注塑机电脑手册样本
注塑机操作手册

注塑机操作手册1 操作方式操作手册里面的说明可让您对HMI的面板按键及屏幕画面更熟悉。
假如找不到您要的或想寻找更多按键及屏幕画面的相关数据, 请查询操作画面的相关部份。
1.1 开关模单元的设定当您在更换模具时, 请完全依照机械厂人员所教您的方法,以避免造成人员受伤。
当模具安装完成后,请确定模具,座台及射出单元是否已调好整适当数据,以避免机器的损坏. 除此之外, 您必须确定料管是否与模具连接好及模具是否已被安全地固定好。
1。
1.1 如何调整模具厚度(直压机不使用此部份)在重新装置模具时, 使用调模按键去调整模具的厚度。
按“调模进”键来调整减少模具厚度(降低在静态模座及动态模座之间距离) 或按“调模退”键来调整增加模具厚度(增加在静态模座及动态模座之间距离)。
持续按此键,模座会连续动作.此模座将会面慢慢移动和停止。
持续按此键维持1秒以上模座将开始连续移动, 放开此键将停止模座的移动.假如您按此键并立即的放开, 此模座将慢慢的移动及停止也就是所谓“微调"。
您可以重复操作将模座移到所要求的位置.关机并安装新的模具。
当您已经安装好新的模具,请关上安全门并开机然后按调模使用键,才可使用手动调模动作。
模具更换之后,您可在托模画面中(也就是屏幕上的F2)来改变调模的速度及压力设定。
假如有必要, 您也可为新的模具设定模具数据或加载已设定好的模具数据。
当调整的数据设定完成后,再按一次调模使用键来关闭模具。
当模具关闭之后,控制器会照我们所设定的数据执行自动调模。
当自动调模已经执行完成, 所有的动作将会停止并且会发出警报声。
此时,就会退回手动的状态下。
请注意: 为了安全起见,必须先回到手动模式下,才可使用模具调整键或手动键.假如您想要使用其它的模块, 请在手动模式状态下再改变您想要的模块.假如在模具调整当中您遇上问题,请按下手动键,来为紧急重制停止动作.1.1.2 关模及如何保护模具关模可执行四段压力速度:关模快#1, 关模快#2,关模低压和关模高压。
工业注塑机操作安全操作手册
工业注塑机操作安全操作手册一、前言工业注塑机是现代工业生产中常用的设备之一,广泛应用于塑料制品的制造。
然而,由于其操作过程涉及高温、高压、高速运动等危险因素,如果操作不当,可能会导致严重的安全事故,给操作人员和企业带来巨大的损失。
因此,为了确保操作人员的安全和设备的正常运行,特制定本安全操作手册。
二、注塑机的基本结构和工作原理(一)基本结构注塑机主要由注射系统、合模系统、液压系统、电气控制系统等部分组成。
注射系统负责将塑料原料加热融化,并通过注射螺杆将熔融塑料注入模具型腔。
合模系统用于实现模具的开合动作,保证模具在注射过程中的紧闭。
液压系统为注塑机的各个动作提供动力,如注射、合模、顶出等。
电气控制系统则对整个注塑机的运行进行控制和监测。
(二)工作原理注塑机的工作过程大致分为合模、注射、保压、冷却、开模、顶出等几个阶段。
首先,合模系统将模具闭合,然后注射系统将熔融塑料注入模具型腔,在注射完成后进行保压,以防止塑料回流和补充型腔中的塑料收缩。
接着,模具中的塑料制品在冷却系统的作用下逐渐冷却固化。
最后,开模系统将模具打开,顶出系统将制品顶出。
三、操作前的准备工作(一)操作人员要求操作人员必须经过专业培训,熟悉注塑机的结构、性能和操作方法,具备一定的机械、电气知识和安全意识。
(二)设备检查1、检查注塑机的各部分连接是否牢固,有无松动现象。
2、检查液压系统的油量是否充足,油质是否良好。
3、检查电气系统的接线是否正常,有无短路、断路等现象。
4、检查加热系统是否正常工作,温度控制是否准确。
5、检查模具安装是否牢固,模具表面是否有损伤。
(三)原料准备1、选择符合要求的塑料原料,并确保原料的干燥程度符合工艺要求。
2、清理原料中的杂质和异物,防止进入注塑机造成堵塞或损坏设备。
(四)工作环境检查1、确保工作区域整洁、无杂物,通道畅通。
2、检查照明、通风等设施是否正常。
四、安全操作步骤(一)开机1、打开总电源开关,启动电气控制系统。
震雄注塑机电脑newAi-01操作说明书

检视。 24. 模具资料自由选择复写或清除,亦可选用计算机内部预设模具资
料节省设定时间。 25. 智能故障检出及辅助操作说明。 26. 支持最多40组热流道温度控制。 27. 全面支持iChen System生产车间联网管理系统。 28. 全面支持iChen Wireless无线联网。
入芯C CORE C IN
出芯C CORE C OUT
6
3.1.2 操作状态控制按键
Ai-01 使用操作手册
手动 MAN
半自动 SEMI
全自动 AUTO
本键盘负责成型操作状态的切换。 3.1.3 成型条件控制按键
主页面 MENU
开锁模 OP/CL.
