高碳当量高强度灰铸铁
硅碳比值对灰铸铁抗拉强度和硬度的影响

硅碳比值对灰铸铁抗拉强度和硬度的影响1 引言长期以来 ,铸造工作者就 Si/C比值对灰铸铁的抗拉强度和硬度的影响进行了一定的研究 ,并提出 Si/C比值在 0 .55~ 0 .85时 ,可获得高强度的灰铸铁件。
最近我们对高 Si/C比值的灰铸铁进行了系统研究 ,并取得了明显的经济效益。
2 硅碳比值对灰铸铁抗拉强度和硬度的影响我们进行了三组数据的试验。
2 .1 碳当量 CE=3.6%~ 3.8%范围内Si/C比值在 0 .5~ 0 .9之间选取 9个试验数值 ,个试验数值并测量出它们的抗拉强度δb 和布式硬度HB值 ,见表 3。
表 3 Si/C比值在 4 .0 %~4 .2 %之间的δb 值和 HB值Si/ C 0 . 5 0 . 55 0 . 6 0 . 65 0 . 70 . 75 0 . 80 . 85δb ( MPa) 1 791 80 1 81 1 80 1 791 791 781 79HB 1 65 1 60 1 581 56 1 4 91 50 1 4 1 1 4 0Si/C比值对δb 和 HB的影响曲线 ,分别见图 1、图 2。
图 1 Si/ C对δb 的影响1 .CE=3.6%~ 3.8% 2 .CE=3.8%~ 4 .0 % 3.CE=4 .0 %~ 4 .2 %图 2 Si/ C对 HB 的影响 1 .CE=3.6%~ 3.8% 2 .CE=3.8%~ 4 .0 % 3.CE=4 .0 %~ 4 .2 %以上试验数据及图形表明 ,当 CE>4.0 %时 ,Si/C比值增大 ,对δb 影响很小 ,而 HB呈下降趋势。
CE=3.6%~ 3.8%时 ,Si/C比值在 0 .5~0 .75时 Si/C增大,δb 增大 ;Si/C大于0 .75时 ,Si/C比值增大,δb反而减少 ;而 HB值始终随 Si/C值增大而增大。
CE=3.8%~4.0 % ,Si/C比值在 0 .5~ 0 .75范围内时 ,Si/C比值增大,δb 增大 ;Si/C比值大于 0 .7时 ,Si/C比值增大,δb 反而减小 ,HB基本不变。
马敬仲高端数控精密机床铸件的发展方向for百铸网资料
HT350及高强度、高刚度球墨铸铁材质。
百铸网
表-1
铸铁的强度与弹性模量
球墨铸 铁 400650
类别 抗拉强 度 (MPa)
灰铸铁
155
185
215
265
310
355
400
弹性模 量 (GPa)
103.5
111.7
而化学成分不作为验收标准,那么,以降低碳 当量的措施达到高强度,则是最易实现的。
长期以来由于我国机床铸件的高强度是在低碳
当量下取得的,它对机床性能的负面影响很大,
低碳当量、高强度产生的问题是:
收缩大,导致缩孔、缩松倾向增加;
残余应力大,导致尺寸精度稳定性差,开裂倾 向增大; 流动性差,限制了铸件薄壁化; 加工性能差,导致切削速度的降低与力具寿命 的下降;
高碳当量、高强度、高刚度、低应力 是高端数控精密机床铸件的发展方向
——目前我国机床铸件质量的现状与发展
马敬仲 李克锐
(1原北京机床一厂,北京;2郑州机械研究所,450001)
