X光焊缝图像中缺陷的实时检测方法(中文)
实时监测焊缝缺陷的X射线探测系统

实时监测焊缝缺陷的X射线探测系统实时监测焊缝缺陷的X射线探测系统步骤一:引言在现代焊接行业中,焊缝质量是一个至关重要的问题。
不良的焊缝质量可能导致结构强度下降,从而引发严重的安全问题。
因此,监测焊缝质量并及时发现缺陷是至关重要的。
X射线探测系统是一种实时监测焊缝缺陷的先进技术,本文将介绍其工作原理和步骤。
步骤二:系统部件X射线探测系统主要由三个部分组成:X射线发生器、探测器和数据处理系统。
X射线发生器负责产生高能量的X射线束,探测器用于接收并测量通过焊缝的X射线,数据处理系统则用于分析和评估焊缝质量。
步骤三:数据采集首先,X射线发生器开始工作,产生高能量的X 射线束。
这些X射线穿过焊缝,并被探测器接收。
探测器会记录下通过焊缝的X射线的能量和强度等信息。
步骤四:数据处理接下来,数据处理系统会对采集到的数据进行处理和分析。
它会利用先进的算法和模型来检测焊缝中可能存在的缺陷,如气孔、裂纹或未熔合等。
数据处理系统还可以将检测到的缺陷与预设的缺陷标准进行比对,以评估焊缝的质量。
步骤五:报告生成一旦数据处理系统完成了缺陷检测和质量评估,它会生成一份详细的报告。
报告中将列出焊缝中存在的缺陷类型和数量,并对焊缝质量进行评级。
这个报告可以用于指导焊接人员进行修复工作,以确保焊缝质量符合标准。
步骤六:实时监测X射线探测系统能够实时监测焊缝质量,并即时生成报告。
这使得焊接人员可以在焊接过程中及时发现并纠正焊缝缺陷,提高焊缝的质量和可靠性。
此外,通过系统的连续监测,焊接人员还可以了解焊缝质量的变化趋势,以及可能导致缺陷产生的原因,从而采取相应的措施预防类似问题的再次发生。
步骤七:总结X射线探测系统是一种高效、准确的实时监测焊缝缺陷的技术。
它通过X射线发生器、探测器和数据处理系统的配合工作,能够及时检测出焊缝中的缺陷,并生成详细的报告。
这种系统的应用可以提高焊缝质量,减少安全隐患,对现代焊接行业具有重要意义。
X光焊缝图像中缺陷的实时检测方法(中文)
X光焊缝图像中缺陷的实时检测方法孙怡孙洪雨白鹏王昱田岩平(大连理工大学电子与信息工程学院,116024)(中国石油天然气集团总公司管道局钢管厂,11100)摘要:为了检测X光探伤图像中螺旋钢管焊缝缺陷,提出了一种新的实时自动检测算法。
它是一种基于图像空间特性(空间对比度与空间方差)的模糊识别算法,与人眼视觉识别特性相近,与其他传统缺陷检测算法相比,有较低的漏判率和误判率,并能满足生产线上实时检测的要求。
关键字:无损探伤;焊缝缺陷;自动检测;模糊算法0 引言X射线无损探伤是工业无损检测的主要方法之一,其检测结果已作为焊缝缺陷分析和质量评定的重要判定依据。
但是,该方法具有操作过程复杂、运行成本高、结果不易存放且查询携带不便等缺点。
随着电子技术的飞速发展,一种新型的X射线无损检测方法“X射线工业电视”应运而生,并开始应用到焊缝质量的无损检测当中。
X射线工业电视取代了原始X射线探伤中的胶片,用监视器(工业电视)实时显示探伤图像,这样不仅可以节省大量的X射线胶片,而且还可以在线实时检测,提高了X射线无损检测的检测效率。
但现在的X射线工业电视大多还都采用人工方式进行在线检测与分析,而人工检测本身存在几个不可避免的缺点,如主观标准不一致、劳动强度大、检测效率低等。
随着计算机技术、自动控制技术以及图像处理方法迅速地引入焊接领域,焊接生产自动化、智能化已经成为21世纪焊接技术发展的重要方向。
在焊缝质量检测方面,如果采用X射线无损探伤计算机辅助评判系统进行在线检测与分析,可以有效地克服人工评定中因为眼睛疲劳、经验差异而引起的漏判与误判,从而使在线检测工作客观化、规范化与智能化,排除许多假象的干扰,使在线检测工作更加准确。
目前,国内外基于X射线探伤图像的缺陷自动检测方法有基于图像差分的方法[1,2],基于边缘检测的方法[3,4],基于模板匹配的相似缺陷检测算法[5]等。
这些方法在检测面积较小或者空间对比度较低的缺陷时比较困难。
X射线线阵实时成像焊缝缺陷检测方法

X射线线阵实时成像焊缝缺陷检测方法
陈明;马跃洲;陈光
【期刊名称】《焊接学报》
【年(卷),期】2007(028)006
【摘要】针对X射线线阵探测器实时成像的焊缝图像,提出了降噪处理、焊缝图像分割及缺陷检测的方法.通过自适应中值滤波方法对焊缝图像进行滤波降噪,利用类间、类内方差比分割法和数学形态学方法进行焊缝图像分割,对焊缝部分应用高频加强变换提取焊接缺陷.结果表明,采用自适应中值滤波能够有效去除噪声的同时保留焊缝和缺陷的边缘细节;类间、类内方差比分割方法与数学形态学方法并用能准确地将图像分割为焊缝与母材区域;高频加强变换能使焊缝中心部位灰度变化突显进而实现缺陷检测.
