弯曲模及复合模的设计_毕业设计论文
模具设计与制造专业毕业论文--U型制件冲压工艺及模具设计

目录第1章绪论 (3)1.1现代模具的地位及其重要性 (3)1.2本次模具设计的重点和难点 (3)第2章冲压件形状和工艺方案分析 (4)2.1工艺性分析 (5)2.2技术、经济综合分析比较和工艺方案的选择 (6)2.2.1 技术、经济综合分析 (6)2.2.2 模具结构型式的合理性分析 (7)2.2.3 工艺方案的确定 (7)第3章落料冲孔复合模的设计 (8)3.1复合模总体结构的初步设计 (8)3.2零件的工艺计算 (9)3.2.1 冲压件的尺寸参数 (9)3.2.2 搭边值的确定 (10)3.2.3 毛坯的排样方式 (10)3.2.4 条料宽度的确定 (11)3.3冲裁力的计算及冲压设备的选择 (12)3.4压力中心计算 (13)3.5凸凹模刃口尺寸确定 (14)3.5.1 冲孔时凸凹模刃口尺寸计算 (14)3.5.2 落料时凸凹模刃口尺寸计算 (15)第4章冲压设备的选用及其参数 (18)第5章冲裁模主要零部件的设计及选用 (19)5.1落料凹模的设计 (19)5.2凸凹模的设计 (21)5.3冲孔凸模的设计 (22)第6章其他零部件的设计及选用 (27)6.1卸料装置的尺寸选择 (27)6.1.1 卸料装置的选择 (27)6.1.2 弹性元件的设计 (27)6.1.3 推件装置的选择 (27)6.2定位零件的选取 (28)6.3模架及其它零件的选择 (28)第7章模具的闭合高度 (30)第8章弯曲模的设计 (31)8.1弯曲工艺性分析 (31)8.1.1 材料分析 (31)8.1.2 结构分析 (31)8.2弯曲件毛坯尺寸的计算 (32)8.3弯曲力计算 (33)8.4弯曲模主要工作零部件的设计 (34)8.4.1 凸凹模圆角半径的确认 (34)8.4.2 凹模工作部分深度 (35)8.4.3 凸、凹模间隙的确定 (36)8.4.4 凸、凹模宽度的计算及其公差 (36)8.5弯曲模的结构设计 (37)8.6弯曲模其它零部件的选用 (37)结论 (40)参考资料: (41)致谢......................................................... 错误!未定义书签。
毕业设计手柄支架弯曲模具设计正文样本
第1章绪论冲压模具设计好坏, 直接影响到模具寿命和产品质量, 例如尺寸精准公差, 外观表面质量。
因此一种模具不能总按此前办法去做, 要仔细设计, 有新思路, 选取最佳方案。
冲压模课程设计重要是想协助学生运用已学习过课程《冲压工艺学》中有关知识, 来进行模具设计。
这是一种非常重要实际环节, 由于这项毕业设计是综合运用所学过知识和技能, 理论联系实际, 独立分析, 解决实际问题, 从事专业工程技术和科学研究工作基本训练过程。
这项环节除了规定毕业生具备有关理论知识以外, 还规定咱们可以纯熟运用关于技术资料、设计手册及国标, 对相应冲压件进行理论计算和模具构造设计, 为后来咱们走向工作岗位打下结实基本。
本次毕业设计题目是《手柄支架弯曲模具设计》, 这次设计目是让同窗们能更好运用并巩固所学模具专业知识以及其他机械知识来共同完毕这次设计。