百铸网
众所周知,我国机床行业在近十几年来已有举足轻重 的发展,生产机床与工具的企业有4000余家。各类型的 切削加工机床产量已超过100万台,机床铸件达350万t, 居世界第一位。其差距是高端的数控机床挡不住进口,
以美国、日本为首的工业发达国家对我国中、高端的数
控机床的进行封锁。“2007年6月,美国开始实施的《 对华高科技产品出口管制条例》中,增加了高精度转台、 五轴精密加工中心、高仿真系统等军工及高技术产业专 用装备的出口限制。日本经济产业省(原通产省)限制
向中国出口高精度、复合加工 、五轴联动以上的高性能
高强度灰铸铁(HT300)研究

高强度灰铸铁(HT300)研究作者:袁执一来源:《现代商贸工业》2010年第13期摘要:虽然人类掌握灰铸铁的熔炼技术已有好几千年的历史,但是在如何提高其强度和力学性能方面,我们仍然有很多工作要做。
在探寻企业在有效控制产品成本的前提下,稳定高效的生产高强度、高使用性能的灰铸铁的方法,提高产品的市场适应力,增强企业的市场竞争力。
关键词:高强度灰铸铁;铸造;熔炼工艺中图分类号:TB文献标识码:A文章编号:1672-3198(2010)13-0369-010 前言随着公司市场开发拓展,越来越多的高技术质量要求的铸造产品纳入公司的生产序列。
在有效控制生产成木的前提下,如何稳定高效的获得高强度灰铸铁,满足顾客的定货要求,是我们一个研究课题,本文叙述了在电炉熔炼的条件下,高强度(HT300)灰铸铁的生产技术。
1 目标在尽量保持原有的熔炼工艺基础上,通过综合运用现有的熔炼技术,达到细化灰铸铁中的石墨,适当增加灰铸铁中珠光体含量,形成碳化物以提高灰铸铁的机械性能,使其抗拉强度达到300N/mm2,并将三角试片白口宽度控制在4mm以下,防止“白口”现象的发生,以保证产品的质量。
2 面临的问题我们厂生产的灰铸铁件主要牌号足HT200和HT250,无法生产抗拉强度达300N/mm2到合格的HT300产品。
主要原因是铸件内部珠光体含量少,石墨多数成片状,从而分割基休,在石墨尖角处且易造成应力集中,形成了许多微小裂纹,使灰铸铁的抗拉强度、塑性和韧性远低于钢,因此降低了铸件的机械性能。
3 分析影响材料性能的因数有:3.1 碳当量对材料性能的影响决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。
当碳当量(CE=C+1/3Si)较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,形成大量片状石墨。
这样的石翠会大大降低灰铸铁的强度。
在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。
当随着C、Si的量提高,会使珠光体量减少,铁素体量增加。
Si_C比变化对高碳当量灰铸铁组织性能的影响
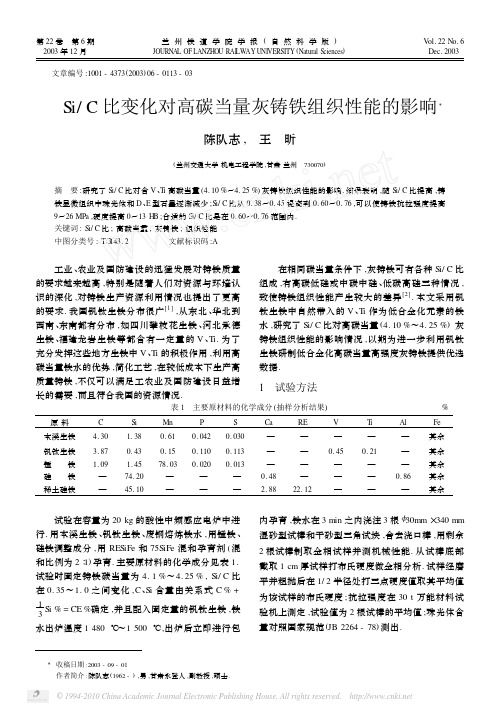
Ξ 收稿日期 :2003 - 09 - 01 作者简介 :陈队志 (1962 - ) ,男 ,甘肃永登人 ,副教授 ,硕士.
