炉膛负压控制
乙烯装置中裂解炉工艺控制方案分析
乙烯装置中裂解炉工艺控制方案分析摘要:乙烯装置所生产出来的产品主要有乙烯和丙烯两种物质,而在乙烯装置中最为重要的设备就是裂解炉,该设备直接影响到乙烯产品的生产能力和装置的稳定性。
通过裂解炉工艺控制可以确保乙烯收率,但由于其下游装置对乙烯和丙烯有着不同的需求量,所以,这就需要对乙烯、丙烯在一定范围内实施有效调节,不断提升乙烯装置的收率,促进产品生产和企业效益的提高。
本文从多个角度对乙烯裂解炉工艺控制方案展开了详细、认真的剖析与探讨,以供参考。
关键词:裂解炉;控制方案;出口温度;COT;装置当前国内乙烯装置数量不断增多,使得乙烯产能得到了大幅提升,而裂解炉作为其中一项重要设备,发挥着关键的作用,其主要是对不同原料进行加热气化获得裂解气,随后采取精馏、加氢等措施来为下游设备提供原料。
由此可知,想要切实有效提升乙烯生产效率与质量,则需要工作人员能够科学制定乙烯裂解炉工艺控制方案,确保其运用的稳定与高效。
一、乙烯裂解炉工艺控制方案分析(一)原料流量与COT工艺控制(1)原料流量控制从乙烯裂解炉工艺设计上来看,其稳定操作时原料总流量是保持不变的,其变化主要在各组原料流量的不均匀性上有所体现。
如果各组原料流量波动偏差较大,那么它们之间的裂解炉COT差值也会加大,然而C0T值不同对裂解反应的深度也有着不同的影响,并最终会对裂解产品收率造成影响。
在裂解炉工艺控制方案中设置原料控制主要是为了有效解决各组炉管间C0T温差过大的情况,具体措施有两种:1)在设计时需确保进料对称,也就是说需要以裂解炉规模和有关控制要求为依据对原料进料系统进行科学设置。
2)将问题控制方案融入到原料控制方案中,换句话说就是设置总流量调节器,通过对各组运管进料调节器设定点进行调整,以实现对总进料流量进行控制。
其主要是为了确保当原料总量需求发生改变的时候可以通过控制系统并结合实际操作情况对各组裂解炉的流量进行配置,从而有效降低总流量变化对C0T所造成的影响。
燃料与炉膛负压控制
课程实验总结报告实验名称:炉膛负压与氧量校正控制课程名称:专业综合实践:大型火电机组热控系统设计及实现(3)1 引言 (2)1.1 炉膛负压概述 (2)2 控制逻辑 (2)2.1 炉膛压力控制 (2)2.1.1 相关图纸 (2)2.1.2 控制原理 (2)2.1.3 控制逻辑 (3)2.2 氧量校正 (3)2.2.1 相关图纸 (3)2.2.2 控制原理 (3)2.2.3 控制结构 (4)2.2.4 氧量校正控制逻辑 (4)2.2.5 二次风控制逻辑 (5)3 被控对象特性 (6)3.1 静态特性 (6)3.2 动态特性 (8)3.2.1 炉膛压力 (8)3.2.2 含氧量 (8)4 PID整定 (9)4.1 炉膛负压控制器 (9)4.2 氧量校正 (11)5 总结 (12)1 引言1.1 炉膛负压概述炉膛压力是指送入炉膛内的空气、煤粉及烟气和引风机吸走的烟气量之间的平衡关系,即指炉膛顶部的烟气压力。
炉膛负压是反映燃烧工况稳定与否的重要参数,是运行中要控制和监视的重要参数之一。
炉内燃烧工况一旦发生变化,炉膛负压随即发生相应变化。
当锅炉的燃烧系统发生故障或异常时,最先将在炉膛负压上反映出来,而后才是火检、火焰等的变化,其次才是蒸汽参数的变化。
因此,监视和控制炉膛负压对于保证炉内燃烧工况的稳定、分析炉内燃烧工况、烟道运行工况、分析某些事故的原因均有极其重要的意义。
炉膛负压的大小受引风量、鼓风量与压力三者的影响。
锅炉正常运行时,炉膛通常保持负压 -40 ~ -60Pa 。
