从专利角度简析金属材料选择性激光烧结技术(SLS)的发展
SLS(选择性激光烧结)

SLS(选择性激光烧结)选择性激光烧结的特点发明于1989年;比SLA要结实的多,通常可以用来制作结构功能件;激光束选择性地熔合粉末材料:尼龙、弹性体、未来还有金属;优于SLA的地方:材料多样且性能接近普通工程塑料材料;无碾压步骤因此Z向的精度不容易保证好;工艺简单,不需要碾压和掩模步骤;使用热塑性塑料材料可以制作活动铰链之类的零件;成型件表面多粉多孔,使用密封剂可以改善并强化零件;使用刷或吹的方法可以轻易地除去原型件上未烧结的粉末材料。
选择性激光烧结选择性激光烧结(SLS)于1989年被发明。
材料特性比光固化成型(SLA)工艺材料优越。
多种材料可选而且这些材料接近热塑性塑料材料特性,如PC,尼龙或者添加玻纤的尼龙。
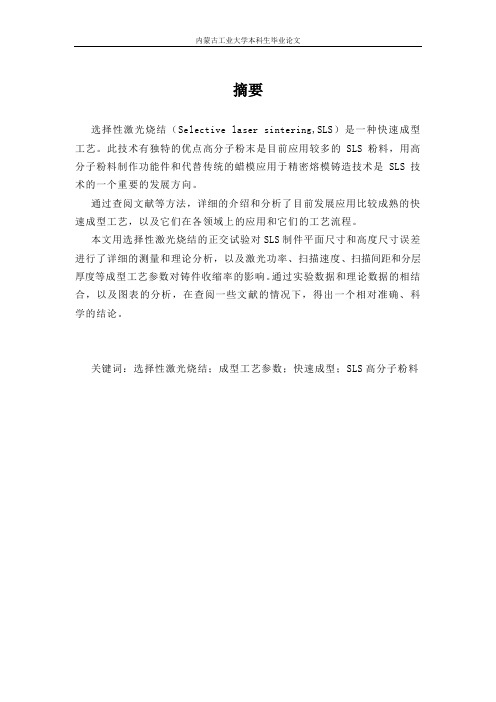
如图所示,SLS机器包括两个粉仓,位于工作台两边。
水平辊将粉末从一个粉仓,穿过工作区间推到另一个粉仓。
之后激光束逐步描绘整个层。
工作台下降一个层高的厚度,水平辊从相反方向移回。
如此往复直到整个零件烧结完毕。
选择性激光烧结快速自动成型(SLS—Rapid Prototyping)技术是先进制造技术的重要组成部分,它集成了CAD技术、数控技术、激光技术和材料技术等现代技术成果。
与传统制造方法不同,快速成型制造从零件的CAD模型出发,通过软件分层和数控成型系统,用激光束或其它方法将材料堆积而形成实体零件。
即将复杂的三维制造转化成一系列的二维制造的叠加,因而可以在不用模具和传统刀具的条件下生成几乎任意形状的零部件,极大地提高了生产效率和制造柔性。
虽然由于成型材料的不同,成型件的强度和精度较低,很难直接作为最终零件或模具使用,但可以作为样件或模具的母模使用。
当然直接制造模具的快速成型设备也有了初步的发展,本文重点讲述的是快速成型制造模具母模的技术。
快速成型制模技术可以大大降低制模的成本,缩短模具的制造周期,增强产品的市场竞争力。
目前该技术已经广泛应用于航空航天、汽车摩托车、科学研究、医疗、家电等领域。
材料成型激光烧结SLS摘要(含英文)
摘要选择性激光烧结(Selective laser sintering,SLS)是一种快速成型工艺。
此技术有独特的优点高分子粉末是目前应用较多的SLS粉料,用高分子粉料制作功能件和代替传统的蜡模应用于精密熔模铸造技术是SLS技术的一个重要的发展方向。
通过查阅文献等方法,详细的介绍和分析了目前发展应用比较成熟的快速成型工艺,以及它们在各领域上的应用和它们的工艺流程。
本文用选择性激光烧结的正交试验对SLS制件平面尺寸和高度尺寸误差进行了详细的测量和理论分析,以及激光功率、扫描速度、扫描间距和分层厚度等成型工艺参数对铸件收缩率的影响。
通过实验数据和理论数据的相结合,以及图表的分析,在查阅一些文献的情况下,得出一个相对准确、科学的结论。
关键词:选择性激光烧结;成型工艺参数;快速成型;SLS高分子粉料AbstractSelective laser sintering(Selective laser sintering, SLS)is a rapid prototyping process. This technology has unique advantages polymer powder is used more SLS powder, with a polymer powder produced functional parts and replace the traditional wax used in precision investment casting technology is the SLS technology is an important direction of development. Through literature and other methods, a detailed description and analysis of the current development and application