服装生产工艺单
服装生产的工艺单
服装生产的工艺单1. 简介工艺单是服装生产过程中的重要文档,它记录了服装生产的整个流程和各个环节的细节。
通过工艺单,生产人员可以清楚地了解每个工序的要求和步骤,确保服装的质量和生产效率。
本文档将介绍服装生产的工艺单的基本内容和常见的工序。
2. 工艺单的基本内容工艺单通常包含以下几个方面的内容:2.1 服装款式和规格工艺单首先会列出服装的款式和规格,包括款式名称、尺码范围、颜色和面料等。
这些信息对于后续的生产工序和材料采购非常重要。
2.2 剪裁工艺剪裁是服装生产的重要环节,工艺单中会详细描述各个部位的裁剪方式和要求。
包括裁剪尺寸、图案位置、裁剪工具和裁剪顺序等。
2.3 缝制工艺缝制是服装生产中的核心环节,工艺单会列出每个部位的缝制方式和要求。
包括缝纫线的种类和颜色、不同工序的缝纫方法和顺序等。
2.4 钉扣和装饰品的安装工艺单还会描述钉扣和装饰品的安装要求,包括种类、位置和安装方式等。
这些细节将直接影响到服装的外观和质量。
2.5 成品整烫和包装最后,工艺单会描述成品的整烫和包装要求。
包括烫板的温度和压力、不同部位的烫制顺序以及包装材料和方式等。
3. 常见的工序下面列举了服装生产中常见的一些工序,这些工序通常会在工艺单中进行详细描述:3.1 试衣在正式生产前,通常需要进行试衣工序。
通过试衣,可以检查裁剪是否准确,以及是否需要做进一步的调整。
3.2 裁剪裁剪是将面料按照设计尺寸和形状切割成各个部位的过程。
裁剪时需要根据工艺单中的要求进行操作,保证每个部件的尺寸和形状准确无误。
3.3 缝制缝制是将各个裁剪好的部件使用缝纫机进行缝合的工序。
工艺单会详细描述每个部位的缝制方式和顺序,以确保缝线牢固和无松弛。
3.4 钉扣和装饰品的安装在缝制完成后,需要进行钉扣和装饰品的安装。
工艺单会描述每个部位的钉扣位置和种类,以及装饰品的位置和安装方式。
3.5 成品整烫和包装最后,成品需要进行整烫和包装。
整烫过程中,工艺单会规定烫板的温度和压力,以及不同部位的烫制顺序。
服装企业生产工艺单
服装企业生产工艺单一、前期准备工作在服装企业生产流程中,前期准备工作至关重要。
这些工作包括确定设计、选择材料、制定生产计划等。
1. 设计服装企业通常根据市场需求以及自身品牌定位确定服装设计。
设计团队将参考最新时尚趋势,进行创意构思,并制作样板。
设计师与生产部门密切合作,确保设计的可制造性。
2. 材料选择材料的选择直接关系到服装的品质和风格。
服装企业会与供应商合作,选择适合服装设计的面料、纽扣、拉链等配件。
考虑到成本和质量之间的平衡,企业需要进行反复测试和筛选。
3. 生产计划根据市场需求和销售预测,制定生产计划是确保生产正常进行的重要环节。
生产计划需要考虑到材料采购时间、工序时间以及工厂设备利用率等因素。
企业通常使用计划管理软件来优化生产计划,实现资源的最优利用。
二、裁剪裁剪是服装生产的第一步。
在裁剪工序中,将根据设计和尺寸要求,将面料按照特定的模板裁剪成各个部件。
1. 设计标记将设计图纸上的尺寸和标记转移到面料上。
这些标记可以是直线、弧线或特定符号,用于指示裁剪员应如何操作。
2. 面料准备面料需要在裁剪之前进行准备。
首先,需要对面料进行检查,确保没有破损或污渍。
然后,将面料摊开,进行熨平,以便裁剪员操作。
3. 模板放置根据设计图纸的要求,将裁剪模板放置在面料上。