【总页数】4页(P81-84)
【作者】陈明;马跃洲;陈光
【作者单位】兰州理工大学,材料科学与工程学院,兰州,730050;兰州理工大学,材料科学与工程学院,兰州,730050;兰州理工大学,材料科学与工程学院,兰州,730050【正文语种】中文
【中图分类】TG115.28
【相关文献】
1.核燃料棒焊缝缺陷数字X射线实时成像检测技术的发展综述 [J], 李向阳;许雯雯
2.X射线焊缝图像中缺陷的实时检测方法 [J], 孙怡;孙洪雨;白鹏;王昱;田岩平
3.基于背景重构X射线钢管焊缝缺陷检测方法 [J], 王家晨;王新房
4.焊缝X射线实时成像图像中缺陷的提取 [J], 蒋文凤;赵立宏
5.基于ButterWorth滤波的X射线钢管焊缝缺陷检测方法 [J], 王家晨;王新房因版权原因,仅展示原文概要,查看原文内容请购买。
ISO10893-6:2011焊缝射线检测(中文)

a
bc
d
a. 有效焦点尺寸,d,mm
b. 最小源到焊点的距离,f,等级B,mm
c. 最小源到焊点的距离,f,等级A,mm d. 焊点到胶片间距离,b,mm
图1 由焊点到胶片距离b,有效焦点尺寸d,来决定 最小的源到焊点距离f的列线图
Y 500 400 300
200
100
70 60 50 40 30
H13
200≤T≤250
H14
6.3 对双壁透照技术,采用图理质量级别时,表中的钢的厚度应为指定厚度 的两倍。
7 胶片处理
射线照相底片应没有由于操作原因所带来的缺欠或可能影响解释、分析工作 的其它缺欠。
8 射线底片的观察条件
透过射线照相底片的亮度,当底片黑度小于等于 2.5 时,应不低于 30cd/m2, 底片黑度大于 2.5 时,应不低于 10cd/m2。
10 验收极限
10.1 焊缝射线检测的验收标准如下: 射线检测时,应采用这些验收标准, 产品标准另有规定的除外。
10.2 裂缝,未焊透和未熔合为不合格。
10.3 直径不超过3.0mm或T/3(T为钢管规定壁厚)的单个圆形夹杂和气孔 为合格.取两者之间较小者。
在任意150mm或12T长度焊缝范围内( 以数值较小者为准),单个夹杂和气 孔之间的间隔小于4T时,上述所有允许单独存在的缺欠的直径之和不应超 过6mm或0.5T( 以数值较小者为准)。
10.4 在长度不超过12.0mm或T的单个条形夹杂(以数值较小者为准),且宽 度不超过1.5mm的单个条形夹杂为合格。
在任意150mm或12T长度焊缝范围内( 以数值较小者为准),单个夹杂之间 的间隔小于4T时,上述所有允许单独存在的缺欠的最大累积长度不应超过 12.0mm。
X射线线阵实时成像焊缝缺陷检测方法-焊接进站

收稿日期:2006-07-26X 射线线阵实时成像焊缝缺陷检测方法陈 明, 马跃洲, 陈 光(兰州理工大学材料科学与工程学院,兰州 730050)摘 要:针对X 射线线阵探测器实时成像的焊缝图像,提出了降噪处理、焊缝图像分割及缺陷检测的方法。
通过自适应中值滤波方法对焊缝图像进行滤波降噪,利用类间、类内方差比分割法和数学形态学方法进行焊缝图像分割,对焊缝部分应用高频加强变换提取焊接缺陷。
结果表明,采用自适应中值滤波能够有效去除噪声的同时保留焊缝和缺陷的边缘细节;类间、类内方差比分割方法与数学形态学方法并用能准确地将图像分割为焊缝与母材区域;高频加强变换能使焊缝中心部位灰度变化突显进而实现缺陷检测。
