级进模的热处理的并行设计外文文献翻译、中英文翻译、外文翻译
热处理程序 - 中英文

1.Purpose and Applicable Scope目的和适用范围This procedure rules the operation and process requirements of heat treatment for offshore mooring chain and accessory. The purpose is to ensure that the process of heat treatment can meet technical requirements and the product property after heat treatment can achieve specified requirements.本程序规定了系泊链和附件热处理时的作业和程序要求,旨在保证系泊链和附件的热处理符合工艺要求,热处理后的产品性能符合规定要求。
The procedure is applicable for the heat treatment operation of offshore mooring chain and accessory.本程序适用于系泊链及附件热处理过程的生产作业。
2.Reference Files and Standards引用文件及标准Enterprise specification: Mooring Chain Technical SpecificationSystem documents: Control process for special procedureInspection Guide for offshore mooring chainHeat treatment technology for offshore mooring chainClassification Society Specifications3.Calibration for Heat Treatment Furnace热处理炉校准3.1Before the heat treatment, the temperature controlled, monitor and record system of heat treatment shouldbe confirmed that have been properly calibrated. The actual temperature difference between metal of offshore mooring chain and heat treatment furnace (if exist) cannot surpass ±25℃. The moving speed of offshore mooring chain also need be check to confirm the time parameter.在热处理开始之前,要确认热处理炉的温度控制、监控和记录系统是在有效的校准下。
热处理外文翻译 -偏心轴热处理
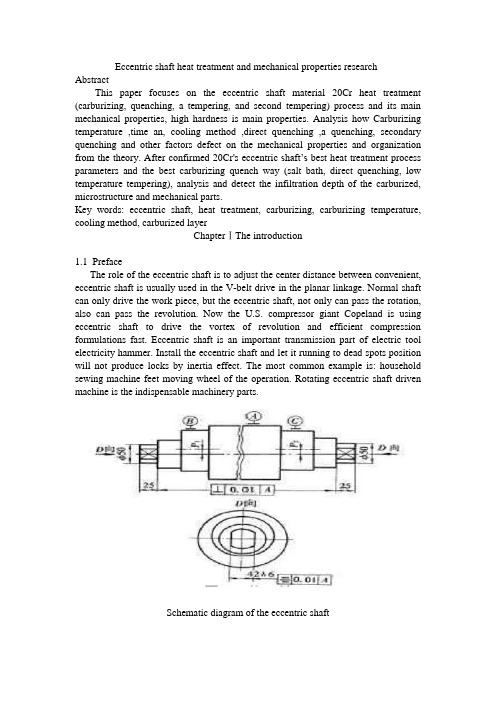
Eccentric shaft heat treatment and mechanical properties research AbstractThis paper focuses on the eccentric shaft material 20Cr heat treatment (carburizing, quenching, a tempering, and second tempering) process and its main mechanical properties, high hardness is main properties. Analysis how Carburizing temperature ,time an, cooling method ,direct quenching ,a quenching, secondary quenching and other factors defect on the mechanical properties and organization from the theory. After confirmed 20Cr's eccentric shaft’s best heat treatment process parameters and the best carburizing quench way (salt bath, direct quenching, low temperature tempering), analysis and detect the infiltration depth of the carburized, microstructure and mechanical parts.Key words: eccentric shaft, heat treatment, carburizing, carburizing temperature, cooling method, carburized layerChapterⅠThe introduction1.1PrefaceThe role of the eccentric shaft is to adjust the center distance between convenient, eccentric shaft is usually used in the V-belt drive in the planar linkage. Normal shaft can only drive the work piece, but the eccentric shaft, not only can pass the rotation, also can pass the revolution. Now the U.S. compressor giant Copeland is using eccentric shaft to drive the vortex of revolution and efficient compression formulations fast. Eccentric shaft is an important transmission part of electric tool electricity hammer. Install the eccentric shaft and let it running to dead spots position will not produce locks by inertia effect. The most common example is: household sewing machine feet moving wheel of the operation. Rotating eccentric shaft driven machine is the indispensable machinery parts.Schematic diagram of the eccentric shaft1.2 The purpose of the eccentric shaft and performance requirementsEccentric shaft is widely used in mining, electromechanical, water conservancy, etc. With the increase in the production of these products, and consumer groups asked the continuous improvement of the quality of the eccentric shaft is imminent, exported 400 million air-conditioning compressor units by 2008, air exports increased by 27% than in 2005. Air conditioning compressor is exported to South East Asia mainly.Because the eccentric shaft under enormous impact load at work, and the hammer of the working conditions, many dust, parts wear easily. Therefore, the surface of the eccentric shaft required high hardness, wear resistance and fatigue strength, while the core part has a certain strength and good plasticity, toughness and other special properties.1.3 The situation at home and abroad1.3.1 Domestic Research TrendsHeat treatment has a long history in China, with other scientific and technological development, heat treatment technology develop the rapidly . (1) Namely, the continuous improvement of experimental methods and techniques. Understanding the relationship between the changes in the organization of metal rules and microstructure, develop new heat treatment process. (2) In the basic theoretical aspects continuously make achievements. (3) The research of surface chemistry, develop all kinds of surface protective heat treatment and surface strengthening heat treatment. (4) Other new energy, new technology development, make heat treatment process become complex process.Recent sessions of the International Conference on Materials and Heat Treatment predicts the development of ancient and modern metal heat treatment process and heating equipment t, the basic view is:(1) heating equipmentIn the heating device to more development of electric furnace, especially the development of induction furnace, reducing fuel furnace. Most of the furnace and heat treatment equipment to achieve automation and digital control, not only can reduce the labor force, but the premise is to improve the quality of heat treatment.(2) Heat treatment processa. Improved conventional heating process. Air heating will be vacuum heated, controlled atmosphere or protective atmosphere heating, as well as vacuum and controlled atmosphere heating joint will replace air heating. With the vacuum technology progress, vacuum heat treatment towards furnace temperature increased and the automation. Induction heating treatment, tend to increasing power and frequency range direction.b. expansion of the surface heat treatment and various types of chemical treatment instead of the whole heat treatment.1.3.2 Heat treatment equipment and heat treatment technology abroad status(Ⅰ) in the early 1970s, American Society for Metals (ASM), British Wolf Morrison heat treatment center (Wolfson Heat Treatment Center) and the former Yugoslavia (now Croatia) have established the material and Heat Treatment, did itmay, according to the database of mechanical performance requirements after heat-treatment of computer-aided material selection, or known material and Heat Treatment process foresee the organization and performance last. Then Europe, Japan and other advanced industrial countries to develop computer auto-calculating on all kinds of heat treatment process control technology, began the process parameters under computer control, and analog control technology in production gained in application. The international well-known anufacturers of many successive and cycle type heat treatment line adopted by programmable Controller (Programable) or microprocessor Controller of single control or group control. Foreign heat treatment factory attaches great importance to the cooling heating process. According to the product technology and process requirement, can undertake rapid cooling, oil quenching cooling, disposable gas quenching cooling, etc. By gas quenching way before the quenching cooling nitrogen and helium gas, and now the use of air jet, the strong in fast speed, quenching cooling after only extremely thin surface oxidation, are pale, parts, and still beautiful color saved a great deal of nitrogen and inert gas, so that treatment costs will decline further.Vacuum low-pressure carburizing combined with high-pressure gas quenching is an advanced carburizing today, it has carburizing speed, excellent carbide organization ,quenching cracking and little deformation, saving energy and carburizing agent raw materials, carburized parts surface quality is good, be helpful for environmental protection etc.(Ⅱ) heat treatment equipment: The trend of foreign heat treatment furnace development: (1) stove based on the power is increasing, oil for heat treatment furnace ratio decreasing. (2) To product surface quality request more strictly controlled atmosphere heat treatment furnace, this occupies an important position still.(3) Lining tends to use of lightweight materials, the application in resistance furnace with heat-resistant component and nonmetallic furnace the proportion of heating elements increase gradually. (4) The microcomputer and PLC accelerates the development of heat, and have with the other automation line of automatic heat treatment process of trend.1.4 eccentric shaft failure forms and preventing measuresShaft loading: fatigue, impact, tensile, compression, bending, twisting, cutting, wear, surface changes, size changes, etching, corrosion and other failure modes. (1) eccentric shaft under heavy load at work, subject to bending stress, wear and tear in the neck,by the main have occurred wear fracture and axial crack two circumstances parts (2)axial crack, axial crack is eccentric shaft parts common failure form,this crack except material adverse outside, main is caused by excessive heat surface tension stress caused by its quench-hardening ability, due to merger part weeks than axial tensile stress surface , and material surface tensile stress of lateral performance under longitudinal, prevent such hardening layer, and promptly tempering. (3)Axis failure form: There are insufficient due to fatigue resulting fatigue fracture, static strength due to lack of plastic deformation or brittle fracture, wear, and exceed the allowable range of deformation and vibration. (4) axial fracture is mainly reverse fatigue fracture.Chapter II Theoretical analysis2.1 Heat Treatment of eccentric shaftUnified Digital Code: A20202【Chemical Composition】⑷(mass fraction) (%)C: 0.18~0.24Si: 0.17~0.37M n: 0.50~0.80Cr: 0.70~1.00【Mechanical properties 】Sample blank size (mm): 15Heat buried:The first quenching temperature: 880 ℃; Coolant: water, oilThe second quenching temperature: 780 ~ 820 ℃; Coolant: water, oilTempering heating temperature: 200 ℃; Coolant: water, airTensile strength ≥ 835MPaYield point: ≥ 540MPaLaSalle epigastria long rate: ≥ 10%Section shrinkage: ≥ 40%Shock absorption≥ 47J impact energyBrinell hardness (annealed or high temperature tempering state): ≤ 179【Main Special items】Compared with the 15Cr steel , it has higher strength and its quench-hardening ability in oil critical quenching, up to 4 ~ 22mm diameter appearing in water to critical quenching of 11 ~ diameter 40mm lottery, but the firmware is poor, when the steel carburizing Grains are still growing tendency, when the direct quenching temperature on impact toughness of greater impact, so the secondary quenching after carburizing need to improve the toughness of the Ministry of parts heart, no temper brittleness; steel, plastic strain of cold high in the cold state The following drawing; machinability high temperature in the state of normalizing or quenching and good, but after annealing poor; welding is good, generally do not need heat treatment after welding, but the thickness of the parts is greater than 15mm to be preheated before welding to the 100 to 150 ℃.