of rapid prototyping technology is relatively mature, and their applications in various fields and their processWith the development of rapid prototyping technology now, its future use in the field of materials has made a more detailed analysis. SLS rapid prototyping technology development, research prospects and their specific research discussion.Keywords: Selective laser sintering; molding process parameters; rapid prototyping; SLS polymer powder。
选择性激光烧结(SLS)

3D打印技术 —选择性激光烧结
旅顺职业中专
李建新
授课内容
01 选择性激光烧结技术介绍 02 选择性激光烧结技术发展 03 选择性激光烧结技术应用
01 PART ONE 选择性激光烧结技术
1、SLS打印技术
SLS打印技术概念:
选择性激光烧结技术(Selective Laser Sintering, SLS),主要是利用粉末材料在激光照射下高温烧结的基 本原理,通过计算机控制光源定位装置实现精确定位,然 后逐层烧结堆积成型
华曙高科通过3D打印SLS技 术,为某汽车生产的车用空 调总成的部件原型件产品, 节省了磨具,修复等环节, 大大节省了时间,以前使用 CNC机床制造磨具,大概需 要14天时间,使用3D打印 后仅需要4天时间就可以交 付产品,单次打印的费用是 开模费用的10%
华曙高科与武汉萨普科技股份有限公司合作,采用连续增材制造解决方案建造 时间仅用10小时,将长度近1米、结构复杂的汽车空调HVAC壳体一体成型,且 其强度、精度完全符合技术标准。
02 选择性激光烧结技术发展 PART TWO
2、激光烧结技术发展
选择性激光烧结工艺最早是由美国德克萨斯大学奥斯汀分校的Carl R. Deckard 于1989年在其硕士论文中提出的,随后C.R.Dechard创立了DTM公司,并于1992年 发布了基于SLS技术的工业级商用3D打印机Sinterstation。
选择性激光烧结快速成形技术

选择性激光烧结快速成形技术摘要:选择性激光烧结快速成形(Selective Laser Sintering Rapid Prototyping)技术使用固体粉末材料,该材料在激光的照射下,能吸收能量。
发生熔融固化,从而完成层信息的成型。
这种方法适用的材料范围广(适用于聚合物、铸造用蜡、金属或陶瓷粉末),特别是在金属和陶瓷材料的成型方面具有独特的优点,有着制造工艺简单,柔性度高、材料选择范围广、材料价格便宜,成本低、材料利用率高,成型速度快等特点。
本文就SLS的原理,优点,以及使用材料的发展做了简要概括,并对金属粉末的进行了重点讨论。
关键字:SLS,原理,材料,金属粉末目录前言 (1)1 选择性激光烧结快速成形技术的应用 (1)2 选择性激光烧结快速成形技术原理 (2)2.1 基本工作原理 (2)2.2 SLS快速成形技术工艺流程 (4)2.3 SLS烧结机理 (4)3SLS技术的特点 (5)4 中北大学SLS方面的成果 (6)5 选择性激光烧结用原材料 (6)5.1 金属材料 (7)5.2 聚合物材料 (8)5.3 陶瓷材料 (8)5.4 新型SLS原料的研制-木塑复合材料 (8)6 金属粉末选择性激光烧结(SLS)技术 (8)6.1 间接法 (9)6.2 直接法 (10)6.3 金属粉末SLS存在的问题 (11)6.4 金属粉末SLS发展趋势 (12)总结 (12)参考文献 (14)前言选择性激光烧结快速成形(Selective Laser Sintering Rapid Prototyping)技术(简称SLS技术)1989年由美国C.R Decard申请专利,DTM公司推向市场,之后因为具有成型材料选择范围宽、应用领域广的突出优点,得到了迅速的发展,受到越来越多的重视。
