涤纶聚酯生产装置的真空系统
聚酯装置真空系统的工艺改进
热清洗结束后,将板式换热器拆开,从板式换
热器的内表面以及连接板式换热器的管口处可以看 出,厚厚的低聚物层不见了,管道内表面非常干
净。这足以证明,EG循环系统的热清洗对清理附 着在EG管道内的低聚物有非常明显的效果,并且 简单、容易操作,不影响正常的生产。定期地进行
热清洗可以大大延长 EG喷淋系统的运行 时间。 1.3降液管N:反吹 缩聚反应产生的
真空泵
气体在刮板冷凝器冷
凝后,很容易形成大
的物块。这些物块在 经过降液管时,很可
EGluI收罐
能会卡在里面造成降 液管堵塞。这也是聚 酯生产经常遇到的问 题。降液管堵塞后, 常用的处理方法就是 用木锤等敲击管道堵 塞的部位,以达到振 落物块的目的。严重 时就会导致被迫停
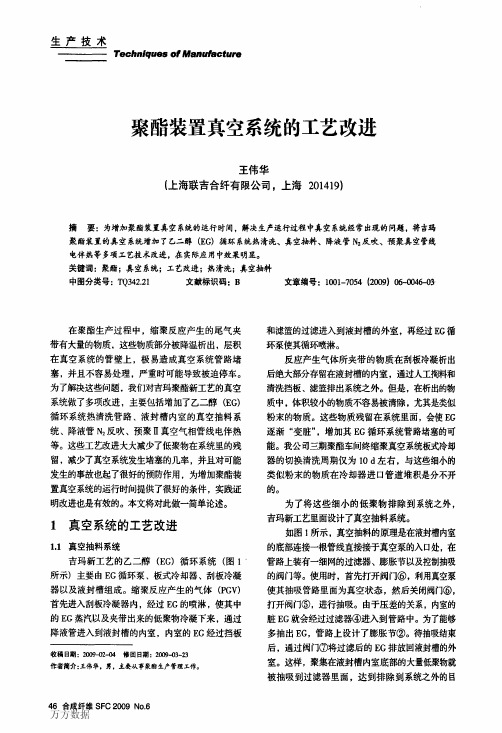
l—热媒加热的夹套管;2-膨胀节;3一缓冲罐;4一篮式过滤器;5-球阀;6一球阀;7一球阀;8一球阀;9一球阔; lo-球阀;11一球阀;12一蝶阀。 图1 EG循环系统
车,费时费力,处理
效果也不佳。
万方数据
合成纤维SFC
2009
No.6 47
生产技术
吉玛新的聚酯工艺中,在其降液管底部增加 了一N:管线(图1所示),其目的在于:当降液管 堵塞时,向其中充入N:,由于刮板冷凝器内为真 空状态,而N:为正压(0.25 MPa),所以充入N: 后,因为压力差的关系,N:就会推动降液管中的 EG向刮板冷凝器内流动,达到冲洗管道的目的, 同时对堵塞在降液管中的物块进行冲击,达到疏通 的目的。但要注意,为了保证生产稳定,在使用N:
WANG Wei—hua
(Shanghai Lianji Chemical Fiber Co.Ltd.,Shanghai 201419,China)
PET装置真空系统优化

do i : 10. 3969 / j . i ss n . 1008-8261. 2013. 05. 009P E T 装置真空系统优化张国跃( 中国石油辽阳石化分公司 聚酯厂,辽宁 辽阳 111000)摘要: 对 20 万 t PET 装置的真空系统经常出现的故障进行分析,通过增加缩聚真空管线电伴热,刮板冷凝器改造、大气腿反 吹、真空喷淋管线改造等真空系统的技术改进,延长真空系统运行时间,为装置长周期平稳运行提供保障。
关键词: PET ; 真空系统; 优化 中图分类号: TQ323. 41文献标识码: B文章编号: 1008-8261( 2013) 05-0032-04 证连续稳定生产。
本文通过对生产实际经验进行总 结和借鉴其他厂经验,对缩聚真空状况的故障处理 及相应的改造提出一些方法和建议。
0 前言PET 生产中,缩聚反应需要一定的真空度,真空 系统的作用就是抽脱缩聚反应过程中所产生的 EG 及反应过程中所产生的少量水、醛类及低聚物,提供 反应所需的真空条件,使反应向链增长方向进行,确 保产品品质。
被抽这些夹带物附着于管道、刮板冷凝器内壁及真空发生装置内,致使真空管线管径变 细或堵塞,造成抽气不足、真空波动,影响生产能力 和产品品 质,严重时必须停车清理。
我 厂 20 万 t PET 装置自 2005 年开车以来,由于真空系统及喷淋 系统原因引起的生产事故已有 10 余次,因此,须对 真空系统故障进行分析,找出原因及解决方案,以保1 真空系统工艺我厂的 PET 装置的真空系统可分为 2 部分,第 一部分为 EG 喷淋冷凝系统,其作用是将来自 缩 聚 釜的 EG 等可凝气体充分冷却,同时捕集升气 中 所夹带的低聚物,减轻真空泵系统的负荷,防止堵塞; 第二部分为真空泵系统,其作用是抽出不能喷淋冷 凝下来的不凝性气体,控制反应釜的真空度,工艺流 程如图 1 所示。