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
图 5 Si/ C 比对硬度的影响
由细小 A 型石墨和 D 、E 型石墨混和组成. 硅作为铸铁的基本元素 ,它对铸铁的凝固过程
和性能有很大的影响. 硅首先是一个强石墨化元素 , 它可以完全溶解在奥氏体中 ,使碳在奥氏体中的溶 解度减小 ,提高碳的活度[3 ,5] ,这是硅的直接石墨化 作用 ;其次 ,硅对稳定系和介稳定系共晶温度的影响 是不同的 , 硅量的增加使两个共晶温度的差别扩 大[3] ,即石墨共晶的平衡温度提高 ,渗碳体共晶的平 衡温度显著下降 ;另外 ,硅多提高了铸铁共晶转变时 的临界冷却速度 ,即使快速冷却 ,也能石墨化[6] . 也 正是由于硅的这种作用 ,使铁水的敏感性降低 ,所以 高的 Si/ C 比能降低白口倾向 ,减少 D 、E 型石墨含 量 ,增加 A 型石墨.
σ 硬度/ b
/ MPa HB
246. 0 195
A + E + D 257. 7 196
A + E + D 271. 5 204
A + E + D 272. 4 208
A + E + D少 266. 5 194
A + E少 + D少 268. 9 196
A + E少 + D少 262. 6 189
图 3 Si/ C 比对基体中珠光体量的影响
3 讨论
灰铸铁质量概念及国内外差距_优质_省略_是保证灰铸铁内在质量的基础_1_马敬仲
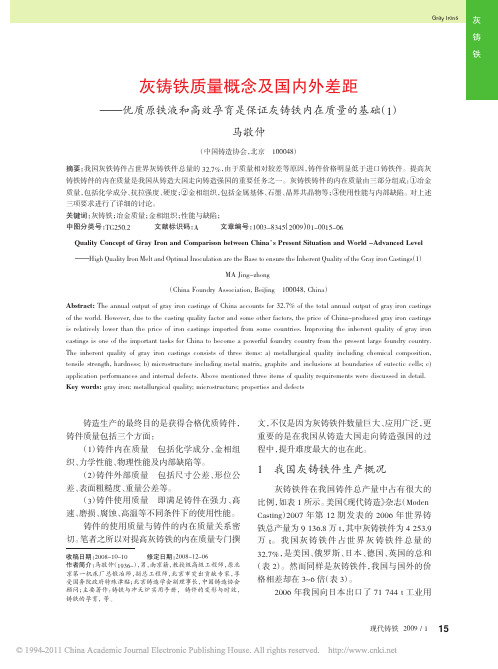
铸造生产的最终目的是获得合格优质铸件, 铸件质量包括三个方面:
(1)铸件内在质量 包括化学成分、金相组 织、力学性能、物理性能及内部缺陷等。
(2)铸件外部质量 包括尺寸公差、形位公 差、表面粗糙度、重量公差等。
(3)铸件使用质量 即满足铸件在强力、高 速、磨损、腐蚀、高温等不同条件下的使用性能。
铸件的使用质量与铸件的内在质量关系密 切。笔者之所以对提高灰铸铁的内在质量专门撰
气缸体在发动机工作时承受很复杂的负荷,
16 现代铸铁 2009 / 1
Gray Irons
灰
铸
铁
表 5 中德灰铸铁气缸体、缸盖共晶度、碳当量对比 * Tab.5 Comparison of eutectic saturations and carbon equivalents of gray irons for cylinder blocks and heads
Abstract: The annual output of gray iron castings of China accounts for 32.7% of the total annual output of gray iron castings of the world. However, due to the casting quality factor and some other factors, the price of China-produced gray iron castings is relatively lower than the price of iron castings imported from some countries. Improving the inherent quality of gray iron castings is one of the important tasks for China to become a powerful foundry country from the present large foundry country. The inherent