钢筋电渣压力焊检验汇总表
钢筋电渣压力焊焊接工艺试验记录表-1

钢筋电渣压力焊焊接工艺试验记录表
项目名称工艺试验编号
焊工姓名焊接时间
钢筋牌号钢筋直径
焊剂型号焊剂烘干规定
焊机型号
焊接接
头形式
焊接工艺参数
电流种类/极
性焊接电流(A)
焊接电压(V)焊接通电时间(S)
电弧过程电渣过程电弧过程电渣过程
目视检查结果
检查项目标准要求结果
焊包高度当钢筋直径小于等于
25mm时
≥ 4mm 当钢筋直径大于等于
28mm时
≥ 6mm
钢筋与电极接触处不允许有烧伤缺陷
接头处的弯折角度≤ 2°
轴线偏移≤1mm
拉伸试验试验报告编号:
试样编号试样直径
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位
和特征
结论:本评定按《钢筋焊接及验收规程》JGJ18-2012焊接试件、检测试样、测定性能,确认试验正确。
评定结果:(合格、不合格)
记录/日期:质量员/日期:项目技术负责人/日期:
项目部章。
钢筋电渣力焊接头检验批质量验收记录表
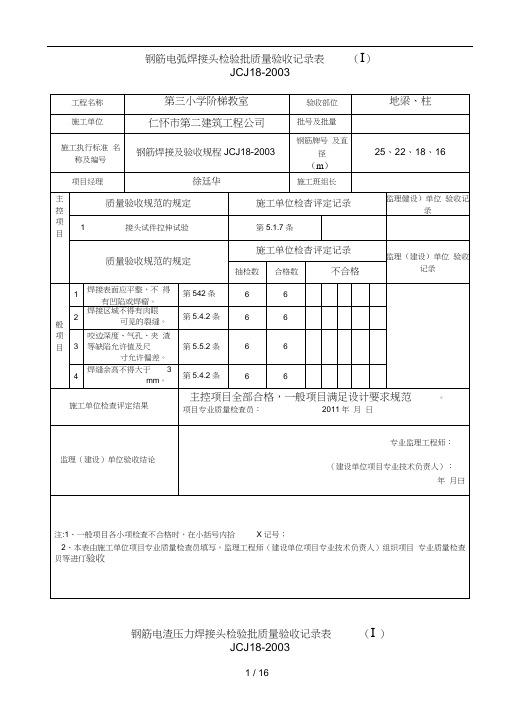
钢筋电弧焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋电渣压力焊接头检验批质量验收记录表(I )
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋闪光对焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003
钢筋气压焊接头检验批质量验收记录表(I)
JCJ18-2003。
钢筋、钢筋焊接接头检验报告汇总表
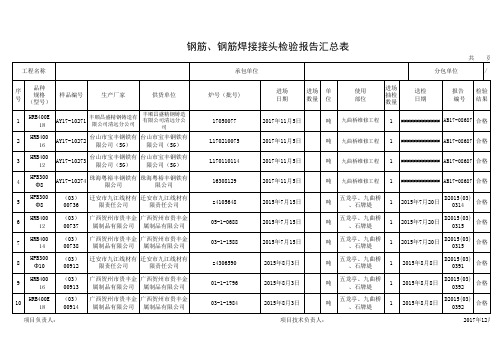
吨 九曲桥维修工程 1 ############# AB17-08687 合格
2017年11月5日
吨 九曲桥维修工程 1 ############# AB17-08687 合格
2015年7月15日
吨
五龙亭、九曲桥 、石牌堤
1
2015年7月20日
D2015(03) 0314
合格
2015年7月15日
吨
五龙亭、九曲桥 、石牌堤
10 HRB400E
(03) 广西贺州市贵丰金 广西贺州市贵丰金 00914 属制品有限公司 属制品有限公司
项目负责人:
炉号(批号)
17050077 L170210075 L170110114
16308129 z4105648 05-1-0688 03-1-1588 z4306590 01-1-1796 03-1-1984
7 HRB400
(03) 广西贺州市贵丰金 广西贺州市贵丰金 00738 属制品有限公司 属制品10
(03) 迁安市九江线材有 迁安市九江线材有
00912
限责任公司
限责任公司
9 HRB400
(03) 广西贺州市贵丰金 广西贺州市贵丰金 00913 属制品有限公司 属制品有限公司
3
HRB400
AY17-10273
台山市宝丰钢铁有 限公司(SG)
台山市宝丰钢铁有 限公司(SG)
4
HPB300 Ф8
AY17-10274
珠海粤裕丰钢铁有 限公司
珠海粤裕丰钢铁有 限公司
HPB300
5
Ф8
(03) 迁安市九江线材有 迁安市九江线材有
00736
限责任公司
限责任公司
6 HRB400
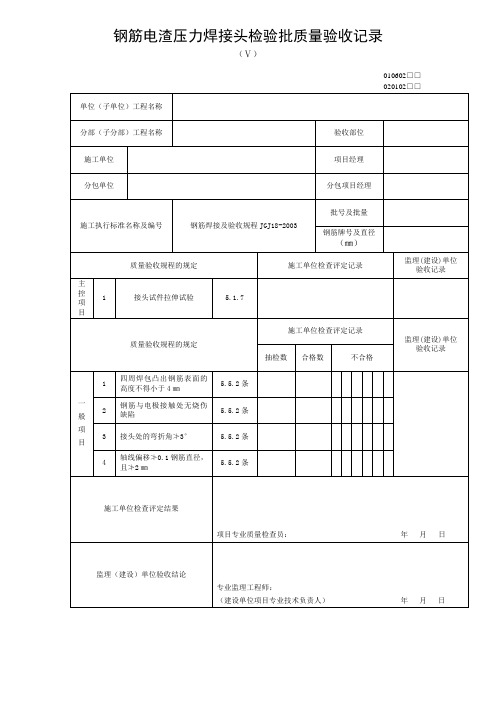
钢筋电渣压力焊接头检验批质量验收记录
控
项
目
1
接头试件拉伸试验
5.1.7
质量验收规程的规定
施工单位检查评定记录
监理(建设)单位验收记录
抽检数
合格数
不合格
一
般
项
目
1
四周焊包凸出钢筋表面的高度不得小于4㎜
5.5.2条
2
钢筋与电极接触处无烧伤缺陷
5.5.2条
3
接头处的弯折角≯3°
5.5.2条
4
轴线偏移≯0.1钢筋直径,且≯2㎜
5.5.2条
施工单位检查评定结果