关键词:X 射线实时成像;线阵探测器;图像处理;焊接缺陷检测中图分类号:TG115.28 文献标识码:A 文章编号:0253-360X (2007)06-081-04陈 明0 序 言X 射线探伤作为无损检测的常用方法之一,在工业领域应用已有近100年的历史。
目前,国内外X 射线探伤检测方法仍以胶片成像法及图像增强器实时成像法为主,胶片成像存在对比度范围窄、费用昂贵、检测周期长、污染环境等缺点;图像增强器受器件本身限制,具有图像噪声大、灵敏度低、对比度差、图像变形、使用寿命短等缺点。
X 射线线阵扫描探测器是近年发展的新一代实时成像传感器,具有体积小、重量轻、价格低、图像质量好、应用范围宽、检测速度快、灵敏度高等特点,得到了日益广泛的应用。
计算机辅助焊缝缺陷检测一直受到关注,边缘检测、数学形态学变换、小波变换、神经网络、模糊推理、区域增长等方法[1-6],都曾被用来进行焊缝缺陷提取。
然而,由于成像条件、检测对象以及算法的复杂性和局限性,实际应用中仍有许多问题尚待进一步研究。
针对X 射线线阵探测器实时成像的焊缝图像,利用matlab 仿真软件,研究并以期寻找图像降噪、焊缝图像分割和缺陷提取的简单有效的方法。
1 线阵探测器成像原理系统选择德国NTB 公司生产的SE Z 系列SEZ —160型X 射线线阵LDA (linear diode arrays )探测器,通过沿焊缝方向运动扫描进行实时成像。
X射线探伤

第2期
孙 怡,等:X 射线焊缝图像中缺陷的实时检测方法
117
声 ),它 们 仍 然 会 使 整 个 区 域 的 灰 度 平 均 值 较 高 ,但
这个区域却不是缺陷,看起来也不比其周围背景区
域“ 明亮”,因为这个区域只是包含了几。所以人类视觉
中的“ 亮度” 指的是,除了有着较高的空间对比度
(1.大连理工大学 电子与信息工程学院,辽宁 大连 116 24; 2.中国石油天然气总公司管道局钢管厂,辽宁 辽阳 111 )
摘 要 : 为 了 检 测 X 射 线 探 伤 图 像 中 螺 旋 钢 管 焊 缝 缺 陷 ,提 出 了 一 种 新 的 实 时 自 动 检 测算法。它是一种基于图像空间特性( 空间对比度与空间方差)的模糊识别算法 ,与 人 眼 视 觉 识 别 特 性 相 近 ,与 其 它 传 统 缺 陷 检 测 算 法 相 比 ,有 较 低 的 漏 判 率 和 误 判 率 ,并 能 满足生产线上实时检测的要求。 关键词:无损探伤;焊缝缺陷;自动检测;模糊算法 中图分类号:TP391.4 文献标识码:A 文章编号:0253-360X(2004)02-115-05
>750<2 500
0
0
1
>2 500<11 600 0
0
0
>11 600
0
0
0
3
3
3
2
2
3
1
2
2
1
1
2
0
0
1
注:V 代表灰度方差;A 代表灰度差值
383 水平与垂直方向综合判断
将由以上两个步骤得到的水平方向和垂直方向
上的隶属度参数综合考虑。得到最终的模糊隶属度
基于深度学习的焊缝X射线图像缺陷识别方法研究

基于深度学习的焊缝X射线图像缺陷识别方法研究基于深度学习的焊缝X射线图像缺陷识别方法研究摘要:随着工业自动化的发展,焊接技术在生产和制造领域中的应用越来越普遍。
焊接工艺的质量控制变得至关重要。
X射线图像检测技术是一种常用的焊缝质量检测手段。
然而,传统的X射线图像缺陷识别方法存在一些缺点,如准确性和鲁棒性较差。
本文提出了一种基于深度学习的焊缝X射线图像缺陷识别方法,该方法利用深度神经网络模型对焊缝X射线图像进行特征提取和分类,以实现高准确性和鲁棒性的缺陷识别。