quality of gray iron castings consists of three items: a) metallurgical quality including chemical composition, tensile strength, hardness; b) microstructure including metal matrix, graphite and inclusions at boundaries of eutectic cells; c) application performances and internal defects. Above mentioned three items of quality requirements were discussed in detail. Key words: gray iron; metallurgical quality; microstructure; properties and defects
提高高碳当量灰铸铁刹车盘机械性能的方法

3铁水熔化温度控制及铁水化学成分检验
由于高碳盘的含碳量较高,在合金元素一定量的前提下,较高的碳当量必然导致铸件的硬度、抗拉强度降低,因此保证制作的光谱分析试样能准确反映铁水化学成分的真实状况至关重要,实际操作中应该注意以下几方面的控制。
4.光谱分析试样必须白口化。
5.光谱分析仪做好类型标准化。光谱仪检验试样时最少激发两点,如果这两点数据相差较大,必须激发第三点,删除异常点,余下两点各化学元素的平均值为该试样的检验值。
6.铁水进行孕育处理。
烟台胜地汽车零部件制造有限公司
吕新波
日期
2013.8.18
3.4光谱仪做好类型标准化。
3.5光谱仪检验试样时最少激发两点,如果这两点数据相差较大,必须激发第
三点,删除异常点,余下两点各化学元素的平均值为该试样的检验值。
3.6铁水成分检验合格后,提温至1530℃出炉。
3.7铁水孕育处理
为了使铸件达到较好的机械性能、金相组织,要对铁水进行孕育处理,因
为灰铸铁的机械性能主要取决于基体组织及石墨型态,一般情况下,灰铸
4影响铸件性能的主要因素:化学成分、冷却速度。
4.1碳当量的高低对铸件机械性能影响明显。
化学成分的上下限是客户验收产品的极限位,在铁水中合金元素含量、铸件冷却速度、造型硬度一定的前提下,碳当量的高低直接影响铸件的硬度、抗拉强度,通过实验,一般碳当量控制在CE=C%+Si%/3=4.15%-4.25%之间,高碳当量刹车盘的机械性能完全能够满足客户要求。碳当量每增加0.05%,单铸试棒的抗拉强度降低15~20Mpa。
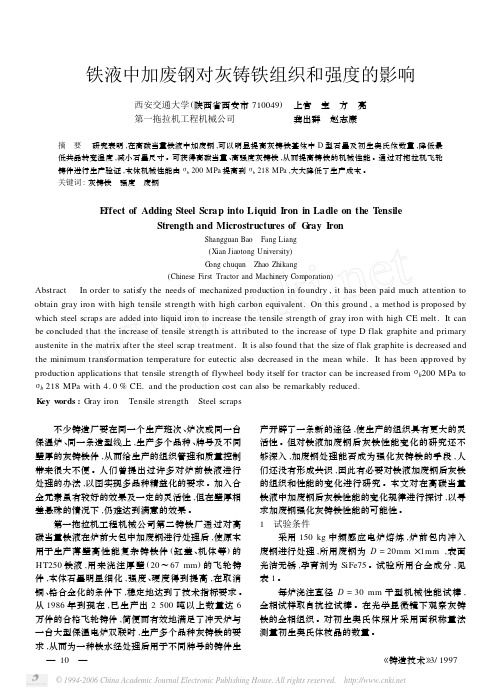
铁液中加废钢对灰铸铁组织和强度的影响
材料N名i 称 C
Si
Mn S
P Cr Cu
济源生铁 4. 33
1. 45 0. 28 0. 016 0. 067 /
//
废 钢 0. 15 0. 15~0. 3 0. 5 < 0. 05 < 0. 05 /
/
/
冲熔废钢 0. 17~0. 3 0. 17~0. 37 0. 45 0. 04 0. 035 < 0. 25 < 0. 25 < 0. 25
由表 2 可见 ,加废钢后灰铁的强度和孕育效果均
《铸造技术》3/ 1997
有提高 ,对比加废钢的 1 - 3 、3 - 2 试样和原铁水 1 3 、3 - 0 试样可知 ,加入 3 %的废钢 ,灰铁的抗拉强度 可增加 19 - 33 MPa 。加废钢对灰铁孕育效果也有显 著影响 。对于铁液碳当量较高 、石墨为 A 型的1 - 0 和 3 - 0 试样 ,当用 SiFe75 孕育后 ,强度反而下降 ,但 在原铁液中加入 3 %废钢后再孕育 ,铸铁强度不仅不 下降反而升高 ,强度可达 258 M Pa 和 253 M Pa ,见表