选择性激光烧结(SLS)也可被称为选区激光烧结,它跟其它的快速成型工艺一样,加工原理也是离散-堆积成型原理。
其以Nd:YAG或CO2激光发射器为加工能源,利用计算机来控制激光束对加工材料(包括高分子材料、金属粉末、预合金粉末材料及纳米材料等)按设定的速度并调整合适的激光能量密度并根据切片截面轮廓的二维数据信息进行烧结,层层堆积,全部烧结完后去掉周围多余的粉末, 再对烧结件进行打磨、烘干等一系列后处理操作便可以获得零件。
选择性激光烧结技术的发展方向

3 4
5
4
选择性激光烧结技术的应用
选择性激光烧结技术( SLS )已广泛应用于航空航 天、泵阀、汽车制造、医疗、文化艺术等领域,可以实 现个性化、差异化的快速生产。
5
1. 在航空航天领域的应用
SLS技术已经为我国航空航天等部门 及飞机制造企业提供直升机发动机、直升
机机匣、蜗轮泵、钛机架、排气道、飞机
SLS技术可在1~2天内获得原型。
义齿
骨盆图
9
4. 在泵阀类零件制造领域的应用
可以快速制造出水泵的叶轮、泵体、 蜗壳等,用于外观、功能验证,优化产品 设计,大大提高新产品研发成功率。对于 单件、小批量熔模精密铸件的生产可以不 用模具,从而节省大量模具加工费用,大 大缩短生产周期。
叶轮粉末烧结蜡模以及精 密铸造不锈钢件
1
模块4 选择性激光烧结技术
4.4 选择性激光烧结技术的应用及发展方向
2
课堂导入
观看视频并回答
观看《 SLS 选择性激光烧结技术的应用领域》 视频,讨论以下问题: 1.目前选择性激光烧结技术广泛应用于哪些领 域? 2.你怎样评价目前选择性激光烧结技术的发展 情况?
3
1 2
本节 知识点
在航空航天领域的应用 在生物、医疗领域的应用 在泵阀类零件制造领域的应用 在文化、艺术、生活等领域的应用 选择性激光烧结技术的发展方向
悬挂件、飞轮壳等飞机零部件的生产和服 务,参与完成了若干项国家航空航天重点
项目的开发研制任务。
航天发动机蜗壳图
航天发动机泵壳体
6
2. 在汽车、摩托车制造领域的应用
SLS工艺打印其最大特点一个是成型过
程与复杂程度无关,因此特别适合于内部结
构极其复杂的发动机缸体、缸盖、进排气管 等部件。由于SLS技术成型材料广泛,特别
激光选区烧结(sls)成形的后处理工艺及方法

激光选区烧结(sls)成形的后处理工艺及方法【激光选区烧结(sls)成形的后处理工艺及方法】一、引言其实啊,在当今这个科技飞速发展的时代,各种新奇的技术层出不穷。
今天咱们就来聊聊激光选区烧结(SLS)成形这一神奇的工艺,看看它到底是怎么一回事,又有着怎样的魅力。
二、SLS 工艺的历史1. 起源与发展说起激光选区烧结(SLS)的历史,那得追溯到上个世纪 80 年代。
说白了就是科学家们脑洞大开,想着能不能用激光和粉末材料来创造出各种形状的物件。
最开始的时候,这技术还很粗糙,能做的东西也有限。
但随着时间的推移,不断地有科研人员投入研究,技术也就越来越成熟啦。
比如说,最开始 SLS 只能做出一些简单的模型,而且精度不高。
但经过多年的改进,现在已经可以制造出复杂的、高精度的零部件,甚至可以应用于航空航天、医疗等高端领域。
三、SLS 工艺的制作过程1. 材料准备首先得准备好材料,通常是各种粉末,比如尼龙、聚苯乙烯、金属粉末等。
这些粉末就像是我们做蛋糕用的面粉,是基础原料。
2. 激光烧结然后就是关键的一步啦,激光登场!激光按照预先设计好的路径,有选择地对粉末进行烧结。
这就好比我们用手电筒照着纸上的图案,有光照到的地方就会发生变化。
在这里,激光照到的粉末就会融合在一起,形成一个层面。
3. 层层叠加一层烧结完成后,工作台会下降一层的高度,再铺上一层新的粉末,然后激光继续烧结。
就这样一层一层地堆积,最终形成一个三维的物体。
打个比方,这就像是在盖房子,一层一层地往上砌砖,只不过这里的“砖”是粉末,“砌砖”的工具是激光。
四、SLS 工艺的特点1. 材料多样性SLS 工艺最大的特点之一就是能使用各种各样的材料。