关键词:焊缝;X射线图像;深度学习;缺陷识别一、引言焊接是一项关键的制造工艺,在工业生产中被广泛应用。
焊接质量对产品的性能和可靠性具有重要影响。
X射线图像检测技术可用于检测焊接缺陷,如孔洞、气孔和裂纹等。
然而,传统的图像处理方法在焊缝缺陷检测中存在限制,如准确性和鲁棒性较差。
因此,采用深度学习方法对焊缝X射线图像进行缺陷识别具有重要意义。
二、深度学习在焊缝X射线图像中的应用深度学习是一种模仿人类大脑神经网络的机器学习方法。
在焊缝X射线图像中的应用,深度学习可以提取出更丰富的特征,并能够通过大数据集进行训练,得到更准确和鲁棒的模型。
主要包括以下几个步骤:1. 数据预处理:将焊缝X射线图像进行预处理,包括去噪、图像增强等,以提高模型的稳定性和鲁棒性。
2. 特征提取:利用卷积神经网络(CNN)对预处理后的图像进行特征提取。
CNN能够自动学习图像的空间和频域特征,从而提取出可区分焊缝缺陷的特征。
3. 特征融合:将提取的特征进行融合,以进一步增强模型的鲁棒性和准确性。
4. 分类与识别:通过全连接层和Softmax函数将融合后的特征映射到对应的类别,实现焊缝X射线图像的缺陷识别。
三、实验设计与结果分析本文选取了一组焊缝X射线图像数据集,数据集中包含了不同种类的焊缝缺陷,如孔洞、气孔和裂纹等。
首先,对数据集进行预处理,去噪和增强等处理。
然后,利用已训练好的VGG16模型进行特征提取。
焊缝缺陷检测的X射线图像分析方法

焊缝缺陷检测的X射线图像分析方法焊缝缺陷检测的X射线图像分析方法步骤一:确定焊缝缺陷检测的目的和要求在进行焊缝缺陷检测之前,首先需要明确检测的目的和要求。
这可以包括确定需要检测的焊缝类型、缺陷种类以及对缺陷的灵敏度要求等。
这些信息将有助于确定后续的分析方法和参数设置。
步骤二:准备X射线设备和样品进行焊缝缺陷检测需要使用X射线设备。
确保设备的正常运行,并根据具体情况选择合适的参数设置,如电压、电流和曝光时间等。
同时,准备焊缝样品并进行必要的清洁和表面处理,以确保能够获得清晰的X射线图像。
步骤三:选择合适的成像技术在进行焊缝缺陷检测时,可以采用不同的成像技术,如传统的投影成像、断层成像和CT成像等。
根据具体情况选择合适的成像技术,以获得对焊缝内部缺陷的准确和全面的了解。
步骤四:获取X射线图像通过将焊缝样品放置在X射线设备下,使用合适的曝光时间和参数设置,获取焊缝的X射线图像。
确保图像清晰度和对比度的同时,避免过度曝光或欠曝光情况的发生。
步骤五:对X射线图像进行分析获得X射线图像后,需要对其进行分析以检测焊缝缺陷。
可以使用人工观察的方法,通过仔细查看图像中的缺陷特征和形态来识别缺陷。
同时,也可以借助计算机辅助分析的方法,利用图像处理和模式识别技术对图像进行自动化分析和缺陷检测。
步骤六:评估和分类焊缝缺陷在分析X射线图像时,需要对检测到的焊缝缺陷进行评估和分类。
这可以基于缺陷的形态、大小、位置和严重程度等指标进行。
根据缺陷评估结果,可以确定缺陷的严重程度,并采取相应的修复措施或进一步研究。
步骤七:记录和报告结果最后,将焊缝缺陷检测的结果记录并进行报告。
报告中应包括焊缝样品的信息、检测方法和参数设置、检测结果以及对缺陷的评估和分类等内容。
这有助于将检测结果传达给相关人员,并为后续的修复和质量控制提供参考。
通过以上步骤,可以根据焊缝缺陷检测的X射线图像分析方法,对焊缝进行准确和全面的缺陷检测。