炉膛负压太小,炉膛向外喷火和外泄漏高炉煤气,危及设备与运行人员的安全。
负压太大,炉膛漏风量增加,排烟损失增加,引风机电耗增加。
2 控制逻辑2.1 炉膛压力控制2.1.1 相关图纸SPCS-3000 控制策略管理5号站132~133页。
2.1.2 控制原理炉膛压力调节系统通过调节两台引风机的静叶来调节炉膛压力。
当引风机入口静叶开度开大,引风作用加强,炉膛压力减小;开度减小,引风作用减弱,炉膛压力增大。
炉膛负压讲义
炉膛负压讲义当锅炉运行,机组负荷发生改变时,锅炉进入炉膛的总燃料量和一次风量、二次风量将相应发生改变,那么燃料在炉膛中燃烧产生的烟气也将随之改变。
为了保证锅炉炉膛内的正常负压,必须对引风量进行相应的调节。
因为当炉膛内负压过低,势必使炉膛、烟道系统的漏风量进一步加大,不仅燃烧损失增加,而且可能造成燃烧不稳、燃烧恶化而使锅炉灭火,还有可能引起过热器温度升高、增加受热面及引风机叶面的磨损;如果炉膛内负压过高,炉膛内的火焰和高温烟气就会向外喷泄,影响锅炉的安全运行。
所以锅炉炉膛负压调节系统就是维持炉膛压力在一定允许范围内,保证锅炉燃料能稳定燃烧。
定电公司的炉膛负压调节控制采用调整引风机入口动叶的位置,从而使引风量和送风量相适应,以维持炉膛负压等于设定值。
该机及炉膛负压控制系统为前馈一反馈调节系统,工作原理如图所示。
炉膛负压偏差信号的形成炉膛负压测量直径通过OM操作窗口,由运行人员设定。
炉膛负压测量值径由模块M2、M3、M4和M5组成的滤波后与炉膛负压给定值比较得到其偏差信号。
这里炉膛负压测量取三个测点,选中值作为实测值,如果一个信号故障,则取其它一值或平均值;若两个信号故障则取唯一的一个好信号;如三个信号故障则系统切手动。
1号炉是三个单独得高二值、三个单独得低二值压力开关,高低三值开关各一个,保护由压力开关3取2实现,2号炉由于压力开关不可靠等原因,目前由三个炉膛负压变送器判断高低值开关量3取2实现炉膛压力保护。
炉膛压力高二值2000Pa,高三值2500Pa,炉膛压力低二值-1500Pa,低三值-2000Pa,二值动作锅炉MFT,三值动作连跳引风机。
前馈信号为了在变负荷过程中,避免炉膛压力的大幅度波动,本系统引入了总风量信号的微分(M13模块)径大值和小值限幅后的前馈信号。
这样就可以在送风量信号变化时,及时调整引凤量,使炉膛压力不变或尽量少变。
当发生MFT (即主燃料跳闸)时,可通过对微分器M13的设定来取消总风量信号对控制回路的前馈调节作用。
防止锅炉超温超压及连续正压运行
防止锅炉超温超压措施1、锅炉启动过程中,投入烟温探针,严格控制炉膛出口烟温不超过750℃;2、锅炉启动时,在旁路系统投入前,可开启过热器排大气门进行升压,旁路系统投入后关闭排大气门,控制焚烧室烟气的温升速度为30℃~40℃/h,最高不超过50℃/h;3、汽机跳闸,旁路系统不能及时投入,应及时开启点火排空门,控制锅炉汽包不超压;4、锅炉水压试验时,应做好安全措施,派专人就地观察汽包压力并随时联系汇报负责控制升压的值班人员,发现就地压力与DCS监视压力不符应立即停止升压,查明原因消除后方可再升压,如压力失控应立即开启过热器疏水门或事故放水进行泄压;5、安全门整定试验,应制定专项安全技术措施,配备好通讯工具随时对照上下压力表指示准确,控制好升压速度,配合高、低旁调整压力,操作应谨慎,缓慢,防止汽压失控;6、锅炉正常运行中,应投入汽温自动,自动失灵,应及时切换为手动调整,并联系热工及时处理;7、锅炉安全门应良好备用,如安全门故障失灵不能正常启座,应按此安全门额定排汽量,降低锅炉最大运行负荷