异形透盖的塑料模具设计(有全套CAD图纸)
广工电器盖塑料模具课程设计含全套CAD图纸
题目: 电器盖塑料模具设计摘要在我们的日常学习生活中,经常会见到各种各样的注射塑料制件,工业中的生产则更为普遍。
塑料自身具有的较多特殊的优点,这使得它们成为了我们日常生活中显而易见,甚至是不能缺少的必要存在。
塑料的质量轻,密度也小。
它的明显优点就是在特殊场合甚至能替代钢材料,特别是它的比强度很高,具有较好绝缘的特性,介电中产生的对电能的损耗也相当低,因此它成为了现代电器以及电工这两种行业里是不可替代,甚至不可或缺的重要性极高的原材料。
塑料因其化学成分,使得它的化学稳定性很高,防止磨损和减少磨损的性能也非常优秀。
另外,塑料也有较高的减震性能和较强的隔音性能,这也使得它的适用范围更为广泛。
大部分的塑料具有透光能力,防水性能以及绝热性能,还有防辐射以及防透气等令人想不到的不但特殊而且相当适用的性能。
由此可见,塑料在各行各业中都成为不可或缺的原材料是显而易见的了。
生产塑件一般都采用注射成型的方式,这样的方式具有多项优点:成型周期相当短、生产效率相对高、成型的形状尺寸精细准确、制品带嵌件、品种以多种多样等。
此次对这个电器盖的设计,首先是对它进行了简单的结构分析,然后使用电脑上的UG、CAD等制图软件对电器盖进行了针对性的三维造型设计,不但要求熟练使用电脑制图软件,而且还要手工绘制图纸,达到产品标准设计的要求。
并且查阅了在大学时学过的相关书籍以及寻找图书馆的相关资料,然后绘制了电器盖模具总装配图以及电器盖主要零件图、电器盖重要模具零件加工的工艺卡、电器盖塑料模具设计说明书等。
模具设计必须先规划整体的设计,此次整体结构设计的主要内容是:模具分型面的设计、流道的布置、浇口位置的选择、模具工作零件的结构设计和它们的理论计算,还有其他重要部件的设计将会在零件图中,计算的数据在零件图中也会更加具体。
设计中会使用到一些制图软件,例如UG、AutoCAD等,制图软件是用来绘制电器盖模具的三维立体结构图以及它的二维总装图的,还有电器盖的部分零件图也要绘制。
塑料异型材挤出定型模 CAD 系统

塑料异型材挤出定型模CAD系统*摘要: 针对塑料异型材挤出定型模分型繁琐、孔多易干涉、定型板块重复性设计等问题,提出了整体式设计和参数化设计方案。
设计了 1 套智能分型算法,自动创建分型片体,构建分型板块,当调用标准件时自动修改相应参数,智能加载。
基于 UG 平台,以 VC 为开发工具,应用 UG / Open 二次开发技术和 MFC 技术,通过人机交互界面进行参数化设计,开发了塑料异型材挤出定型模 CAD 系统,规范了定型模设计流程,提高了定型模设计效率。
塑料异型材是非圆管、板、片、膜等截面形状不规则的塑料制品,通过挤出成型加工制造,在建材等行业得到广泛应用。
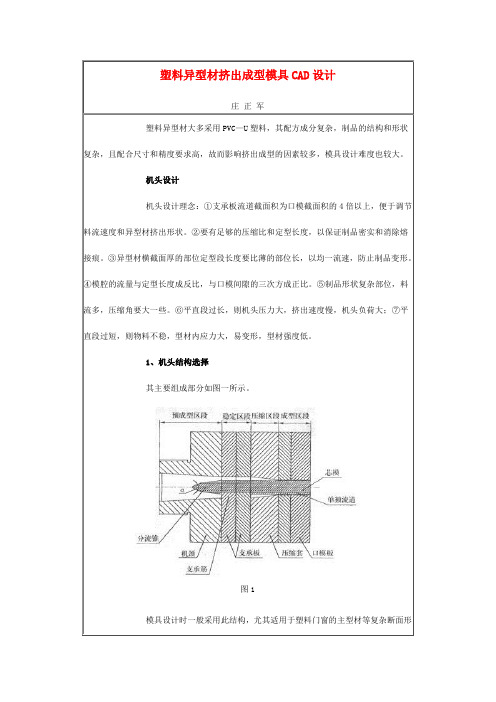
1个成型的异型材挤出模生产线主要由送料装置、模头、定型、水箱、切料输送装置等部分构成。
其中模头和定型模是挤出模设计的重点与难点。
塑料门窗是常见的塑料异型材,其定型由相似的几节定型模构成,一般是 4 到 5 节,每节长度相等,不低于200 mm。
当有 5 节时,从靠近模头端起依次称为定一、定二、定三、定四、定五。
当对定型冷却要求不高时,定型可能只有 1 ~ 3节。
在某些特定情况下定型会有 6 ~ 7 节,更大的甚至有 10 节。
平开窗挤出模定一结构如图 1 所示,同一定型中,每一节定型模都是由上板、前板一、前板二、后板一、后板二、后板三、下板构成,定型模的板块数量主要根据分型需要确定,对双轨门窗而言,一般不会多于7 块板。
在实际生产中,当预成型的异型材型胚从模头出来进入定型时,温度还比较高。
在气槽处真空吸附力的作用下,型胚紧紧依附在定型模型腔壁上,在定型模冷却水路作用下进一步冷却固化最后进入水箱快速均匀冷却[1 - 3]。
由于异型材在不同温度下的应变变化,每一节定型模型腔会有细微变化,而随之分型面发生改变,导致 1 个完整的定型板块多且分型繁琐,从定二开始的每一节定模的设计都是重复性的设计,同时,定型模还存在孔多,易发生干涉等问题。
传统的挤出模具设计更依赖于设计人员的经验,对设计人员的要求高,其 CAD 设计也主要停留在二维设计上。
塑料异型材挤出成型模具CAD设计
由于进入第一节定型模时,挤出的型胚仍是粘流态,易被吸入真空沟槽中,故第一段定型模的前面1~6道的真空吸附沟槽宽度采用0.8mm,间距为25~30mm,其余沟槽宽度为1.2mm,间距为30~40mm。
吸附力要布置均匀,定型模上下两半真空沟槽要对齐,并要各自相通,但在分型面处尽量与大气相通。在型胚的筋和棱边的部位要棱边。