【examples Of Application】This kind of steel is used mostly manufacturing heart the demand is higher, intensity of surface bear wear, section 30mm below in complex shape and load or small carburized parts (oil quenching machine), such as: transmission gear, gear axle, CAM, worm, etc. For small and high heat treatment deformation wear parts, carburizing should high-frequency surface after quenching, such as modulus is less than 3 gear wheel, bearing etc. 20Cr can also be used in conditioning condition, used to make the speed of work and under moderate impact load large parts, this steel also can be used as low carbon steel, martensitic quenching further increased the yield strength and steel tensile strength.Chapter Ⅲexperimental materials and experimental methods3.1Materials: Material for this study is the eccentric shaft 20Cr, 20Cr is the carbon content of 0.2% for the carburization of low carbon steel, 20Cr steel than carbon steel carbon content of the same strength and hardenability were clearly high, oil quenching to the semi-martensitic hardenability of hardness for the φ20 ~ 23mm. Compared with the 15Cr steel has high strength and hardenability, the critical quenching diameter, oil is about 4-22mm, the water is about 11-40mm, poor toughness, good welding, after welding - as not need heat treatment. Uses: Most of hardened steel used for the manufacture of the Ministry of the heart require a higher strength, to withstand the friction surface, cross-sectional size or shape of the 30mm less complex and less load carburized parts (oil quenching), such as machine transmission gear, gear shaft, cam, worm, etc., on the requirements of small and high heat deformation resistance of the parts after carburizing and high frequency surface hardening, such as modulus ≤ 3mm of gears, shafts and spline shaft. It can also be used in the quenched state, for the manufacture of medium-velocity impact load larger and bear parts.This steel quenching temperature after tempering has good comprehensive mechanical performance, low-temperature impact toughness, and good temper brittleness not obvious. Swigging carburizing of grain has grown, so the requirements second tend to enhance the core quenched ductile, unfavorable cooling quenching. When is the fire HB170 ~ 217 hardness for when about 65 percent relative cutting machining, walkability medium, should be preheated before welding to 100 ~ 150 ℃, cold deformation plasticity medium.3.2 Experiment:The heat treatment process in this experiment were as follows:3.2.1 installed furnace: the axis (cleaning) vertically into the basket mesh, large hole down, plug hole facing up gambling sales, in the installed furnace, put a pattern into the end of the eccentric shaft basket. Will be installed for the work piece material into the furnace basket hanging clothes time to close the lid, tighten the lid bolts, drops of methanol, the fans, transmission temperature, into the exhaust period. Open the vent whole pattern.3.2.2 Exhaust: ≤ 880 ℃installed outside the pattern 2, the amount of methanol drops of 180-200 drops / min;880-920 ℃stop drops of methanol, the drops of kerosene, kerosene drop volume 180-200 drops / min;910 \ 920 ℃, 30 minutes, the amount of kerosene drops of 180-200 drops / min; Close 30 minutes after the temperature pattern holes,Exhaust flame length of 80 ~ 150mm, into the carburizing period.3.2.3 carburization of 910 ~ 920 ℃, 180 points, the amount of kerosene drops of 180-200 drops / min; water column 30 ~ 60mm.3.2.4 Diffusion Cooling: ≥ 0.6mm deep diffusion layer, it can spread into the cool, adjust the volume of kerosene drops of 100 to140 drops / min, 10 to 30mm water column.3.2.5 released air.3.4. Metallographic specimen preparation, according to the microstructure and hardness gradient measurements3.4.1 The preparation phase include microscopic pattern sampling, grinding, polishing, etching and other processes.Sampling pattern should be selected according to purpose of the study, whichever is representative of the site....GrindingCut in the grinding machine polished style, pointed to rounding. Then 180 ℃, 240 ℃, 300 ℃and 600 ℃grit polishing cloth, and back with 800 ℃, 1500 ℃progressively metallographic sandpaper grinding, grinding to 2000 ℃has been rough sandpaper before polishing and fine polishing .Grinding style, each for a grinding step (i.e. for-One sandpaper), the style should be turned 90 degrees the direction of grinding. It will show the wear scar is rubbed off. No abrasive cloth in each style (paper) on the grinding, the mill should be in one direction and avoid grinding back and forth, but to impose the appropriate force of style.PolishingThe pattern needs to be polished finely ground. The purpose of polishing is to remove the legacy of fine grinding fine when worn to obtain bright mirror. Style is polished on the polishing machine specific, and speed like 100 ~ 150r/min. Polishing disk polishing spread when there are velvet and other fabrics, and continue to drip slurry. Polishing or Mg0 by Cr203 abrasive and a very fine-grained water suspension formed, relying on the polishing slurry in the fine grinding powder and style that arise between the role of relative grinding and rolling to eliminate the wear scar. Polishing grinding style should be uniform so that pressure in the rotating polishing disc and the edge to the center along the disk constantly for radial reciprocating motion.ErosionThe pattern has been polished before etching must be observed under the microscope. Erosion is mainly dependent on the metal etchant solution or electrochemical corrosion process, the surface of the metal pattern and the composition of grain and grain boundary phases present between the slightly uneven, under the microscope can be clearly observed on the style surface, etching time should be appropriate, the general pattern can be grinding halt when dark. If lack of repeated erosion. After etching rinse immediately with water, then rinse with alcohol and finally dried with a hair dryer, pattern can be placed on the optical microscope observation.3.4.2 Organization and using optical microscope according to microstructure.3.4.3 Determination of the hardness gradientMicro Hardness TesterIn recent years, micro hardness measuring the hardness of commonly used equipment. Hardness is measured by reading down micro hardness. The focusing mechanism, measuring microscope, loading bodies, correct choice of load, speed automatic loading Unloading Test force control of test force and the proper time, the optical amplification by micro hardness, measured in a certain test .Force of diamond pyramid indenter pressed into the measured object left after the diagonal length of indentation, to find the hard object under test Degree of value.Chapter IV Experimental results and analysis4.1 The hardness of the experimentSpacing is 0.25mm4.2 Metallographic analysis and discussionThrough the above process and experimental results, we can get the 20Creccentric axis of the heart obtained after carburizing Department of 27HRC-32HRC hardness and surface hardness 59 ~ 63HRC, which can guarantee the eccentric shaft has good wear-resistant surface Resistance, high strength and center better plasticity and toughness, while maintaining a core part of the impact resistance of high capacity, it reached the surface carburization purposes.We know that the surface carburization treatment is to carbon content of 0.1% -0.25% of the steel on the carbon potential of the medium to high, by having high activity of carbon atoms diffuse into the steel within a certain thickness of the carbon content is higher The carburized layer, and then quenched \ tempering, the surface of the work piece by high carbon content layer M, and the Ministry for the heart to maintain the original concentration of carbon content in the carbon content of low M, M hardness mainly related to its carbon content, Therefore, treatment and follow-up treatment by carburizing the work piece can be tough in the performance of external hardware.Surface structure (high-carbon tempered marten site + residual austenite + carbide)Filter layer (marten site + retained austenite)Ministry of the heart (low-carbon tempered marten site) Obtained by the above microstructure picture we can see on the eccentric shaft to the surface after carburizing treatment are high-carbon marten site or acicular marten site, the needle is usually in the high-carbon marten site steel and iron-nickel alloy to form - the typical marten site. For low carbon steel, carbon content in less than 1.0%, and the coexistence of marten site, the carbon content of only 1.0% higher than when alone. It is a two-dimensional shape of convex lens sheet, compared with the samplesurface into a needle or bamboo-shaped cross section, it is also known as plate marten site or lens plate marten site. Lens sheet sub-structure is mainly twins, it is also known as twin marten site.In mind we can see by the Ministry of the main organization for low-carbon marten site, which marten site mainly in low, medium carbon steel, as well as margin steel, stainless steel, iron-nickel alloy. Features for each unit of the organization for the narrow and elongated shape of the slab, and many of the strip is always parallel to each other in groups together, it is also known as lath marten