倍率放电作业指导书
南方电网公司变压器局部放电试验作业指导书(征求意见稿)
电力变压器长时感应电压试验带局部放电测量试验作业指导书编码:二○一○年十月作业指导书签名页目录1.适用范围 (1)2. 编写依据 (1)3. 作业流程 (2)4. 安全风险辨析与预控 (2)5.作业准备 (3)5.1人员配备 (3)6.作业方法 (4)6.1作业准备 (4)6.2作业方法 (4)7. 质量控制措施及检验标准 (5)7.1质量控制措施 (5)7.2质量控制表单 (5)7.3检验标准 (5)1.适用范围交接试验是能及时有效地发现电力设备因运输、安装等方面的问题造成的缺陷、防范电力设备事故、保证电力系统安全运行的有效手段,是保证电力设备安全投产工作中必不可少的一个重要环节。
为了强化一次设备交接试验工作,规范交接试验现场作业,南方电网公司组织编制施工作业指导书。
作业指导书的编写参照国家标准、企业标准、南方电网标准及相关的技术规范、规定。
本标准适用于110kV~500kV电压等级新安装的、按照国家相关出厂试验标准试验合格的电气设备交接试验,本标准不适用于安装在煤矿井下或其他有爆炸危险场所的电气设备。
本作业指导书对变压器长时感应电压试验带局部放电测量交接试验的操作步骤、技术要点、安全注意事项、安全风险辨析等方面内容进行了详细的规范,用于指导变压器局部放电交接试验工作。
以上标准如有新版本,按最新版本执行。
3. 作业流程1) 作业(工序)流程图4. 安全风险辨析与预控施工单位检查人:监理单位检查人:日期:日期:注:检查结果::检查合格:无此项5.作业准备5.2工器具及仪器仪表配置6.作业方法6.1 作业准备6.1.1被试变压器组装完毕,真空注油后应静止48小时以上;6.1.2变压器高、低压侧及中性点所有一次线与外部连接线拆除,套管CT二次侧应短路接地;6.1.3变压器的现场常规试验项目,如绝缘电阻、吸收比(极化指数)、介质损耗因数(tanδ)、直流电阻、电压比、绝缘油试验等已完成,试验结果应符合有关标准的要求;6.1.4现场应提供380V三相电源,电流为250A左右6.2 作业方法6.2.1开始试验准备工作,选择合适的试验仪器,摆放好设备,接取试验电源。
YX3S-002放电作业指导书1
二、零件加工:
1合理的選擇擋塊(高度應是工件的2/3)
2零件加工前,電極與零件加工時需去毛刺
3檢查電極尺寸是否正確
4先將當塊與電極校正,再根據圖紙要求將電極在工件的基准邊進行取數(分中或單邊取數)
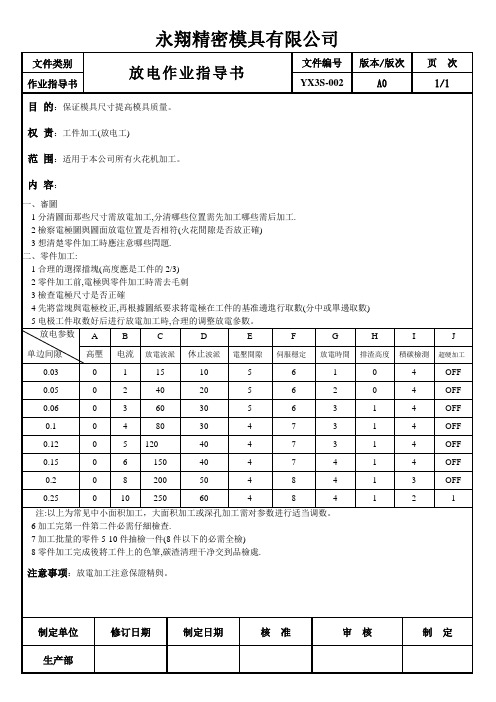
5电极工件取数好后进行放電加工時,合理的调整放電參數。
放电参数
A
B
C
D
E
F
G
H
I
J
单边间隙
高壓
电流
放電波派
休止波派
電壓間隙
伺服穩定
放電時間
排渣高度
積碳檢測
超硬加工
0.03
0
1
15
10
5
6
1
0
4
OFF
0.05
0
2
40
20
5
6
2
0
4
OFF
0.06
0
3
60
30
5
6
3
1
4
OFF
0.1
0
4
80
30
4
7
3
1
4
OFF
0.12
0
5
120
40
4
7
3
1
4
OFF
0.15
0
6
150
40
4
7
4
永翔精密模具有限公司
文件类别
放电作业指导书
文件编号
版本/版次
页次
作业指导书
YX3S-002
A0
1/1
目的:保证模具尺寸提高模具质量。
权责:工件加工(放电工)
放电作业指导书