射胶 INJECTION
顶针/抽芯 EJE/CORE
画面 (71)
……… 89
模厚&锁模力设定
画面 (72)
……… 90
机械调整
画面 (73)
……… 92
入芯 A 设定
画面 (74)
……… 93
原点重新设定方法 译码器原始位置画面设定说明
……… 94 ……… 97
4
3.3 警报及处理方法
3.3.1 电脑警报字幕说明
3.4 成形操作说明
3.4.1 3.4.2 3.4.3 3.4.4 3.4.5 3.4.6 3.4.7 3.4.8 3.4.9 3.4.10
Ai-01 使. 特性: 日本设计研发的电脑控制器,符合 JIS 各类检验标准。320×240
彩色超大液晶显示屏,电源适用范围 AC110V~AC280V 50/60HZ。 LED背光、亮度高、寿命长。电子组件和生产工艺采用最先进SMT技 术,稳定性和可靠性极高。储存资料在停电状态下可达 5 年以上, 安全可靠。备有中、英两种语言可自由选择切换,方便学习操作。增 加智能故障检出及辅助操作说明,并全面支持iChen无线网络系统。
好景GOODVIEW注塑机电脑AMC-BL890说明书
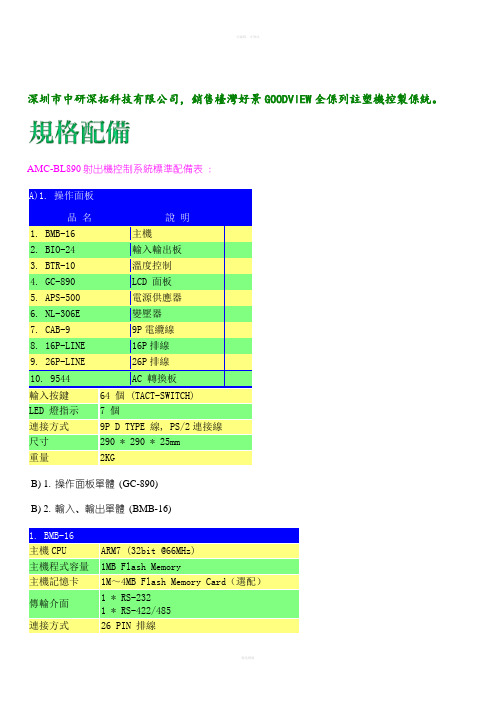
深圳市中研深拓科技有限公司,銷售檯灣好景GOODVIEW全係列註塑機控製係統。
AMC-BL890射出機控制系統標準配備表:A)1. 操作面板品名說明數1. BMB-16 主機2. BIO-24 輸入輸出板3. BTR-10 溫度控制4. GC-890 LCD 面板5. APS-500 電源供應器6. NL-306E 變壓器7. CAB-9 9P電纜線8. 16P-LINE 16P排線9. 26P-LINE 26P排線10. 9544 AC 轉換板輸入按鍵64 個 (TACT-SWITCH)LED 燈指示7 個連接方式9P D TYPE 線, PS/2連接線尺寸290 * 290 * 25mm重量2KGB) 1. 操作面板單體(GC-890)B) 2. 輸入、輸出單體(BMB-16)1. BMB-16主機CPU ARM7 (32bit @66MHz)主機程式容量1MB Flash Memory主機記憶卡1M~4MB Flash Memory Card(選配)傳輸介面1 * RS-2321 * RS-422/485連接方式26 PIN 排線B) 3. 輸入、輸出單體(BIO-24)輸入點數24 點輸入電壓24 VDC輸入電流每點限流 10 mA DC 輸出點數24 點輸出電壓28 VDC輸出電流每點最大電流 2 A 操作電壓24 ~ 30 VDC尺寸210 * 185 * 40mm重量 1.3 kgB) 4. 溫度控制單體( BTR-10)B) 6. 電源供應器(S/W POWER)AC 輸入電源AC 10,14,14,30,22VDC 輸出電源7 組電腦電源+5 VDC 2A電腦電源+12 VDC 0.5A電腦電源-12 VDC 0.5A壓力輸出電源30 VDC 1A流量輸出電源30 VDC 1A輸入點電源24 VDC 1.5A輸出點電源28 VDC 10A輸出指示燈 5 個 LED 顯示連接方式外部端子台 & 4 P CABLE 線 4 組尺寸160 * 120 * 1105. NL-306E 變壓器6. CL-9544 AC轉換板:AMC-BL890 功能規格CPU種類SiS550 SoC (32bit @200MHz)螢幕顯示高亮度全彩10.4" 800*600 TFT LCD 面板作業系統Windows CE模組記憶200組, 可外部CF卡擴充無限組數語言顯示中英文可切換(多國語言)Real Time即時顯示日期和時間印表機介面USB或Printer Port印表機乙太網路區域網路連線音效輸出AC'97 Codec 內建喇叭螢幕保護5分鐘未操作, 螢幕自動OFF品管功能SPC製程追蹤記憶, 可統計產品優劣操作按鍵63個含6個LED指示燈電源輸入AC110~220V重量尺寸 5 kg, 590*240*70mm產品資訊•產品比較表•功能特色•規格配備•常見問題•下載區AMC-BL890 系統特色:O 熟悉介面:沿襲AMC500,700系列操作介面及功能,老客戶好操作,好上手.O 學習曲線低:線上求助子畫面,每畫面都有說明,還有針對各可輸入項目詳細說明. 警報也有說明.O 資料庫:塑料溫度設定查詢.O 安全檢查:提示最大最小範圍值,如資料輸入超過範圍,用聲音提示,並自動回復原值.O 大字報:大型字體,美觀容易看. 功能排列簡潔,容易操作.O 一目了然:輸入時用不同顏色區分可輸入,不可輸入,未輸入資料.O 人性化:可使用觸摸式面板,點到哪裡,輸入哪裡. 電腦可用語音提示警報.O 完全掌控:儀表板子畫面,在任何時候,隨時瞭解機台狀態. O 超強記憶:模組記憶可記憶200組,或外部擴充無限組數. O 生產品質:可用SPC曲線追蹤生產狀況.O 整廠管理:具備乙太網路連線功能,使用Internet TCP/IP協定,連線數目無限制. 搭配連線程式,可遠端監控機台狀況,可遠端傳送及備份模存資料.O 身歷其境:連線程式介面與機台面板介面完全相同,不需另外學習. 身在辦公室,也可直接瞭解機台的狀態.O 多種列印選擇:可接USB介面印表機,任何支援PCL語言的噴墨、雷射系列印表機皆可. 搭配連線程式還可遠端列印.O 萬國語言:具有多種語言顯示模式,可隨時切換,方便不同地區人員操作. O 3D動畫:機械動作全程動畫顯示.O 非常耐用:採工業級多層板,抗干擾能力強.O 高速運算:主機CPU採ARM7系統(32Bit, 66MHz)與486/586同級. 顯示部分CPU採SiS550 SOC系統(32Bit,200MHz)與586同等級.O 不傷眼睛:高亮度,全彩10.4" TFT LCD螢幕. 解析度800x600點,一千六百萬色. 亮度230nit.O 無限擴充:內建記憶體DOC 16MB,可外接CF卡或USB隨身碟.O 最多周邊:2組115200 BPS RS-232. 3組USB,1組Printer Port,1組乙太網路.O 容易安裝:模組接頭朝上,可排列更緊密,節省空間,容納更多模組.O 保密容易:可選購USB鑰匙,進出內頁不用密碼. 密碼遺失可查詢密碼手冊來輸入新密碼.O 快速校機:可用USB隨身碟儲存及載入機台設定. O 雙重保障:資料自動備份儲存,資料不流失.O 隨傳隨到:搭配連線程式, 可遠端偵錯機台,可遠端更新動作及畫面程式,可遠端傳送及備份機械廠設定.◎一般功能(1).機械動作全程顯示。
全力发注塑机电脑说明书

全力发注塑机电脑说明书
摘要:
一、介绍全力发注塑机电脑说明书