这将有助于提高焊接质量和产品安全性,并为焊接工艺的改进和优化提供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X光焊缝图像中缺陷的实时检测方法孙怡孙洪雨白鹏王昱田岩平(大连理工大学电子与信息工程学院,116024)(中国石油天然气集团总公司管道局钢管厂,11100)摘要:为了检测X光探伤图像中螺旋钢管焊缝缺陷,提出了一种新的实时自动检测算法。
它是一种基于图像空间特性(空间对比度与空间方差)的模糊识别算法,与人眼视觉识别特性相近,与其他传统缺陷检测算法相比,有较低的漏判率和误判率,并能满足生产线上实时检测的要求。
关键字:无损探伤;焊缝缺陷;自动检测;模糊算法0 引言X射线无损探伤是工业无损检测的主要方法之一,其检测结果已作为焊缝缺陷分析和质量评定的重要判定依据。
但是,该方法具有操作过程复杂、运行成本高、结果不易存放且查询携带不便等缺点。
随着电子技术的飞速发展,一种新型的X射线无损检测方法“X射线工业电视”应运而生,并开始应用到焊缝质量的无损检测当中。
X射线工业电视取代了原始X射线探伤中的胶片,用监视器(工业电视)实时显示探伤图像,这样不仅可以节省大量的X射线胶片,而且还可以在线实时检测,提高了X射线无损检测的检测效率。
但现在的X射线工业电视大多还都采用人工方式进行在线检测与分析,而人工检测本身存在几个不可避免的缺点,如主观标准不一致、劳动强度大、检测效率低等。
随着计算机技术、自动控制技术以及图像处理方法迅速地引入焊接领域,焊接生产自动化、智能化已经成为21世纪焊接技术发展的重要方向。
在焊缝质量检测方面,如果采用X射线无损探伤计算机辅助评判系统进行在线检测与分析,可以有效地克服人工评定中因为眼睛疲劳、经验差异而引起的漏判与误判,从而使在线检测工作客观化、规范化与智能化,排除许多假象的干扰,使在线检测工作更加准确。
目前,国内外基于X射线探伤图像的缺陷自动检测方法有基于图像差分的方法[1,2],基于边缘检测的方法[3,4],基于模板匹配的相似缺陷检测算法[5]等。
这些方法在检测面积较小或者空间对比度较低的缺陷时比较困难。
因此,本文提出了一种基于图像空间特性(空间对比度与空间方差)的模糊识别算法[6,7]作为缺陷检测算法。
以此为核心组成了焊接缺陷的自动检测与识别系统。
论文的第1部分将介绍系统的总体构成,第2部分描述了如何自动提取螺旋钢管焊缝区域,第3部分详细地讲述了缺陷检测算法原理,第4部分给出了实验结果和结论。
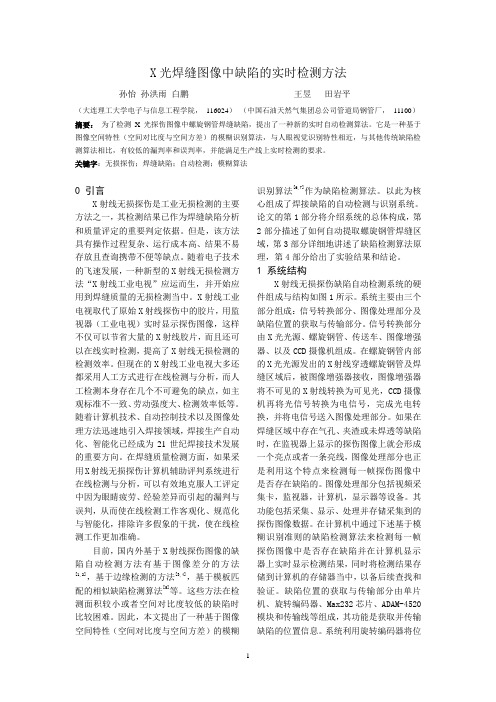
1 系统结构X射线无损探伤缺陷自动检测系统的硬件组成与结构如图1所示。
系统主要由三个部分组成:信号转换部分、图像处理部分及缺陷位置的获取与传输部分。
信号转换部分由X光光源、螺旋钢管、传送车、图像增强器、以及CCD摄像机组成。
在螺旋钢管内部的X光光源发出的X射线穿透螺旋钢管及焊缝区域后,被图像增强器接收,图像增强器将不可见的X射线转换为可见光,CCD摄像机再将光信号转换为电信号,完成光电转换,并将电信号送入图像处理部分。
如果在焊缝区域中存在气孔、夹渣或未焊透等缺陷时,在监视器上显示的探伤图像上就会形成一个亮点或者一条亮线,图像处理部分也正是利用这个特点来检测每一帧探伤图像中是否存在缺陷的。
图像处理部分包括视频采集卡,监视器,计算机,显示器等设备。
其功能包括采集、显示、处理并存储采集到的探伤图像数据。
在计算机中通过下述基于模糊识别准则的缺陷检测算法来检测每一帧探伤图像中是否存在缺陷并在计算机显示器上实时显示检测结果,同时将检测结果存储到计算机的存储器当中,以备后续查找和验证。