V——模具总体积cm3
C——模具钢材比热容KJ/Kg℃
t——模具工作温度℃
t0——模具起始温度℃
η——加热线圈效率,常取0.3~0.5
经验公式:0.04×模具的重量(Kg)
考虑到挤出机料筒自身加热及料流在模具内由剪切产生的热量,因而一般取比计算值偏小的值。
定型模设计
定型模通过真空将型坯吸附在模具壁上进行冷却定型,获得所需异型材的尺寸和形状精度,并在此过程中将型胚的形变内应力和热内应力基本消除。
设计口模型腔的外形及型芯的步骤:
——求出定型模型腔外的图形。(具体参见定型模设计2)
——对定型模型腔外形的图形放大γ倍(AutoCAD中用Scale命令),求出口模型腔外形。
——根据口模的间隙,依次求出各个型芯的图形。
C、口模形状修正
有些塑料门窗型材的空腔过小,给型芯的强度与机械加工带来一定的困难,可对其口模形状进行放大处理,再靠定型模的定型作用来回复原来结构的尺寸要求(如图2所示)。
定型模型腔尺寸主要由型材收缩率、膨胀率、牵引拉伸率、冷却方式、制品复杂程度、操作方式等决定。
根据生产经验总结:
①定型模模腔外形尺寸比制品大1.01为宜,开式结构按1.015~1.02的系数。第1、4节尺寸按1.01系数,第2、3节尺寸比第1、4节尺寸大0.1~0.2mm。
②毛条开口处取系数0.9,胶条开口处取系数0.95,压条开口处取系数1。
异形透盖的塑料模具设计(机械CAD图纸)

一.设计题目:异形透盖的设计(材料为PPO;精度MT2)二.设计目的:(1)综合运用塑料模具设计、机械制图、公差与技术测量、机械原理及零件、模具材料及热处理、模具制造工艺等课程的知识,分析解决塑料模具设计问题,进一步加强和巩固所学知识。
(2)通过设计实践,逐步树立正确的设计思想,增强创新意识和竞争意识,基本掌握塑料模具设计的一般规律,培养分析和解决问题的能力。
(3)通过计算、绘图和运用技术标准、规范、设计手册等有关资料,进行塑料模具设计全面的基本技能训练,未毕业设计打下一个良好的实践基础。
三.塑件成型工艺性分析1.塑件的分析(1)外形尺寸该塑件壁厚为mm,塑件外型尺寸不大,塑料熔体流程不长塑件材料PPO为热塑性塑料,流动性较差,注射成型时需考虑各种因素。
(2)精度等级塑件的每个尺寸的公差不一样,任务书已给定部分公差,未标注的为MT(3)脱模斜度 PPO的成型性能好,图1 异形透盖成型收缩率较小,查参考文献,选择塑件上型芯和凹模的统一脱斜度为1°。
2.PPO工程塑料的性能分析聚苯醚(PPO)为白色,无毒的粉末状固体,密度为1.06~1.07g/cm3,成型。
收缩率:0.3~0.5% ,成型温度:260~290℃,为无定形聚合物。
PP0的分子结构中无任何水解的基因,使其具有十分突出的耐水性,即使将其放人沸水中经10000h蒸煮,其抗拉强度,伸长率和冲击强度都没有明显下降。
由于PPO分子链的刚性大,作用力强,使PP0在受力时难以变形,表现出既硬且韧,有很高的机械强度和弹性模量及突出的抗蠕变性。
PP0有优良的耐热性,可在120℃时连续使用,间断使用温度可达205℃,它的耐热性可与PF、UP等热固性塑料相比美。
PP0的分子中无明显的极性。
因此,它的电绝缘性能十分优异,在-150~200℃。
的温度范围内和10~106hz的频率范围内,介电性能几乎不受影响。
PPO 的化学性能稳定,对于吸水为介质的化学药品,如酸、碱、盐等,无论是在室温还是高温环境下都很稳定。
塑料碗注塑模具毕业设计(全套图纸)

目录一、塑料的工艺性 (1)(1)、注塑模工艺 (3)(2)、化学和物理特征 (3)(3)、塑件的尺寸与公关差 (4)1、塑件的尺寸与公关差 (4)2、塑件尺寸公差标准 (4)3、塑料的表面质量 (4)二、注射成型机的选择 (4)三、型腔布局与分型面设计 (5)(1)、型腔数目的确定 (5)(2)、型腔的布局 (5)(3)、分型面的设计 (5)四、浇注系统设计 (6)(1)、主流道设计 (6)(2)、主流道衬套的固定 (7)(3)、分流道的设计 (8)(4)、浇口的设计 (10)五、成型零件的设计 (12)(1)、成型零件的结构设计 (12)1、凹模结构设计 (12)2、型芯结构设计 (12)(2)、成型零件工作尺寸计算 (13)1、外型尺寸 (14)2、内腔尺寸 (15)六、合模导向机构设计 (16)(1)、导柱结构 (17)(2)、导套结构 (17)七、脱模机构的设计 (18)(1)、脱模机构的设计的总体原则 (18)(2)、推杆设计 (18)1、推杆的形状 (19)2、推杆的位置与布局 (19)(3)、推件板设计的要点 (19)(4)、开模行程与推出机构的校核 (20)(5)、浇注系统凝料脱模机构 (20)八、模具工作原理简述 (20)工艺卡 (22)参考文献 (23)一、塑料的工艺性(1)、注塑模工艺干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275℃,注意不要超过275℃。