模板可以是纸质的,也可以是塑料或金属的。
裁剪员需要按照标记将模板放置在合适的位置,以确保裁剪出正确的部件形状和尺寸。
4. 裁剪操作使用裁剪刀或剪刀,裁剪员沿着模板的轮廓线逐个裁剪部件。
裁剪过程需要准确和熟练,以确保部件的形状和尺寸准确无误。
三、缝纫裁剪完成后,接下来是缝纫。
在这个阶段,各个部件将被缝合在一起,形成最终的服装。
1. 缝纫机调整在缝纫前,缝纫机需要进行调整。
根据服装的不同部位和缝纫方式,调整缝纫机的针脚、线张力等参数,以确保缝纫过程的顺利进行。
2. 缝纫操作缝纫员根据设计要求,将各个部件放置在缝纫机上,逐步将它们连接起来。
这个过程需要注意对齐、缝纫线的张力和缝纫线路的牢固性等因素,以确保缝纫质量。
服装全套工艺单模板
工艺单
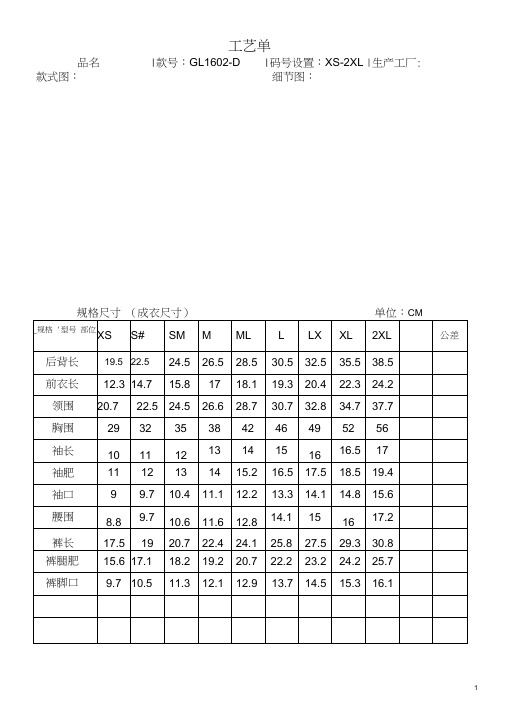
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
服装生产工艺单
服装生产工艺单服装生产工艺单一、设计和样衣制作阶段:1. 设计阶段:根据市场调研和消费者需求确定服装款式、风格和色彩等要素。
2. 样衣制作阶段:根据设计图纸进行剪裁、缝制和试穿,调整尺寸和版型,确保样衣贴合人体曲线。
二、面料采购和处理阶段:1. 面料采购:根据设计需求和预估销量确定面料款式、质地和颜色,选择可靠供应商进行采购。
2. 面料处理:根据面料特性进行洗涤、烫平和防缩处理,确保面料质量和服装的稳定性。
三、剪裁和缝制阶段:1. 剪裁:根据服装样衣的剪裁图纸,在纸样上进行裁剪,将面料剪裁成不同的部件和零件。
2. 缝制:将剪裁好的面料进行缝制,按照工序依次对不同部件进行缝纫,包括拼接、扣线、弹力带等。
四、辅助制作和装饰阶段:1. 配件制作:制作衬布、肩章、钮扣等辅助物料,并将其与服装部件进行缝合。
2. 装饰处理:根据设计需求添加绣花、印花、钉珠等装饰,提升服装的美观度和品质感。
五、整烫和质检阶段:1. 整烫:对已缝制好的服装进行整烫处理,除去面料和缝线上的皱褶和折痕,使服装平整挺括。
2. 质检:对整烫好的服装进行外观质检和尺寸合格性检测,确保服装的品质符合标准要求。
六、包装和出厂阶段:1. 包装:将质检合格的服装进行折叠、码垛、包装,并附上标签和吊牌,使其便于运输和销售。
2. 出厂:将包装完好的服装出厂,并按照订单和销售要求进行配送和物流处理。
七、售后服务阶段:1. 售后服务:提供售后保修、更换和退货服务,解决消费者在使用过程中遇到的问题和不满意之处。
八、环保措施和安全管理:1. 环保措施:采用环保的面料和材料,推行废弃物分类回收和节能减排措施,保护环境健康。
2. 安全管理:建立完善的安全管理制度,确保员工劳动安全和生产设备的正常运作。
以上是一份简要的服装生产工艺单,通过每个阶段的细致操作和质检,可以保证服装的质量和客户的满意度。
同时,环保措施和安全管理也是企业可持续发展的重要方面,需要不断改进和完善。
服装生产工艺单
13.5
口袋长
14.5
15
15.5
领座高
3.5
3.5
3.5
袖长
58.5
60
61
翻领高
8
8
8
特种设备:
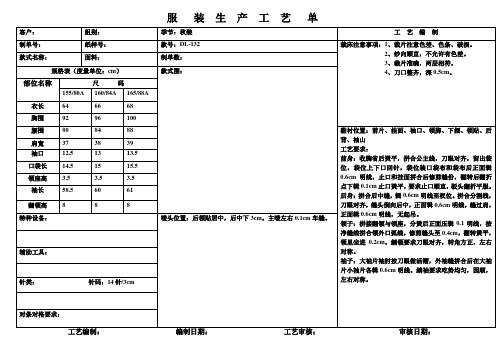
唛头位置:后领贴居中,后中下3cm。主唛左右0.1cm车缝。
辅助工具:
针类:针码:14针/3cm
对条对格要求:
工艺编制:编制日期:工艺审核:审核日期:
