NPT锥螺纹检验方法
螺纹检验方法

螺纹检验方法
螺纹是机械制造中常用的一种连接方式,因其具有良好的连接性能和可重复性,被广泛应用于各种机械设备中。
但是,由于螺纹的制造和加工难度较大,螺纹的质量问题也较为常见,因此需要采用一定的螺纹检验方法来保证其连接性能和可靠性。
常见的螺纹检验方法包括以下几种:
1.外观检验法:通过目视检查螺纹表面的形状、光洁度、损伤等情况,判断螺纹是否符合要求。
2.卡尺检验法:采用卡尺测量螺纹的尺寸,包括螺纹直径、螺距等参数,以判断螺纹是否符合规格要求。
3.环规检验法:采用环规测量螺纹的尺寸,包括螺纹外径、内径等参数,以判断螺纹是否符合规格要求。
4.插销检验法:采用插销插入螺纹内部,通过插销的适配性来判断螺纹内径是否符合要求。
5.影像测量法:采用影像传感器对螺纹进行测量,通过数字化处理得出螺纹尺寸和形状参数,以判断螺纹是否符合规格要求。
以上是常见的螺纹检验方法,不同的方法适用于不同的螺纹规格和实际情况,选择合适的检验方法可以提高螺纹的质量和可靠性,同时也可以保证机械设备的正常运行。
- 1 -。
NPTF_6step

NPTF - 干密封锥形管螺纹的检验采用标准 ASME B1.20.5-19911.6 检验方法为限度法(六台阶法检验密封螺纹)干密封锥形管螺纹(以下简称螺纹)所采用检验方法为限度法,该方法用L1和L2螺纹套规检验外螺纹,用L1和L3螺纹塞规检验内螺纹。
套规或塞规通常有高低台面以确定螺纹基础(基本)尺寸。
基础(基本)尺寸可为最小(MN),基本(B)和最大(MX)三档。
该基础(基本)尺寸亦是螺纹峰谷尺寸检验六台阶法的基础。
1.7 检验规之间的相互关系L1和L2套规组和L1和L3塞规组各为外螺纹和内螺纹的功用尺寸检验所用(不包括螺纹峰谷的去量等因素),同时亦为螺纹锥形角度检验所。
螺纹峰检验的六台阶法亦依赖于组内规具之间的相应关系。
螺纹峰谷(实验上反应了锥形体的大小)检验六步法要求被验品被分为以下三档:最大螺纹,基本螺纹和最小螺纹。
1.8 规具使用方法1.8.1使用前,规具和检验品必须清理,无毛边。
1.8.3L1用手拧紧规具(圈规或塞规),确定基准点及螺纹基础(基本)尺寸属于哪一档,MN,B或MX。
(手紧,--- 如果手松有困难时,表示手拧的过紧)。
1.8.4L2或L3L1是尺寸规,L2和L3属于相对关系检验规,L2和L3亦用手拧入,手紧后,凹槽对应点与L1基准点不得超过大于或小于半圈。
1.8.5 六台阶法检验纹峰及纹谷当产品通过L1,L2或L3检验后,产品基础(基本)尺寸(或螺纹锥体)应属于MN最小,B基本或MX最大中的其中一档。
当外螺纹套上六台阶法圈规时,螺纹端面应在相应档属台面内,比如说,如果外螺纹基本尺寸为B,螺纹端面应为B与BT的台面之间。
检验内螺纹方法相似,规具为六台阶法塞规(无螺纹)外螺纹检验圈规及六台阶法规内螺纹检验塞规及六台阶法塞规。
锥管螺纹检验规程
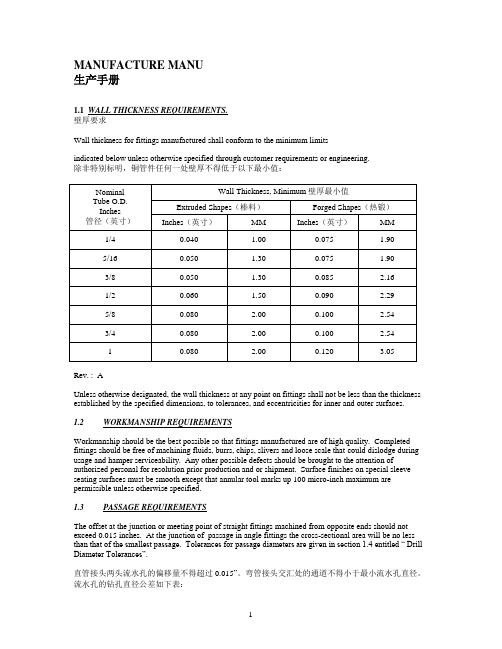
MANUFACTURE MANU生产手册1.1 WALL THICKNESS REQUIREMENTS.壁厚要求Wall thickness for fittings manufactured shall conform to the minimum limitsindicated below unless otherwise specified through customer requirements or engineering.除非特别标明,铜管件任何一处壁厚不得低于以下最小值:Rev. : AUnless otherwise designated, the wall thickness at any point on fittings shall not be less than the thickness established by the specified dimensions, to tolerances, and eccentricities for inner and outer surfaces.1.2WORKMANSHIP REQUIREMENTSWorkmanship should be the best possible so that fittings manufactured are of high quality. Completed fittings should be free of machining fluids, burrs, chips, slivers and loose