模 具 成 本 分 析 表
模具报价成本分析表

模具报价成本分析表
一、模具设计成本分析
1、设计费用
(1)初步设计费用:包括机械设计、流体设计(液压设计与气动设计)、电气设计、控制设计和热力设计等等;
(2)样机设计费用:此费用分成两部分,一部分是完成模具设计的部分,另一部分是制作模具的部分,主要是根据客户提供的模具设计图纸进行各种测试和修改;
(3)总装设计费用:此费用主要是完成所有模具部件的拼装和最终的模具试制工作,包括总装图纸绘制、最终模具的拼装工作以及样件测试等;
(4)定型设计费用:此费用包括模具定型以及模具尺寸、尺度等的细节调整。
2、制造费用
(1)模具材料成本:此费用主要包括模具的原材料、配件材料、仪器和设备等等;
(2)模具加工费用:此费用主要包括磨床、车床、刨削、铣床、锯床及其他模具加工设备,以及钳工、抛光、热处理等等;
(3)模具装配费用:此费用主要是把模具的各个部件装配成一个模具,以及模具装配时需要的工具、设备及配件等;
(4)模具检测费用:此费用主要是检测模具的精度、尺寸、尺度等,以及模具在使用过程中需要的技术性检测和模具试。
五金模具成本分析表
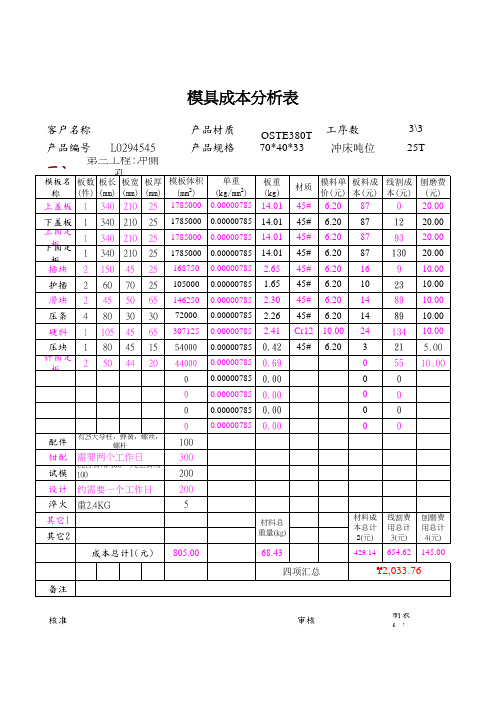
89 10.00
硬料 1 105 45 65 307125 0.00000785 2.41 Cr12 10.00 24 134 10.00
压块 1 80 45 15 54000 0.00000785 0.42 45# 6.20 3
针固定 板
2
50
44
20
44000 0.00000785 0.69
0
0 0.00000785 0.00
0
21 5.00 55 10.00 0
0 0.00000785 0.00
0
0
0 0.00000785 0.00
0
0
0 0.00000785 0.00
配件
有25大导柱,弹簧,螺丝, 螺杆
100
钳配 需要两个工作日
300
机台费用 100,人工费用
试模 100
200
0
0
设计 约需要一个工作日
200
淬火 重2.4KG 其它1 其它2
1785000 0.00000785 14.01 1785000 0.00000785 14.01
45# 45#
6.20 6.20
87 87
插块 2 150 45 25 168750 0.00000785 2.65 45# 6.20 16
12 20.00 93 20.00 130 20.00 9 10.00