服装生产工艺单
客户:
组别:
季节:秋装
工艺编制
制单号:
纸样号:
款号:DL-132
裁床注意事项:1、裁片注意色差、色条、破损。
2、纱向顺直,不允许有色差。
3、裁片准确,两层相符。
4、刀口整齐,深0.5cm。
款式名称:
面料:
制单数:
规格表(度量单位:cm)
款式图:
部位名称
尺码
155/80A
160/84A
165/88A
领子:拼接翻领与领座,分烫后正面压辑0.1明线,按净缝线拼合领外口弧线,修剪缝头至0.4cm,翻转烫平,领里坐进0.2cm。緔领要求刀眼对齐,转角方正,左右对称。
袖子:大袖片袖肘按刀眼做活褶,外袖缝拼合后在大袖片小袖片各辑0.6cm明线。緔袖要求吃势均匀,园顺,左右对称。
肩宽
37
38
64
66
68
胸围
92
96
100
腰围
80
84
88
黏衬位置:前片、挂面、袖口、领脚、下摆、领贴、后背、袖山
工艺要求:
前身:收胸省后烫平,拼合公主线,刀眼对齐,留出袋位,袋位上下口回针,袋位装口袋布和袋布后正面辑0.6cm明线,止口和挂面拼合后修剪缝份,翻转后翻折点下辑0.1cm止口烫平,要求止口顺直,驳头翻折平服。后身:拼合后中缝,辑0.6cm明线至衩位。拼合分割线,刀眼对齐,缝头倒向后中,正面辑0.6cm明线,缝过肩,正面辑0.6cm明线,无起吊。
服装生产的工艺单

服装生产的工艺单一、概述服装生产的工艺单是指详细记录了服装生产过程中所需要遵循的工艺步骤、操作要点以及相关质量控制要求的文档。
它是服装生产管理中的重要文件之一,旨在确保服装生产的标准化和有效性。
二、工艺单的编制要求工艺单的编制需要考虑以下要求:1. 清晰明了:工艺单应以简明扼要的方式呈现,避免复杂和冗长的表达。
2. 详细准确:工艺单需要详细描述每个步骤的操作要点,包括所需材料、工具、机器设备、工序流程等,确保生产过程的准确性和可操作性。
3. 规范统一:工艺单应符合企业的标准化要求,使用统一的格式、术语和图纸符号,方便操作员的理解和执行。
4. 记录完备:工艺单应对每个质量控制要点进行详细记录,包括尺寸、质量、工艺要求等,以便于后续的质量追踪和反馈。
三、工艺单的内容要素完整的工艺单应包括以下要素:1. 服装款式信息:包括服装的款式、款号、配色、尺码等信息,方便工艺人员的识别和操作。
2. 材料准备:描述生产过程中所需的材料、面料等的准备工作,包括颜色、规格、数量等。
3. 制作工序:详细描述各个工序的操作要点,包括裁剪、缝制、补齐、整烫等工序,确保工艺的一致性和准确性。
操作要点示例:缝制工序•先将面料按裁剪图案裁剪成相应的零件;•将相应的零件按照拼接顺序进行缝制,使用适当的缝制线和针脚;•在缝制过程中,注意线迹的整齐、结头的牢固,避免线断和线跳;•缝制完成后,做必要的整烫和修整,以确保成品的外观质量。
4. 工艺流程图:若需要更加直观地呈现工艺过程,可以使用流程图来表示。
流程图应清楚地展示每个工序之间的关系和顺序。
5. 质量控制要点:记录每个工序中需要注意的质量控制要点,包括尺寸、纽扣、印花等的检查标准和要求。
6. 成品包装和验收:对成品的包装和验收流程进行描述,确保成品的安全性和准确性。
四、工艺单的应用工艺单在服装生产中起到了重要的指导和管理作用,它可以用于以下方面:1. 工艺指导:工艺单可以指导工艺操作员按照规定的要求进行操作,确保服装生产的质量和效率。
服装生产工艺单制作