,停炉大小修后,应进行汽包及过热器安全门活动试验;8、加强调整推料器、炉排速度,精心调整燃烧,必要时可增减机组负荷进行配合调整,防止汽压、汽温大幅变化;9、在汽温调整中,应根据汽温变化趋势及工况变化及时调节减水量,严禁大开、大关减温水门,防止汽温大幅变化;10、锅炉运行中,应注意监视各受热面烟温不超规定值,检查两侧烟温偏差,偏差大时应及时调整燃烧,减小炉膛出口烟温差;11、机组甩负荷时,应根据甩负荷情况立即减弱燃烧,必要时联系汽机投入旁路系统,如锅炉压力超过安全门动作值而安全门不动作,且旁路系统不能投入时,应紧急停炉;12、按规定进行锅炉各部位振打清灰、脉冲吹灰,保持受热面清洁,避免受热面大面积积灰或结渣;13、发现受热面有泄漏时,应申请停炉,以免扩大事故;14、发现受热面即要超温超压时,应尽快采取措施,如采取措施无效时且保护拒动,应紧急停炉。
锅炉的负压控制措施
锅炉的负压燃烧控制措施一、锅炉正压燃烧产生的原因锅炉正压燃烧有多种原因造成,主要有以下几种情况:1、一次、引风机的风量配比调节不当,造成锅炉正压燃烧。
在燃烧过程中,若排烟量小于燃料产生的烟气量,势必引起炉内正压。
当热负荷增大时,应首先增大引风机的风量,即开大调风门(或增加引风机频率),然后再适当增加给料量和一次风量;反之当负荷减少时,应先减少给料量和一次风量,然后再减少引风量。
2、烟道堵塞。
烟道堵塞一般是由于烟道内的积灰或耐火材料脱落造成的。
3、锅炉漏风。
锅炉漏风主要是指锅炉后部的一些观察门、清灰门、烟道、除尘器。
引风机等腐蚀磨损穿孔损坏造成大量冷空气的进入,使引风机超负荷而正压燃烧,引风机风量、风压不足。
由引风机风量、风压不足造成锅炉的正压燃烧有两种情况,一种是由于对锅炉除尘的差压增大时烟气的阻力增大造成风压不足;另一种是由于引风机多年的使用造成引风机的叶片腐蚀磨损,使引风机风量、风压降低。
4、受热面吹灰。
5、如遇不明原因炉膛突然产生正压,应先检查水冷壁、省煤器受热面是否破损,防止事态扩大。
二、锅炉正压燃烧对锅炉造成的危害主要表现在如下几个方面1、诱发事故,降低锅炉热效率。
锅炉正压燃烧,炉膛内高温烟气就会沿炉墙进入锅的保温层将保温层烧坏,从而使锅炉下降管等不可受热的承压部件受热,破坏了锅炉的水循环,诱发锅炉水冷壁爆管等事故的发生。
2、破坏垃圾锅炉的正常燃烧。
锅炉正压燃烧,就会使高温烟气沿炉排前行,使着火点前移进而引燃垃圾溜槽中的垃圾,甚至造成垃圾溜槽烧坏变形。
3、操作环境恶化。
锅炉正压燃烧,就会使高温烟气从观火门、观察门等缝隙中钻出进入锅炉房,使操作人员受到烟气中的尘、毒、高温的侵害,恶化了操作坏境。
4、浪费电能。
由于锅炉的漏风使大量的冷空气混入烟气中,增加了烟气量,降低了烟气温度。
造成引风机超负荷,严重时会因此而烧毁引风电机。
因而造成用电量的增加,使电能浪费。
三、根据本厂实际情况制定以下措施控制锅炉负压:1、炉膛设定负压最低为-30pa。
脱硫增压风机与炉膛负压控制不匹配故障分析
S篇电力安全技术第10卷(2008年第9期)脱t il—lt l l:l l压风机与炉膛负压控制不匹配故障分析靖长财(北京国华电力技术研究中心有限公司,河北三河065201)新投产机组都安装有脱硫系统,脱硫系统必须与锅炉烟气系统协调配合,其投运对防止发生锅炉灭火故障提出了新的要求。
通过对某典型故障的分析,找出原因并进行了相应的改进。
实际试验表明,改进达到了预期的效果。
l事故经过2006-03—05,某发电厂2号机组负荷为295M w,2A,2B,2D,2E磨煤机运行,2C磨煤机检修,脱硫系统投运,协调控制投入。