冲侧孔材质模料单板料成线割成价元本元本元单重板数板长板宽板厚模板体积22件mmmmmmmmkgmm上盖板1340210251785000000000785140114011401140126516523022624104206900000000000045454545454545454562062062062062062062062062087878787161014142430000001293130923898913421550000下盖板1340340340150604580105805021021021045705030454544252525252565306515201785000178500017850001687501050001462507200030712554000440000000000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785上固定板1下固定板1插块护插滑块压条硬料压块222411cr121000针固定板2配件钳配试模设计淬火其它1其它2有25大导柱弹簧螺丝螺杆1003002005材?总重?kg材料成本线割费用总计总计2元3元42914需要两个工作日约需要一个工作日重24kg机台费用100人工费用100200成本总计1元805006843四项汇总65462203376备注核准审核制表人
模具设计评审表-(样表)
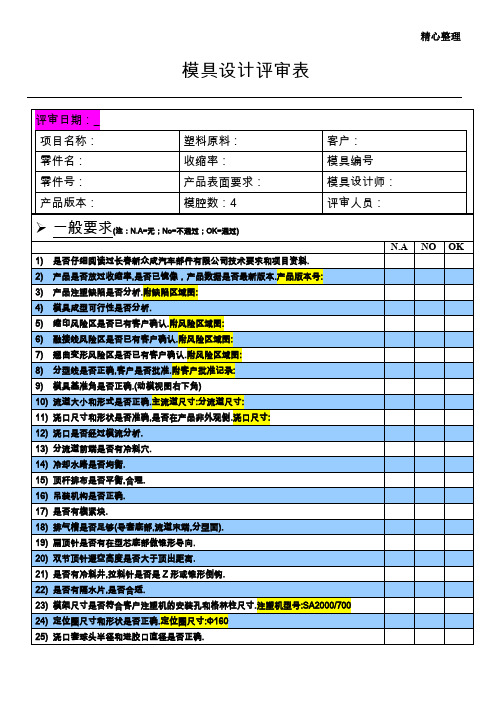
30)顶针板强度是否足够,螺丝是否足够.顶针板长X宽X厚:
31)模架底板和顶针板之间是否有收紧螺丝孔.
32)导柱导套型号和长度是否正确.
33)顶针板导柱导套型号和长度是否正确
34)支撑柱数量/直径是否足够.
35)垃圾钉数量是否足够,排布是否平衡,是否与顶针螺丝干涉.
5)斜导柱尺寸是否正确.
6)导滑块尺寸是否正确.
7)背部和底部耐磨片尺寸是否正确.
8)斜导柱角度是否小压紧面2度
9)滑块限位形式是否正确
10)大滑块是否有中心导滑块.
11)模架导柱有效长度是否比斜导柱长.
12)滑块是否有冷却水路.
13)滑向铜套,尺寸是否正确.(长斜顶需用上下两个铜套)
17)扁顶针是否在型芯底部做锥形导向.
18)多腔模具是否布局合理.
19)圆顶杆有斜面/曲面时是否已做止转定位.
20)若有滑块时,滑块进入定模部分是否有做穿插斜度或避空.
21)顶针板上的顶针避空孔是否比顶针直径大单边0.25mm.
22)有楔紧块时,镶块在模板(A,B板)上是否避空.
23)型芯侧是否有零件号、版本号、日期章等标志.
16)斜顶滑槽靴是否标准件,尺寸是否合适.
17)斜顶是否有冷却.
18)滑块是否有顶针装置.
19)斜顶是否有顶针装置.
20)斜顶角度是否小于15度
21)斜顶行程是否足够.
热流道
1)热流道是否名辰认可品牌.热流道品牌:
2)热流道型号是否符合<模具技术要求>.热流道型号:
3)热电偶是否符合<模具技术要求>(J型).
22)是否有隔水片,是否合适.