服装生产工艺单制作1. 简介服装生产工艺单是一种详细记录制衣生产过程的文档,它包含了从原材料到成品的每一个环节、每一道工序的具体要求和流程。
服装生产工艺单是确保服装生产质量的重要依据,它能帮助生产管理者准确指导生产工人完成每一道工序。
本文将介绍如何制作一份完整的服装生产工艺单。
2. 服装生产工艺单的内容一份完整的服装生产工艺单应包含以下内容:2.1 产品信息•产品名称:填写服装的名称。
•产品款号:填写服装的款号。
•产品规格:填写服装的尺码规格。
•产品成分:填写服装的材料成分。
2.2 原材料准备•面料:填写面料的名称、编号、数量。
•辅料:填写辅料的名称、编号、数量。
2.3 剪裁工艺•剪裁尺寸:根据产品规格和设计要求,填写每个尺码的剪裁尺寸。
•剪裁工序:填写每个尺码的剪裁工序,包括裁剪、打印、纸样校对等。
•剪裁要求:填写每个尺码的剪裁要求,如剪裁方向、对称要求等。
2.4 缝制工艺•缝制工序:填写每个尺码的缝制工序,包括缝纫、熨烫等。
•缝制要求:填写每个尺码的缝制要求,如缝纫线的颜色、线迹的密度等。
2.5 包装工艺•包装材料:填写包装材料的名称、编号、数量。
•包装工序:填写包装工序,包括折叠、包装、贴标签等。
•包装要求:填写包装要求,如包装箱的尺寸、标签的位置等。
3. 制作步骤3.1 了解产品要求在制作服装生产工艺单之前,需要充分了解产品的要求,包括款式、尺码规格、材料成分等。
3.2 填写产品信息根据产品要求,填写工艺单中的产品信息,包括产品名称、款号、规格和成分。
3.3 填写原材料准备信息根据产品要求,填写工艺单中的原材料准备信息,包括面料和辅料的名称、编号和数量。
3.4 填写剪裁工艺信息根据产品要求,填写工艺单中的剪裁工艺信息,包括剪裁尺寸、剪裁工序和剪裁要求。
3.5 填写缝制工艺信息根据产品要求,填写工艺单中的缝制工艺信息,包括缝制工序和缝制要求。
3.6 填写包装工艺信息根据产品要求,填写工艺单中的包装工艺信息,包括包装材料、包装工序和包装要求。
服装生产工艺指令单
服装生产工艺指令单服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP合同号: 20040801 P 1/6接单公司:贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10 (A )材料明细:名 称 规 格 及 要 求 数量 单位 供给 名 称 规 格 及 要 求 数量 单位 供给 面料 全棉 96x48/16x12 拉链(胸) 5#双拉树胶普通自动头拉链1 条 主唛 SIZE+成份+人形唛 1 个 拉链(袋) 5#单开树胶普通自动头拉链 1 条 洗水唛 洗水标志 1 个 魔术贴 2cm 宽3cm 长 1 个 松紧带 2cm 宽 松紧带 2”宽 (B )款式图(面): (背):(C )数量、颜色及分配:主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色100 200 200 300 200 150 150 50 50 50 50 = 15001、(E )工艺图(正面):服装有限公司洗水唛 主唛5#单开树胶普通自动头拉链 5#双拉树胶普通自动头拉链前中右面 (正前中右面 (反贴边4cm 宽出3cm 拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道口袋离前中:48-54:5cm 56-60:口袋离前领边: 48-54:20cm 56-60:口袋离腰线: 48-54:12cm 56-60:所有的止口、缝合全部用5线包边。
