。
通过选择合适的助焊剂、正确的涂布方法和注意事项的遵守,可以更好地发挥助焊剂的作用,从而得到更优异的焊接结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何使用无铅助焊剂
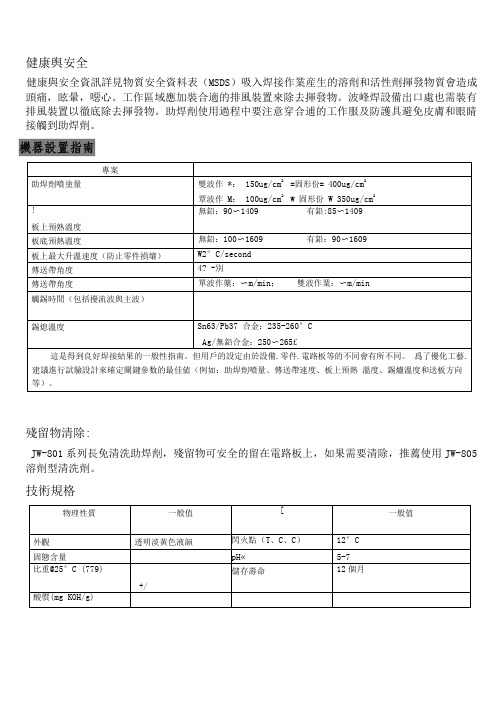
通常须设定较高比重作业情况有:①基板严重氧化时(此现象无法用肉眼客观辩认,须经实验室检测);②零件脚上端严重氧化时;③基板零件密度高时;④基板零件方向与焊锡方向不致时;⑤多层板⑥焊锡温度较低时;⑦有清洗工艺流程时。
日常作业中应每工作24小时,慎重检测其比重。
有超过设定标准时马上添加稀释剂,恢复设定之标准比重。
反之,有低于设定标准时应马上添加助焊剂原液恢复原设定之比重标准。
并做记录备查。
HB-LF-906、HB-LF-908、HB-LF-903 适合喷雾,发泡或沾浸作业,作业比重应随基板或零件脚氧化程度决定,比重一般为0.810~0.830(20℃)均可,助焊剂比重随温度变化而变化,温度每升高一度,助焊剂比重下降0.001,实际操作可按作业现场温度适当增减,确保作业条件一致。
在焊锡作业时,波峰焊必须有一个平稳的波峰面,焊点才能得到良好的消光效果,如手浸焊,消光性就特别好,而过两个波峰者,消光性就会受到很大影响。
可适合焊锡高速或低速作业,但须先检测锡液与基板条件再决定作业速度,建议作业速度最好成绩维持3-5秒,此为发挥焊锡条件之最佳速度,若超过6秒而无法焊接良好时,可能其它基材或作业需要调整,最好成绩录求相关厂商予以协商解决。
焊锡机上预热设备应保持让基板焊锡面有80-120°方能发挥基最佳效力。
可用于长脚二次作业,第一次焊锡时应尽量采取低比重作业,以免因二次高温而伤害基板与零件并造成焊点氧化。
采用发泡方式时请定期检修空压机之气压,最好能备置二通以上之滤水机,以防止水气进入助焊剂内影响助焊剂之结构及性能。
发泡时泡沫颗粒愈绵愈好,应随时注意发泡颗粒是否大小均匀,反之,必有发泡管阻塞,漏气或故障,发泡高度原则上以不超过基板零件面为最合适高度。
发泡槽内之助焊剂不使用时,应随即加盖防挥发与水气污染或放至一干净容器内,未过基板焊锡时勿让助焊剂发泡,以减低各类污染。
助焊剂应于使用50小时后立即全部泄下更换新液,以防污染老化衰退,影响作业效果与品质。
作业过程中,应防止裸板与零件脚被汗渍、手渍、油脂或其它材料污染。
焊接完毕基板未完全干固前,请保持干净勿用手污染。