二、注塑机电脑控制系统的功能特点
三、使用注塑机电脑控制系统的注意事项
四、总结
正文:
一、介绍全力发注塑机电脑说明书
全力发注塑机电脑说明书是一本针对注塑机电脑控制系统使用的详细指南。
它包含了系统的基本原理、操作方法、功能特点、维护保养以及故障排除等方面的内容。
通过阅读这份说明书,用户可以更好地了解注塑机电脑控制系统,从而更加高效、安全地使用这一设备。
二、注塑机电脑控制系统的功能特点
1.控制精度高:注塑机电脑控制系统能够实现精确的控制,提高了注塑件的尺寸精度和表面质量。
2.操作简便:通过触摸屏操作界面,用户可以轻松地实现注塑过程的控制,包括注射速度、压力、温度等参数的设定与调整。
3.自动化程度高:系统能够实现自动注塑、自动开模、自动顶出等功能,大大降低了操作人员的工作强度。
4.故障诊断与预警:系统能够对注塑过程进行实时监控,发现异常情况时及时发出警报,提醒操作人员进行处理。
5.数据记录与分析:系统能够记录注塑过程的相关数据,为用户提供分析依据,帮助其不断优化生产过程。
三、使用注塑机电脑控制系统的注意事项
1.系统操作前,请确保操作人员已接受相关培训,了解系统的基本原理和操作方法。
2.操作过程中,请遵循安全规程,防止意外事故发生。
3.定期对系统进行维护保养,确保系统正常运行。
4.发现故障时,请及时联系售后服务人员进行处理,切勿擅自拆卸维修。
四、总结
全力发注塑机电脑说明书为用户提供了详细的使用指南,帮助用户更好地了解和操作注塑机电脑控制系统。
海天注塑机器操作说明书

电脑全自动塑料注射成型机操作说明书型号: TT-160B(配弘讯A62I5Color电脑)中国北方工业集团总公司北京泰坦塑料机械有限公司地址:北京市通县半壁店街北口一号香港泰坦塑料机械有限公司地址:香港荃湾白田霸街5-21号,嘉力工业中心,A座16楼24室BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)2言前感谢阁下使用泰坦注塑机!泰坦系列电脑全自动塑料注射成型机,用于热塑性塑料的成型加工,其工艺过程是用一整套专用的塑料成型模具安装在注塑机锁模部分的定模板与动模板之间,经过高压锁模后,由射台部分注入高压的经加热、塑化过的塑料,经过快速冷却后形成塑料制品。
泰坦注塑机外形美观、操作方便、维修简单、生产效率高能很好地满足贵公司的生产要求。
为协助贵公司能更快、更好地使用我们产品的先进功能,本说明书将向您提供非常详细的技术资料。
贵公司如对我们的产品有任何不解之处,我们非常愿意为阁下一一解答。
祝阁下生意兴隆!出厂编号:出厂日期:2007年5月BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)3目录1安全性说明 (1)1.1 1.2 1.3 1.4不安全的因素........................................................................ . (1)安全规则........................................................................ (1)本机所具备的安全设施........................................................................ (2)警告标志说明........................................................................ . (2)2技术参数 (3)2.1 2.2 2.3 2.4代号说明........................................................................ (3)动力及其它部分........................................................................ (3)锁模部分........................................................................ (3)射台部分........................................................................ (3)3机器的安装 (4)3.1 3.2 3.3机器的起吊........................................................................ .. (4)机器的安装地基图........................................................................ (4)校水平及机身清理........................................................................ .. (5)BTT 北京泰坦塑料机械有限公司 TT-160C(A62I5Color) 43.43.53.63.73.8 电源接线......................................................................................................... 5 冷却水............................................................................................................. 5 注油及润滑..................................................................................................... 6 机器的操作空间 (7)机器运行的自然环境和条件......................................................................... 