site, the structure of its sub-bit Wrong, it is also known dislocation marten site.Eccentric shaft over the surface of the carbon content Pie, so get organized after quenching is mainly acicular marten site, the higher its hard-line level, but the plasticity and toughness on the poor, and heart Ministry of carbon area, it obtained after quenching Lath marten site of the main organizations. But the plasticity and toughness better than the needle-like marten site, the main reason for the sub-structure of lath marten site and dislocation in the carbon zone decision. So be on the eccentric shaft after carburizing treatment was different surface martensitic and heart Ministry, just to meet the working conditions of the eccentric shaft, which improve the wear resistance of the surface layer (carbon content of M), while Ministry to maintain a high level of resistance to the heart shocks, that is, strength and toughness.This material is 20Cr on the eccentric axis: → quenching → cementite after tempering microstructure analysis:Part from the surface after carburizing quenching the basic structure of the Ministry Chitin are: marten site + carbide + retained austenite →marten site and marten site → austenite → marten site carbon core part.Carburizing the most part the highest concentrations of carbon surface, the microstructure of pearlite and a small amount of network carbide (). Carburized layer in an appropriate amount of granular carbide distributed in hidden needle (or needle) shape uniformly. Ministry of the heart is not the organization of raw materials, parts carburized zone area, the lath marten site, not too many massive ferrite composition. Infiltration layer as follows: needle plate marten site, dispersed a small amount of granular carbon and nitrogen compounds and a small amount of residual austenite. Conclusion: The surface layer, transition layer, the center of the microstructure of the theoretical analysis.1. carburizing the most part the highest concentrations of carbon surface, the microstructure of pearlite and a small amount of network carbide (), carburized layer in an appropriate amount of granular carbide uniformly distributed in hidden needle (or needle) shape . Surface hardness is HRC62.3.2. Excessive level of carbon content of about 0.77%. By the amount of lath marten site and acicular marten site formed.3. Heart Ministry is not the organization of raw materials, parts carburized zone area, the pull bar marten site, not too many massive ferrite composition. Minimum hardness of heart is 27.2HRC.Chapter V ConclusionIn the experimental study of the eccentric shaft 20Cr material used for thecarburizing heat treatment and mechanical properties of tissue has an important effect. Carburizing time and depth all affect the hardness of the subsequent quenching by analyzing the shape of the eccentric shaft and the resulting mechanical properties must be pre-heat treatment process, so that the eccentric shaft with an appropriate microstructure, good mechanical performance. Studies in different carburizing heat treatment temperature and cooling patterns influence on the microstructure and mechanical properties of eccentric shaft. Work piece carburizing to study after carburizing carbonitriding layer structure, the phase composition, depth and mechanical properties. Through summarizing the various process designs to explore the rational heat treatment process, make partiality axis has good comprehensive mechanical properties. In this paper the main conclusions obtained institute as follows: 20Cr eccentric shaft by 930 degree heat treatment process carburized five hours, wait temperature drop to 840 degrees out, with oil cold after 10 ℃hardening 160 soil. Its carbonitriding layer in 0.65-0.9 mm, surface hardness of heart HRC62.3, minimum hardness of HRC27.2 of industrial production, accord with heat treatment technology and parameters requirements.偏心轴的热处理及其力学性能的研究摘要本文着重研究了材料为20Cr的偏心轴的热处理(渗碳、淬火、一次回火、二次回火)工艺及其高硬度为主的力学性能。
塑料注塑模具并行设计外文翻译、中英文翻译、外文文献翻译
塑料注塑模具并行设计Assist.Prof.Dr. A. YAYLA /Prof.Dr. Paş a YAYLA摘要塑料制品制造业近年迅速成长。
其中最受欢迎的制作过程是注塑塑料零件。
注塑模具的设计对产品质量和效率的产品加工非常重要。
模具公司想保持竞争优势,就必须缩短模具设计和制造的周期。
模具是工业的一个重要支持行业,在产品开发过程中作为一个重要产品设计师和制造商之间的联系。
产品开发经历了从传统的串行开发设计制造到有组织的并行设计和制造过程中,被认为是在非常早期的阶段的设计。
并行工程的概念(CE)不再是新的,但它仍然是适用于当今的相关环境。
团队合作精神、管理参与、总体设计过程和整合IT工具仍然是并行工程的本质。
CE过程的应用设计的注射过程包括同时考虑塑件设计、模具设计和注塑成型机的选择、生产调度和成本中尽快设计阶段。
介绍了注射模具的基本结构设计。
在该系统的基础上,模具设计公司分析注塑模具设计过程。
该注射模设计系统包括模具设计过程及模具知识管理。
最后的原则概述了塑料注射模并行工程过程并对其原理应用到设计。
关键词:塑料注射模设计、并行工程、计算机辅助工程、成型条件、塑料注塑、流动模拟1、简介注塑模具总是昂贵的,不幸的是没有模具就不可能生产模具制品。
每一个模具制造商都有他/她自己的方法来设计模具,有许多不同的设计与建造模具。
当然最关键的参数之一,要考虑到模具设计阶段是大量的计算、注射的方法,浇注的的方法、研究注射成型机容量和特点。
模具的成本、模具的质量和制件质量是分不开的在针对今天的计算机辅助充型模拟软件包能准确地预测任何部分充填模式环境中。
这允许快速模拟实习,帮助找到模具的最佳位置。
工程师可以在电脑上执行成型试验前完成零件设计。
工程师可以预测过程系统设计和加工窗口,并能获得信息累积所带来的影响,如部分过程变量影响性能、成本、外观等。
2、注射成型法注塑成型是最有效的方法之一,将塑料最好的一面呈现。
这是普遍用于制造复杂的制件,优点是简单、经济、准确与少浪费。
外文翻译---金属热处理

附录2英文翻译金属热处理金属热处理是将金属工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度冷却的一种工艺。
金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。
其特点是改善工件的内在质量,而这一般不是肉眼所能看到的。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是必不可少的。
钢铁是机械工业中应用最广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。
另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
在从石器时代进展到铜器时代和铁器时代的过程中,热处理的作用逐渐为人们所认识。
早在公元前770~前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。
白口铸铁的柔化处理就是制造农具的重要工艺。
公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。
中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。
随着淬火技术的发展,人们逐渐发现淬冷剂对淬火质量的影响。
三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。
这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和尿的冷却能力。
中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为0.15~0.4%,而表面含碳量却达0.6%以上,说明已应用了渗碳工艺。
但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。
1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。
金属的热处理 毕业论文外文文献翻译
英文及翻译Heat Treating of metalsHeatingFor this discussion, I will take you through the hardening process that I use on a high carbon steel blade, but first a few asides. When you place the steel in the fire it begins to gain heat. The steel will begin to give off visible color just above 900F it will continue to pick up color until it reaches a point where it seems to hang. It is still gaining heat, but it is undergoing an internal transformation from its cold structure into a metastable condition called austenite. This point at which it seems to hang is called decalescence and it represents the bottom of the critical temperature. It usually begins around 1335FIn carbon steel depending on the carbon content. Once it passes through this point, the crystal structure of the steel changes as the ferrite reacts with some of the carbide and begins to pool into austenite. As the temperature increases more of the austenite will begin to form in other places and continue until it reaches a point 10 or 15 degrees above the critical temperature where all of the ferrite should be consumed. At this point the steel should consist of austenite and undissolved carbides. The austenite grains start from a small nucleus and continue to grow until they impinge on other growing grains. The initial grain size is established at this point and if the excess carbide is in large quantities it will maintain this size with little increase, pinned by the carbide.You can see this transformation if you watch the steel carefully and bring the steel up slowly. The Japanese talked about watching the shadows on the blade and quenching when the shadows turned to liquid. If you take the blade out of the fire at this point and watch the colors drop, you will notice a point where the steel will brighten even as it is cooling. On a tapered cross section like a knife blade it will appear to travel up from the edge to the spine of the blade. This is call recalescence and represents the transformation from austenite back to pearlite. After I am done forging a blade, I cycle the blade just above critical and down to dark heat at leastthree times. I watch for these two points to establish critical in my mind and to set up a very fine grain pearlite structure in the steel.After reaching critical temperature, the steel should be fully austenized, but the carbides will continue to dissolve. It may be necessary to soak at temperature to fully dissolve all the carbides. In some steels it may be necessary to continue to raise the temperature for this to be accomplished especially in the presence of alloying elements that retard the transformation.Once the steel is above critical and austenite, it may be quenched and hardened. The structure of the steel can be established by carefully controlling the time it takes the steel drop from critical through the various temperature sensitive points.Transformations on CoolingAnnealing, normalizing, quenchingThe structure and hardness of the steel is established by the rate of cooling from the austenitic condition. If brought down slowly the steel will be annealed and soft. The structure will be mostly ferrite and cementite, carbides. This can be done in a temperature controlled furnace by dropping the temperature through a known rate over a set period of time dependent on the type of steel. Another method is to preheat a heavy bar of low carbon to the same temperature as critical for the steel and bury both of them together in vermiculite. It will slow the cooling rate down so that the blade will still be hot to the touch the next day. For most of the carbon steels this will be enough to anneal the piece.If allowed to air cool it will be normalized, a tougher condition comprised of fine pearlite and carbides. Blades can be prepared for heat treatment in either normalized or annealed states. Another treatment that is particularly effective for workability and for dimensional stability is called sphereodizing. With the steel in a normalized condition you reheat, usually in salt to inhibit oxidization, to a temperature just below lower critical, 1300F and hold for at least an hour. What occurs is that the carbideswill begin to aglomulate or pool into larger more evenly spaced particles in a ferrite matrix. It makes handfinishing much easier.It is important to