23)模架尺寸是否符合客户注塑机的安装孔和格林柱尺寸.注塑机型号:SA2000/700
冲压模具成本分析表
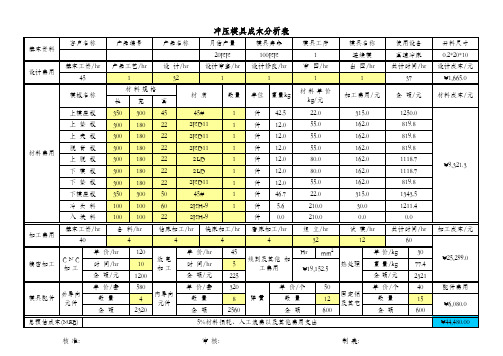
加工成本/元 ¥25,299.0 配件费用 ¥6,080.0 ¥44,480.00
核 准:
审 核:
制 表:
300 180 22
SKD11
1
件 12.0
55.0
材料费用
上脱板
300 180 22
SLD
1
件 12.0
80.0
162.0 162.0
819.8 1118.7
下模板
300 180 22
SLD
1
件 12.0
80.0
162.0
1118.7
下垫板
300 180 22
SKD11
1
件 12.0
55.0
162.0
金 额/元 2321
单 价/套
580
单 价/套
320
单 价/个
50
单 价/个
40
模具配件
外导向 元件
数量
4
内导向 元件
数量
8 弹簧
数量
12
固定销 及其它
数量
15
金额
2320
金额
2560
金额
600
金额
600
总预估成本(MRB)
5%材料损耗、人工浪费以及其他费用支出
开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
材质
数量
单位 重量kg
材料单价 kg/元
加工费用/元
金 额/元
上模座板
350 300 45
45#
1
件 42.5
22.0
315.0
1250.0
上垫板
300 180 22
模具成本分析表

核 准:
審 核:
制 表:
單 價/kg 熱處理 重 量/kg 金 額/元 單 價/個 數 量/大 小 金 額
外導向 模具配件 元件 總預估成本(RMB)
280
單 價/個 彈簧 數 量/大 小 金 額
40
固定銷 及其它
配件費用
5%材料損耗、人工浪費以及其他費用支出
說明:1)此份表單為模具實際成本預估,作為給客戶正式報價參考用。2)根據客戶類型的不同,請業務部門根據此表單自行確定利潤比例。
320 25
连续模成本分析表
產品編號 產品工藝/hr 材料規格 長 寬 高 產品名稱 設 計/hr 模具寿命(万) 設計審查/hr 工位站数 設計修改/hr 用料规格 審 圖/hr 材料單價 kg/元 料 厚 出 圖/hr
ห้องสมุดไป่ตู้
制表日期: 料 宽 共計時間/hr 步 距 設計成本/元
材 質
數量
單位 件 件 件 件 件 件 件 件 件 件
重量kg
加工費用/元
金 額/元
材料成本/元
¥0
備 料/hr
鑽床加工/hr
銑床加工/hr
20
磨床加工/hr
組 立/hr Hr
mm2
試 模/hr
共計時間/hr
30 0.0 0 20
加工成本/元
精密加工
放 電加 工 內導向 元件
單 價/hr 時 間/hr 金 額/元 單 價/套 數 量/大 小 金 額
線割及其他 加工費用
币种:人民币 基本資料 設計費用 客戶名稱 基本工資/hr 45 模板名稱 上模座板 上 墊 板 上 夾 板 材料費用 脫 背 板 上 脫 板 下 模 板 下 墊 板 下模座板 沖 頭 料 入 塊 料 加工費用 基本工資/hr 40 CNC 加工 單 價/hr 時 間/hr 金 額/元 單 價/套 數 量/大 小 金 額
模具制造成本分析表.样本
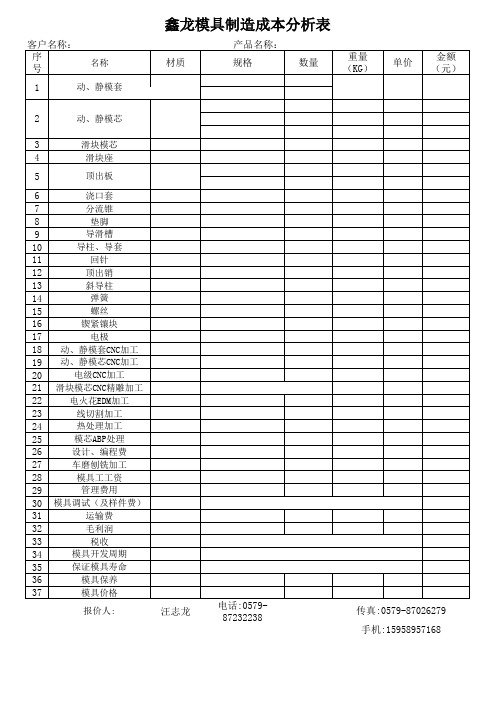