图 1 20 万 t / a PET 装置真空系统工艺流程图F i g . 1 T ec h no l og i c a l p r o cess d i ag r a m of the vacuum system of 20 × 104 t / a PET p l an t经过装置长时间运转,发现真空系统运行很不 稳定,经常发生故障,给长周期、平稳生产带来一定收稿日期: 2013-05-22。
聚酯涤纶PET生产工艺过程介绍

聚酯涤纶PET生产工艺过程介绍第一节聚酯生产的工艺方法聚酯生产的工艺路线虽然多种多样,但归根到底是由酯化(或酯交换)和缩聚两个步骤组成。
其中酯化过程可以分一段酯化、二段酯化或者三段酯化,而缩聚又可以分为预聚和最终缩聚等几个阶段。
从整体上看,从酯化到缩聚,反应温度由低到高,反应压力由高到低,PET得高分子量PET产品,在最终缩聚阶段往往采用高真空技术,使缩聚反应平衡向目标产品方向移动。
一、聚酯生产工艺流程(略)二、酯化1.酯化系统工艺流程(略)2.酯化过程的工艺操作条件3.酯化过程的分段根据不同的工艺要求,酯化过程可分一段、二段、三段来完成。
以二段酯化较普遍,也有采用一段酯化的工艺技术,少数老厂则采用三段酯化。
不管酯化过程的分段数量是多少,在酯化反应结束时,总要求其酯化率大于95%。
在实际过程中,每段酯化过程需要一个反应器,所以,一段酯化工艺要比三段酯化工艺少两只反应釜,在工艺流程上前者就显得十分紧凑,而且反应所需的时间也比较短,这就要求酯化反应器的设计思路新颖,结构合理,工艺参数选择适当。
例外,吉玛公司在长征厂设计三段酯化,而仪化聚酯则改成二段酯化,从反应器结构上看,仪化装置的酯化釜由于使用了环形隔板,物料运动的情况仍可以看作是分三个阶段进行(理想混合流-平推流-理想混合流):①PTA-EG浆料先在10R01内室呈理想混合流混合升温反应;②反应物料进入10R01环形外室呈平推流运动,再进入10R02外室呈平推流运动;③10R02外室又溢流至内室呈理想混合流反应。
三、预聚物1.预缩聚工艺流程(略)2.预缩聚过程的工艺操作条件经过酯化反应,虽然PTA的酯化率已达到95%以上,但仍有部分羧基未完成酯化反应。
为了使这部分羧基进一步发生反应,缩聚过程往往采用逐步提高真空度的方法,达到既充分完成酯化反应,又尽快加速缩聚反应的目的,所以,将缩聚过程分为预缩聚和最终缩聚。
在预缩聚阶段,真空度控制较低,可适当保持物料中有较多的EG含量,促使其与羧基充分反应,而最终缩聚阶段,真空度控制较高,以便获得较高分子量的聚酯产品。
聚酯装置真空喷淋循环系统的优化改造(聚酯工业2007年)

Rf
=Qu Q
×100%
≤ 3 660. 04 138 805. 32
×100%
= 21636%。
图 1 循环乙二醇喷淋系统改造方案 F ig11 M od if ica tion schem e of c ircula tion EG spray ing system
3. 2 旋流沉降的流速及压力分析
著降低 ,在循环管道内不会再产生结垢 、缩径和堵塞 现象 。
由此可知 :聚酯装置真空喷淋系统循环乙二醇 中的绝大部分乳状物或悬浮物 , 2 h基本沉降完全 , 4 h之后 ,组分基本稳定 。因此 ,聚酯装置终缩聚釜 真空喷淋循环系统中的各种乳状物或悬浮物 ,通过 自然沉降 ,可以从乙二醇中分离出来 。