2 试验结果与分析 对不同碳当量灰铸铁进行了加废钢试验 。本文
仅对在高碳当量铁液中加废钢后灰铸铁性能及组织 的变化情况进行探讨 ,试验结果 ,见表 2 。 211 加废钢后灰铸铁组织变化 21111 加废钢后石墨形态和尺寸的变化
试验结果表明 ,在以基体为 A 型石墨的情况下 , 在铁液中加入废钢可显著增加基体中 D 型石墨的数 量 ,随 D 型石墨的出现 ,A 型石墨的尺寸显著减小 , 见图 1 和表 2 。 21112 加废钢对初生奥氏体数量的影响
感应电炉熔炼高强度灰铸铁的生产实践
状 况不 断优 化和 调整 炉料 配 比。 3 优 质碳 素废 钢对铁 液成 分 的影 响
量, 铁 液在凝 固过程 中析 出大量 石 墨产生 膨胀 作用 , 高的碳 当量 和微 合金 化工 艺 比低 碳 当量不 加合 金 的 工 艺 收缩倾 向小 , 并且 采用 铁液 预处 理技 术 , 有效 地 解 决 了铸件 的 高强度 和 收缩 的矛盾 。
中国铸造装备与技术 3 / 2 0 1 3● F NI T
2 7
生产技术 P r o d u c t i o n T e c h n i q u e s
氛、 气体含量低 , 铁液的纯净度高 , 提高 了灰铁材料
的强 度 和性 能 , 可 以根 据产 品质量 、 生产 成 本 、 炉 料
程 中析 出的大 量石 墨产 生膨胀 作 用 , 有效 解决 了铸 件 的高 强度和 收 缩 的矛盾 。 关键 词 : 感 应 电炉 ; 高 强度 灰 铸铁 ; 增碳 工 艺 ; 预 处理 ; 石 墨膨 胀
中图分 类 号 : T G 2 5 0. 2 : 文 献标 识码 : A ; 文章编 号 : 1 0 0 6 — 9 6 5 8 ( 2 0 1 3 ) 0 3 — 0 0 2 7 — 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
综合实验论文——高碳当量高强度灰铸铁组织性能研究
指导老师:王鑫铸造
学生:0803041 雷小波
高碳当量高强度灰铸铁组织性能研究
雷小波李沙沙闫雅雪
摘要:灰铸铁良好的铸造性能、良好的减振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性,在很多领域得到了很好的应用,但由于在很多情况下很难达到高的强度,使其应用受到了很大的限制,文章力求在碳当量CE≥4.0%情况下,形成石墨形态为A型或D型的灰铸铁,抗拉强度σb≥300MPa。
但实验结果表明,在这种情况下,获得符合要求的灰铸铁是很难达到的,本实验以失败告终。
关键字:高碳当量高强度灰铸铁
1前言:
灰铸铁良好的铸造性能、良好的减振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性。
但由于灰铸铁中的片状石墨对基体的割裂严重,在石墨尖角处易造成应力集中,使灰铸铁的抗拉强度、塑性和韧性远低于钢,但抗压强度与钢相当,也是常用铸铁件中力学性能最差的铸铁。
同时,基体组织对灰铸铁的力学性能也有一定的影响,铁素体基体灰铸铁的石墨片粗大,强度和硬度最低,故应用较少;珠光体基体灰铸铁的石墨片细小,有较高的强度和硬度,主要用来制造较重要铸件;铁素体一珠光体基体灰铸铁的石墨片较珠光体灰铸铁稍粗大,性能不如珠光体灰铸铁。
故工业上较多使用的是珠光体基体的灰铸铁。
而灰铸铁
的力学性能与基体的组织和石墨的形态有非常密切关系,在六种石墨形态中,以D型石墨的性能最佳,本文在前人的研究基础上,主要通过提高碳当量,添加合金元素来改变基体组织,以及石墨形态,来实现高强度灰铸铁的要求。