放电作业指导书1.0目的﹕指导放电作业规范;2.0检查机台﹕2.1首先打开电源开关(在电箱右侧面下方),再将控制面板中的数控电脑开启键(N.C)开启、待显示屏显示出页面后选择控制面板中的“1”电子尺;然后将伺服马达开启键开启(O.T)、并按重置键(RST)将“紧急停止”报警消除即可;机床控制电箱开启后检查机台三轴、数显以及控制盒是否能正常运作.(打表校正电极、工件时需将“电子尺”页面中的”F7嗡鸣键关闭,待校正工件电极后再将其开启)2.2检查工作平台是否清洁平整;油管、油座是否完好齐全;2.3准备好放电所需电极、图纸、工装夹具(包括;校表、六角扳手、电极螺杆/夹具、铜锤、校表、取数块、挡块、干净布碎等)3.0作业内容﹕3.1组长与模具工仔细做好工作交接;内容包括:①清点所到电极并记录;②检查电极、工件与图纸是否相符、合格;(包括尺寸、光洁度、工艺孔等)③明确重点尺寸(标注在图纸或施工单上)、加工工艺要求及完成时间④工作交接出现电极、工件或图纸等不合格必须即时向模具工提出;如果模具工不能及时解决,将视具体情况可以不予加工;3.2.仔细看图﹐认清图面的线条数据和加工工件的几何形状.3.3检查电极外观和尺寸是否符合图纸要求;.3.4根据图面/模具工的要求确认是否分精/粗公加工.将粗加工电极及图纸挑选出来优先加工;3.5校正工件时首先要将其清理干净、使工件上无毛刺、杂物等;再对照图纸区分好方向(结合图纸、机台使其取数加工)后轻放在工作台上,然后将校表吸附牢固在机头上将工件基准边校正;并检查工件表面平整及垂直度,最后再将其固定牢固即可;3.6电极校正时首先将电极对照图纸结合放电位置用夹具或螺杆装夹好在机头上固定牢靠;将校表吸附在工作台上(特殊情况需要加垫块或吸附在工件上)把校表的表针朝人正面靠置在电极正面基准台上通过调节机头上的“电极角度调节螺丝”先把电极正面校平行、再将表针靠置在电极底部基准台下通过调节机头上的“电极垂直度调节螺丝”把电极底部基准台校平整;最后再工件轻放在工作台上再次通过调节机头上的“电极角度调节螺丝”把电极正面校平行;在校圆形电极时直接通过调节机头上的“电极垂直度调节螺丝”并用控制盒将机头上下走动将电极分正面及90度方向的两个方向校垂直即可(在校电极需要机头上下移动时需要在校表表针碰到电极后将机箱控制面板中的“F8”键关闭方可上下移动;否则只能往上走动不能往下走);校正电极时禁止用六角扳手调校机头、以免造成对机头的损坏。
《气动量仪使用作业指导书》

同截面上下对角喷气,其它测定
打 2、测定具的气路连接是否正确。 开 气 源
具则是同一截面对着喷气。判别 有无错接只要用拇指和食指捏住
3秒
相应的喷嘴或放入标准件看浮标
整体变化即可。
对
一
气 动
3、是否按照标准件上的实刻值对标准。
3、核对标准件大小范实刻值,目 视已校对的标准。
5秒
量
仪
进 行 点 4、气动量仪装置的重复误差≤1μm。 检
若气动量仪发生故障须及时联系计量室人员进行维修。
4.0 作业流程:
步骤 项目
内容
方法
操作 时间
1、气源压力是否正常 (0.3~ 0.7Mpa)气压表、测定具防碰 胶(每2个月更换一次防碰胶)。 用手感觉各气管接口是否有漏气 5秒 现象,异常时及时调整气管接口 。
2、直角度测定具的喷气方式是不
断裂
(
气 动 量 仪 1、以小范的校对值为基准 调 整
1)使用零位旋钮将所有浮标调为
同一水平线
2)将大范标准件放入测定座,若
浮标指在大范校对值之上2个格 子,则调整倍率旋钮使浮标相对
1分钟
大范校对值向下4个格子,再用零
位旋钮将浮标扭回大范校对值,
二
对 测
反之亦然。
定 2、其他管浮标使用同样方法进行调整 具
用酒精擦拭干净。
2)转机种时、不常用的检具必须
涂上防锈剂或冷冻机油,放回指 定地方存放。
3分钟
3)检查测定具及标准件是否有划
花、打痕、磨损等,异常时及时