因此 ,可以充分运用旋流分离的科学理论 ,结合 我厂生产现场的实际情况和已有 3 个 500 m3 乙二 醇储罐 、具备一定的沉降分离条件 ,本着节能降耗 、 优化工艺 、减少单元操作 、减少排污和降低操作人员 劳动负荷的基本原则 ,通过对乙二醇储罐加以科学 合理的配置和改进 ,对终缩聚真空喷淋系统进行如 图 1所示的改造和优化 ,利用乙二醇储罐 ,通过控制 真空系统的喷淋后乙二醇进入乙二醇储罐的流向 、 流速和压力 ,将离心沉降和自然沉降过程有效地结 合起来 ,控制循环乙二醇在储罐内的平稳运动状态 , 以便使其中的悬浮物和乳状物得以更好地沉降分 离 ,净化分离循环乙二醇中悬浮物 。 3. 1 沉降分离的流量分析 从 20 万 t聚酯装置乙二醇喷淋系统设计工艺参 数可知 :循环乙二醇的总流量设计值为 138 805. 32 kg/ h,喷淋乙二醇流量设计值为 135 145. 28 kg/ h。这 就要求循环乙二醇进入乙二醇储罐的进口流量 Q 应 与循环乙二醇总流量 (即蒸气凝液流量 )相对应 , Q = 138 805. 32 kg/ h,其溢流口流量 Qo 应与喷淋乙二醇 流量相对应 , Qo = 135 145. 28 kg/ h。由此可知 ,旋流 乙二醇底流口流量 Qu 应等于循环乙二醇总流量减去 喷淋乙二醇流量即 Qu =Q - Qo = 3 660. 04 kg / h。
涤纶聚酯生产装置的真空系统

涤纶聚酯生产装置的真空系统摘要:文章介绍了聚酯生产中所使用的真空获得系统的发展过程;华达公司开发、设计、生产的真空系统的技术原理及特点。
关键词:聚酯;真空系统;一、涤纶聚酯生产装置中真空泵发展历程概述在上世纪最早的涤纶聚酯生产装置中,采用机械真空泵(滑罗机组)作为真空获得设备。
由于机械真空泵存在缺点:A、不能抽除可凝性气体(今后干式螺杆泵发展情况怎样?);B、易受齐聚物堵塞,真空度波动大;C、随着单线产量规模增大,需要许多机械真空泵组并联,机构庞大复杂;维修复杂;50年代(国外)~60年代(国内)开始,逐渐被水蒸汽喷射真空泵所取代(上海涤纶厂等)。
采用水蒸汽喷射真空泵产生新的问题:A、能耗大;B、产生大量废水;C、原料EG损耗大;60年代开始,德国吉玛公司开始研制以涤纶聚酯原料的乙二醇蒸汽驱动的EG喷射真空泵——EG液体喷射真空泵和EG蒸汽喷射真空泵,国内于1977年由北京燕山长征化工厂首先引进使用。
整个80~90年代,我国引进的或国产的涤纶聚酯装置,大部分仍采用水蒸汽喷射真空泵,小部分采用EG蒸汽喷射真空泵(仪化)。
进入21世纪,我国引进的或国产的涤纶聚酯装置,大部分采用EG蒸汽喷射真空泵,小部分仍采用水蒸汽喷射真空泵。
实践证明,在涤纶聚酯生产中,EG蒸汽喷射真空泵具有能耗小,不损耗原料EG,不产生废水,真空度稳定等优点。
二、华达公司发展EG真空泵历程概述华达公司(前身建华真空设备机械厂)创立时,生产的第一台设备——5级真空泵就是为涤纶聚酯生产服务的。
扬州惠通的第一条5000T/A线使用的也是我公司的5级泵。
从1991年至2002年我们为间歇式提供了500多台(套)5级水蒸汽喷射真空泵(是中国聚酯工业发展的罪人,谢晓中语);1999年,我公司开展EG真空泵的理论研究;2000年,自费试制了1台EG真空泵在浙江超同安装,进行了性能测试;2001年,在试验设备的基础上,为上海浦源免费制造2台,在间歇式生产中投入使用;2002年,为上海石化CP-3提供第1台(与汪总、新良合作);2003年到2008年,为近百条间歇式生产线提供了EG真空泵;同时,从1994年开始为上海石化2号聚酯的6条钟纺线进行真空泵改造,1998年,随着改造进入到EG捕集器的改造阶段;我们开始接触涤纶聚酯生产装置中的整个真空系统。