不管是塑料、金属,还是陶瓷,它都能搞定。
这就好比一个超级大厨,不管是蔬菜、肉类还是海鲜,都能烹饪出美味佳肴。
2. 复杂形状制造能力它还特别擅长制造那些形状复杂的物件。
比如说一些内部有复杂结构的零件,用传统方法很难做出来,但 SLS 却能轻松应对。
sls技术的原理特点及应用领域

SLS技术的原理特点及应用领域1. SLS技术简介SLS(Selective Laser Sintering)技术是一种快速成型技术,也被称为激光烧结成型技术。
它是一种使用激光将粉末材料烧结层层堆积而成三维实体的造型方法。
SLS技术最早由德国的D.S. Hilbert在1980年代初提出,并在随后的几十年中得到了广泛的应用和发展。
2. SLS技术的原理SLS技术的工作原理可以概括为以下几个步骤:2.1. 材料选择SLS技术通常采用粉末状材料,如塑料、金属、陶瓷等。
选择合适的材料对于SLS技术的成功应用至关重要。
2.2. 粉末层压首先,将一层薄薄的粉末材料均匀地铺在工作台上,形成一个粉末层。
2.3. 激光烧结接下来,激光束被聚焦到粉末层上的特定位置。
激光的能量会将粉末材料局部加热,使其熔融并与下层粉末粒子结合。
2.4. 层层堆积一旦一层材料烧结完成,工作台会下降一层,形成新的粉末层。
再次进行激光烧结,直到整个模型被逐层堆积完成。
2.5. 后处理打印成品完成后,需要进行后处理来去除未烧结的粉末并进行粗糙表面的处理。
3. SLS技术的特点SLS技术具有以下几个显著的特点:•无需支撑结构: SLS技术是一种自支撑的打印技术,不需要使用支撑结构来支持打印物体,这使得SLS技术在制造复杂形状物体时更具优势。
•材料多样性: SLS技术可以使用多种材料进行打印,包括塑料、金属、陶瓷等。
这种灵活性使得SLS技术适用于各种不同的应用领域。
•高精度: SLS技术的打印精度较高,可以制造出精细的细节和复杂的结构。
•快速制造: SLS技术可以快速制造出物体,相比传统制造方法,节约了大量的时间和成本。
•无需模具: SLS技术可以直接从计算机辅助设计(CAD)模型进行打印,无需制作模具,节省了制模的时间和费用。
4. SLS技术的应用领域SLS技术具有广泛的应用领域,包括但不限于以下几个方面:4.1. 制造业SLS技术在制造业中得到了广泛的应用。
选择性激光烧结SLSSelectiveLaserSintering

l
用户界面不灵活,网络功能弱,系统维护培训昂贵。
2、数控技术及装备的发展趋势
开放式的数控体系结构
开放式数控系统,不但要求模块化、网络化、标准化(用户界面、图形显示、 动态仿真、数控编程、故障诊断、网络通讯),且对实时性和可靠性要求很 高。 特点:
① 可移植性:在保持应用模块功能的情况下,不需任何变化就可以应用到
欧洲: OSACA (Open System Architecture for
within Automation Systems)
Controls
日本:OSEC (Open System
Environment for Controllers )
2、数控技术及装备的发展趋势
智能化
将是21世纪制造业发展的一个重要方向。 智能加工是在加工过程中模拟人类智能的活动,以解决加 工过程中许多不确定性因素。
•
•
推动着制造业向高速、高精度、高智能化、高柔性化飞速迈进。 在非制造业,数控技术也大有用武之地(如:五坐标机器人等)
1、数控技术及行业现状
数控技术发展至今: • 可实现 3D动态模拟显示加工过程
• 图形交互式自动编程(建立在CAD/CAM软件基础上)
• 发达国家,五坐标联动技术成熟
• FMS已有成功应用
2、数控技术及装备的发展趋势
并联机床 直线电机
STEP-NC
E—维护
2、数控技术及装备的发展趋势
并联机床 ——新的机床结构
传统的机床串联结构: 即按笛卡尔坐标沿三个坐标方向直线运动和绕这三个坐标转动依次串联
叠加起来, 形成刀具与工件的相对运动轨迹。 机床所有结构的几何精度误