客户名称: 序 号 1 产品名称:
名称
材质
规格
数量
重量 (KG)
单价
金额 (元)
动、静模套
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
序号名称材质规格数量重量kg单价金额元3滑块模芯滑块座46浇口套分流锥垫脚导滑槽导柱导套回针顶出销斜导柱弹簧螺丝锲紧镶块电极动静模套cnc加工动静模芯cnc加工电级cnc加工滑块模芯cnc精雕加工电火花edm加工线切割加工热处理加工模芯abp处理设计编程费车磨刨铣加工模具工工资管理费用模具调试及样件费运输费毛利润税收模具开发周期保证模具寿命模具保养模具价格报价人
动、静模芯
滑块模芯 滑块座 顶出板 浇口套 分流锥 垫脚 导滑槽 导柱、导套 回针 顶出销 斜导柱 弹簧 螺丝 锲紧镶块 电极 动、静模套CNC加工 动、静模芯CNC加工 电级CNC加工 滑块模芯CNC精雕加工 电火花EDM加工 线切割加工 热处理加工 模芯ABP处理 设计、编程费 车磨刨铣加工 模具工工资 管理费用 模具调试(及样件费) 运输费 毛利润 税收 模具开发周期 保证模具寿命 模具保养 模具价格 2238
传真:0579-87026279 手机:15958957168
模具结构分析

注射模结构及其工作原理分析一、典型模具结构二、注射模工作过程图解方法步骤双板模工作原理分析(1) 标示分模面位置 (2) 简述动、定模组成 动模组成:1~6,12,13 定模组成:7 ~11(3) 简述模具工作运动及制品脱卸过程合模成型:注射成型时,注射机合模系统带动动模前行,在导柱6的导向作用下与定模靠合并形成闭合模腔。
然后注射机通过喷嘴把塑料熔体注射进入模腔经保压补缩合冷却定形后固化为塑料制品,并收缩包覆在凸模上。
开模脱卸制品:熔体在模腔中固化为塑料制品后,注射机合模系统带动动模回程,模具从I -I 分模面开启,当动模回程运动一定距离后,注射机合模系统中的推顶装置与动模内顶杆底板3接触,即推顶装置约束模内顶杆停止运动,从而使顶杆12对制品产生顶出力,把制品从其收缩包覆的凸模上脱取下来,然后动模回复到初始位置,准备下一次注射动作。
——分析要点掌握——标识分型面位置;辨识动、定模的零件组成,即根据图示找出分属两者的零件序号和名称;分析成型时的合模过程,成型后的开模过程和制品的脱模过程。
三、分析示例单腔双板模工作原理分析动画1.1单腔点浇口三板式注射模结构及工作原理(川大教材图3-1-2 )定模:2—凹模 3—定位环 4、5—主流道衬套 6—定模底板 7—凹模垫板 8—定模导柱(限位拉杆) 9—导套 10—定模板(凹模固定板) 21—导套动模:1—凸模 11—动模板 12—复位杆 13—支承块 14—动模底板 15—支承销 16—顶杆固定板 17—顶杆底板 18、19—顶杆 20—导柱多腔三板模工作原理分析例1 单分模面侧抽芯注射模(双板模)(1)标识分型面位置分型面如图示I-I所示。
(2)简述动、定模的零件组成,即根据图示找出分属两者的零件序号和名称定模组成:斜导柱7 、压紧块8 、定位环9、定模座10 、主流道衬套11。
动模组成:动模座1 、支撑块2 、支撑板3、凸模固定板4 、凸模5 、侧向型芯滑块6、凹模型腔12 、导柱13、拉料杆14 、顶杆15 、顶杆固定板16、顶杆底板17。
模具检测报告(一)
模具检测报告(一)引言概述:模具检测报告(一)是基于对特定模具进行的全面检测,旨在确保模具的质量和性能达到标准要求。