送计量室检查维修。
用抹布加清水擦拭台车、台架外 表面。
2分钟
5、对有污垢的空气过滤器滤芯进行清 洁(月保养)。
倍率放电作业的指导书
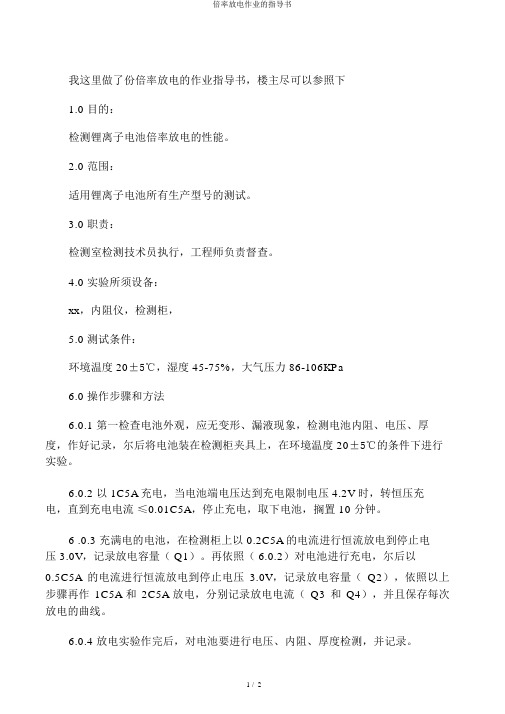
我这里做了份倍率放电的作业指导书,楼主尽可以参照下1.0 目的:检测锂离子电池倍率放电的性能。
2.0 范围:适用锂离子电池所有生产型号的测试。
3.0 职责:检测室检测技术员执行,工程师负责督查。
4.0 实验所须设备:xx,内阻仪,检测柜,5.0 测试条件:环境温度 20±5℃,湿度 45-75%,大气压力 86-106KPa6.0 操作步骤和方法6.0.1 第一检查电池外观,应无变形、漏液现象,检测电池内阻、电压、厚度,作好记录,尔后将电池装在检测柜夹具上,在环境温度 20±5℃的条件下进行实验。
6.0.2 以 1C5A充电,当电池端电压达到充电限制电压 4.2V 时,转恒压充电,直到充电电流≤0.01C5A,停止充电,取下电池,搁置 10 分钟。
6 .0.3 充满电的电池,在检测柜上以 0.2C5A的电流进行恒流放电到停止电压 3.0V,记录放电容量( Q1)。
再依照( 6.0.2)对电池进行充电,尔后以0.5C5A的电流进行恒流放电到停止电压3.0V,记录放电容量(Q2),依照以上步骤再作1C5A和2C5A放电,分别记录放电电流(Q3 和Q4),并且保存每次放电的曲线。
6.0.4 放电实验作完后,对电池要进行电压、内阻、厚度检测,并记录。
6.0.5 详尽充放电操作依照《检测柜操作指引》进行6.0.6 计算放电容量比率:0.5C5A放电容量 /0.2C5A 放电容量= Q2/Q1× 100%1C5A放电容量 /0.2C5A 放电容量= Q3/Q1× 100%2C5A放电容量 /0.2C5A 放电容量= Q4/Q1× 100%7.0 注意事项7.0.1 实验最少要测 3 只电池的数据,并对每只电池编号7.0.2 实验测试后的电池作废品返库标准要求:放电容量比率: 0.5C5A放电容量 /0.2C5A 放电容量≥98% 1C5A放电容量 /0.2C5A 放电容量≥ 95%2C5A放电容量 /0.2C5A 放电容量≥ 80%。
电力变压器局部放电试验作业指导书
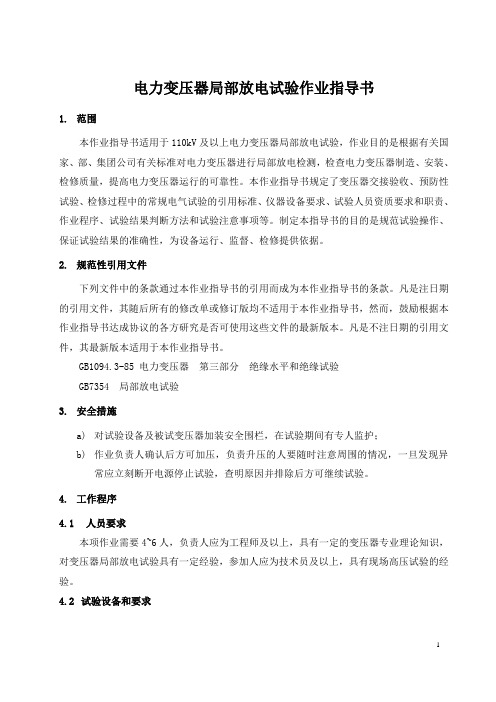
电力变压器局部放电试验作业指导书1.范围本作业指导书适用于110kV及以上电力变压器局部放电试验,作业目的是根据有关国家、部、集团公司有关标准对电力变压器进行局部放电检测,检查电力变压器制造、安装、检修质量,提高电力变压器运行的可靠性。
本作业指导书规定了变压器交接验收、预防性试验、检修过程中的常规电气试验的引用标准、仪器设备要求、试验人员资质要求和职责、作业程序、试验结果判断方法和试验注意事项等。
制定本指导书的目的是规范试验操作、保证试验结果的准确性,为设备运行、监督、检修提供依据。
2.规范性引用文件下列文件中的条款通过本作业指导书的引用而成为本作业指导书的条款。
凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本作业指导书,然而,鼓励根据本作业指导书达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本作业指导书。
GB1094.3-85 电力变压器第三部分绝缘水平和绝缘试验GB7354 局部放电试验3.安全措施a)对试验设备及被试变压器加装安全围栏,在试验期间有专人监护;b)作业负责人确认后方可加压,负责升压的人要随时注意周围的情况,一旦发现异常应立刻断开电源停止试验,查明原因并排除后方可继续试验。