模具温度:40~80℃,建议使用50℃。
结晶程度主要由模具温度决定。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。
如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。
建议使用通体为圆形的注入口和流道。
所有类型的浇口都可以使用。
典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。
对于边缘浇口,最小的浇口深度应为壁厚的一半;最小的浇口宽度应至少为壁厚的两倍。
156多用工作灯后盖注塑模具设计(含全套说明书和CAD图纸)资料

摘要塑料是以树脂为主要成分的高分子有机化合物,树脂可分为天然树脂和合成树脂两大类,塑料大多采用合成树脂.塑料制件之所以能得到广泛应用,是由于它们本身具有的一系列特殊优点决定的.塑料工业是新兴的工业,是随着石油工业的发展应运而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域.塑料工业又是一个飞速发展的工业领域.我国的香港与深圳等地区,其模具工业主要是从事塑料模具的制造与塑料制件的生产.在江苏省、浙江省、上海市及其以南地区,尤其在浙江省从事塑料模具的制造与塑料制件的开发的个体企业也日益增多。
本设计说明书对塑料模具设计的各种成型方法,成型材料的设计,成型,成型零件的加工工艺(主要有线切割,电火花加工,数控车床,加工中心),主要设计参数的计算,产品缺陷及其解决方法,模具总体结构设计及零部件的设计较详细的做了介绍。
综上所述,塑料成型工业在基础工业中的地位和对国民经济的影响显得日益重要。
关键词:模具结构、浇注系统、加工工艺。
目录第一章.拟定模具结构形式------------------------- 41.1确定型腔数量及排列方----------------------------- 4 第二章.注射机型号的确定------------------------- 4 第三章.分型面位置的确定------------------------- 5 第四章.浇注系统形式和浇口的设计----------------- 6 4.1确定浇注系统的基本要点--------------------------- 6 4.2主浇道的设计----------------------------------- 7 4.2.1主流道的尺寸---------------------------------- 7 4.2.2主流道衬套的形式------------------------------ 7 4.2.3主流道衬套的固定------------------------------ 8 4.3分流口的设计----------------------------------- 8 4.4浇口的设计------------------------------------ 10 4.4.1浇口的选用---------------------------------- 10 4.5浇口系统的平衡-------------------------------- 11 4.6排气槽的设计---------------------------------- 11 4.7冷料穴的设计---------------------------------- 11 第五章.成型零件的设计与加工工艺---------------- 12 5.1成型零件的结构设计------------------------------ 12 第六章.冷却水道的设计-------------------------- 13 第七章.成型零件的加工工艺--------------------- 137.1成型特性-------------------------------------- 137.2型腔的加工工艺---------------------------------- 14 7.3型腔和型心加工前的准备---------------------------- 14 第八章.结构零部件的设计-------------------------- 14 第九章.