7 4 操作机器的一般常识 .. (8)4.1 机器的启动和停止 (8)4.1.1 4.1.24.1.3 启动前的工作 ........................................................................................................8 机器的启动 ............................................................................................................8 机器的停止 (8)4.24.34.4 动作循环顺序表............................................................................................. 8 机器自动模式的操作说明............................................................................. 9 可预见性误用............................................................................................... 10 5 电脑控制系统的调试 (11)5.15.2 操作画面的说明 (12)画面的选择...................................................................................................... 13 5.3 主机画面的设定 (14)5.3.1 5.3.2 如何设定开关模 ..................................................................................................14 如何设定托模 (15)BTT 北京泰坦塑料机械有限公司 TT-160C(A62I5Color) 55.3.35.3.45.3.55.3.65.3.75.3.85.3.9 如何设定射出 ......................................................................................................16 如何设定射出储料功能 ......................................................................................17 如何设定中子 ......................................................................................................18 如何设定温度 ......................................................................................................20 如何进行其它设定 ..............................................................................................21 如何使用监测 ......................................................................................................22 如何显示纪录 (24) (26)如何设定参数 (34)如何设定模具资料 (37)版本信息 (40)5.4 参数表........................................................................................................... 43 5.4.1 5.4.25.4.3 参数一 (43)参数二 ..................................................................................................................46 参数三 (48)5.5 警报说明及故障排除........................................................................................50 6 机器的保养 (53)6.16.26.3 机器的例行检查........................................................................................... 53 压力油........................................................................................................... 53 机器的保养................................................................................................... 53 7 液压系统的维修....................................................................................54 7.1 液压系统的概况........................................................................ (54)BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)67.2 7.3 7.4液压系统的工作循环表........................................................................ . (54)液压系统原理图........................................................................ (55)液压阀块介绍........................................................................ .. (56)8电器系统的维修 (57)8.1 8.2 8.3电器控制系统的一般说明........................................................................ (57)行程开关位置及作用........................................................................ (58)AC控制原理图 (59)9液压系统零件清单 (60)BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)1 1 安全性说明1.1 1.不安全的因素动模板与定模板之间,是最大的风险区,由于动模板的移动速度快;互相间夹持的力量大,操作者经常进入此风险区拿取制品,所以很容易造成剪切,挤压等危险。