2B引风机因油压低跳闸,联跳对应的2B送风机;运行的2A引风机开度达100%;脱硫增压风机调节导叶关小,但幅度仅为10%左右;延时10S,R B动作,相继切除2D,2E 磨煤机,并投入2A,2B磨油枪;在上述过程中,炉膛压力一直走低,最终未能避免锅炉炉膛压力低保护动作引起M FT动作,2号机组解列。
2事故原因3改进措施机组基建调试时的R B试验是在脱硫系统还未投运的情况下进行的。
为保证在脱硫系统投入的情况下,当机组发生风机R B时,不发生因炉膛压力异常引起的M FT动作,对控制逻辑做如下改进:(1)发生风机R B时,立即快开脱硫烟气旁路档板,起到烟气再循环作用,使增压风机进口处的压力不发生大的变化,(2)立即关/b(3S指令超前状态)脱硫增压风机进口导叶开度至原来开度的60%,3S后脱硫增压风机进口导叶保持自动状态参与调节;(3)D C S系统信号由送、引风机和一次风机R B 及引风机跳闸合成后送入脱硫系统,以快开脱硫烟气旁路档板及超前关增压风机导叶。
一台引风机跳闸后,对另一台引风机的叠加信号加以限制,即引风机的主控输出在发生送、引风机R B时设50%的限值,消除运行引风机指令的饱和延迟时间,使引风机的动叶能够及时调节炉膛负当l台引风机跳闸时,减少了增压风机进口流压。
发生送、引风机R B时,由原来跳2台磨煤机量的供给,使其进口的压力值下降,进而影响炉膛改为跳1台。
炉膛负压控制逻辑与B引风机跳闸原因分析
控制方式
炉膛压力控制是用调节两台引风机 的导叶开度.来满足炉膛压力略低于外
正常情况下 .炉膛压力按传统的前 馈一反馈控制方案进行控制。 根据炉膛压力测量值和炉膛压力设 定值的偏差.调节器给 出两台引风机导 叶的公共控制指令 . 被调量为 炉膛压力.调节变量为引风机 导叶开度 . 炉膛负压调节器起 校正作用. 在手动方式下. 运行 人员在引风机 M A站上可手动 / 改变两台引风机导叶的开度 . 炉膛压力调节器则跟踪两台引 风机导Dt 令之和的平均值 。 tl
当一台引风机 M A操作站先投 自 /
动 .则炉膛 负压调节器就 处于 自动方
度信号变坏点或超量程。
由于三期六大风机选用的执行机构
都是带断信号保位功能的进1 SP S 3 I 5 O
执行机构 .从自动调节的角度出发 ,开
式 ,这时偏置值跟踪 ,自动调整调节器
的输出与另一台还处于手动方式的引风
机未运行 ,允许开所有引风机导叶 .当
炉膛压力不是太高时 ,如果所有引风机
度信号变坏 ,不会使挡板动作 .而是保
持原位:从保护的角度出发 ,由于易损 部件碳膜 电位器暂时性的故障跳风机 , 损失代价太大。
机输出之间的偏差 .保证另一台引风机
投 自动时能实现无扰切换。
未运行 ,延时 6 ,允许开所有送风机 0 S
、
炉膛负压控制除设计有完善的调节控制 系统外 .还加入了一些安全保护措施。
菏泽电厂 …期工程I ,控制系统硬 AS 件设备先进 .软件功能丰富.在锅炉炉 膛压力控制的设计 中,与常规的前馈一
反馈控制方案相比,增加了一些防止锅 炉内爆发生的防范措施。
二次 风外 ,还包括燃烧 时产 生的
炉膛负压
炉膛负压是反映燃烧工况稳定与否的重要参数,波动大小说明燃烧稳定程度。
炉膛负压是反映燃烧工况稳定与否的重要参数,是运行中要控制和监视的重要参数之一。
炉内燃烧工况一旦发生变化,炉膛负压随即发生相应变化。
当锅炉的燃烧系统发生故障或异常时,最先将在炉膛负压上反映出来,而后才是火检、火焰等的变化,其次才是蒸汽参数的变化。