同步也规定并勉励咱们将理论知识和实际问题相结合, 从而提高了咱们整体设计水平。
这次设计中, 能让咱们更好将金工实习跟平时课堂知识结合起来, 将理论融入实际, 将机械方面知识融合在一起。
第2章冲压工艺与模具设计2.1 模具简述模具, 工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压、拉伸等办法得到所需产品各种模子和工具。
简而言之, 模具是用来成型物品工具, 这种工具由各种零件构成, 不同模具由不同零件构成。
它重要通过所成型材料物理状态变化来实现物品外形加工。
模具普通涉及动模和定模(或凸模和凹模)两个某些, 两者可分可合。
分开时装入坯料或取出制件, 合拢时使制件与坯料分离或成形。
模具是精密工具, 形状复杂, 承受坯料胀力, 对构造强度、刚度、表面硬度、表面粗糙度和加工精度均有较高规定, 模具生产发展水平是机械制造水平重要标志之一。
模具是冲压件加工生产重要工艺装备, 对于冲压件来说, 模具起到相称重要性, 模具好坏直接关系到冲压件质量。
模具制造厂家为了更好生产出合格模具, 质量规定等方面满足冲压公司生产, 制造模具厂家进行多方面工作, 一方面第一点就是进行技术交流, 技术交流方面涉及年生产大纲、设备能力、生产能力、生产操作方面、模具材料和模具原则件选用、模具标记、模具质量规定以及验证原则等各种工艺规定。
短小弯曲面零件的切断弯曲复合模设计
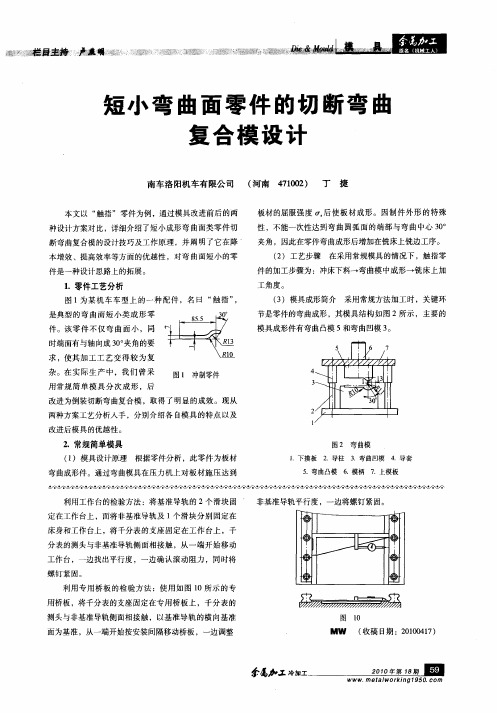
弯 曲成形过程 。上模上行 ,弯曲凸模 5 与工件分离 ,成
形件从弯曲凹模 3中取出。 ( )模具设计要点 4 经计算 ,触指零件展开长度为
9 .3m 7 9 m,若按此长度下料 ,则工件置于弯 曲凹模 3中 I的位置。从 图 2中可 以看 出,若 在此位 置做定位 槽 , 则 凸、凹模成形空间太小 ,零件难 以成形 。因此 ,实践
图 l O
MW ( 收稿 E期 :2 10 1 ) l 00 4 7
属 工冷 工 加
WWW. met wor ng 50 cor al ki 19 . n
!堡 ! 豳 笪!塑
圜
.。 笠 _ 具
誊 豢
曩 曩
顶料板并零件成形板 。
模具工作前 ,先将下料后的工件 放在弯 曲凹模 3的
完成对条料 的单边 切 断的动 件。切断 的条料 在上模 l l
与压料板 1 4的压 紧状态下 随上模继续下行 ,成形下模 8 与上模 1 1以及压料板 1 4完成对条料 的弯曲成形。上模 上行 ,压料板 1 4通过导套 1 3的弹性变形力将工 件从 成
形腔中推 出。
中只有向右方延伸定位槽 的位置,经计算 下料尺寸需延
5 .弯曲凸模 6 .模柄
利用工作 台的检验方法 :将 基准导轨 的 2个 滑块 固 定在工作 台上 ,而将非基准导轨及 1个滑块分别 固定 在 床身和工作 台上 ,将千分表 的支座 固定在工作 台上 ,干 分表 的测头与非基准导轨侧 面相 接触 ,从 一端开始移 动 工作 台,一边找出平行度 ,一边确认 滚动阻力 ,同时将
( )模具成形简介 3
采用常规方法加工时 ,关键环
节是零件的弯 曲成形 ,其模具结构如 图 2 示 ,主要的 所
弯曲模毕业设计