差、力的传递和刚度的损失, 都会形成串联累积而成为致命的薄弱环节。 并联机床:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从专利角度简析金属材料选择性激光烧结技术(SLS)的发展选择性激光烧结(Selective Laser Sintering, SLS)技术是快速成型与制造(RapidPrototyping & Manufacturing, RP&M)领域中极具发展潜力的技术之一。
SLS 技术借助于计算机辅助设计与
制造,采用分层制造叠加原理,将固体粉末材料直接成型为三维实体零件。
它能够制造任意
复杂结构零件,具有其它常规制造技术不可替代的优势。
由于金属零件应用领域广且价值高,因而利用 SLS 技术制造金属零件一直是 RP&M 领域的研究热点。
关键词:快速成型,增材制造,3D打印,选择性激光烧结,SLS,金属
1. 引言
1.1 快速成形技术的概述与发展
快速成形技术(Rapid Prototyping & Manufacturing,简称RPM)诞生于70年代末、80年代初。
该技术是采用逐点或逐层成形方法,一次成形复杂的零部件或模具,不需要任何工装,
节约了制造费用,缩短了制造周期,实现了三维制造及其可视化,有利于设计人员、制造人
员和用户间的信息交流。
可在设计阶段完成实验研究工作,减少实验周期和材料损耗,堪称
制造领域人类思维的一次飞跃。
快速成形技术采用离散/堆积的原理,自动完成从数学模型(CAD模型)到物理模型(原型
和零件)的转换。
在成形的过程中,根据成形方法的不同,可以采用多种不同的材料(如塑料、数值、蜡、陶瓷、金属的等)制造原型。
根据材料种类可以将快速成型技术分为以下几类:立体光造型(SLA)、叠层制造(LOM)、选择性激光烧结(SLS)、熔融沉积制造(FDM)、三维印刷(3DP)。
1.2金属材料选择性激光烧结技术
目前,国内外已开发出多种 SLS成形材料,按材料性质主要可分为金属粉末材料、陶瓷粉末
材料和高分子粉末材料。
金属材料的选择性激光烧结分为直接烧结法和间接烧结法。
直接烧结法是利用大功率激光直
接烧结金属粉末得到成形零件,间接烧结法是在金属粉末中添加有机粘结剂使其熔化后粘结
金属粉末,再经过后续处理得到成形零件。
直接烧结法中使用的金属粉末材料主要有单组分金属粉末、多组分金属粉末和预合金粉末3类。
间接烧结法中有机粘结剂的加入有两种方式,一种是与金属粉末混合,一种是包覆在金属粉
末表面。
间接法通过用小功率小50W)激光烧结粉末得到形坯,形坯再经适当的后续处,一
般为脱脂、高温烧、熔渗金属或浸渍树脂,最终获得具有一定强度的金属零件。
2. 选择性激光烧结技术全球专利申请总体分析
2.1专利发展趋势
选择性激光烧结(Selective Laser Sintering, SLS)技术是快速原型与制造(RapidPrototyping & Manufacturing, RP&M)技术中的一种,通常被称为分层制造(LayeredManufacturing )或增
材(Additive)制造技术,尤其区别于普通机加工类的减材(Subtractive)制造技术。
如图1
所示,对历年来选择性激光烧结技术领域的全球及国内相关专利申请随年份的变化趋势进行
了梳理。
SLS 技术出现在 1986 年的美国,由研究生 Carl Decard[1,2]和 Beaman 发明,并于1992 年由美国 DTM 公司把 SLS[3,4] 系统商业化。
随后,日本,德国,俄罗斯,中国和以色列
都各自开发研制了 SLS 系统,但美国依其原创专利而处于较为领先的地位。
SLS 技术最大的优
点在于能够突破传统技术难以完成的复杂结构零件的制造。
目前,各国都认为采用 SLS 技术
可以明显地降低特殊结构零件的制造成本,同时提高效率,增强企业竞争力。
正是因为SLS
技术可以突破复杂结构零件的制造,2000年以后,各国对SLS的技术研发投入了大量的财力
和物力,同时取得一些技术成果,从图1可以得到,在2000年以后全球的选择性激光烧结
技术的专利申请量激剧增加。
2.2申请人区域分布
全球主要国家和地区关于选择性激光烧结技术的专利申请量分布如图2所示。
从图2中可以
看出,中国申请量遥遥领先,这与基础制造业的快速发展是分不开的,2000之后,中国在辗