缺陷位置的获取与传输部分由单片机、旋转编码器、Max232芯片、ADAM-4520模块和传输线等组成,其功能是获取并传输缺陷的位置信息。
系统利用旋转编码器将位移信号转换为脉冲信号,通过脉冲信号的个数来记录传送车的位移,再通过串行通信接口将位移信号传送给计算机进行处理,从而获得缺陷的位置信息。
图1 系统结构图2.螺旋钢管焊缝区域的自动提取每一幅X射线探伤图像中,缺陷所在的焊缝区域占整幅探伤图像中很少的一部分,如图2所示。
图2 探伤图像实例图如果将缺陷检测算法应用到整幅探伤图像中,无论是从算法的运算量、运算时间还是算法的检测效率来看,都不经济。
所以本文采用一种基于图像灰度特性的快速焊缝区域提取方法,首先将每幅探伤图像中的焊缝区域提取出来,然后在提取出来的焊缝区域中应用缺陷检测算法。
这样既减少了需要处理的数据量,缩短了算法的运行时间,又提高了缺陷检测算法的效率。
在每一帧探伤图像中,均存在着明显的三个不同的灰度级区域,即图像中央横向条形的焊缝区域、焊缝区域上下的亮背景(钢管壁区域)以及四周的暗背景(挡板区域)。
为了准确地将焊缝区域分割出来,本文利用剔除暗背景后的图像直方图进行自适应阈值分割,选择自适应的阈值进行分割是因为在某一帧探伤图像中分割效果较好的阈值,在其他帧图像中却可能效果很差,所以仅仅用一个固定的阈值来进行图像分割的方法很难将焊缝区域可靠地提取出来。
在这种情况下,把灰度阈值取成一个随不同帧探伤图像自动变化的函数是很合适的。
这样就可以消除像素灰度值不稳定对焊缝提取的影响,即使焊缝的上下移动也能有效准确地提取出焊缝区域。
自适应二值化方法的基本原理是使图像中分割的两类目标的类间方差最大,类内方差最小,即为求解公式2[()()]()()[1()]T k k k k k βμωμσωω-=-其中0,1,,255k =⋅⋅⋅的最大值,并将其所对应的k 值作为最优阈值T 。
其中,2550()T i ih i μ==∑,0()()ki k h i ω==∑,()()ki k ih i μ==∑ 0,1,,255k =⋅⋅⋅i 表示灰度,h(i)表示灰度分布。
实验表明利用此方法提取出焊缝区域非常接近人的视觉区分结果。
图3显示了某帧图像在剔除暗背景后的图像直方图、分割的阈值、分割后的二值图以及焊缝提取的结果。
(a) (b) (c)图3 (a) 剔除暗背景后的直方图及自适应阈值(b) 采用 (a) 中的阈值分割的效果 (c) 焊缝提取效果图3 缺陷检测算法原理前已述及,若在焊缝区域中存在气孔、夹渣以及未焊透等缺陷时,缺陷区域就会形成一个亮点或者一条亮线。
这样在视觉上就可以根据探伤图像中,某一个区域是否比其周围背景区域更加明亮来判断该区域是否是缺陷区域,而从图像处理的角度来看,可以根据探伤图像中像素灰度值的大小来判断一个区域是否是缺陷区域。
在这里应该注意一个问题,人类视觉中的“亮度”,或者说是“明亮程度”,不仅仅是指区域中像素的灰度平均值,而且还与区域中像素的空间方差特性(一定区域内像素灰度值变化的剧烈程度)有关。
也就是说仅仅有着较高的灰度平均值还不够,或者说还不足以使人确信这个区域就是缺陷区域。
举一个特殊的例子,如果一个区域内有几个灰度值极大的点(实际上就是几个恶性的脉冲噪声),它们仍然会使整个区域的灰度平均值较高,但这个区域却不是缺陷,看起来也不比其周围背景区域“明亮”,因为这个区域只是包含了几个恶性脉冲噪声的背景区域,而并非是缺陷区域。
所以人类视觉中的“亮度” 指的是,除了有着较高的空间对比度(即灰度平均值)之外,还需要有着较低的空间方差特性,也就是说,看起来还要“亮”得比较“均匀”。