口袋口折贴边 1.5宽;口袋边压0.2cm 宽单线;面筒离前中9cm 拉链头打枣2”松紧带包面布 2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压袖口袋:8 x 12cm ,中间压一道线;口袋口两边及中间位置各打一个枣,共打枣3个。
口袋离肩距离:48-54:日期: 2004年8月8日 款号: 488-B TOP合同号:20040801 P 3/6(E )工艺图(背后):领边为单线压0.6cm 宽; 领脚为单线压9c m4cm宽 3cm 宽10c m 4cm 宽 3cm 宽 贴边3cm 宽贴边6cm 宽压0.6双线 打枣后腰为用2cm 宽松紧带,面压1cm 宽双线,缩好为拉开口袋离腰: 48-54:6cm 56-60:口袋离侧骨缝: 48-54:5cm 56-60:所有的止口、缝合全部用5线包边。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手工部位
入, 不能起扭.
门襟纽扣及平眼扣钉法 : 六股四针绕四圈后打结 , 再倒回针
6领:上下领面里分别贴衬 , 上领略翻折量即可 . 上领一周切 0.12*0.6CM双线 . 上领下
两次 , 固定不散 . 反面加 0.9CM小垫扣
口修好 , 领座二片修剪大小一致 , 领座反面用回纹带 , 在装领线一周切 0.1CM,领座中间均
小计
30 30
60
1. 商标车于后中领里居中四周压 0.1CM; 2. 尺码标居中夹于商标下口。
3. 洗标对折订光车于左侧缝底边上 20CM倒, 向后身 , 成份朝上。
成品质量要求
1:成品规格符合工艺单要求。 2:成衣平整无极光,无死活线头,无污迹。 3:细部均以样板,实样为准。 4. 各标端正,各对称部位要对称。
36#
38#
40#
80.7
16- 米色
10
20
37.5
21- 黑色
10
20
98
85
123
合计:
0
20
40
62
17
13.1
41
特殊
16.5
部位
工艺
23.4
示图
23.2
33
36.6 特殊工艺备注说明
1. 所有面线倒针部位牢固,来回 3针,线头干净。 2. 所有接线须在同针同线上不易拉脱。 3. 所有拼缝拉伸时确保线迹不可断裂。
尺码标 *1 洗标 *1
第3/3 页
上 海YE 实 业 有 限 公 司
工厂产前样确认单
款号 :
品名:
主面料:
颜色:
工厂名称 :
单位: CM
波段:
封样次数 :
部位名称 要求尺寸 产前样 误 差 确认意见
(36码) 尺寸
技术部 漏辅料 / 配件名称:
数 量: 次确 认时间:
*** 尺寸超出误差不接受 ***
待定 . ②后中缝 : 后中缝分缝用涤棉布包边滚 , 后阴褶内暗封口 , 阴褶深 10CM下, 摆口两边 反面切 0.6CM固定 . ③后阴褶内小攀 : 贴衬 : 四周切 0.6CM单止口 , 夹装在阴褶穿着后左边, 位置按纸样 . ④后侧缝双层包边滚缝朝后中倒,正面压 0.12*0.6CM双线. 3前片里布: ①公主缝烫座倒缝坐势 0.2CM朝前中倒 . ②拼挂面 : 门襟格领驳夹装在挂面 内, 然后拼挂面 , 缝朝侧缝倒.