注塑机操作指导书
目录一、目的 (1)二、适用范围 (1)三、注塑机操作中存在安全隐患之处 (1)四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考) (1)五、作业程序 (8)六、安全注意事项 (10)七、附录 (11)一、目的为了规范开机作业程序,避免机器对人身体及模具安全造成的伤害,确保产品品质,交期和减少不必要的经济损失,特做以下作业指导规定。
二、适用范围适用于所有注塑机操作员;注塑机操作者必须熟悉,了解机台操作面板上各个开关按钮的功能作用,并严格按操作规程和注意事项进行操作。
三、注塑机操作中存在安全隐患之处3.1. 机械传动部位引起压伤。
3.2. 电路部位引起的击伤。
3.3. 熔胶炮筒部位引起的烫伤。
3.4. 上、下模时引起的碰/砸伤。
四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考)图1(控制面板)4.1、(功能按键区)4.1.1. 功能按键区是控制显示器画面,共有2组主页面,第1组主页面共有10项功能页,第2组主页面共有8项功能页。
见图:图2(第1组10项功能页)图3(第2组8项功能页)图2为主要参数控制页面;图3为监控及辅助功能页面。
4.2、(光标方向/输入/删除)操作键;方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值4.3、数字键;有0~9和小数点12个键组成,结合显示器画面设定注塑机生产制品工艺的参数。
4.4、(手动/半自动/电眼自动/时间自动)操作键;4.4.1. (手动操作键)4.4.1.1. 工作特点:手指按动某一按钮,其相应控制的某一零部件开始运动,直至完成动作停止,不再按动此按钮,也就不再有重复动作;4.4.1.2. 应用原则:在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。
对某些制品生产时的特殊情况,也可用手动操作。
4.4.2.1. 工作特点:关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止;机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产。
震德注塑机富士电脑说明书
震德注塑机富士电脑说明书震德注塑机富士电脑说明书第一章:引言感谢您购买震德注塑机富士电脑。
本说明书旨在为您提供操作和维护震德注塑机富士电脑的详细信息。
请仔细阅读本手册,以确保正确使用和维护本产品。
第二章:产品概述2.1 产品特点- 震德注塑机富士电脑采用最先进的技术和材料,具有高性能和可靠性。
- 采用液晶显示屏,操作简单直观。
- 支持多种注塑机的控制,可以适应不同的生产需求。
2.2 包装内容- 震德注塑机富士电脑主机- 电源线- 数据线- 说明书- 保修卡第三章:操作指南3.1 开机和关机- 将电源线插入电源插座,并接通电源开关。
- 按下电源按钮开机,等待电脑启动。
- 在使用完毕后,按下电源按钮关闭电脑,然后再关闭电源开关。
3.2 界面介绍- 液晶显示屏:用于显示当前的操作状态和参数设定。
- 功能按钮:用于进行菜单选择、参数设定等功能操作。
- 数字键盘:用于输入数字参数。
- 菜单按钮:用于进入或退出菜单界面。
- 返回按钮:用于返回上一级菜单。
3.3 基本操作- 首先,按下菜单按钮进入主菜单界面。
- 使用功能按钮和数字键盘进行菜单选择和参数设定。
- 在设定完成后,按下返回按钮返回上一级菜单。
- 操作完成后,按下菜单按钮退出菜单界面。
- 在操作过程中,可以通过液晶显示屏实时查看当前的操作状态和参数。
第四章:维护与保养4.1 清洁- 在清洁之前,请确保注塑机富士电脑已经关闭,并断开电源。
- 用柔软的布擦拭注塑机富士电脑的外壳和显示屏。
- 不要使用任何含酒精、丙酮或溶剂的清洁剂,以免损坏外壳和显示屏。
- 定期清洁注塑机富士电脑,以确保正常的使用效果。
4.2 维修- 在出现故障时,请勿尝试自行修理注塑机富士电脑,以免造成更大的损害。
- 请联系我们的客服中心,我们的工作人员将会为您提供专业的维修服务。
- 注塑机富士电脑配备了保修卡,详细了解保修政策和细则,请参阅保修卡。
第五章:常见问题解答5.1 注塑机富士电脑无法开机- 请检查电源线是否插好,并确保电源开关已启动。
深圳嘉腾工控技术 IPC3xx 系列注塑机电脑 说明书
IPC3xx注塑电脑说明书IPC3xx系列注塑机电脑使用说明书深圳嘉腾工控技术有限公司目录 (77)第1章系统概述...........................................................................1.1简述 (7)1.2主要技术参数 (7)1.3系统配置 (8)1.3.1操作面板 (8)1.3.2主控制器 (8)1.3.3连接线 (8)1.3.4电源系统 (8) (99)第2章安装说明...........................................................................2.1安装及注意事项 (9)2.1.1安装连接 (9)2.1.2注意事项 (9)2.2系统检查 (10)2.3系统校调 (10) (1111)第3章操作面板说明.................................................................3.1键盘 (12)3.1.1界面功能键 (12)3.1.2工作模式选择键 (12)3.1.3手动操作键 (13)3.1.4调模操作键 (13)3.1.5参数输入键 (14)3.1.6参数设定时的数值输入方法 (15)3.1.7游标移动键 (15)3.1.8功能开关键 (15)3.1.9紧急停止键和键盘锁 (16) (1717)第4章界面操作说明.................................................................4.1页面组成 (17)4.1.1页面结构说明 (17)4.1.2页面组成 (18)4.2运行监视画面 (20)4.2.1注塑机运行监视 (20)4.2.2同步伺服状态监视 (21)4.2.3异步步伺服状态监视 (22)4.3I/O检视 (25)4.4快速设定 (26)4.5调模 (27)4.5.2调模操作说明 (28)4.6模具参数设定 (29)4.6.1开锁模设定 (29)4.6.2开锁模功能 (30)4.6.3开锁模参数 (32)4.6.4顶针吹风设定 (33)4.6.5顶针吹风功能 (35)4.6.6顶针吹风参数 (36)4.6.7射胶保压设定 (37)4.6.8射胶保压功能 (38)4.6.9射胶保压参数 (40)4.6.10熔胶松退设定 (41)4.6.11熔胶松退功能 (42)4.6.12熔胶松退参数 (43)4.6.13射台清料设定 (44)4.6.14射台清料功能参数 (46)4.6.15温度设定 (47)4.6.16温度预热功能 (48)4.6.17中子设定 (49)4.6.18中子功能 (50)4.6.19中子参数 (51)4.7生产管理 (52)4.7.1生产模数设定 (52)4.7.2模具选择设定 (53)4.8品质管理 (54)4.8.1品质管理设定 (54)4.8.2成型参数记录 (56)4.8.3生产产量记录 (57)4.8.4故障报警记录 (58)4.8.5修改记录 (59)4.8.6速度曲线 (60)4.8.7温度曲线 (61)4.9USB网络设定 (62)4.9.1USB操作界面 (62)4.9.2模具库 (64)4.9.3网络设定(选用) (65)4.10机器设置 (66)4.10.2机器功能...........................................................................................................................674.10.3机器参数...........................................................................................................................694.10.4曲轴参数 (71)4.11校调 (72)4.11.1页面参数说明...................................................................................................................724.11.2原点及量程校调 (73)4.12测试 (74)4.12.1上位机测试 (74)第5章系统管理..................................................................................................................................................76765.1登录及密码管理 (76)5.1.1登录页面 (76)5.2整定 (77)5.2.1比例阀整定 (77)5.3I/O 口功能设定 (80)5.3.1输入点设定.......................................................................................................................805.3.2输出点设定.......................................................................................................................815.3.3输出点编程 (82)5.4I/O 口调试 (83)5.4.1I/O 端口调试 (83)5.5厂商设置 (84)5.5.1出厂设置...........................................................................................................................845.5.2备用 (84)第6章伺服管理..................................................................................................................................................85856.1同步伺服 (85)6.1.1伺服界面...........................................................................................................................856.1.2伺服调试步骤及说明 (91)6.2异步伺服 (92)6.2.1伺服界面...........................................................................................................................926.2.2伺服调试说明 (94)第7章故障及处理方法..........................................................................................................................96967.1操作提示...........................................................................................................................967.2报警提示 (97)第8章附录..............................................................................................................................................................1001008.1输入端口特性 (100)8.1.1开关量输入端口.............................................................................................................1008.1.2电子尺输入端口.............................................................................................................1018.1.3热电偶温度检测输入端口 (102)8.2.1PWM/恒电压输出 (102)8.2.2开关量输出端口 (103)8.2.3继电器输出端口 (104)8.3操作面板安装尺寸图 (106)8.4控制器安装尺寸图 (107)8.5控制器端口分布图 (108)8.6电源系统配置(出厂) (109)8.7电子尺配置表(出厂) (109)8.8温度段检测输入端口(出厂) (109)8.9继电器触点开关输出口(出厂) (110)8.10输入端口配置表(出厂) (111)8.11输出端口配置表(出厂) (112)图表图表 1 1电源盒组成 (8)图表 2 1安装示意图 (9)图表 3 1人机界面操作面板 (11)图表 3 2界面功能键 (12)图表 3 3工作模式键 (12)图表 3 4手动操作键 (13)图表 3 5参数输入键 (14)图表 3 6游标键 (15)图表 3 7功能开关键 (15)图表 3 8紧急停止键 (16)图表 4 1画面结构 (17)图表 4 2画面结构说明 (17)图表 4 3页面组成表 (19)图表 4 4运行监视画面 (20)图表 4 5伺服监视画面 (21)图表 4 6伺服监视画面 (23)图表 4 7I/O状态检视 (25)图表 4 8快速设定 (26)图表 4 9调模设定画面 (27)图表 4 10开锁模设定画面 (29)图表 4 11开锁模功能画面 (30)图表 4 12开锁模参数画面 (32)图表 4 13顶针吹风设定画面 (33)图表 4 14顶针吹风功能画面 (35)图表 4 15顶针吹风参数画面 (36)图表 4 16射胶保压设定画面 (37)图表 4 17射胶保压功能画面 (38)图表 4 18射胶保压参数画面 (40)图表 4 20溶胶松退功能画面 (42)图表 4 21溶胶松退参数画面 (43)图表 4 22射台清料设定画面 (44)图表 4 23射台清料功能画面 (46)图表 4 24温度设定画面 (47)图表 4 25温度预热功能画面 (48)图表 4 26中子设定画面 (49)图表 4 27中子功能画面 (50)图表 4 28中子参数画面 (51)图表 4 29生产模数设定画面 (52)图表 4 30模具选择设定画面 (53)图表 4 31品质管理设定画面 (54)图表 4 32成型参数纪录画面 (56)图表 4 33生产产量纪录画面 (57)图表 4 34故障报警纪录画面 (58)图表 4 35参数修改纪录画面 (59)图表 4 36速度纪录曲线画面 (60)图表 4 37温度纪录曲线画面 (61)图表 4 38USB设定画面 (62)图表 4 39模具库设定画面 (64)图表 4 40网络设定画面 (65)图表 4 41电脑设置画面 (66)图表 4 42机器功能页面 (67)图表 4 43机器参数页面 (69)图表 4 44五轴曲臂参数表 (71)图表 4 45电子尺校调页面 (72)图表 4 46上位机测试画面 (74)图表 4 47面板测试页面 (75)图表 5 1系统管理画面 (76)图表 5 2比例阀整定画面 (77)图表 5 3I/O口功能设定画面 (80)图表 5 4输出点设定画面 (81)图表 5 5输出点设定画面 (82)图表 5 6I/O端口调试页面 (83)图表7 1操作提示列表 (97)图表7 2报警提示列表 (99)图表8 1开关输入端口 (100)图表8 2安全门限位开关示意图 (100)图表8 3安全门限位开关连接 (101)图表8 4电子尺输入商品电路 (101)图表8 5温度检测输入电路 (102)图表8 6PWM输出电路 (103)图表8 7开关量输出电路 (103)图表8 8Y-△启动电路图 (104)图表8 9直接启动电路图 (105)图表8 10操作箱安装尺寸图 (106)图表8 11控制器安装尺寸图 (107)图表8 12控制器端口分布图 (108)图表8 13电源系统设置 (109)图表8 14电子尺配置表 (109)图表8 16继电器输出触点功能表 (110)图表8 17输入点配置表 (111)图表8 18输出点配置表 (112)第1章系统概述1.1简述IPC3XX系列注塑机电脑,是基于32位工业嵌入式处理器开发的新一代注塑机电脑控制器,具有控制精度高、人机界面简洁的特点。
震雄注塑机Ai-01操作说明书(中文)
CH3.8PC
CHAI-01ห้องสมุดไป่ตู้
功能比较
同步抽芯
无
有
增加同步抽芯功能
同步熔胶
无
有
增加同步熔胶功能
吹风
二组
三组
增加一组吹风控制
顶针
一速一压
二速二压
两级顶针速度及压力控制
功能选择
18组
19组
增加"同步动作"功能,包括同步顶针﹑同步熔胶和同步抽芯
加减速设定
速度,压力设定
速度,压力,背压,速度2设定
增加背压及速度2的设定
本键盘负责成型操作状态的切换。
3.1.3成型条件设定按键
本键盘具有下列功能:
(1)可设定成型条件之位置、速度、压力、时间、计数器、温度等。
(2)可更改模号及复写模号资料。
(3)依成品及模具设计上的需要:选择成型中所需之功能或动作。
(4)在任何操作画面下,可将光标移至所需位置,以更改数据。
3.1.4成型条件数字资料按键、光标键及辅助操作功能
6.使用高速32 bit中央处理器。
7.自动设定高压锁模位置值。
8.射咀比例加温度控制(标准),支持附加炉咀温度计(可选)。
9.8组PID温度控制, 30℃-500℃范围调整,精确度高。
10.防止冷料启动保护功能、自动保温设定、射咀阻塞、溢料检出功能。
11.运行中,高、低温偏差设定及感温线断线检出功能。
画面(38-42)
………
57
3.2.29
程序监测
画面(43)
………
60
3.2.30
射胶终止位置
画面(44)
………
61
3.2.31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
嘉华JH-C塑机专用电脑
操
作
手
册