precondition your blades not only because it helps workability, but also to stress relieve the steel after forging. This will reduce chances of cracking and warping in the quench. It is helpful to think of the forging stage as the beginning of the heat treatment and to pay careful attention to the heats especially in the final forging. My last heats are always at critical. When the blade is finally shaped, I cycle the blade just above critical and down to almost black heat at least three times, cooling between by moving it back and forth in the air gently.HardeningYou have a lot of options when it comes to hardening carbon steel. Even the slightest change in alloy content can make a remarkable difference in the hardening characteristics of the steel, so I would again encourage you to study the steels you will be using.The transformation temperatures and times are described using a chart that shows the Ae1 line, the temperature at which austenite begins to form and the Ms line, the temperature at which martensite starts to form from austenite.The time line at the bottom of the chart is in seconds and side bars give temperature. This is called an "S" curve chart and it is very useful in determining the quench speeds for each steel. The top curve of the "S" is known as the nose of the curve. When quenching from critical, the temperature of the steel must drop below the nose of the curve within a precise amount of time in order for the steel to harden to martensite. In this case, it must get below 900F in under five seconds to form martensite.MarquenchingIf the steel is quenched to below the Ms, martensite will be the predominate structure, however if the blade is quenched to a point slightly above the Ms point, say around 500F and held until it has stabilized at that temperature, the steel has thepromise to form martensite, but will not set up until it drops below Ms. This is called marquenching and is commonly used because it is less stressful particularly in difficult cross sections like we encounter in knife blades. When the blade is removed from the quench it is still above the Ms point and has very unusual properties. It can be easily bent or straightened and is still quite soft. As it cools however, it begins to setup martensite and will harden at room temperature. Again, you need to look at the chart for each steel you will be using because the Mf, or martensite finish point can be well below room temperature on some highly alloyed steels. These steels benefit from sub zero quenching because the colder temperatures are necessary to complete the austenite transformation and to reach the martensite finish. Care must be taken that the blade is not chilled by placing on a cold surface or even by being placed in a breeze or draft. The safest method is to allow it to cool in still air. The blade should be tempered after it has cooled to the point where it can be handled with bare hands.AustemperingIf the steel is quenched from Ae3, critical, to a point between the Ms and the nose of the curve, say 600F and held at temperature for a long time, the austenite will convert to banite. Banite is a much tougher structure than martensite and will maintain the hardness of the steel as tempered to that temperature. This process requires a salt bath and good controls, but makes an really tough spring and is being used by some makers on steels like 52100.QuenchantsThe method of controlling the speed of cooling is the quenchant. The quench rate is determined by how quickly the quenchant can remove the heat from the steel. When a piece of hot steel enters the quenchant the area surrounding the blade absorbs heat from the blade until it is heated itself.金属的热处理加热加热这种讨论,我将以高碳钢为例向你介绍其硬化过程.首先,你把钢铁放在火上加热时。
级进模的设计(外文翻译)

附录A级进模的设计当设计级进模加工工件时,必须有构思折中。
首先了解一下程序细节会对你有所帮助。
是否用连续生产一种零件取决于两个因素:产品的尺寸值和零件的复杂程度。
这两个因素是设计的仪器性和加工的难度。
记录所有影响零件质量预期水平、工具维护和使用寿命的因素是非常重要的。
送料移动也是达到要求所必须的,并且会影响加工花费。
工件定位第一步骤是决定工件怎样通过模具。
这个由工件的性质和定位公差值决定。
然后,开始送料移位。
让材料得到最佳利用也许需要在加工过程中旋转工件,这会改变工件钢材的纹理方向也会因此改变工件任意形式的强度。
纹理的形成可能引起金属疲劳和断裂,还会使拐角形成更加困难。
因此,结构形式也会深受分子化学组成问题的影响。
一个即将加工成计算机工业零件的条料被旋转,达到形成由两不同纹理挤压成的角。
依据形式决定工件的尺寸以及公差值0.025mm。
旋转条料用来使组织形式更坚固,而不是最有效的利用材料。
如此一来,保证工件公差优于有效利用材质。
工件的结构提供了工件旋转的第二个动力。
如果需要凸轮形成或者穿孔连续加工,旋转工件是最好的,有时也是唯一的选择,因为凸轮和驱动可能会占用大半个房间。
典型工件需要旋转以达到和圈料垂直的性质。
这也提供了最简单并且最容易达到的形成凸轮的条件。
通常,旋转工件以最好的利用材料和挤压凸轮以保证他们在盘绕卷之外这两种方法的折中是最终的结果。
这样可能增加单个工件和加工花费。
为了能连续制造工件,这种折中是必须的。
第三种看法是之所以需要在条料中旋转工件是由于让条料通过模具是必要的。
推力有时可能被适当的工件旋转同步消除。
在同一方向上任何形式的零件,应力都可能通过向上成型消除。
这样通常会增加模具的成本。
当工件在反方向上成型时,多余的推力,材料的浪费,加工的复杂性和成本都会增加加工时的花费。
工件被阶梯形运输带运输,运输带在圈料周围运输材料,因为只有两个小地方可以运输工件。
也由于成品的形状和长度,一定程度的推力是必须的。
模具热处理及其导向平行设计英文原文及翻译
模具热处理及其导向平行设计英文原文及翻译Heat Treatment of Die and MouldOriented Concurrent DesignLI Xiong,ZHANG Hong-bing,RUAN Xue—yu,LUOZhong—hua,ZHANG YanAbstract:Many disadvantages exist in thetraditional die design method whichbelongs to serial pattern. It is wellknown that heat treatment is highlyimportant to the dies. A new idea ofconcurrent design for heattreatment process of die and mouldwas developed in order to overcomethe existent shortcomings of heattreatment process. Heat treatmentCAD/CAE was integrated withconcurrent circumstance and therelevant model was built. Theseinvestigations can remarkablyimprove efficiency, reduce cost andensure quality of R and D forproducts.Key words :die design; heat treatment; mouldong desires for precision,service life,development period andcost,modern die and mould should be designed and manufacturedperfectly.Therefore more and more advanced technologies and innovations have been applied,for example,concurrent engineering,agile manufacturing virtual manufacturing,collaborative design,etc.外语翻译Heat treatment of die and mould is as important asdesign,manufacture and assembly because it has a vital effect on manufacture,assembly andservice life(Design and manufacture of die and mould have progressed rapidly,but heat treatment lagged seriously behind them(As die and mouldindustry develops,heat treatment must ensure die and mould thereare good state of manufacture,assembly and wear—resistant properties by request.Impertinent heat treatment can influence die and mould manufacturing such as over—hard and—soft and assembly(Traditionally the heat treatment processwas made out according to the methods and properties brought forward by designer(This could make the designers of die and mould and heat treatment diverge from each other,for the designers of die and mould could not fully realize heat treatment process and materials properties,and contrarily thedesigners rarely understood the service environment and designing thought. These divergences will impact the progress of die and mould to a great extent. Accordingly,if the process design of heat treatment is considered in the early designing stage,the aims of shortening development period,reducing cost andstabilizing quality will be achieved and the sublimation of development pattern from serial to concurrent will be realized( Concurrent engineering takes computer integration system as a carrier,at the very start subsequent each stage and factors have been considered such as manufacturing,heat treating,properties and so forth in order to avoid the error(The concurrent pattern has dismissed the defect of serial pattern,which bring about a revolution against serial pattern(In the present work(the heat treatment was integrated into the concurrent circumstance of the die and mould development,and the systemic andprofound research was performed(1 Heat Treatment Under Concurrent CircumstanceThe concurrent pattern differs ultimately from the serialpattern(see Fig(1).With regard to serial pattern,the designers mostly consider thestructure and function of die and mould,yet hardly consider the consequentprocess,so that the former mistakes are easily spreadbackwards(Meanwhile,the design department rarely communicates with the assembling,cost1外语翻译accounting and sales departments(These problems certainly will influence the development progress of die and mould and the market foreground(Whereas inthe concurrent pattern,the relations among departments are close,the relateddepartments all take part in the development progress of die and mould and have close intercommunion with purchasers(This is propitious to eliminationof the conflicts between departments,increase the efficiency and reduce the cost(Heat treatment process in the concurrent circumstance is made outnot after blueprint and workpiece taken but during die and mould designing(Inthis way,it is favorable to optimizing the heat treatment process and making full use of the potential of the materials(2 Integration of Heat Treatment CAD,CAE for Die andMouldIt can be seen from Fig(2 that the process design and simulation of heat treatment are the core of integration frame(After information input viaproduct design module and heat treatment process generated via heat2外语翻译treatment CAD and heat treatment CAE module will automaticallydivide the mesh for parts drawing,simulation temperature field microstructure analysis after heat—treatment and the defect of possible emerging (such as overheat,over burning),and then the heat treatment process is judged if the optimization is made according to the result reappeared by stereoscopic vision technology(Moreover tool and clamping apparatus CAD and CAM are integrated into this system(The concurrent engineering based integration frame can share information with other branch(That makes for optimizing the heat treatment process and ensuring the process sound(2.1 3-D model and stereoscopic vision technology for heat treatmentThe problems about materials,structure and size for die and mouldcanbe discovered as soon as possible by 3-D model for heat treatment based on the shape of die and mould(Modeling heating condition and phase3外语翻译transformation condition for die and mould during heat treatment are workable,because it has been broken through for the calculation of phase transformation thermodynamics,phase transformation kinetics,phasestress,thermal stress,heat transfer,hydrokinetics etc(For example,3-D heat—conducting algorithm models for local heating complicated impression andasymmetric die and mould,and