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
钢筋电渣压力焊接头检验批质量验收记录
(Ⅴ)
010602□□
020102□□
单位(子单Leabharlann )工程名称分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
钢筋焊接及验收规程JGJ18-2003
批号及批量
钢筋牌号及直径
(㎜)
质量验收规程的规定
施工单位检查评定记录
监理(建设)单位验收记录
钢筋焊接汇总表
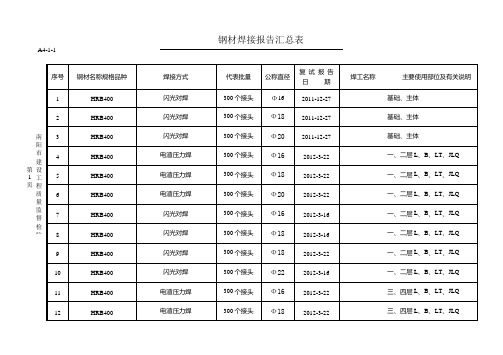
A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400 闪光对焊 300个接头 Ф16 2011-12-27 基础、主体 2HRB400 闪光对焊 300个接头 Ф18 2011-12-27 基础、主体 3 HRB400 闪光对焊 300个接头 Ф20 2011-12-27 基础、主体4 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 一、二层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф20 2012-3-22 一、二层L 、B 、LT 、JLQ7 HRB400 闪光对焊 300个接头 Ф16 2012-3-16 一、二层L 、B 、LT 、JLQ8 HRB400 闪光对焊 300个接头 Ф18 2012-3-16 一、二层L 、B 、LT 、JLQ9 HRB400 闪光对焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ 10 HRB400 闪光对焊 300个接头 Ф22 2012-3-16 一、二层L 、B 、LT 、JLQ 11 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 三、四层L 、B 、LT 、JLQ 12HRB400电渣压力焊300个接头Ф182012-3-22三、四层L 、B 、LT 、JLQ南阳市建设工程质量监督检验第 1 页A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400电渣压力焊300个接头Ф202012-3-22三、四层L 、B 、LT 、JLQ 23 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 二层L 、B 、LT 、JLQ 4 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 三层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 三层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 四层L 、B 、LT 、JLQ7 HRB400电渣压力焊300个接头Ф182012-5-4四层L 、B 、LT 、JLQ8 910 11 12南阳市建设工程质量监督检验第 1 页。
表A.0.4 钢筋电渣压力焊接头检验批质量验收记录
工程名称 施工单位
方案
验收部位 批号及批量
001-表A.0.4 钢筋电渣压力焊接头检 验批质量验收记录
施工执行标准名称 《钢筋焊接及验收规程》
及编号
JGJ18-2012
钢筋牌号及直径 (mm)
项目经理
施工班组组长
主 控 项 目1
质量验收规程的规定
施工单位检查 评定记录
监理(建设)单位验收记录
接头试件拉伸试验
5.1.7 条
质量验收规程的规定
施工单位检查评定记录
抽查数 合格数
不合格
监理(建设)单位 验收记录
当钢筋直径小于或等于25mm
时,焊包高度不得小于
1 4mm; 当钢筋直径大于或等