领驳圆头滚条略带松 , 圆头处不能起皱 . ③左边里襟格 : 挂面和前中片外口修剪好 , 用皮包
边滚切 0.5CM,面里二层上下松紧一致 . 圆头处要滚圆顺,门襟内层领驳和里巾格领驳要
对称④门襟格 : 门襟格外口一周牵 1CM牵带 , 挂面划正确后与大身复合 , 领驳处要有容量, 门襟驳口下挂面略紧 , 挂面暗切 0.12CM单止口至驳口下 2CM,驳口上面大身单层压 0.12CM
领子面里 领座面里,后背育克
50D有纺衬 部位
袖条
袋盖面里
辅材料
纽扣 2CM*9+1粒 回纹带 5CM*45CM 2CM两眼板扣 *1+1粒 两眼垫扣 0.9CM*8+1
汽眼 0.5CM*15付
条纹直牵 1CM*2.8CM
带针三档扣 5CM*1
带针三档扣 3CM*1
部位
门襟
领座 门襟内扣 门襟内扣 腰带 , 袖袢 袖笼 , 门襟 腰带 袖袢
整烫要求 1:用极光罩低温垫布熨烫 / 蒸汽熨烫。 2:牵带松紧适宜。 3:粘衬不起壳,不渗胶。 4:大烫平整无极光,无内缝印、无黄斑、水渍等。
包装要求 1:一件一胶袋 2:折叠包装 3:吊牌吊在商标尺码内。 4:成品后吊牌要放在正上方 , 价格牌朝上。
制单 : 叶师傅
审核:
第2/3 页
款号: 成品色 颜色1
YE伊舍 60
幅宽
设计师 样版师 单用量
生产单位
制单日期
2012-5-7
生产日期
出货日期
1:裁剪前需提前醒料 24小时以上,再预缩
2:按排版图裁剪,样板丝绺,核对样板齐全后开裁
前育克按样板打褶 5只, 每边打 套结 8只
袖口马黄袢 0.8*5CM
袖袢 3.2CM宽四周做光,压 0.6CM线按样板 打汽眼 . 平头折 2.5CM套带针三档扣。
左右两边要对称. 2后片:①后育克 : 内有一层托布做光 , 根据样板打褶 7只褶 . 每层褶内切 0.3CM线固定,
褶朝下倒 , 然后后育克贴衬 , 肩缝朝后倒 , 育克缝朝上倒 , 按样板打 11套结,后育克切线
特殊工艺部位 袖袢打汽眼 ( 按样板点位)
腰带打汽眼 ( 按样板点位)
规格 0.5CM 0.5CM
套结 / 锁眼部位
规格
4摆缝 : 拼缝包边滚 , 缝朝后倒.