因此,监视和控制炉膛负压对于保证炉内燃烧工况的稳定、分析炉内燃烧工况、烟道运行工况、分析某些事故的原因均有极其重要的意义。
大多数锅炉采用平衡通风方式,使炉内烟气压力地与外界大气压力,即炉内烟气负压,炉膛内烟气压力最高的部位是炉堂顶部。
所谓炉膛负压:即指炉膛顶部的烟气压力。
当炉负压过大时,漏风量增大,吸风机电耗,不完全燃烧损失、排烟热损失均增大。
甚至使燃烧不稳定甚至灭火炉负压小甚至变为正压,火焰及飞灰将炉膛不严处冒出,恶化工作燃烧造成危及人身及设备安全。
故应保持炉膛负压在正常范围内。
运行中引起炉膛负压波动的重要原因为燃烧工况的变化,在吸、送风机保持不变的情况,由于燃烧工况的变化总有小量的变化,故炉膛负压总是波动的,当燃烧不稳定时炉膛压力将产生强烈波动,炉膛负压即相应作出大幅度的剧烈的波动。
当炉膛压力发生剧烈脉动时,往往是灭火的前兆,这时必须加强监视和检查炉内燃烧工况、分析原因,并及时运行调整和处理。
同时,烟气流经各对流受热面时,要克服流动阻力,故沿烟气流程烟道各点的负压是逐渐增大的。
在不同负荷时,由于烟气量变化,烟道各点负压也相应变化,如负荷升高,烟道各点负压相应增大;反之,相应减小。
在正常运行中,烟道各点负压与负荷保持一定的变化规律,当某段受热面发生结渣,积灰和局部堵灰时,由于烟气流通断面减小,烟气流速升高,阻力增大,于是其出入口的压差及出口负压值相应增大,故通过监视烟道各点负压即烟气温度的变化,可及时发现各段受热面的积灰、堵灰、漏泄等缺陷或发生二次燃烧的事故。
所以,在正常情况下,炉膛负压和各烟道的负压都有大致相同的变化范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
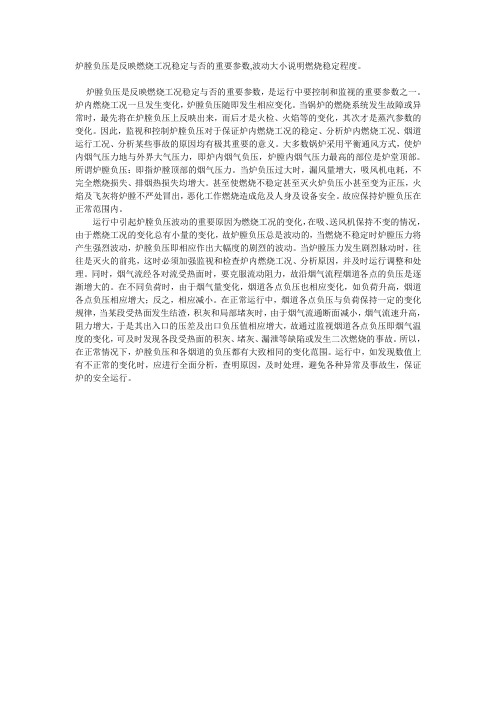
天山电力奇台热电2×350MW机组 10CBB06-MCS 炉膛负压控制 MCS_10FLKZ01
8
日期
5
修改说明
6
编写
审核
编号
7
-60.65
D
-61.51
10FP_SP 炉膛负压设定
I A
SMOOTH
10HLB21AA101XQ01 A送风机入口动叶位置反馈
AIP
10HLB23AA101XQ01 B送风机入口动叶位置反馈
AIP
-93.59
AIH
10.61 -96.38
SEL220.36-80.00炉膛负压 10HBK02CP
15.48
C
比例:0.04 积分:50 作用:正作用 死区:25 范围:(0,160)
AIH
K d dt
15.48
C
57.66 0x0
DOP
BALANCER
28.18 29.47
10HNC10AA101XQ01 A引风机入口动叶位置反馈
AIP
10HNC20AA101XQ01 B引风机入口动叶位置反馈
AIP
27.21
B I A T
28.36
I A T
B
DIP
0x0
0x440 28.18 10HNC10AA101_MA A引风机入口动叶控制
DOP AOP
DIP
0x0
0x440 29.47 10HNC20AA101_MA B引风机入口动叶控制
DOP AOP
A
A
上海自动化仪表股份有限公司 上海自动化仪表股份有限公司 项目 系统 标题 版本
1
2
10HBK01CP101 炉膛右侧烟气压力1
AIP
3
4
5
10HBK01CP102 炉膛右侧烟气压力2
AIP
10HBK02CP101 炉膛左侧烟气压力1
AIP
6
10HBK02CP102 炉膛左侧烟气压力2
AIP
7
8
-73.24
SEL2 D
-51.50
-70.95
SEL2
-50.35
-62.37
SEL2