2.试验方法
2.1 配料依据
由于在碳当量不变的条件下,适当提高硅碳比可以使初析奥氏体量增加,有加固基体的作用,同时硅的提高,使铁液的白口倾向有所降低。
在高碳当量时,冷却速度一定的情况下,随着碳量的提高,初期奥氏体枝晶得到细化。
因此选择高硅高碳,较高的硅碳Si/C=0.7。
由于D型石墨性能比较好,但其成分为亚共晶成分,又因碳当量大于4.0%,且碳当量小于4.3%,取碳当量等于4.0%。
又由于CE=C+1/3(Si+P),又Si/C=0.75,CE=4.0%,所以C=3.2%,Si=2.4%。
Mn的确定:课题技术要求σb≥300MPa,而Mn有很好的强化基体的功效,同时由于本实验对Mn也有实验性的研究,突破灰铸铁低锰的现实,所以实验选用高锰,Mn=1.5%。
由于本实验室高碳当量,硅碳都很高,对于实现良好性能的D型石墨非常不利,因此,本实验主要通过添加合金元素使石墨为D型而不是A型,以珠光体为基体的灰铸铁。
其他元素的确定:
Sb:强烈促进珠光体的形成,其在灰铸铁的加入量为<0.02%,选取为0.018%。
Ti:在铸铁中具有石墨化和反石墨化的双重作用其含量较低时表现为石墨化作用,含量高时则表现为反石墨化作用。
一般情况下,钛的石墨化作用是使珠光体和共晶团数增加,奥氏体枝晶减少;反石墨化作用则表现为珠光体和共晶团数减少,奥氏体枝晶增多。
【1】同时Ti可以细化枝晶,强化基体,因此Ti不宜加得过多,通常用量为0.17%。
Cu:铜(0一l%)对基体组织和石墨形态的影响,铜促进珠光体转变、提高并稳定珠光体量、细化珠光体;促进产生A型石墨并改善石墨形态和使石墨变粗变短。
【2】而且Cu促进共晶阶段的石墨化,降低奥氏体转变的临界温度,细化并增加珠光体,取0.8%。
Ni:扩大奥氏体区,共晶期间促进石墨化,降低奥氏体转变温度,细化并增加珠光体,其用量Ni<3%,选用2%。
2.2 配料计算
生铁:C=4.29% Si=0.89% Mn=0.15% ,P S不计。
硅铁:Si=75% 锰铁:Mn=80% 钛铁:Ti=40%
纯铜,纯镍,75Si-Fe=0.5%
成分:C=3.2%,Si=2.4%,Ti=0.17%,Cu=0.8%,Ni=2%,Sb=0.018%
熔炼质量5kg。
公式:C%=3.2%=4.29%·m1/m总得p1=m1/m总=0.764
Si%=2.4%=75%·m2/m总得p2=m2/m总=0.032
Mn%=1.5%=80%·m3/m总得p3=m3/m总=0.019
Ti%=0.17%=40%·m4/m总得p4=m4/m总=0.004
Ni%=2%=m5/m总得p5=m5/m总=0.02
Cu%=0.8%=m6/m总得p6=m6/m总=0.008
由上式得:p总=p1+p2+p3+p4+p5+p6=0.829
m1%=p1/p总=90% 得m1= 4500 g
m2%=p2/p总=3.86% 得m2= 193 g
m3%=p3/p总=2.29% 得m3= 114.5 g
m4%=p4/p总=0.48% 得m4= 24 g
m5%=p5/p总=2.41% 得m5= 120.5 g
m6%=p6/p总=0.96% 得m6= 48 g
即,生铁:4500g,硅铁:193g,锰铁:114.5g,钛铁:24g,镍:120.5g,铜:48g。
2.3 造型
由于受实验室条件的影响,并本着便于操作的原则,本实验采用砂型铸造。
由于灰铸铁熔炼温度较高,加上过热的要求,温度可达到1450~1470摄氏度,因此采用黑土砂,选用标准拉伸试棒铸型进行造型。
2.4 熔炼及浇注
根据实验室条件,本实验采用电弧炉进行加热,操作方便且可以减少氧化。