在X 射线探伤图像中,当缺陷区域和噪声区域呈现相同的空间对比度特性时(区域的平均灰度值相同),缺陷区域的方差特性显然要比噪声区域的空间方差特性低(区域的灰度值变化程度小);而当缺陷区域和噪声区域呈现相同的空间方差特性时,缺陷区域的空间对比度又必然要比噪声区域的空间对比度高。
所以在本文所采用的模糊缺陷检测算法中,对于具有相同空间对比度特性的区域来说,它的空间方差特性越小,就越有理由相信这个区域是缺陷区域,其模糊隶属度的值就越高,反之就越低;而对于具有相同空间方差特性的区域来说,它的空间对比度特性越低,这个区域是缺陷区域的可能性就越小,其模糊隶属度的值就越低,反之也就越高,这就是模糊缺陷检测算法的基本原理,模糊缺陷检测算法中采用的模糊规则就是基于此而形成的。
具体模糊缺陷检测算法可以分为如下几个步骤:1)灰度均值差与灰度方差的计算在检测气孔和夹渣等圆形缺陷时,检测区域大小选取为6ⅹ4个像素,水平比较区域大小取为10ⅹ3个像素,水平比较区域分为左右两组,每组有两个比较区域,与检测区域的距离分别为5个像素到10个像素和15个像素到20个像素。
在分别求取每组比较区域的灰度平均值之后,将两组比较区域的均值再相加求平均,从而得到水平方向上比较区域的灰度平均值,再与检测区域的灰度平均值作差后,即得到灰度差值(A)。
垂直方向灰度均值比较的方法与水平方向灰度均值比较方法基本相同。
然后,计算出检测区域的灰度方差(V);简要示意图如图4所示。
图4 检测区域与比较区域示意图2)查隶属度表将灰度方差与灰度差值结合在一起,根据两个参数的组合取值落在表1种哪一栏,从而得到气孔和夹渣缺陷的隶属度参数,0—3代表隶属度值,值越小,则是缺陷的可能性越小;3)水平与垂直方向综合判断将由以上2个步骤得到的水平方向和垂直方向上的隶属度参数综合考虑。
得到最终的模糊隶属度参数。
若总的模糊隶属度参数值大于某个固定值(2),则将检测区域判断为缺陷,并将该区域作上缺陷标记;若总的模糊隶属度小于某个固定值(2),则将该区域作为正常背景区域,忽略不计;4)遍历整个焊缝区域将检测区域沿水平方向或垂直方向移动一个单位(像素),重复1)至3)步骤,直到将整个焊缝区域都遍历一遍,这样就可以得到整幅探伤图像的最终检测结果。
而在检测未焊透等线形缺陷时,检测区域的大小则取为15ⅹ2个像素,水平比较区域大小仍取为10ⅹ3个像素。
表 1 气孔和夹渣检测的模糊隶属度参数Tab. 1 Fuzzy membership parameters of holes andslags detection (V represents gray value variance,A represents gray mean value difference)V A<77<A<1212<A<1717<A<2525<A<35A>35 <360 0 2 2 3 3 3 >360<7500 1 2 2 2 3 >750<25000 0 1 1 2 2 >2500<116000 0 0 1 1 2 >11600 0 0 0 0 0 1 5)缺陷判定的标准在实际生产中,焊缝区域的质量应符合GB9711-88和SY/T5037-92规定的标准[8]。
它规定了圆形缺陷在多大的范围内累计尺寸达到多大时定为超标缺陷,要报警。
如不在这一范围内,即使有缺陷,是可接受的,不会影响质量。
经过上述模糊缺陷检测算法检测之后,系统已经得到了每一帧探伤图像中缺陷的位置信息,缺陷的个数,进而可计算缺陷的尺寸。