弯曲模毕业设计1. 简介弯曲模技术是一种应用于工程领域的加工技术,通过对材料进行适当的热处理和机械力作用,使材料产生弯曲变形,从而达到所需的形状和尺寸。
在工程设计和制造中具有广泛的应用,尤其在汽车、航空航天和建筑等领域中扮演着重要角色。
本文将从弯曲模的原理、工艺流程、应用领域和未来发展等多个层面,对弯曲模毕业设计进行全面、详细、完整且深入地探讨。
2. 弯曲模的原理弯曲模的原理是通过施加外力和热处理来使材料发生弯曲变形。
在弯曲模设计中,一般采用以下原理来实现目标形状的变形:2.1 弯曲模设计中的力学原理弯曲模设计中的力学原理基于韧性材料的弯曲行为。
当施加作用力到材料上时,材料会在应力的作用下发生弯曲。
通过合理设计模具形状和施加力的方式,可以实现对材料的精确控制和定制变形。
2.2 弯曲模设计中的热处理原理通过在弯曲模设计中施加适当的热处理,可以改变材料的组织结构和性能,从而实现更好的弯曲变形效果。
热处理可以通过控制材料的温度、保温时间和冷却速率等参数来实现。
3. 弯曲模的工艺流程弯曲模的工艺流程可以分为准备工作、模具设计、弯曲加工和检验四个阶段,下面将对每个阶段进行详细介绍。
3.1 准备工作在进入模具设计和弯曲加工之前,需要进行必要的准备工作。
包括明确工件的要求和设计参数、准备相应的材料和设备,并制定相应的工艺流程和时间安排。
3.2 模具设计模具设计是整个弯曲模过程中至关重要的一步。
在模具设计中,需要考虑工件的形状、尺寸和变形要求,合理选择模具材料,确定模具的结构和形状,并进行详细的计算和仿真分析。
3.3 弯曲加工弯曲加工是利用设计好的模具对材料进行弯曲变形的过程。
在弯曲加工中,需要根据模具的设计要求和工艺参数,对材料进行适当的预热和定位,并施加合适的力量来实现材料的弯曲。
3.4 检验在弯曲过程完成后,需要对工件进行检验以验证变形结果是否符合设计要求。
常用的检验方法包括测量工件的尺寸、形状和表面质量,以及进行材料性能分析和力学性能测试等。
支架复合弯曲模的设计

料 的回弹角度为 3 , 了有一定 的调节余地 , 。为 模具 实 际回弹角度确定为 5 , 。回弹补偿情况如 图5 所示 。
式 中 £ 一
直— 弯—
弯 曲件展开长度 , m m
— —
零件直线部分长度 , m m
零 件 圆弧 部分 中性层 长 度 , m m
5 . 模具 工作 部分 尺寸 的确定 2
6拉 簧 .
1. 1 下模
有步骤弯 曲成形 。 时的回弹变形 , 而保证产 品质量。 从
( ) 动 凹模 口部 的斜 面 , 利 于材 料 进 入 凹模 , 3活 有
7位簧螺杆 .
8活动 凹模销 .
9顶杆 .
1. 0活动凹模座
() 2 可通过调整上模的上 、 下位置 , 消除工件弯曲 座
42 模 具工 作过 程 .
利 用 工 件 中心 孔 与定 位 板 5 定位 , 模 下 行 , 上 凸模
式中 一
零件 的内弯 曲半径 , m m
2 与顶料 板 4 将工件压 紧 , 防止工件偏移 , 并保证工件 底平面平整 。上模继续下行 , 工件在 凸模 2 与活动凹 模3 作用下 , 将工件弯 曲成 u形 , 同时 凸模 2 推动顶料
1. 2弹顶器拉杆
5 工艺计算及 设计 要点
51 弯 曲件 展 开长计 算 .