4.工作程序4.1人员要求本项作业需要4~6人,负责人应为工程师及以上,具有一定的变压器专业理论知识,对变压器局部放电试验具有一定经验,参加人应为技术员及以上,具有现场高压试验的经验。
4.2试验设备和要求本项作业需要频率大于100Hz的电源一套,局部放电测试仪一台。
试验设备在运输时应捆绑牢固,防止碰撞。
4.2.1试验电源试验电源要求背景噪声水平应低于标准对被试品规定的视在放电量的50%。
4.2.1.1局部放电测试仪局部放电测试仪的要求:方波发生器内阻应不大于100Ω,上升时间应小于60ns,测量仪器特性应符合国家标准规定。
4.3作业程序4.3.1试验方法按GB1094.3-85《电力变压器第三部分绝缘水平和绝缘试验》11.4款及GB7354的规定。
模具数控车间放电作业指导书及操作规范

EDM作业指导书及操作规范================================文件编号 :制订部门 : 模具数控实训部制修订记录制修订日期修订内容摘要版本/版次总页次核准审查制作2007.06.28 原版制订A/0 3 陆宇立EDM 作业指导书及操作规范文件编号:版本/版次:A/0 页 次:1/31.目的本作业指导书明确EDM 工作职责,确保EDM 的合理性、正确性及可操作性。
2.适用范围适用于本公司所有模具的EDM 加工。
3.职责3.1 负责完成电火花的所有工作;3.2 保证加工工作的质量,对加工的工件进行自检并终检; 3.3 负责对所使用机床的维护、校正及保养等工作。
4.程序4.1作业流程图NG电极与工件放电依据书安排机台加工前检查完成 加工 检装配 返工OKEDM作业指导书及操作规范文件编号:版本/版次:A/0 页次:2/34.2作业规范4.2.1审核图纸,弄清楚哪些镶件要装在模心放电加工,哪些电极须拆下镶件放电加。
4.2.2清除磁台和工件上的毛刺,并反复检查工件上有无异物,有必须先清除干净,方可上机加工。
4.2.3按放电依据书的要求摆放工件并校正,分好中,找出工件与量球的中心距离,记好点,重新检查,确认无误后作好记录。
4.2.4电极装夹前必须检查是否变形,如有不能上机加工。
4.2.5所有电极特别是大身公装夹上机后要用校表检查三个基准面是否平行,如有误差要拆下夹具装在千秋架上校正三个基准面。
4.2.6按照放电依据书的方向装好电极,并在量球上分好中,输入量球与工件的中心数,中心数必须要准确无误。
4.2.7按照放电依据书的要求移到加工位置,根据加工工艺,火花位的大小,电极面积的大小选用合理的参数编好程式,检查无误后放电加工。
4.2.8开始加工时,电一下后停机检查加工位置和深度是否正确,确认无误再继续加工。
4.2.9在加工过程中要紧密观察加工状态,出现不良情况及时调整各种参数,要求达到稳定快速的加工效果。
扣电作业指导书-增加充放电制度
1 目的规范扣电制作程序,正确使用和维护仪器,保证检测工作顺利进行并保证操作人员人身安全和设备安全。
2 适用范围.适用于PLB系列、锰酸锂、钴酸锂、钛酸锂等电池正负极材料的放电比容量检测。
3 主要技术指标3.1 真空(惰性气体)手套中水的含量≤5ppm;氧的含量≤5ppm3.2 常温电池测试室环境要求:3.2.1 环境温度:24-26℃3.2.2 相对湿度:≤65%3.2.3 无影响仪器使用的振动和电磁干扰3.2.4 室内无腐蚀气体4 操作步骤4.1 试料移取2-3g样品至50毫升烧杯中,105℃烘烤30min。
称取0.86g样品(精确至0.0001g),0.02g石墨(精确至0.0001g),0.06g 碳黑(精确至0.0001g)在研钵内研磨5min,使试样混合均匀。