M ARC software models for microstructure transformation was used(Computer can present the informations of temperature,microstructure and stress at arbitrary time and display the entire transformation procedure in the form of 3-D by coupling temperature field,microstructure field and stress field(If the property can becoupled,various partial properties can be predicted by computer(2.2 Heat treatment process designDue to the special requests for strength,hardness,surface roughness anddistortion during heat treatment for die and mould,the parameters including quenching medium type,quenching temperature and tempering temperature and time,must be properly selected,and whether using surface quenching or chemical heat treatment the parameters must be rightly determined(It isdifficult to determine the parameters by computer fully(Since computertechnology develops quickly in recent decades,the difficulty with large—scalecalculation has been overcome(By simulating and weighing the property,thecost and the required period after heat treatment(it is notdifficult to optimize the heat treatment process(2.3 Data base for heat treatmentA heat treatment database is described in Fig(3(The database is thefoundation of making out heat treatment process(Generally,heat treatmentdatabase is divided into materials database and process database(It is aninexorable trend to predict the property by materials andprocess(Although itis difficult to establish a property database,it is necessary to establish the database by a series of tests(The materials database includes steel grades,chemical compositions,properties and home and abroad grades parallel4外语翻译tables(The process database includes heat treatment criterions,classes,heatpreservation time and cooling velocity(Based on the database,heat treatmentprocess can be created by inferring from rules(2.4 Tool and equipment for heat treatmentAfter heat treatment process is determined,tool and equipment CAD, CAE system transfers the information about design and manufacture to thenumerical control device(Through rapid tooling prototype,the reliability oftool and the clamping apparatus can be judged(The whole procedure is transferred by network,in which there is no man—made interference(3 Key Technique3.1 Coupling of temperature,microstructure,stress andpropertyHeat treatment procedure is a procedure of temperature-microstructure—stress interaction(The three factors can all influence the property (see Fig(4)(During heating and cooling,hot stress and transformation will come into being when microstructure changes.Transformation temperature-microstructureand temperature—microstructure—and stress-property interact on each5外语翻译other(Research on the interaction of the four factors has beengreatlydeveloped,but the universal mathematic model has not been built(Many models fit the test nicely,but they cannot be put intopractice(Difficultieswith most of models are solved in analytic solution,and numerical method is employed so that the inaccuracy of calculation exists( Even so,comparing experience method with qualitative analysis,heat treatment simulation by computer makes great progress(3.2 Establishment and integration of modelsThe development procedure for die and mould involvesdesign,manufacture,heat treatment,assembly,maintenance and so on(They should have own database and mode1(They are in series with eachother by the entity—relation model(Through establishing and employingdynamic inference mechanism ,the aim of optimizing design can be achieved(Therelation between product model and other models was built(Theproductmodel will change in case the cell model changes(In fact,it belongs to the relation of data with die and mould(After heat treatment model is integrated into the system,it is no more an isolated unit but a member which is close toother models in the system(After searching,calculating and reasoning from the heat treatment database,procedure for heat treatment,which is restricted6外语翻译by geometric model,manufacture model for die and mould and by cost and property,is obtained(If the restriction is disobeyed, the system will send outthe interpretative warning(All design cells are connected by communication network(3.3 Management and harmony among membersThe complexity of die and mould requires closely cooperating among item groups(Because each member is short of global consideration for die and mould development,they need to be managed andharmonized(Firstly,eachitem group should define its own control condition and resource requested,and learn of the request of up-and-down working procedure in order to avoid conflict(Secondly,development plan should be made out and monitor mechanism should be established(The obstruction can be duly excluded incase the development is hindered(Agile management and harmony redound to communicating information,increasing efficiency,and reducing redundancy(Meanwhile it is beneficial forexciting creativity,clearing conflict and making the best of resource(4 Conclusions(1) Heat treatment CAD,CAE has been integrated into concurrentdesign for die and mould and heat treatment is graphed,which can increase efficiency,easily discover problems and clear conflicts((2) Die and mould development is performed on the same platform(Whenthe heat treatment process is made out,designers can obtain correlativeinformation and transfer self-information to other design departments on the platform((3) Making out correct development schedule and adjusting it in time can enormously shorten the development period and reduce cost( References:[1] ZHOU Xiong-hui,PENG Ying-hong(The Theory and Technique of ModernDie and Mould Design and Manufacture[M](Shanghai:Shanghai Jiaotong7外语翻译University Press 2000(in Chinese)([2] Kang M,Park& Computer Integrated Mold Manufacturing[J](Int JComputer Integrated Manufacturing,1995,5:229-239([3] Yau H T,Meno C H(Concurrent Process Planning for Finishing Millingand Dimensional Inspection of Sculptured Surface in Die and Mould Manufacturing[J](Int J Product Research,1993,31(11):2709—2725([4] LI Xiang,ZHOU Xiong-hui,RUAN Xue-yu(Application of Injection Mold Collaborative Manufacturing System [J](JournaI of Shanghai Jiaotong University,2000,35(4):1391-1394([5] Kuzman K,Nardin B,Kovae M ,et a1(The Integration of Rapid Prototyping and CAE in Mould Manufacturing [J](J Materials Processing Technology,2001,111:279—285([6] LI Xiong,ZHANG Hong—bing,RUAN Xue-yu,et a1(Heat Treatment Process Design Oriented Based on Concurrent Engineering[J](Journal of Iron and Steel Research,2002,14(4):26—29(文献出处:LI Xiong,ZHANG Hong-bing,RUAN Xue—yu,LUO Zhong—hua,ZHANG Yan. HeatTreatment of Die and Mould Oriented Concurrent Design[J]. Journal of Iron and Steel Research,2006,13(1):40-43,748外语翻译模具热处理及其导向平行设计李雄,张鸿冰,阮雪榆,罗中华,张艳摘要:在一系列方式中,传统模具设计方法存在许多缺点。
abfcrfCQI-9热处理评审资料翻译
ABFCRF CQI-9热处理评审资料翻译介绍ABFCRF CQI-9是一个国际标准,主要用于评估热处理供应商制定的质量管理系统。
在汽车制造行业中,ABFCRF CQI-9标准是非常重要的一项标准,它可以帮助汽车制造商确保供应商的热处理过程符合标准要求,达到高质量的汽车零部件的生产。
本文档是一份翻译版本的ABFCRF CQI-9热处理评审资料,它包括了对于标准中的关键术语、要求、评估方式等方面的翻译说明。
通过本文档,您可以更好地理解ABFCRF CQI-9热处理评审标准。
关键术语翻译在ABFCRF CQI-9标准中,有许多涉及到热处理的关键术语,下面是这些术语的中英文对照:中文术语英文术语热处理Heat Treatment固溶化处理Solution Heat Treatment淬火Quenching时效Aging加热温度Heating Temperature加热时间Heating Time热处理后硬度Hardness After Heat Treatment淬火介质Quenching Medium淬火过程Quenching Process时效温度Aging Temperature时效时间Aging Time标准要求翻译ABFCRF CQI-9标准中,对于热处理供应商的要求非常详细,主要由以下几个方面:质量管理体系热处理供应商需要建立并维护一个质量管理体系,以确保其热处理过程能够持续符合标准的要求。
该质量管理体系需要符合ISO 9001等相关国际标准的要求。
设备和工具热处理供应商需要拥有适当的设备和工具,用于执行标准中的热处理工艺。
这些设备和工具需要经常检查和维护,以确保其正常运行并符合标准的要求。
热处理工艺热处理供应商需要建立并实施符合标准要求的热处理工艺,该工艺需要包括:1.参数设置:需要根据材料类型、材料尺寸、热处理要求等因素,设置适当的参数,如加热温度、加热时间、淬火介质、淬火时间等。
2.热处理过程:需要控制热处理过程中的温度、时间、气氛等因素,以确保热处理质量符合标准要求。
金属热处理中英文对照外文翻译文献
金属热处理中英文对照外文翻译文献中英文对照外文翻译文献(文档含英文原文和中文翻译)原文:Heat treatment of metalThe generally accepted definition for heat treating metals and metalalloys is “heating and cooling a solid metal or alloy in a way so as to obtain specific conditions or properties.” Heating for the sole purpose of hot working (as in forging operations) is excluded from this definition.Likewise,the types of heat treatment that are sometimes used for products such as glass or plastics are also excluded from coverage by this definition.Transformation CurvesThe basis for heat treatment is the time-temperature-transformation curves or TTT curves where,in a single diagram all the three parameters are plotted.Because of the shape of the curves,they are also sometimes called C-curves or S-curves.To plot TTT curves,the particular steel is held at a given temperature and the structure is examined at predetermined intervals to record the amount of transformation taken place.It is known that the eutectoid steel (T80) under equilibrium conditions contains,all austenite above 723℃,whereas below,it is the pearlite.To form pearlite,the carbon atoms should diffuse to form cementite.The diffusion being a rate process,would requiresufficient time for complete transformation of austenite to pearlite.From different samples,it is possible to note the amount of the transformation taking place at any temperature.These points are then plotted on a graph withtime and temperature as the axes.Through these points,transformation curves can be plotted as shown in Fig.1 for eutectoid steel.The curve at extreme left represents the time required for the transformation of austenite to pearlite to start at any given temperature.Similarly,the curve at extreme right represents the time required for completing the transformation.Between the two curves are the points representing partial transformation. The horizontal lines Ms and Mf represent the start and finish of martensitic transformation.Classification of Heat Treating ProcessesIn some instances,heat treatment procedures are clear-cut in terms of technique and application.whereas in other instances,descriptions or simple explanations are insufficient because the same technique frequently may be used to obtain different objectives.For example, stress relieving and tempering are often accomplished with the same equipment and by use of identical time and temperature cycles.The objectives,however,are different for the two processes.The following descriptions