scale that could dislodge during usage and hamper serviceability. Any other possible defects should be brought to the attention of authorized personal for resolution prior production and or shipment. Surface finishes on special sleeve seating surfaces must be smooth except that annular tool marks up 100 micro-inch maximum are permissible unless otherwise specified.1.3PASSAGE REQUIREMENTSThe offset at the junction or meeting point of straight fittings machined from opposite ends should not exceed 0.015 inches. At the junction of passage in angle fittings the cross-sectional area will be no less than that of the smallest passage. Tolerances for passage diameters are given in section 1.4 entitled “ Drill Diameter Tolerances”.直管接头两头流水孔的偏移量不得超过0.015”。
npt锥管螺纹标准

npt锥管螺纹标准
NPT锥管螺纹标准是指美国国家标准协会(ANSI)制定的一种
锥形管螺纹标准,也称为美国国家标准锥管螺纹。
该标准适用于各种管道和管件的连接,包括水、气、油等液体和气体的输送管道。
NPT锥管螺纹标准是一种非常重要的标准,下面我
们来详细了解一下。
NPT锥管螺纹标准的特点:
1. 锥角为60度,螺距为1/16英寸。
2. 该螺纹标准适用于内径小于2英寸的管道和管件。
3. NPT螺纹通常由两个部分组成:外部螺纹和内部螺纹。
外
部螺纹是锥形的,而内部螺纹是圆柱形的。
这种设计使得连接更加紧密,并且可以防止液体或气体泄漏。
4. NPT锥管螺纹标准通常用于高压和高温环境下的管道连接,因为它们可以提供更好的密封性能。
NPT锥管螺纹标准的应用:
1. 水处理行业:NPT锥管螺纹标准通常用于连接水处理设备,如过滤器、水泵和水喉等。
2. 石油和天然气行业:NPT锥管螺纹标准广泛应用于油井、
天然气井和输油管道等领域。
3. 工业制造业:NPT锥管螺纹标准也用于制造各种工业设备和机器。
NPT锥管螺纹标准的优点:
1. NPT锥管螺纹标准可以提供可靠的密封性能,防止液体或气体泄漏。
2. NPT锥管螺纹标准的连接方式简单,易于安装和拆卸。
3. NPT锥管螺纹标准适用于各种不同的管道和管件,具有广泛的适用性。
总之,NPT锥管螺纹标准是一种非常重要的标准,它在各个领域都有广泛的应用。
作为一个专业人士,我们需要深入了解这种标准,并且在实际工作中灵活运用。
NPT,UNF,UNC螺纹识别
NPT,UNF,UNC螺纹识别
NPT螺纹,G螺纹,Rp螺纹,国际标准螺纹,公制螺纹的识别
如何识别最常⽤的标准螺纹
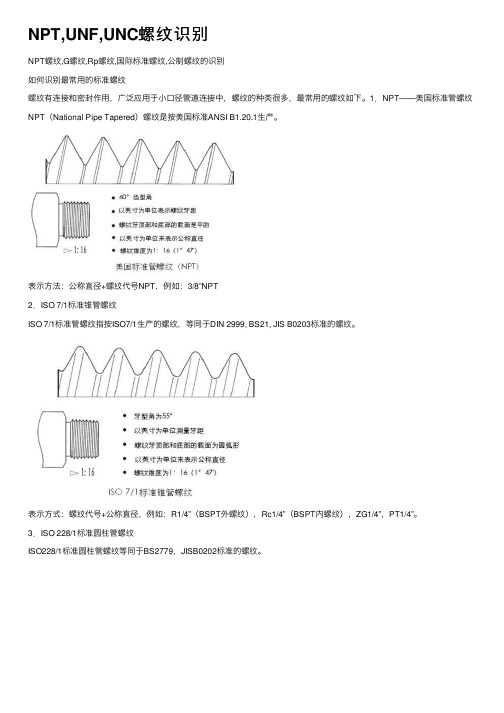
螺纹有连接和密封作⽤,⼴泛应⽤于⼩⼝径管道连接中,螺纹的种类很多,最常⽤的螺纹如下。
1.NPT——美国标准管螺纹NPT(National Pipe Tapered)螺纹是按美国标准ANSI B1.20.1⽣产。
表⽰⽅法:公称直径+螺纹代号NPT,例如:3/8”NPT
2.ISO 7/1标准锥管螺纹
ISO 7/1标准管螺纹指按ISO7/1⽣产的螺纹,等同于DIN 2999, BS21, JIS B0203标准的螺纹。
表⽰⽅式:螺纹代号+公称直径,例如:R1/4”(BSPT外螺纹),Rc1/4”(BSPT内螺纹),ZG1/4”,PT1/4”。
3.ISO 228/1标准圆柱管螺纹
ISO228/1标准圆柱管螺纹等同于BS2779,JISB0202标准的螺纹。
表⽰⽅式:螺纹代号+公称直径,例如:Rp1/4”,G1/4”,PF1/4”。
4.美国统⼀螺纹
美国统⼀螺纹(Unified ScrewThread)是按美国标准ANSIB1.1⽣产.