一
于28mm时,焊包高度不得小
般
于 6mm
ቤተ መጻሕፍቲ ባይዱ
项
目
2
钢筋与电极接触处无烧伤 缺陷
5.6.2 条 5.6.2 条
检查员等进行验收。
3
接头处的弯折角度不得大 于2°
5.6.2 条
4 轴线偏移不得大于1mm
5.6.2 条
施工单位检查评定结果
项目专业质量检查员:
监理(建设)单位验收结论
监理工程师(建设单位项目专业技术负责人):
年月日
年月日
注: 1 2
量
一般项目各小项检查评定不合格时,在小格内打×记号; 本表由施工单位项目专业检查员填写,监理工程师(建设单位项目专业技术负责人)组织项目专业质
钢筋焊接焊接工程质量检查项目表

钢筋焊接焊接工程质量检查项目表1.专业管理行为检查项目检查内容有关要求条款依据检查方式1.1焊接人员焊工资格是否符合要求从事钢筋焊接施工的焊工必须持有焊工考试合格证书,才能上岗操作。
JGJ18-2003 1.0.3 重点检查1.2焊接工艺试验开工前是否进行了焊接工艺试验在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产。
试验结果应符合质量检验与验收时的要求。
JGJ18-2003 4.1.3重点检查1.3焊接材料焊接材料是否进行了检验凡施焊的各种钢筋、钢板均应有质量证明书;焊条、焊剂应有产品合格证。
JGJ18-2003 3.0.5 重点检查1.4焊前准备焊接前是否进行了准备工作①筋焊接之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,当予以矫直或切除。
JGJ18-2003 4.1抽查②带肋钢筋进行闪光焊、电弧焊、电渣压力焊和气压焊时,宜将纵肋对纵肋安放和焊接。
2.焊接作业检查项目检查内容有关要求条款依据检查方式2.1钢筋电阻点焊焊接工艺要求①混凝土结构中钢筋焊接骨架和钢筋焊接网,宜采用电阻点焊制作。
JGJ18-2003 4.2重点检查②电阻焊应根据钢筋牌号、直径、焊机性能等具体情况,选择合适的变压器级数、焊接通电时间和电极压力。
③焊点的压入深度应为较小钢筋直径的18%~25%。
④钢筋点焊生产过程中,随时检查制品的外观质量,当发现外观缺陷时,应查找原因并采取措施,及时消除。
2.2钢筋闪光对焊焊接工艺要求①钢筋的对接焊接宜采用闪光对焊,其焊接工艺方法的选择按JGJ18-2003中4.3.1选择。
JGJ18-2003 4.3重点检查②RRB400钢筋闪光对接焊,与热轧钢筋相比较,应减小调伸长度,提高焊接变压器级数,缩短加热时间,快速顶锻,形成快热快冷条件,使热影响区长度控制在钢筋直径的0.6倍范围内。
表A.0.4 钢筋电渣压力焊接头检验批质量验收记录
4 轴线偏移不得大于1mm
5.6.2条
施工单位检查 评定结果
项目专业质量检查员:
年月日
监理(建设)单位 验收结论
监理工程师
(建设单位项目专业技术负责人):
年月日
注: 1、一般项目各小项检查评定不合格时,在小格内打×号; 2、本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织 项目
专业质量检查员等进行验收。
25mm
1 时,焊包高度不得小于4mm
一
当钢筋直径大于或等于
28mm
5.6.2条
般 2
项
钢筋与电极接触处无烧伤 缺陷
5.6.2条
接头处的弯折角度不得大 目3
于2°
5.6.2条
施工班组组长 施工单位检查评定记录
监理(建设)单位 验收记录
施工单位检查评定记录
抽查数 合格数
不合格
监理(建设) 单位验收记录
表A.0.4 钢筋电渣压力焊接头检验批质量验收记录
工程名称
工程1
验收部位
新验收部位14
施工单位
批号及批量
施工执行标准 名称及编号
《钢筋焊接及验收规程》 JGJ 18-2012
钢筋牌号及直径 (mm)
项目经理
主
控
项 目
1
质量验收规程的规定
接头试件拉伸试验
5.1.7条
质量验收规程的规定
当钢筋直径小于或等于