浇注时,有两个同学协作完成,一个人负责将金属也从炉子内往外倒,另一个负责在外面接住金属液,并完成最后的浇铸。
此过程一气呵成,但由于金属液的飞溅需要我们做好防护。
2.5 实验处理
浇注完后,我们对铸件进行了清理,我们之浇铸成功了一个试棒,而且试棒表面粗糙。
随后我们将其切割成标准试棒,并利用浇不足的试棒制作了一个做金相的试样。
随后我们进行了拉伸和金相试验。
2.6 实验结果
2.61金相图片
图片1 20倍
图片2 5 0倍
图片3 20倍
图片4 50倍
图片5 10倍
图片6 50倍
2.6.2 拉伸试验
灰铸铁拉伸试验表2-1
截面积最大载荷N 抗拉强度MPa 断裂强度MPa 断裂伸长50.26544 7164.25 142.582 4.896 10.81
拉伸曲线图片黏贴
拉伸曲线图2-1
3.实验结果分析
3.1图片分析
由图片1,这是在20倍的放大倍数下的图片,我们可以清楚地看到均匀分布的石墨片,初步判断,其为A型石墨。
有图片2,他是在50 倍的视野下的图片,我们可以看到大的石墨片,同时在石墨片的周围,我们还可以看到铁素体以及细片状和粒状的珠光体,可以确定,其为A型石墨。
由图片3,是在20倍放大倍数下的图片,我们可以看到带尖角块、粗大片状初生石墨,这跟C型石墨非常相似,由图片4,在50 倍下,我们可以清晰的看到带尖角的石墨片,这对抗拉强度的影响很大,是典型的C型石墨。
由图片5,它是在10倍的放大倍数下图片,由于试样腐蚀过重,很难辨别基体组织,但从宏观上我们可以依稀看到星状的石墨,这与F型石墨大体相符,由图片6,在50倍放大倍数下,我们可以清晰的看到星状石墨,可以判断其是F型石墨。
3.2 抗拉结果分析
由抗拉结果可以知道,显然我们的实验很不成功,远远没能达到实验要求。
其客观原因:一是,本实验由于采用的是高碳当量,而且力求添加合金元素,是材料到实验要求的强度,因此合金元素添加较多,尤其是Ni,达到了2.0%,似的金属液的流动性非常差,因此在浇注时出现了严重的浇不足,成功的试样只有一件,这使得在做拉伸试验时,是能做一做试验,其结果的偶然性难以避免,其实验结果很难说明问题。
二是,在浇注的时候,由于操作上的不熟练,在浇注前停留的时间稍微有些长,这一方面降低了金属液的流动性,另一方面,使得金属液的氧化变得严重,似的凝固后的金属也中有一些氧化夹杂,这对拉伸强度都有一定的影响。
三是,在实验过程中,由于实验条件的限制,使得我们在铸型后不得不拆箱,使得在浇注时,受金属液的冲击,砂型发生了一些错动,使得浇注后的试棒上下没有很好地对齐,这对拉伸结果有一定的影响。
主观原因主要有以下方面,由于本试验主要是通过添加合金元素使基体向珠光体转变,形成A或D型石墨。
但由于没有综合考虑各个元素的综合作用,使得实验结果与预期相差很大。
一是,从图片的分析可以知道,其组织很不均匀,既有A型石墨,C型石墨,还有F型石墨,这主要是由于合金元素添加过多,使
合金的流动性变得很差,其在凝固过程中,合金也不能很好的扩散,各部分组织成分很不均匀。
二是,合金元素的加入,使得共晶点左移,这就造成在碳当量为4.0%时,也会发生过共晶,这就导致一次渗碳体的形成,这就解释了C型石墨,A型石墨的形成。
同时由于在室温下冷却,而且没有保温,在过共晶时,快冷条件下,这就可以形成F型石墨。
4.综述
由于合金元素添加过多,致使没有达到所要求的D型石墨,即使有少量的A型石墨的形成。
【1】Ti在高碳当量灰铸铁中的石墨化和反石墨化作用熊仲明张卫善张丽娟(北京科技大学北京100083)
【2】铜对灰铸铁性能和组织的作用中国农机研究院工艺材料所洛阳第一拖拉机厂张伯明胡家聪关洪国吴英考(执笔)刘瑞芳陈鹤涛刘景陶李树达。