由于相对 弯曲半径大于 O , 曲件变薄不严重 , .弯 5
可有效地防止刮伤材料 。 () 4 模具 的顶板 机构可保证零 件平整 , 提高弯 曲
质量。
所 以弯 曲件展开长度按 中性层展开原理计算 : 弯曲件
凹模 3 绕活动 凹模座 l 中的圆弧转动 , 0 将工件弯 曲成
需要 的形状 。上模上行 , 件在压 簧 1 弹力 的作 用 工 4 下, 将工 件顶 出 , 动 凹模在拉将工件从 凸模 2 f 推出。 : 《 模具制造} o2 2 1 年第4 期
弯曲翻边复合模具设计

的方法 。弯 曲侧边的孔 , 从孔边到弯曲半径 中心的 距离为 0 5 m, .r 查表[可知零件上 的孔位于弯曲变 a 2 ] 形 区之 内, 而且其尺寸要求 比较 高, 尺寸要求为, 属
收稿 日期 :o 2 4 7 2 1 一O —2
大批量 , 需要成形的尺寸 比较多 , 但零件的精度要求 不是很高, 故采用方案三_ 。 2 ]
第 2 卷第 2 2 期 2012年 6月
陕 西 国防工 业 职业 技 术 学 院学 报
J u n l fS a n iI siu eo c n lg o r a h a x n tt t fTeh oo y o
Vo .22No.2 1
J n.2 0 1 2 u
案比较 , 制订 了一套 由落料 、 冲孔复合 ( 两件 合坯 ) 弯 曲、 一 翻边复合一 冲侧 孔一切 断等 工序 组成 的 冲压 工艺方案 。 对其 所有工序进行 了工艺计 算, 详细设计 了难度较大的一 副弯曲、 翻边 复合模具结构 。说 明 了采用此 工艺方案和模 具结构 , 显著提 高锁 片零件 的生产效 率和产品质量。
4 模具零部件结构 的设计
1 42
图 5 翻 边 凸 凹 模 示 意 图
凸模 设 计 要 点 : 由于 冲孔 凸模 是 椭 圆形 的 , 考
虑到加 工方便 性 , 拟采用 两件合 坯线 切割方 法 , 设计
成直通 的 , 顶部 的螺纹 进行 固定 。 用 4 3 凹模设 计 .
该 零件 为两 个对 称零 件 同时冲 , 间留有 3 中 mm 的工艺 切 口, 总长 为 17 2 mm。属 于 自由公 差 , 表 查
凹模设计要点 : 为了保证弯曲件零件精度 , 便于 固定 , 而且材料利用 率提高 , 采用分 块形式分别 固 定, 两边 用螺 纹 固定 。具 件 放入 卸料 版 底 部 台 阶进 行
弯曲、侧冲复合模设计

孔 时,侧 冲孔开始 ,直到上下模 完全合模 ,弯
曲 、水平 冲孔 均 完成 。 回程 时相 反 ,压 力 机 的 滑 块 带 动 6 零 件 —1 5 组 成 的上 模 向上 运 动 ,主 要 通 过 压 料弹 簧 1 的 1
度为08 . mm,侧面带一小孔 ,孔径为6m m。在
一
般的模具上很难一次性实现弯曲、侧冲2 个工
采用方 案 ( )弯 曲件 的精度不 高 ,特 别 1 是侧孔位置度要求较高时 ,很难满足要求 ,效
率和经济效益 较低 ;采用方案 ( )效率 有所 2 提高 ,但模具结构 比较复杂 ,材料的利用率降
在1 套复合模 中是如何实现的。
2 模具 的结构特点
如 图2 示 ,模 具 的主要工 作零件 由斜楔 所
6 、侧滑 柱 3 、水平 冲 头2 、复位 弹 簧 5 成 的侧 2 组 滑块 机 构及 弯 曲 凸模 2 和 弯 曲凹模 9 成 。 0 组
点时,斜楔6 与侧滑柱3 的斜面接 触 ,水平冲头
维普资讯
l 8
Di n o l e h oo yNo62 0 ea dM udT c n lg . 0 7
文章 编号 :10 -9 42 0 )60 -2 4 3 (0 70 -0 0 01 1 8
弯 曲、侧冲复 合模 设计
聂福荣1 ,钟清平2 ,张田荣3
成;
图2 弯曲 、 侧冲 复合 模
1 模座 下
2定位 块 .
3 滑柱 . 侧
4限 位 销 .
5复位弹簧 .