脱模推出机构的设计------------------------ 14 第十章.模具的试模与修模-------------------------- 15 第十一章.模具的动作过程-------------------------- 15结论 ------------------------------------------- 19 致谢 ------------------------------------------- 20 参考文献-------------------------------------- 16附录一主型心的编程(加工中心)程序-------------------- 17 附表一机械加工工艺规程------------------------------ 18第一章拟定模具结构形式1.1确定型腔数量及排列形式型腔的数量是由长方给定的,为“一出二”即一模两型腔,他们已考虑了本产品的生产批量(大批量生产)和自己的注射机型号。
瓶盖注塑模具设计(有全套图纸)

本科毕业设计(论文)通过答辩
目录 摘要 1 塑料的成型基础·····························································································································1
关键词:CAD;ProE 等软件;浇注系统;冷却系统
本科毕业设计(论文)通过答辩
The injecting model design of coverof the bottle bit of shampoo
ABSTRACT Mold CAD, ProE, software technology is 80-90 years before the emergence of a new design technology, These software technologies greatly enhance the wider use of the product and mold design quality products and the best performance. The software's main task is to help designers of the injection process, interpretation of the data and
保温杯塑料模设计(有cad图 等)
1 绪论模具是工业生产中使用极为广泛的基础工艺装备。
在汽车、机电、仪表、电器、电子、通信、家电和轻工等行业中,60%~80%的零件都依靠模具成形,并且随着近年来这些行业的迅速发展,对模具的要求越来越迫切,精度要求越来越高,结构要求也越来越复杂。
用模具生产制件所表现出来的高精度、高复杂性、高一致性、高生产效率和低消耗,是其他加工制造方法不能比拟的。
模具生产技术的高低,已成为衡量一个国家产品制造水平的重要标志。
模具的类型很多,按照成型件的材料不同,可分为冲压模具、塑料模具、锻造模具、压铸模具、橡胶模具、粉末冶金模具、玻璃模具和陶瓷模具等,其中应用最广泛的是冲压模具和塑料模具,其中应用最广泛的是冲压模具和塑料模具。
塑料成型加工技术的发展仍在继续,其近期发展趋势如下:(1)由单一性技术向组合性技术发展,如注射——拉伸——吹塑成型技术和挤出——模压——热成型技术等;(2)有常规条件下的成型技术向特殊条件下的成型技术发展,如超高压和高真空条件下的塑料成型加工技术;(3)由基本上不改变原有性能的保质成型加工技术向赋予塑料新型性能的变质成型加工技术发展,如双轴拉伸薄膜成型、发泡成型和借助电子束和化学交联机使热固性塑料在成型过程中进行交联挤出等;(4)为提高加工精度、缩短制造周期,在模具加工技术方面已经广泛应用仿型加工、电加工、数控加工等技术;(5)模具材料的选用直接影响到模具的加工成本、使用寿命以及塑料制件的成型质量等,因此,国内外对模具的工作条件、失效条件和提高模具使用寿命的途径进行了大量研究工作,并开发出许多具有良好使用性能、加工性能、热处理变形小的新型塑料模具钢,如预硬钢、新型淬火回火钢、马氏体实效钢、析出硬化钢和耐腐蚀钢,经过应用均已取得较好的技术和经济效果。
本设计通过对模具的研究和工厂实地考察研究,分析模具结构,借鉴国内外学者的设计经验确定方案。
主要研究的是塑料模的材料选取,注射机的应用,型腔布局与分型面设计,浇注系统设计,冷却系统设计,成型零件设计,模架的选用,合模导向机构设计,脱模机构设计,注射机校核,由此设计出保温杯注塑模。