本报告将从五个方面对模具进行评估和分析,包括外观检查、尺寸测量、材料成分分析、装配和功能测试以及模具的使用寿命预测。
通过这些检测和评估,可以提供关于模具质量和性能的详细信息,为改进和优化模具生产提供支持。
正文:1. 外观检查:1.1 检查模具表面是否有划痕、氧化和变形等问题。
1.2 观察模具的结构是否完整,是否有裂纹和变形现象。
1.3 检查模具表面是否有油渍和污垢等杂质,以及是否有破损或缺失的零部件。
1.4 检查模具的颜色和质感是否均匀,是否符合设计要求。
1.5 检查模具的标识和标志是否清晰可见。
2. 尺寸测量:2.1 使用高精度测量工具对模具的各个尺寸进行测量。
2.2 检查模具的尺寸是否符合设计要求和规格标准。
2.3 检查模具的各个零部件之间的尺寸配合是否良好。
2.4 检测模具的尺寸稳定性和重复性,判断尺寸变化是否达到可接受范围。
2.5 对模具的尺寸测量结果进行记录和分析,以便后续的数据比对和评估。
3. 材料成分分析:3.1 采用化学分析方法对模具材料进行成分分析。
3.2 确定模具材料的化学成分是否符合设计要求和标准规范。
3.3 检查模具材料的硬度和强度是否达到要求。
3.4 检测模具材料的抗腐蚀能力和磨损性能。
3.5 对模具材料的成分分析结果进行总结和评估,提供改进建议。
4. 装配和功能测试:4.1 检查模具的各个零部件之间的装配方式和精度。
4.2 进行模具的开合测试和模具功能的全面测试。
4.3 检测模具的工作稳定性和精度,验证模具的使用效果。
4.4 对模具的装配和功能测试结果进行记录和分析,提供关键问题的解决方案。
4.5 提供模具改善和优化措施,改进模具的装配和功能性能。
5. 模具使用寿命预测:5.1 基于对模具的外观检查、尺寸测量、材料成分分析、装配和功能测试等数据,预测模具的使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
產品名稱:_______________________產品材料:_______________________1模:__________穴
材料及工件費用:(A部分)
材料/工具名稱
材料
規格
單位
數量
單價
金額
備註
模胚規格
鋼料
銅料
其他材料
小計:
材料及工件費用:(A部分)核准:審核:
加攻項目
數量
單位
單價
金額
參考資料
外加工
熱處理
真空淬火:20元/㎏,氮化:18元/㎏,
滲氮:18元/㎏
線切割
慢走絲0.03元/㎜²
快走絲0.005元/㎜²
特殊鑲件價格另議
電鍍
10㎜以下則20至30元/穴,30至40㎜則30至40元/穴,40至50㎜則40至50元/穴。
小計:
材料全到預計正常開模時間
開模技術難度:□一般□中級□高級
合計開模費用(A+B部分)
開模報價費用
說明: 1.此表由模具部預估填寫,轉成本分析人。
2.成本分析人填寫好開模報價費用,再轉總經理批示。
審核:成本分析:部門主管:填表日期:
刻字
普通字體3.0元/字(手工雕刻)
難度較大的字體另行議價(電腦雕刻)
曬紋
20-25元/穴(視穴大小而議價)
噴砂
20-35元/穴(視穴大小而議價)
內加工
車床
15元/小時
制模
15元/小時
電火花
10元/小時
省模
5元/小時
CNC加工
40-60元/小時(分為粗工與精修再議單價)小CNC機40元/小時;大CNC60元/小時