of the principal heat treating processes are generally arranged according to their interrelationships.Normalizing consists of heating a ferrous alloy to a suitable temperature (usually 50°F to 100°F or 28℃ to 56℃) above its specific upper transformation temperature.This is followed by cooling in still air to at least some temperature well below its transformation temperature range.For low-carbon steels, the resulting structure and properties are the same as those achieved by full annealing;for most ferrous alloys, normalizing and annealing are not synonymous.Normalizing usually is used as a conditioning treatment, notably for refining the grains of steels that have been subjected to high temperatures for forging or other hot working operations. The normalizing process usually is succeeded by another heat treating operation such as austenitizing for hardening, annealing, or tempering.Annealing is a generic term denoting a heat treatment that consists of heating to and holding at a suitable temperature followed by cooling at a suitable rate. It is used primarily to soften metallicmaterials, but also to simultaneously produce desired changes in other properties or in microstructure. The purpose of such changes may be, but isnot confined to, improvement of machinability, facilitation of cold work (known as in-process annealing), improvement of mechanical or electrical properties, or to increase dimensional stability. When applied solely torelive stresses, it commonly is called stress-relief annealing, synonymouswith stress relieving.When the term “annealing” is applied to ferrous alloys witho ut qualification, full annealing is applied. This is achieved by heating abovethe alloy’s transformation temperature, then applying a cooling cycle which provides maximum softness. This cycle may vary widely, depending oncomposition and characteristics of the specific alloy.Quenching is a rapid cooling of a steel or alloy from the austenitizing temperature by immersing the work piece in a liquid or gaseous medium. Quenching medium commonly used include water, 5% brine, 5% caustic in an aqueous solution, oil, polymer solutions, or gas (usually air or nitrogen).Selection of a quenching medium depends largely on the hardenability of material and the mass of the material being treating (principally section thickness).The cooling capabilities of the above-listed quenching media vary greatly.In selecting a quenching medium, it is best to avoid a solution that has more cooling power than is needed to achieve the results, thus minimizing the possibility of cracking and warp of the parts being treated. Modifications ofthe term quenching include direct quenching, fog quenching, hot quenching, interrupted quenching, selective quenching, spray quenching, and time quenching.Tempering. In heat treating of ferrous alloys, tempering consists of reheating the austenitized and quench-hardened steel or iron to somepreselected temperature that is below the lower transformation temperature (generally below 1300 ℃ or 705 ℃ ). Tempering offers a means of obtaining various combinations of mechanical properties. Tempering temperatures used for hardened steels are often no higher than 300 ℃(150 ℃). The term “tempering” should not be confused with either process annealing or stress relieving. Even though time and temperature cycles for the three processes may be the same,the conditions of the materials being processed and the objectives may be different.Stress relieving. Like tempering, stress relieving is always done by heating to some temperature below the lower transformation temperature for steels and irons. For nonferrous metals, the temperature may vary fromslightly above room temperature to several hundred degrees, depending on the alloy and the amount of stress relief that is desired.The primary purpose of stress relieving is to relieve stresses that have been imparted to the workpiece from such processes as forming, rolling, machining or welding. The usual procedure is toheat workpiece to the pre-established temperature long enough to reduce the residual stresses (this is a time-and temperature-dependent operation) to an acceptable level; this is followed by cooling at a relatively slow rate to avoid creation of new stresses.The generally accepted definition for heat treating metals and metalalloys is “heating and cooling a solid metal or alloy in a way so as to obtain specific conditions or properties.” Heating for the sole purpose of hot working (as in forging operations) is excluded from this definition.Likewise,the types of heat treatment that are sometimes used for products such as glass or plastics are also excluded from coverage by this definition.Transformation CurvesThe basis for heat treatment is the time-temperature-transformation curves or TTT curves where,in a single diagram all the three parameters are plotted.Because of the shape of the curves,they are also sometimes called C-curves or S-curves.To plot TTT curves,the particular steel is held at a given temperature and the structure is examined at predetermined intervals to record the amount of transformation taken place.It is known that the eutectoid steel (T80) under equilibrium conditions contains,all austenite above 723℃,whereas below,it is pearlite.To form pearlite,the carbon atoms should diffuse to form cementite.The diffusion being a rate process,would require sufficient time for complete transformation of austenite to pearlite.From different samples,it is possible to note the amount of the transformation taking place at any temperature.These points are then plotted on a graph with time and temperature as the axes.Through these points,transformation curves can be plotted as shown in Fig.1 for eutectoid steel.The curve at extreme leftrepresents the time required for the transformation of austenite to pearlite to start at any given temperature.Similarly,the curve at extreme right represents the time required for completing the transformation.Between the two curves are the points representing partial transformation. The horizontal lines Ms and Mf represent the start and finish of martensitic transformation.Classification of Heat Treating ProcessesIn some instances,heat treatment procedures are clear-cut in terms of technique and application.whereas in other instances,descriptions or simple explanations are insufficient because the same technique frequently may be used to obtain different objectives.For example, stress relieving and tempering are often accomplished with the same equipment and by use of identical time and temperature cycles.The objectives,however,are different for the two processes.The following descriptions of the principal heat treating processes are generally arranged according to their interrelationships.Normalizing consists of heating a ferrous alloy to a suitable temperature (usually 50°F to 100°F or 28℃ to 56℃) above its specific upper transformation temperature.This is followed by cooling in still air to at least some temperature well below its transformation temperature range.For low-carbon steels, the resulting structure and properties are the same as those achieved by full annealing;for most ferrous alloys, normalizing and annealing are not synonymous.Normalizing usually is used as a conditioning treatment, notably for refining the grains of steels that have been subjected to high temperaturesfor forging or other hot working operations. The normalizing process usuallyis succeeded by another heat treating operation such as austenitizing for hardening, annealing, or tempering.Annealing is a generic term denoting a heat treatment that consists of heating to and holding at a suitable temperature followed by cooling at a suitable rate. It is used primarily to soften metallic materials, but also to simultaneously produce desired changes in other properties or in microstructure. The purpose of such changes may be, but is not confined to, improvement of machinability, facilitation of cold work (known as in-process annealing), improvement of mechanical or electrical properties, or to increasedimensional stability. When applied solely to relive stresses, it commonly is called stress-relief annealing, synonymous with stress relieving.When the term “annealing” is applied to ferrous alloys witho ut qualification, full annealing is applied. This is achieved by heating above the alloy’s transformation temperature, then applying a cooling cycle which provides maximum softness. This cycle may vary widely, depending on composition and characteristics of the specific alloy.Quenching is a rapid cooling of a steel or alloy from the austenitizing temperature by immersing the workpiece in a liquid or gaseous medium. Quenching medium commonly used include water, 5% brine, 5% caustic in an aqueous solution, oil, polymer solutions, or gas (usually air or nitrogen).Selection of a quenching medium depends largely on the hardenability of material and the mass of the material being treating (principally section thickness).The cooling capabilities of the above-listed quenching media vary greatly. In selecting a quenching medium, it is best to avoid a solution that has more cooling power than is needed to achieve the results, thus minimizing the possibility of cracking and warp of the parts being treated. Modifications of the term quenching include direct quenching, fog quenching, hot quenching, interrupted quenching, selective quenching, spray quenching, and time quenching.感谢您的阅读,祝您生活愉快。
钢铁热处理中英文对照外文翻译文献