称取PVDF溶液(9%)0.67g(精确至0.0001g),(PVDF的浓度改变,所称取的PVDF溶液的质量亦改变,目的是确保纯PVDF的重量为0.06g左右),滴加3mlNMP溶液,研磨10min,转移到铝箔上,用涂布器涂抹均匀后,在105℃烘烤60min。
4.2 制作扣式电池将烘好的极片放裁片机裁4个平行样及4个空白样,用压片机在20MPA 下将平行样压实,称量并记录下样品质量及空白样质量。
通过小物品通道将样品转移到手套箱内。
按正极钢壳-弹簧片-垫片-样品-3、4滴高倍电解液-隔膜-纯锂片-负极钢壳-封口的顺序制扣式电池。
将完成的扣式电池取出,小物品通道抽真空。
4.3 测试将制作好的扣式电池安装到测试柜夹具上,按公式(1)I=(M5-M6)×M1/(M1+M2+M3+M4*0.09)×0.2×a×1000 (1) M1:样品的质量(g)M2:石墨的质量(g)M3:碳黑的质量(g)M4:PVDF溶液(9%)的质量(g)M5: 切片机上切下的极片质量(g)M6: 切片机上切下的空白极片质量(g)I:充放电电流强度, mA;0.2:充放电倍率,a:样品估计放电比容量;计算充放电电流,充放电制度如下:充放电制度:静置60min恒流充电截止电压4.2V恒压充电 10min静置 5min恒流放电截止电压2.7V4.4 记录结果测试完成后,按公式(2)R=b×1000/(M5-M6)×M1/(M1+M2+M3+M4*0.09) (2) R:放电比容量,mAh/g;b:扣电容量,mAh:;计算出样品实际放电比容量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我这里做了份倍率放电的作业指导书,楼主尽可以参考下
1.0目的:
检测锂离子电池倍率放电的性能。
2.0范围:
适用锂离子电池所有生产型号的测试。
3.0职责:
检测室检测技术员执行,工程师负责监督。
4.0实验所须设备:
xx,内阻仪,检测柜,
5.0测试条件:
环境温度20±5℃,湿度45-75%,大气压力86-106KPa
6.0操作步骤和方法
6.0.1首先检查电池外观,应无变形、漏液现象,检测电池内阻、电压、厚度,作好记录,然后将电池装在检测柜夹具上,在环境温度20±5℃的条件下进行实验。
6.0.2以1C5A充电,当电池端电压达到充电限制电压4.2V时,转恒压充电,直到充电电流≤0.01C5A,停止充电,取下电池,搁置10分钟。
6 .0.3充满电的电池,在检测柜上以0.2C5A的电流进行恒流放电到终止电压3.0V,记录放电容量(Q1)。
再按照(6.0.2)对电池进行充电,然后以
0.5C5A的电流进行恒流放电到终止电压3.0V,记录放电容量(Q2),按照以上步骤再作1C5A和2C5A放电,分别记录放电电流(Q3和Q4),并且保存每次放电的曲线。
6.0.4放电实验作完后,对电池要进行电压、内阻、厚度检测,并记录。
6.0.5具体充放电操作按照《检测柜操作指引》进行
6.0.6计算
放电容量比率:
0.5C5A放电容量/0.2C5A放电容量=Q2/Q1×100%
1C5A放电容量/0.2C5A放电容量=Q3/Q1×100%
2C5A放电容量/0.2C5A放电容量=Q4/Q1×100%
7.0注意事项
7.0.1实验至少要测3只电池的数据,并对每只电池编号7.0.2实验测试后的电池作废品返库
标准要求:
放电容量比率:0.5C5A放电容量/0.2C5A放电容量≥98% 1C5A放电容量/0.2C5A放电容量≥95%
2C5A放电容量/0.2C5A放电容量≥80%。
记录:
《倍率放电性能测试报告》。