江苏嘉华实业有限公司
目录
一、概述
---------------------------------------------------------------------1
二、面板各部分所表示的功能
------------------------------------------1
三、工作状态的操作
------------------------------------------------------2
四、操作方法介绍
---------------------------------------------------------31、主画面-----------------------------------------------------------
--3
2、参数设置画面----------------------------------------------------4
五、输入输出接线图及电磁铁动作表-------------------------------7
六、主要性能
-------------------------------------------------------------8
七、主要技术参数
-------------------------------------------------------8
八、自动工作方式流程图
----------------------------------------------9
九、使用注意事项
-------------------------------------------------------10
十、故障及处理方法
----------------------------------------------------10
一、概述:
嘉华塑机专用电脑, 是江苏嘉华实业有限公司为注塑机制造商提供的最新产品。
该系统以嘉华JH120系列可编程控制器( PLC) 为核心。
采用本公司独特的PLC外部扩展技术, 配以多功能输入/输出单元模块的特殊功能模块, 可方便地对注塑机的工作参数、状态进行设置和控制, 具有操作简便, 控制精确, 可靠性高, 通用性广和性能价格比高等特点, 是注塑机产品控制系统现代化的最佳选择。
本公司专为注塑机设计的多功能操作面板, 经过外部扩展口和JH120系列可编程控制器相连, 液晶显示器可随时显示各工况下的预置参数, 可修改全部系统参数并保证输入参数不会丢失, 它可对压力的0~16MPA的0~99级控制, 对流量0~99级控制, 对时间0.1S~999S控制, 并可实现多级注射和保压的压力控制。
JH-C型塑机控制系统安装极为方便, 用户只需按说明书将电磁阀, 电机, 行程开关等输入/输出线接到本系统对应的输入/输出端子上( 需用传感器的还需将传感器安装好) 即可试机, 该系统的控制核心----嘉华可编程控制器具有极高的可靠性、稳定性、平均无故障时间达50000小时, 是一般单片机电脑控制箱(100~小时)和继电器电控箱远不能比拟的。
这也是该系统不使用单片机而采用可编程控制器的原因。
JH-C型塑机控制系统还具有各种报警显示及齐全的安全保护措施, 并采用了液晶显示屏, 薄膜面板, 密封轻触开关, 高档的外型, 美观耐用, 所有的按钮都有中英文提示, 操作者一学就会, 极为方便。
二、面板各部分所表示的功能:
1、液晶显示屏: 用于主画面和设置等参数的显示。
2、主画面: 用于显示工作方式, 加料及抽芯方式, 模号, 注塑次数, 工位及工位参数的显示。
3、设置:
(1)合模: 用于合模参数设置( 压力、流量) 。
(2)开模: 用于开模参数设置( 压力、流量) 。
(3)调模: 用于调模( 压力、流量) 、护模时间参数设置。
(4)抽芯: 用于抽芯参数设置( 压力、流量、时间、抽芯方式) 。
(5)顶件: 用于顶件、射台、循环间隔时间参数设置。
(6)射出: 用于注射、保压、防流涎参数设置( 压力、流量) 。
(7)时间: 用于注射、保压、冷却时间设置。
(8)加料: 用于加料参数设置( 压力、流量、加料超时时间、加料方式) 。
(9)系统数据: 用于系统参数设置( 此页用户不可轻易修改) 。
(10)当前模号: 用于模号选择设置( 00—03) 。
(11)检测: 对输入输出点状态的检测。
(12)数字键部位: 用于参数设置时的数据输入。
(13)移动键部分: 用于参数设定时, 光标位置的移动; 也可用于参数设置时画面的翻转。
(14)存入键: 用于把修改后的参数写入PLC。
(15)复位键: 复位液晶屏画面之后, 自动回到主画面。
(16)手动键: 按此键, 则工作方式为手动方式。
(17)半自动键: 按此键, 则工作方式为半自动方式。
(18)电眼键: 按此键, 则工作方式为电眼方式。
(19)自动: 按此键, 则工作方式为自动方式。
(20)开模, 关模, 射出, 射退, 顶退, 顶进, 射台进, 射台退, 入芯I, 出芯I, 入芯II, 出芯II: 用于在手动工作方式下, 开/关模,
射出/退, 顶进/退, 射台进/退, 入/出芯的工位控制。
(21)调整, 调整返回, 模厚, 模薄, 小泵调压, 大泵调压: 按下”调整”键, ”模厚, 模薄, 小泵调压, 大泵调压”键有效; 按下”调
整返回”键, ”模厚, 模薄, 小泵调压, 大泵调压”键不起作用。
(22)计数清零, 清除: 按”计数清零”键可清除注塑次数; 按”清除”
键可清除声光报警( 面板上的两个”清除”键作用完全相同) 。
三、工作状态的操作:
开机后, JH—C即处于工作状态。
工作状态分为手动、半自动、全自动和电眼自动四种工作方式。
按”手动、半自动、全自动、电眼自动”键可自由选择工作方式。
在手动方式中可进入调整。
状态, 方法是按下”调整”
键; 退出调整状态可按下”调整返回”键, 或从手动进入自动状态。
1、手动工作状态操作
在手动工作方式下, 按各手动工作键则可进行各种手动动作, 按住键则连
续动作, 松开键或动作到位则停止。
手动各动作与自动时各动作过程相同, 相当于自动动作的分解。
按”开模”键, 当开模未到位时执行慢开模、快开模、慢开模动作, 直
至开模到位。
按”合模”键, 当安全门合上、顶退到位、合模未到位时执行慢合模、
快合模, 低压低速合模和高压锁模。
合模时有护模功能, 合模过程中若
打开安全门则停止合模。
按”注射”键, 当注射未到位、温度已到时执行注I、注II、保压等
动作。
注射过程中有防冷起动保护等功能。
按”螺退”键, 当注射螺杆未退到位时执行螺杆后退动作。
螺退( 防流涎)。