中英文对照外文翻译(文档含英文原文和中文翻译)原文:Heat Treatment of SteelTypes of Heat Treating Operations Five Operations are detailed in this lesson as the basis of heat treatment. Explanations of these operations follow.Full annealing Full annealing is the process of softening steel by a heating and cooling cycle, so that it may be bent or cut easily. In annealing, steel is heated above a transformation temperature and cooled very slowly after it has reached a suitable temperature. The distinguishing characteristics of full annealing are: (a) temperature abovethe critical temperature and (b) very slow cooling, usually in the furnace.Normalizing Normalizing is identical with annealing, except that the steel is air cooled; this is much faster than cooling in a furnace. Steel is normalized to refine grain size, make its structure more uniform, or to improve machinability.Hardening Hardening is carried out y quenching a steel, that is, cooling it rapidly from a temperature above the transformation temperature. Steel is quenched in water or brine for the most rapid cooling, in oil for some alloy steels, and in air for certain higher alloy steels. After steel is quenched, it is usually very hard and brittle; it may even crack if dropped. To make the steel more ductile, it must be tempered.Tempering Tempering consistes of reheating a quenched steel to a suitable temperature below the transformation temperature for an appropriate time and cooling back to room temperature. How this process makes steel tough will be discussed later.Stress relieving Stress relieving is the heating of steel to a temperature below the transformation temperature, as in tempering, but is done primarily to relieve internal stress and thus prevent distortion or cracking during machining.This is sometimes called process annealing.Reasons for Heat Treating Heat treatment of steel is usually intended to accomplish any one of the following objectives:●Remove stresses induced by cold working or toremove stresses set up by nonuniform cooling of hot metalobjects;●Refine the grain structure of hot worked steelswhich may have developed coarse grain size;●Secure the proper grain structure;●Decrease the hardness and increase the ductility;●Increase the hardness so as to increase resistanceto wear or to enable the steel to withstand more serviceconditions;●Increase the toughness; that is, to produce a steelhaving both a high tensile strength and good ductility,enabling it to withstand high impact;●Improve the machinability;●Improve the electrical properties;●Change or modify the magnetic properties of steel.Heat Treatment The hardest condition for any givens steel is obtained by quenching to a fully martensitic structure.Since hardness is directly related to strength, a steel composed of 100% martensite is at its strongest possible condition. However, strength is not the only property that must be considered in the application of steel parts. Ductility may be equally important.Tempering Ductility is the ability of a metal to change shape before it breaks. Fleshly quenched martensite is hard but not ductile; in fact, it is very brittle. Tempering is needed to impart ductility to the martensite, usually at a smell sacrifice in strength. In addition, tempering greatly increases the resistance of martensite to shock loading.The effect of tempering may be illustrated as follows. If the head of a hammer were quenched to a fully martensitic structure, it probably would crack after the first few blows. Tempering during manufacture of the hammer imparts shock resistance with only a slight decrease in hardness. Tempering is accomplished by heating a quenched pert to some point below the transformation temperature, and holding it at this temperature for an hour or more, depending on its size. Most steels are tempered between 205 and 5,950C. As higher temperatures are employed, toughness or shock resistance of the steel is increased, but the hardness and strength decrease.Annealing the two-stage heat treating process of quenching and tempering is designed to produce high strength steel capable of resisting shock and deformation without breaking. On the other hand, the annealing process is intend to make steel easier to deform of machine. In manufacturing steel products, machining and severe bending operations are often employed. Even tempered steel may not cut or bend very easily and annealing is often necessary.Process annealing Process annealing consists of heating steel to a temperature just below the lowest transformation temperature for a short time. This makes the steel easier to form. This heat treatment is commonly applied in the sheet and wire industries, and the temperatures generally used are from 550 to 650o C.Full annealing Process annealing, where steel is heated 50 to 100 o C above the third transformation temperature for hypoeutectoid steels, and above the lowest transformation temperature for hypereutectoid steels, and slow cooled, makes the steel much easier to cut, as well as bend. In full annealing, cooling must take place very slowly so that a coarse pearlite is formed. Show cooling is not essential for process annealing, since any cooling rate from temperatures below the lowesttransformation temperature will result in the same microstructure and hardness.During cold deformation, steel has a tendency to harden in deformed areas, making it more difficult to bend and liable to breakage. Alternate deforming and annealing operations are performed on most manufactured steel products.Normalizing The process of normalizing consists of heating to a temperature above the third transformation temperature and allowing the pert to cool in still air. The actual temperature required for this depends on the composition of the steel, but is usually around 870o C. Actually, the term normalize does not describe the purpose. The process might be more accurately described as a homogenizing or grain-refining treatment. Within any piece of steel, the composition is usually not uniform throughout. That is, one area may have more carbon than the area adjacent to it. These compositional differences affect the way in which the steel will respond t heat treatment. If it is heated to a high temperature, the carbon can readily diffuse throughout, and the result is a reasonably uniform composition from one area to next. The steel is then more homogeneous and will respond to the heat treatment in a more uniform way.Because of characteristics inherent in cast steel, the normalizing treatment is more frequently applied to ingots prior to working, and to steel castings and forgings prior to hardening.Stress Relieving When a metal is heated, expansion occurs which is more or less proportional to the temperature rise. Upon cooling metal, the reverse reaction takes place. That is, a contraction is observed. When a steel bar or plate is heated at one point more than at another, as in welding or during forging, internal stress are set up. During heating, expansion of the heated area cannot take place unhindered, and it tends to deform. On cooling, contraction is prevented from taking place by the unyielding cold metal surrounding the heated area. The forces attempting to contract the metal are not relieved, and when the metal is cold again, the forces remain as internal stresses. Stresses also result from volume changes, which accompany metal transformations and precipitation. Internal or residual stresses are bad because they may cause warping of steel parts when they are machined. To relieve these stresses, steel is heated to around 595o C, assuming that the entire pert is heated uniformly, then cooled slowly back to room temperature. This procedure is calledstress relief annealing, or merely stress relieving.译文:钢的热处理各种类型的热处理本单元详细介绍了五种热处理的基本方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录A级进模的热处理的并行设计传统的级进模设计,主要是经验或半经验,脱离制造过程。
在设计完成之前,级进模计划通常一再修改,从而形成一些弊端。
如开发期长、成本高、效果不实用。
由于对精确、使用寿命、开发成本和时间有很高的要求,现代级进模设计和制造应该很完全。
因此,越来越多的先进技术和创新已经被应用,例如并行工程、灵活制造、虚拟制造、合作设计等。
级进模的热处理是与设计、制造和装配同等重要的,因为它对制造、装配和服务具有重要影响。
级进模的设计和制造进步很快。
但在它们背后热处理严重滞后。
级进模工业的发展,热处理必须保证级进模有好的状态及制造、装配和抗磨损性要求。
热处理可以影响级进模生产比如过硬和软、装配。
传统的热处理过程和方法提出了按设计提出的方式。
这会使设计者和级进模及热处理偏离对方,设计者和级进模不能完全实现热处理过程中,材料特性、创意设计了解甚少的服务环境和设计思想。
这些分歧将影响级进模进度。
因此,如果程序设计热处理是在早期设计阶段,目标是缩短开发时间、降低成本、稳定质量,实现了从传统的发展模式,同时并行顺序将会实现。
并行工程是把电脑整合系统设计为载体,在每个阶段开始后,工厂要考虑,例如制造、热处理、成本等因素,以避免错误。
并行方式驳回有缺陷的连续方式,给连续方式带来一场革命。
在当前的工作,同时结合热处理的情况下,死亡和发展模式,并进行了系统的研究和深刻。
1热处理下的并行处理并行方式与顺序方式最终不同。
对于顺序方式,主要考虑级进模的结构设计,几乎没有考虑到过程,这样的错误很容易扩散倒退。
同时,设计部门很少与组装、销售部门和成本核算沟通。
这些问题势必影响级进模的开发进度和市场前景。
而并行方式,政府部门之间的密切关系,各有关部门参加级进模的发展和进步,与买家有着密切联系。
这有利于消除部门之间的矛盾,提高效率,降低成本。
在并行方式中的热处理,没有经费的情况后,采取了蓝图,但在级进模的设计,这样做,有利于优化热处理过程中充分利用潜力的材料。
2CAD/CAM在级进模热处理一体化中的应用可以看出设计和模拟过程是热处理一体化框架的核心。
在信息输入透过产品设计及模块热处理过程中产生的经热处理、计算机辅助设计工程将自动把尺寸分割为部分绘画网、模拟温度场微观结构分析后热处理和缺陷可能出现的(如过热,在燃烧) 然后热处理过程中,如果被判定是根据优化结果由立体再现技术。
此外理想工具和夹具、计算机辅助设计处纳入该系统。
同时将根据工程范围内的信息与其它部门共享。
这使热处理过程和优化过程,确保良好。
2.13-D模型与立体展望技术对于热处理技术级进模具的材料、结构和规模的问题,根据热处理及级进模可以通过3-D模型尽早发现。
模型和阶段加热条件下转变为在级进模具和热处理工是可行的,因为它已经突破的计算阶段转变定律,形成跨阶段,第一阶段重点,强调热、热转移等。
例如,立体热算法进行模型/地方取暖和复杂的印象和不对称级进模,MARC微结构改造模型软件使用。
计算机能把目前的温度、压力和微观结构展示在任意时间和程序,整个改造立体配套的温度场、压力和微结构领域方面。
如果能结合成本、各种部分成本可以由电脑预测。
2.2热处理过程设计由于特殊的要求编制,硬度、表面粗糙度和在扭曲级进模具热处理中,包括输入参数中类型、温度和输入温度和时间的磨炼,必须正确选择,是否使用化学或表面淬火热处理参数,必须正确地确定。
很难确定完全由电脑参数。
由于电脑技术的迅速发展。
近十几年,难以大规模计算过。
模拟和财产的权衡,需要的时间和成本热处理后,不难优化热处理过程。
2.3热处理数据库热处理数据库的描述。
数据库提供了基础热处理过程。
一般分为材料热处理数据库及数据库过程数据库。
这是必然趋势预测和处理成本物资。
虽然很难建立一个成本数据库,必须建立数据库的一系列试验。
包括钢铁材料数据库等级、化学成分、性能及国内外级平行表。
数据库包括热处理过程、阶级、保温时间和冷却速度。
基于数据库,可热处理过程中产生的规则推断。
2.4 热处理设备和工具热处理过程被确定后,工具和CAD/CAE系统设备转移设计制造的消息到数控装置。
通过快速成型机床、夹具和工具的可靠性来判断。
整个程序用网络转移,没有人为的干扰。
3关键技术3.1耦合温度、微结构、压力和成本热处理程序是温度程序、程序强调、微观结构的互动。
三个因素都影响成本。
在加热和冷却、压力和热转换会出现在微观结构的变化。
微观结构和微观结构的温度变化的温度和压力彼此交流的成本。
研究这四个因素相互作用有了很大发展,但还没有普遍建立数学模型。
许多模型试验很好配合,但不能付诸实施。
最困难的分析解决问题的模式,采用数字方式,计算有误。
即使如此,比较有经验的定性分析方法,使得计算机模拟热处理重大进展。
3.2建立和整合模式级进模具的设计、制造、热处理、装配、维修等发展模式。
要有自己的模式和数据库. 他们通过彼此的实体关系模式成为一个系列。
通过建立和利用强有力的推论机制,优化设计的目的是能够实现的。
产品模型和其他模型建立了关系。
产品款式变化的情况下改变基本模型。
事实上,它是属于级进模具的数据。
热处理后并入系统模型,它不再是一个孤立的单位,而其他成员关系密切的系统模型。
经过搜查,从热处理数据库的计算和推理、热处理程序,受级进模具的几何模型、制造模型和成本的代价的限制被获得。
如果不服从限制,系统会发出解释性警报。
各设计单位通过网络联系。
3.3成员之间的和谐与管理复杂的级进模具,需要项目组之间的密切合作。
因为每个成员都考虑到短期全球级进模具的发展,必须加以管理和协调。
首先,每个项目小组要确立自己的条件和资源管理的要求,加强学习的要求,并在规定的工作程序,以避免冲突。
其次,要发展计划执行和监督机制应该建立。
排除在适当发展情况下的阻塞。
4结论(1) CAD/CAE已经应用到级进模具和热处理的并行设计和作图中,可以提高效率,很容易发现明显的矛盾和问题。
(2)级进模具的发展是在同一平台。
在热处理过程中取得,设计者获得相关资料及其他设计可转让自营部门的信息平台。
(3)制定了正确的发展,及时调整计划,可大大缩短开发时间,并降低成本。