门襟
圆头眼 *2CM
5袖子:①大小袖拼缝包边滚 , 缝两边朝大袖倒 . ②袖口 : 折边卷光切 2.5CM一周 . ③装袖:
前育克 / 后育克
竖打 0.6CM(按样板位打) 圆装吃势均匀 , 两袖前后一致 , 内缝修至 0.8CM然后包边滚 0.5CM,滚边分缝包 , 不能塞
36#
79.5 36.5 94 81 119 61 16.3 12.6 40 16 22.6 22.4
32 35.6
商标、尺标、水洗标定位说明 商标编号: B0227228014 尺码标编号: B0227309016
上海 YE服饰有限公司
生产工艺制作单
单位 :CM
下单·配比
38# 允许公差 颜色
34#
袋盖包滚条 , 按样板定位两 边高度一致 . 左右对称
后领座车回纹带 , 按样 板划位缉线
后育克按样板做打褶 7只, 打套结 11只
腰带马黄袢 0.8*6.5CM
腰带 5CM四周做光,压 0.6CM线按样板钉汽眼 . 平
头卷 2CM带针三档扣。 袖口三折光缉 2CM
后衩做工字裥 , 裥下 5CM装小袢。 衩摆底左右反面切 0.6CM线固定
产前样反馈单
风衣 产前样尺
寸(工 厂)
允许公差
5. 里襟侧加扣.
产前样生产过程中样板 . 样衣. 尺寸表有不符合的 . 部分工艺有修改(或建议修改的)。请填在下面表中。与产样一起送公司
备注
工厂在封样时一定按样板和工艺要求裁剪。工艺参照样衣和工艺单要求缝制。如 果在封样中有遇到问题请用书面文字表达出来。以备大货好操作。谢谢!
上 海YE 服 饰 有 限 公 司
YE依舍
生产工艺制作单
款式: 款号:
秋一 风衣 YE231050090
面材料
品牌 生产数量
B010912111311(领 3片, 袖子 12片, 前片 16片, 后片 10片)
B0203090014(涤棉 :1 片)
B011211111212(假皮 :1 片)
B012610110044(色丁 :4 片)
单止口到圆头角下 3CM,驳口圆头要圆顺 . ⑤前公主缝 : 前片正面压切 0.12*0.6CM双线. ⑥前育克 : 内有一层托布做光 , 根据样板打褶 5只, 每层褶内切 0.3CM线固定 , 褶朝下倒,
然后育克贴衬 . 育克正面褶按样板打套结固定 , 每边总套结数 8只. 前育克缝朝上倒 , 打褶
缓和干洗 与其他衣物分开洗涤
勿接触酸碱性物质
制单:叶师傅
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
辅料明细
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
面料:
上 海YE 服 饰 有 限 公 司
面辅料样卡
配料 1:
面料贴样
配料 2:
里料 1:
贴样
颜色2
面料:
配料 1:
配料 2:
里料 1:
贴样
洗唛
面料成份:
配料成份: 配料成份: 里料成份: 里料成份:
执行标准:
安全类别 :GB18401 B 类
水洗方法 40℃以下水温轻柔手洗
不可漂白 阴凉处悬挂晾干 熨斗底最高温度 110度
** 此确认单请配合工艺单及产前样同时 使用 ***
生产部:
★部位请特别注意!!!
* 请仔细阅读修正意见,以上问题请务必落实并修正,确保大货成衣品 质及尺寸 OK!***
技术部:
上海 YE依舍服饰有限公司
款号:
部位名称
衣长(后 中) 肩宽
样板尺寸 36# (公
司)
79.5
36.5
确认样尺 寸36#(公
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
里料 2:
里料 2:
B0227711018 合格证吊牌 *1
B0227411020
服务卡 *1 B0227515021
吊粒 *1
B0227213015
小商标 *1 B0227309016
匀切 6道线装领三眼刀对齐.
7下摆:卷光切 2.5CM一周
制单:叶师傅
审核:
*** 具体工艺操作参照我司确认样衣!!!
第1/3 页
款号: 部位名称 规格 34#
衣长(后中) 肩宽 胸围 腰围 ( 夹下 17) 下摆 袖长 袖肥 /2 袖口 /2 领长 袋长 前袖笼 后袖笼
前胸宽 ( 肩点下 11CM) 后背宽 ( 后分割位)
司)
胸围
94
腰围 ( 夹下 17)
81
下摆
119
袖长
61
袖肥 /2