表⽰⽅式:螺纹实际外径+每英⼨螺纹⽛数+螺纹代号,例如:3/8-24UNF,5/1
6-28UN,3/8-16 UNC,其中UNF表⽰细螺纹,UNC表⽰粗螺纹,UN表⽰常规螺纹。
5.公制螺纹(ISO261)
公制螺纹是按ISO261或ANSIB1.13M标准⽣产的螺纹。
表⽰⽅式:螺纹代号+实际直径*⽛距,例如:M10*1,M14*1.5,M22*1.5。
ANPT NPTF 螺纹规使用方法

Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 1 of 7Title标题: ANPT NPTF 螺纹规使用方法Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 2 of 7Title标题: ANPT NPTF 螺纹规使用方法1.目的规范ANPT和NPTF螺纹规的使用方法。
2.适用范围适用与所有ANPT和NPTF螺纹的检测过程。
3.定义:3.1螺纹有效长度(图1):L1: 手动旋合长度;L2 :外螺纹用扳手旋合长度L3:内螺纹用扳手旋合长度图 13.2 ANPT 和 NPTF 螺纹塞规(见下图):L1规:检查圆锥内螺纹在L1范围内的作用中径和底径;Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 3 of 7Title标题: ANPT NPTF 螺纹规使用方法L3规:检查圆锥内螺纹在 L3范围内的作用中径;6台阶牙顶光滑圆锥塞规:检查圆锥内螺纹在(L1+L3)范围内的锥孔直径。
3.3 ANPT 和 NPTF 螺纹环规(见下图):L1规:检查圆锥外螺纹在L1范围内的作用中径和底径;L2 规:检查圆锥外螺纹在(L2 - L1)范围内的作用中径;6台阶牙顶光滑圆锥环规:检查圆锥外螺纹在L2范围内的圆锥直径。
3.4 P:螺距Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 4 of 7Title标题: ANPT NPTF 螺纹规使用方法4.程序4.1量规及零件的螺纹必须清洁、无毛刺。
PT、NPT锥螺纹课件教程文件
1、螺牙的角度
螺纹名称的介绍
2、螺距(P)
3、外径:与外螺纹的螺牙相切
的假想圆柱(圆锥)的直径。 4、内径:与内螺纹的螺牙相切
的假想圆柱(圆锥)的直径。
螺纹角度
5、有效径:螺纹槽的宽度与螺
纹牙的宽度相等时的假想圆
柱(圆锥)的直径。
6、旋合高度:在相互同心啮合 的外螺纹和内螺纹上,从与
内螺纹
轴线垂直的方向测得的与外
径相切的假想圆柱和与内径
相切的假想圆柱之间的距离。
7、旋合率:实际旋合高度对基
准旋合高度的百分比。
旋合高度
内螺纹内径D1
外螺纹谷径d1
实际旋合高度
旋合率=
×100(%)
基准旋合高度
外螺纹
螺距P
内螺纹谷径D 外螺纹外径d 有效径D2、d2
4
螺纹的检查项目
a)SMC按以下五项全部合格作为螺纹检查的基础。
是日本JIS规格。需要借助密封圈密封。 4、管用锥形螺纹主要是靠螺纹的紧密配合实现密封的,但密封几
率低,需要辅助涂抹一些密封胶。 5、另外还有不用密封胶的干密封螺纹(NPTF螺纹),下面通过NPTF
和NPT螺纹的对比说明差异: NPTF螺纹称之为干密封式锥管螺纹,它连接密封时不用润滑剂或 密封填料,主要是靠内、外螺纹牙的侧面、牙顶和牙底同时接触, 来达到密封的目的 NPT螺纹称之为一般用途的锥管螺纹,它们两者的牙型角、斜度等 指标都是相同的,关键是牙顶和牙底的削平高度不一样。NPT螺纹 的牙顶和牙底都留有间隙,主要靠侧面压紧实现密封。
13
PT、NPT螺纹形状的变化带来的影响