弯曲扭转复合模设计

弯曲扭转复合模设计[摘要]弯曲扭转复合成形有一定难度。
本文给出了实用的弯曲扭转复合模结构,论述了模具工作原理。
该复合模采用垂直浮动模块和水平移动滑块,在压力机一次行程中完成弯曲、扭转和矫正工序。
工作效率高,成形零件精度高。
关键词弯曲扭转复合模1 成形零件和模具结构图1是某一电器产品上的零件,材料为08钢,厚度为1mm,生产批量大。
该零件成形包含两端圆弧的弯曲工序和中部90度的扭转工序。
该零件的弯曲扭转复合模结构如图2所示,用在J23—25型机械压力机上,使零件一次冲压成形。
2模具工作过程(1)模具初始状态和毛坯定位。
冲压前,浮动模块10在橡胶(装在下模座13的下面,图面所限,图中未示出)弹顶力和围框4作用下处于其上极限位置,滑块12在弹簧14和浮动模块lo作用下处于其偏离模具中心的极限位置(参见图2的左视图)。
橡胶的最小弹顶力(橡胶被上模压缩变形初始时刻的张力,等于橡胶的预紧力)必须大于工件两端圆弧弯曲成形所需的压力。
毛坯放在浮动模块10上,靠定位板8和9定位。
(2)两端圆弧弯曲。
上模下行,先由凸模6与浮动模块10使工件两端圆弧成形。
此时,橡胶未被压缩(模具装配时的预压变形除外),浮动模块10和滑块12静止不动,仍处于其初始位置。
(3)中间部分扭转。
上模继续下行时,在凸模6和两个螺杆7压力作用下,浮动模块下移(橡胶被压缩),工件则被凸模6和浮动模块l0夹持着下移,工件中间部分沿滑块12上端斜面扭转90'。
(4)工件矫正整形。
随着上模继续下行,浮动模块10下端斜面使滑块12向中心移动,将下件矫正整形,使工件最终成形。
(5)工件出模。
上模上升,工件留在浮动模块10上,橡胶的弹顶力将浮动模块顶至具上极限位置,操作者从浮动模块上取下上件。
3 几点说明(1)凸模的固定。
由于凸模6的横截面轮廓为长方形(非圆形),且尺寸较小,故采用铆接固定工艺。
装配时将八模6的底面铆开,然后磨平。
(2)螺杆的作用。
凸模6与浮动模块10将下件两端圆弧成形后,上模需克服掘胶弹顶力推着浮动模块10继续下行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弯曲模及复合模的设计中文摘要冲压模具在实际工业生产中应用广泛。
随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到生产中来。
冲压模具的自动送料技术也投入到了实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
所谓复合模,就是在压力机的一次行程下,可以同时完成多道工序的冲裁模。
可获得更长的模具寿命,更好的金属丝圆度,并且高度可预测的模具磨损性能。
复合模是一种具有表面光洁度,最小摩擦力的耐磨人工合成材料。
模具寿命长,金属丝表面光洁度较好。
它的优点是模具寿命长,故障时间短,效率高。
可获得尺寸范围广。
优秀的防裂纹和破损的性能。
平滑,可预测的模具磨损性能。
主要应用在非铁的金属丝,特别是在尺寸较大,磨损较大而表面光洁度无关紧要时。
所谓弯曲,就是将金属材料沿弯曲线弯成一定的角度和形状的工艺方法。
弯曲模具的结构设计是在弯曲工序确定后的基础上进行的,设计时应考虑弯曲件的形状、精度要求、材料性能以及生产批量等因素。
本文设计的是铰链与芯夹的冷冲压模具设计,经过对这个题目的分析与研究,最终确定了以弯曲成形模一次弯曲成形和四工位复合模,此课题主要详细介绍了在铰链及芯夹冷冲压模具设计过程中,对各个工序的设计构想及具体实施方案,并且主要讲述模具设计工艺方案及工艺过程。
我设计的模具的特点及原则是:首先得保证产品质量节约原材料,降低劳动强度,降低成本,提高劳动生产率,最后达到产品的要求。
关键词:冲压模具复合模弯曲AbstractIn actual stamping widely used in industrial production. With the development of science and technology, industrial production in the use of mould has attracted people's attention, and are applied to production. The stamping technology and automatic feeding into the actual production, stamping mould can greatly improve labor productivity, reduce the burden of technological progress, it has important significance and economic value.So-called composite modulus, is in the press trip, may also completed a number of processes to punch die.It can obtain more long life, better wire roundness, and highly predictable mould abrasion performance. Composite modulus is one kind that has the surface finish, minimum friction resistance synthetic materials. Die life long, the metal surface finish. Its advantages are long life, high efficiency, short time.It can obtain size range,excellent performance of cracks and prevent damage. Smooth, predictable mould abrasion performance. Mainly used in nonferrous metal wire, especially