扩领域的申请量急剧增加,中国的专利申请量虽然大,但是与其他工业强国相比,在选择性
激光烧结技术领域的起步明显比较晚,这也反映了中国的选择性激光烧结技术是在引进、消化、吸收国外技术的基础上发展起来的,在2000之后受到了极大的重视。
专利申请量紧随
其后的是欧盟、美国、德国和日本。
日本、德国的专利申请量遥遥领先得益于其强大的机械
制造业实力。
申请量比较靠前的国外国家之中,美国的申请最早,同时申请量较大,而且自
出现了第一个专利申请之后,申请量一直比较均衡稳定。
总体来说,日本、美国、德国的申
请总量发展都比较均衡。
3. 金属材料选择性激光烧结技术的发展
选择性激光烧结是快速原型制造技术的一个重要组成部分,它以激光作为热源,通过将零件
的三维CAD模型进行分层切片处理,获得每一层的截面轮廓信息后,再由计算机控制激光束
对每一层截面进行扫描烧结,经过逐层叠加,最终得到三维功能零件或产品。
SLS的突出优
点在于成形材料的种类非常广泛。
从理
论上讲,任何能够吸收激光能量而粘度降低的粉末材料都可以用于SLS,但开发性能优异的
粉末材料仍然是SLS技术发展中的关键环节之一。
激光烧结所用的原材料对烧结件的力学性能、化学性能、精度及其成形速度起着决定性作用,直
接影响到烧结件的应用以及SLS技术相比其他快速成形技术的竞争力。
目前,国内外已开发
出多种SLS成形材料,由于金属零件应用领域广且价值高,因而利用 SLS 技术制造金属零件
一直是 RP&M 领域的研究热点。
图3中显示的是金属原料选择性激光烧结技术全球及国内专利申请随年份变化趋势。
SLS最
初只能用于塑料粉和蜡粉的成形,20 世纪 90 年代初,从事SLS技术开发的德国EOS公司通
过与芬兰Rapid Product Innovations公司合作,研制出可用于SLS成形的烧结不收缩铜粉和不
锈钢粉,从而将SLS技术拓展到了金属材料成形领域。
直接用金属粉末烧结成形三维零件是SLS技术发展的目标之一,也是快速成形制造最终的目标之一。
国内外科研人员在这方面进
行了大量的工作,并初步取得了一些成果,且在某些高科技领域得到了一定范围的
应用。
早在1995年前后在美国就有相关申请出现,国外申请人该领域的研究从2008年前后
激增。
国内关于此技术的研究始于2008年前后,在2012年左右申请量开始激增,可以看出
国内申请人对于该技术分支的研究相对于国际来说存在一定的滞后。
选择性激光烧结金属原料技术的国内外专利申请重要申请人如图4所示。
就选择性激光烧结
金属原料这个分支而言,专利申请重要申请人与选择性激光烧结技术的重要申请人基本相同。
前12名中有5名来自中国,这一现象可以看出中国在该分支的研究发展十分快速。
4. 总结
本文分析了金属材料选择性激光烧结技术在国内外的专利申请趋势,跟踪了重要申请人的专
利申请。
国内对该技术的研究较多,但是国内对该技术的研究相对于国际来说存在一定的滞
后,我们国内高校企业应该加大研发力度,尽快追上全球的最新技术,掌握该领域的核心技术,获得更多自主知识产权。
参考文献
[1] N.P.Karapatis, Van Griethuysen J.-P.S., Glardon, R.. Direct Rapid Tooling:AReview of Current Research. Rapid Prototyping Journal. Rapid Prototyping Journal,1998, 4(2):77~89
[2] Nelson,James Christian. Selective laser sintering: A definition of the process andan empirical sintering model : Ph.D. dissertation,The University of Texas at Austin,1993.
[3]
[4] Steve Upcraft and Richard Fletcher. The rapid prototyping technologies,AssemblyAutomation; 2003; 23(4):318-330。