---无法和管接头紧密接触达到密封效果
●上面讲到了螺纹的侧面是一个比较重要的密封表面,如果发生破 损的话会直接影响到密封效果。由于外螺纹和内螺纹是拉紧配合, 内螺纹的内侧面显得更为重要,投诉中的CG端盖的气孔螺纹就主 要是内侧面破损严重造成的,而且牙形角也发生了变化,无法实 现紧密接触。
PT与NPT锥螺纹知识
和NPT螺纹的对比说明差异:
NPTF螺纹称之为干密封式锥管螺纹,它连接密封时不用润滑剂或 密封填料,主要是靠内、外螺纹牙的侧面、牙顶和牙底同时接触, 来达到密封的目的 NPT螺纹称之为一般用途的锥管螺纹,它们两者的牙型角、斜度等 指标都是相同的,关键是牙顶和牙底的削平高度不一样。NPT螺纹 的牙顶和牙底都留有间隙,主要靠侧面压紧实现密封。
1
螺纹量规
2
外径(外螺纹) 内径(内螺纹)
游标尺、千分尺、环规、 卡规、塞规、销规
螺纹量规、游标尺 千分表、棒规、螺纹量规、 角度计 完整螺纹部分的长度
3 有效螺纹长
4 螺纹倾斜
5 螺牙的加工状态 (光洁度)
b)螺纹量规判定是否合格时出现不一致的场合(生产者和使用者) 以满足是否满足JIS规格的规定(考虑了可以容许的磨耗)来判定。
担 当:王红森、吴淑文、陈勇 韩云雷 06-7-11 试验日期:06.5.23 ~06.6.6
一、试验目的:
通过实验,确认挤压及氧化工序对螺纹有效长影响的程度。
二、试验内容及结果:
1、步骤:(1)任意选出DT工序加工完待挤压的CQ50、CQ63缸筒各5BIN,从每BIN中抽出10本 工件进行编号,共抽出100本。 (2)对ロッド側、ヘッド側配气孔进行测量,并按编号记录测量结果。 (3)ヵシメ后委托氧化部门对此批工件氧化处理。 (4)对氧化后CQ缸筒的ロッド側、ヘッド側配气孔进行测量并记录。 注:实验流程:①NC→②DT→③清洗→④精修→⑤测量1→⑥挤压→⑦清洗→⑧喷丸→⑨氧化→⑩测量2
npt 螺纹标准
NPT(National Pipe Thread)是一种美国标准的管螺纹规格,它是一种60度锥度的螺纹,主要用于管道连接和密封。
NPT螺纹设计用于实现紧密的密封,以防止流体泄漏。
这种螺纹标准在美国和一些其他国家广泛使用,尤其是在石油、化工和建筑行业。
NPT螺纹的尺寸规格通常包括螺纹的外径、中径和内径,以及螺距和螺纹的长度。
这些尺寸根据螺纹的尺寸等级(如1/8英寸、1/4英寸、3/8英寸等)而有所不同。
NPT螺纹的标准尺寸和公差通常由美国机械工程师协会(ASME)和美国管螺纹标准(API)等组织制定。
在使用NPT螺纹时,通常需要遵循一定的配合规则,包括选择合适的螺纹尺寸和公差等级,以确保螺纹连接的密封性能。
此外,还需要考虑螺纹的旋向,通常有右旋和左旋两种,以确保螺纹的配合方向正确。
PT、NPT锥螺纹课件
异常螺纹牙形
内螺纹
主要密封面 破损
●对于锥螺纹加工条件变更的时必须
向外拉紧
测量螺纹形状。
外螺纹
15
PT、NPT螺纹规径向磨损带来的影响
---螺纹基准径测量误差
1)螺纹锥度 例:
2)螺纹规的基准径位置 基准径
1 16
3)螺纹规的检测要求
4)螺纹规磨损带来的影响 当锥螺纹规径向发生磨损时,螺纹规 的真实基准径就会变小,当基准径变 小后仍然可以继续向下拧入,直到拧 到下一个符合基准径尺寸的位置。 这样即使工件的螺纹本身没有任何变 化,用磨损了的螺纹规检测基准径位 置的结果也会比原来深,这就产生了 测量误差。
同时,以0磨耗作为测量基准,避免由此带来的测量误差。
②锥形螺纹有效深度也要按照中差为基准目标进行管理。
3
CG50前端盖气孔螺纹不良
正常螺纹牙形
异常螺纹牙形