附录BHeat Treatment of Die and Mould Oriented Concurrent Design]17[Traditional die and mould design,mainly by experience or semi-experience,is isolated from manufacturing process.Before the design is finalized,the scheme of die and mould is usually modified time and again,thus some disadvantages come into being,such as long development period,high cost and uncertain practical effect.Due to strong desires for precision,service life,development period and cost,modern die and mould should be designed and manufactured perfectly.Therefore more and more advanced technologies and innovations have been applied,for example,concurrent engineering,agile manufacturing,virtual manufacturing,collaborative design,etc.Heat treatment of die and mould is as important as design,manufacture and assembly because it has a vital effect on manufacture,assembly and service life.Design and manufacture of die and mould have progressed rapidly,but heat treatment lagged seriously behind t hem.As die and mould industry develops,heat treatment must ensure die and mould there are good state of manufacture,assembly and wear-resistant properties by request.Impertinent heat treatment can influence die and mould manufacturing such as over-hard and-soft and assembly.Traditionally the heat treatment process was made out according to the methods and properties brought forward by designer.This could make the designers of die and mould and heat treatment diverge from each other,for the designers of die and mould could not fully realize heat treatment process and materials properties,and contrarily the designers rarely understood the service environment and designing thought.These divergences will impact the progress of die and mould to a great extent.Accordingly,if the process design of heat treatment is considered in the early designing stage.the aims of shortening development period,reducing cost and stabilizing quality will be achieved and t he sublimation of development pattern from serial to concurrent will be realized.Concurrent engineering takes computer integration system as a carrier,at the very start subsequent each stage and factors have been considered such as manufacturing,heat treating,properties and so forth in order to avoid the error.The concurrent pattern has dismissed thedefect of serial pattern,which bring about a revolution against serial pattern.In the present work,the heat treatment was integrated into the concurrent circumstance of the die and mould development,and t he systemic and profound research was performed.1 Heat Treatment Under Concurrent CircumstanceThe concurrent pattern differs ultimately from the serial pattern.With regard to serial pattern,the designers mostly consider the structure and function of die and mould,yet hardly consider the consequent process,so that the former mistakes are easily spread backwards.Meanwhile,the design department rarely communicates with the assembling,cost accounting and sales departments.These problems certainly will influence the development progress of die and mould and the market foreground.Whereas in the concurrent pattern,the relations among departments are close,the related departments all take part in the development progress of die and mould and have close intercommunion with purchasers.This is propitious to elimination of the conflicts between departments,increase the efficiency and reduce the cost.Heat treatment process in the concurrent circumstance is made out not after blueprint and work-piece taken but during die and mould designing.In this way,it is favorable to optimizing the heat treatment process and making full use of the potential of the materials.2 Integration of Heat Treatment CAD/ CAE for Die and MouldIt can be seen from that the process design and simulation of heat treatment are the core of integration frame.After information input via product design module and heat treatment process generated via heat treatment CAD and heat treatment CAE module will automatically divide the mesh for parts drawing,simulation temperature field microstructure analysis after heat treatment and the defect of possible emerging (such as overheat,over burning),and then the heat treatment process is judged if the optimization is made according to the result reappeared by stereoscopic vision technology.Moreover tool and clamping apparatus CAD and CAM are integrated into this system.The concurrent engineering based integration frame can share information with other branch.That makes for optimizing the heat treatment process and ensuring the process sound.2.1 3-D model and stereoscopic vision technology for heat treatmentThe problems about materials,structure and size for die and mould can be discovered as soon as possible by 3-D model for heat treatment based on the shape of die and mould.Modeling heating condition and phase transformation condition for die and mould during heat treatmentare workable ,because it has been broken through for the calculation of phase transformation thermodynamics,phase trans formation kinetics,phase stress,thermal stress,heat transfer ,hydrokinetics etc.For example,3-D heat-conducting algorithm models for equiflux / local heating complicated impression and asymmetric die and mould,and MARC software models for micro structure transformation was used.Computer can present the informations of temperature,microstructure and stress at arbitrary time and display the entire transformation procedure in t he form of 3-D by coupling temperature field,microstructure field and stress field.If the property can be coupled,various partial properties can be predicted by computer.2.2 Heat treatment process designDue to the special requests for strength,hardness,surface roughness and distortion during heat treatment for die and mould,the parameters including quenching medium type,quenching temperature and tempering temperature and time,must be properly selected,and whether using surface quenching or chemical heat treatment the parameters must be rightly determined.It is difficult to determine the parameters by computer fully.Since computer technology develops quickly in recent decades,the difficulty with large-scale calculation has been overcome.By simulating and weighing the property,the cost and the required period after heat treatment,it is not difficult to optimize the heat treatment process.2.3 Data base for heat treatmentA heat treatment database is described in.The database is the foundation of making out heat treatment process.Generally,heat treatment database is divided into materials database and process database.It is an inexorable trend to predict the property by materials and process.Although it is difficult to establish a property database,it is necessary to establish the database by a series of tests.The materials database includes steel grades,chemical compositions,properties and home and abroad grades parallel tables.The process database includes heat treatment criterions,classes,heat preservation time and cooling velocity.Based on the database,heat treatment process can be created by inferring from rules.2.4 Tool and equipment for heat treatmentAfter heat treatment process is determined,tool and equipment CAD/ CAE system transfers the information about design and manufacture to the numerical control device.Through rapid tooling prototype,the reliability of tool and the clamping apparatus can be judged.The whole procedure is transferred by network,in which there is no manmade interference.3Key Technique3.1 Coupling of temperature,microstructure,stress and propertyHeat treatment procedure is a procedure of temperature microstructure stress interaction.The three factors can all influence the property.During heating and cooling,hot stress and transformation will come into being when microstructure changes.Transformation temperature microstructure and temperature microstructure and stress property interact on each other.Research on the interaction of the four factors has been greatly developed,but the universal mathematic model has not been built.Many models fit the test nicely,but they cannot be put into practice.Difficulties with most of models are solved in analytic solution,and numerical method is employed so that the inaccuracy of calculation exists.Even so,comparing experience method with qualitative analysis,heat treatment simulation by computer makes great progress.3.2 Establishment and integration of modelsThe development procedure for die and mould involves design,manufacture,heat treatment,assembly,maintenance and so on.They should have own database and model.They are in series with each other by the entity-relation model.Through establishing and employing dynamic inference mechanism,the aim of optimizing design can be achieved.The relation between product model and other models was built.The product model will change in case the cell model changes.In fact,it belongs to the relation of data with die and mould.After heat treatment model is integrated into the system,it is no more an isolated unit but a member which is close to other models in the system.After searching,calculating and reasoning from the heat treatment database,procedure for heat treatment,which is restricted by geometric model,manufacture model for die and mould and by cost and property,is obtained.If the restriction is disobeyed.the system will send out the interpretative warning.All design cell sare connected by communication network.3.3 Management and harmony among membersThe complexity of die and mould requires closely cooperating among item groups.Because each member is short of global consideration for die and mould development,they need to be managed and harmonized.Firstly,each item group should define its own control condition and resource requested,and learn of the request of up and down working procedure in order to avoid conflict.Secondly,development plan should be made out and monitor mechanism should be established.The obstruction can be duly excluded in case the development is hindered.4 Conclusions(1)Heat treatment CAD/ CAE has been integrated into concurrent design for die and mould and heat treatment is graphed,which can increase efficiency,easily discover problems and clear conflicts.(2)Die and mould development is performed on the same platform.When the heat treatment process is made out,designers can obtain correlative information and transfer self-information to other design departments on the platform.(3)Making out correct development schedule and adjusting it in time can enormously shorten the development period and reduce cost.。