in large size is larger, wear and surface finish irrelevant.So-called bending, metal material is the curved line will turn into a certain Angle and the shape of the technological process. The structure design of bending die bending process is determined based on the design of curved, should be considered when thinking about the shape, accuracy requirement, material properties such asproduction batch.This is the design of the hinge and core stamping mould design, through the analysis of this topic, and finally determined to study the bending modulus and four stations in once composite modulus,.This topic is introduced in detail.In the hinge and the core clip hinge cold stamping mould design process for all processes, it has designed the design idea and the concrete implementation plan, and mainly mold design program and process.The characteristics of the principle I designed the mould is: the first to ensure product quality, reduce the labor intensity of raw material saving, reduce cost, improve labor productivity, and finally achieve product requirements.Key words: stamping,mould,composite modulus,bend中文摘要 (I)第一章绪论...................................... - 3 -1.1 引言................................................................................ - 3 -1.2 模具行业未来发展前景................................................. - 3 -1.3主要研究内容 ................................................................. - 5 -1.3.1 选题意义 ..................................................................... - 5 -1.3.2 主要研究(设计内容).............................................. - 7 -第二章弯曲模模具的工艺计算 (9)第一节设计产品图 (9)第二节零件的工艺分析 (9)2.2.1 产品的展开计算 (9)2.2.2 工艺分析 (11)2.2.3 弯曲时的回弹 (11)2.2.4 弯曲时的最小相对弯曲半径 (14)第三节工艺计算 (15)2.3.1 弯曲凹模的圆角半径及其工作部分的深度 (15)2.3.2 凸、凹模刃口尺寸的确定 (15)2.3.3 弯曲力的计算 (17)2.3.4 冲压设备的选择 (18)第三章芯夹复合模模具的工艺计算 (20)第一节确定工艺方案和排样设计 (20)第二节模具的工艺计算 (21)3.2.1 凸、凹模间隙值得确定 (21)3.2.2 刃口尺寸计算 (22)3.2.4 模具压力中心的确定 (27)3.2.5 冲模的闭合高度 (29)第四章模具设计 (30)第一节草图设计 (30)第二节模具主要零部件的结构设计 (33)4.2.1 凸模和凹模的设计原则 (33)4.2.2 定位装置的设计 (34)4.2.3 限位装置的设计 (35)4.2.4 顶出装置设计 (35)4.2.5 送料机构与出件方式 (35)4.2.6 模柄 (35)4.2.7 紧固件及其安装要求 (36)4.2.8 辅助装置的设计 (38)第五节模具材料的选择 (39)结论 (41)致谢 (42)参考文献 (1)- 2 -第一章绪论1.1 引言金属板料冷冲压是一种在工业生产中应用广泛的加工方法。
随着市场竞争日趋加剧.产品质量不断提高,对生产的安全性、操作的方便性等要求也日益提高。
模具作为冲压生产的基本要素,其设计制造技术受到普遍重视,模具工业被认为是国民经济的基础工业,国际模具协会认为:模具是进入富裕社会的原动力。
冲压模具是冷冲压工艺必不可少的工艺装备。
冲压模具设计得好坏、水平高低,将直接影刚产品质量、成本、生产效率与操作者的安全。
此次的设计目的是:1)掌握冷冲压模具的设计方法,要求我们将理论与实际密切联系起来力求所学知识更完备。
2)培养综合运用所学知识,独立解决实际问题的能力,并提高模具的设计与制造水平。
3)熟悉查阅有关资料的手册的方法,了解成型模具的工艺要求及结构特点。
4)为了使我们为以后的工作打下良好的基础。
1.2 模具行业未来发展前景改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发- 3 -展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。