规定流程: ①程序修正→②填写《程序修改记录》→③负责人确认→④生技承认→ ⑤开始生产 错误流程: ①程序修正→②开始生产 反省: 程序修正的规定流程未遵守。“作业规范的不能遵守”好象已经成为 了一个谁都知道存在,但谁都不知道应该如何去解决的问题。
45゜
φD
11
万用(Uni)螺纹及倒角形状的重要性
φD φC 45゜
用作配管连接的 M螺纹,因端面 为密封面,所以 作到φD的内径 无划伤、打痕等 不适合是非常重 要的。
12
决定螺纹密封的主要因素
• 螺纹的形状
• 基准径的位置 • 螺纹的有效深度
13
管用螺纹的介绍
1、PT是日本JIS规格中的管用锥形螺纹,而RC是ISO规格。 2、NPT是一般用途的美国标准管用锥形螺纹。 3、G螺纹是非密封用管螺纹(属于圆柱螺纹),G是ISO规格,而PF
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NPTF螺纹检验方法
螺纹规作用:
L1规是检验螺纹基面尺寸。
L3(L2)规是检验螺纹有效长度。
光规(Crest)是检验螺纹大径锥度。
螺纹规组成:
L1规由Min(最小),Basic(基准),Max(最大)三个台阶组成,Min(最小)与Max(最大)之间的距离为2T(2个螺距),它们三者之间的关系是:
(T=2个螺距)
Max(最大)区域
B(基准)区域
Min(最小)区域
L2规由Min(最小),Basic(基准),Max(最大)三个台阶组成,Min(最小)与Max(最大)之间的距离为2T(2个螺距)。
光规(Crest)由Mn和 Mnt,B和 BT,Mx和 Mxt六个台阶组成。
检验判定方法:
首先,量规及零件的螺纹必须清洁、无毛刺。
参考点在零件的端面。
端面倒角深度必须超过螺纹的小径(底径)。
1,用L1规检验螺纹;螺纹端面在最大(Max)与最小(Min)之间为合格,否则判定螺纹不合格;
L1使用后,会有三种情形出现:不到基准面在1圈内;与基准面平;超过基准面在1圈内。
对于螺纹规具体位置可借助游标卡尺进行测量,根据测量的实际数值来划分属于那个位置。
三者之间的具体区域划分如下:
Max(最大)+(-)2/3T(螺距),
B(基准)±1/3T(螺距),
Min(最小)+(-)2/3T(螺距)。
2,L1判定合格后,用L2规检验。
L2规检验螺纹;螺纹端面在最大(Max)与最小(Min)之间为合格,否则判定螺纹不合格;
L2规的位置为L1规检验时位置的±1/2T(螺距),即根据L1规检验时的位置,来确定 L2规是否在±1/2T(螺距)内。
即
L1规在最大(Max)位置时,L2规(环规)在最大至+1/2T内为合格
L2规(塞规)在最大至-1/2T内为合格
L1规在B基准位置时,L2规(环规与塞规)在B基准的±1/2T内为合格
L1规在最小(Min)位置时,L2规(环规)在最小至-1/2T内为合格
L2规(塞规)在最小至+1/2T内为合格
3,L1&L2判定合格后再用Crest规(锥度规),锥度规放入螺纹内不可以有
摆动。
否则不合格。
----螺纹基准面在L1规Min区域内时(2/3T),使用锥度规,应在Mn和 Mnt 之间,方可判定合格。
----螺纹基准面在L1规B区域内时(±1/3T),使用锥度规,应在B和 BT之间,方可判定合格。
----螺纹基准面在L1规Max区域内时(2/3T),使用锥度规,应在Mx和 Mxt 之间,方可判定合格。
4,注意检验时,对螺纹规不可用力过大。
不方便目测,可以用卡尺辅助测量。
Er
NPT牙规分为环规和柱规,环规达到中线,就是中间的台阶,就OK了。
还有个Z 规,就是只能旋一点进去就选不进去了,通过这2个环规测试过后说明NPT牙是OK的。