聚酯装置流程与聚酯生产概述(doc 14页)
聚酯装置流程与聚酯生产概述(doc 14页)第一章 聚酯装置流程介绍 18万吨/年聚酯装置是中国纺织设计院设计的国产化生产线, 在工艺上以精对苯二甲酸(PTA)和乙二醇(EG)为原料,采用直接酯化连续缩聚的五釜工艺流程,装置设计负荷为日产500吨。
该聚酯装置具有单系列生产能力大、生产弹性大、化工料品种少、原料消耗低、三废少等特点。
在控制系统上,聚酯装置采用了先进的集中分散DCS 控制系统,具有操作控制方便、人机联系好、功能齐全、可靠性高等特点。
本聚酯装置的产品为半消光纤维级聚酯熔体及切片,可用于直接纺制涤纶长丝或短纤。
聚酯生产装置包括主生产装置和辅助生产装置两大部分。
主生产装置包括以下生产工序: (一)PTA 卸料及输送(设PTA 库房两座,两座库房面积共9800m 2,贮存周期约25天) (二)浆料制备 (三)酯化(第一、二酯化及工艺塔) (四)预缩聚(第一、二预缩聚,预聚物过滤及输送) (五)终缩聚(终缩聚、熔体输送及过滤) (六)切片生产、输送及包装 (七)尾气淋洗 (八)催化剂制备 (九)消光剂制备 辅助生产装置包括以下部分: (一)热媒站(配备单台热负荷800万大卡的热媒炉三台,两用一备) (二)罐区(设容积5000m 3的乙二醇贮罐两个,贮存周期约52天;设容积1000m 3的燃料油贮罐两个,贮存周期约32天。
) (三)过滤器清洗 (四)化验室 聚酯装置主工艺流程图如下:去废水处理17R01接真空系统工艺塔13C01EG蒸汽喷射泵真空系统熔体去长丝熔体去切粒18P0116P01终缩聚14R01预缩Ⅱ预缩Ⅰ15R0112R01催化剂13R01酯化Ⅱ酯化Ⅰ11TA01浆料配制11P01TiO2悬浮液1121T0121T0217P0817T0321P01回用14E0114P0315E01接真空系统1717P0716F0118F01熔体去长丝预留EG动力蒸汽13P024、终缩聚反应设置一台终缩聚反应器,终缩聚反应器中的操作压力控制在1mbar左右。
PET装置真空系统的改造及节能

能耗 比较表 。通 过 表 1的数 据 可知 , 在相 同负荷 下 , 热 量 消耗 减少 了 4 % , 环 冷 却 水 量 减 少 了 1% , 0 循 7 且 不再 需 要软水 , 也无 须处 理废 水 , 有 这些 都 大大 所 节 约 了能 源 , 高 了工 程价 值 。 提
作者简介 : 网兰 (9 2 ) 男 , 高 18 . , 江苏兴化人 , 助理工程师 , 工学学士 , 从事化工工程设计工作 。
第 2期
高 网兰 , :E 等 P T装 置真 空 系统 的改造 及节 能
4 1
家 倡导 的节 能 减 排 政 策 。 为 提 高 P T装 置 的运 行 E 可 靠度 , 强节 水减 排 工作 , 加 浙江 赐 富化纤 有 限公 司 提 出 了对真 空 系统 进 行 改 造 的 计 划 , 由扬 州 惠通 并 化 工技 术有 限 公 司承接 该改 造项 目。通 过对 现行 真 空 系 统 的研 究 , 定 采用 E 决 G蒸 气 喷 射 泵 取代 水 蒸 气 喷射 泵 。
E G蒸气喷射泵代替原来的 四级水蒸气 喷射泵 。为 得到较高的真空度 ,G蒸气喷射泵采用多级 串联 的 E 形式。在多级串联喷射系统里 , 前一级喷射器喷出 的气流中不仅有被抽气体 , 而且还有该级 的工作蒸 气 , 后一 级 的 负 担 增 加 , 减 少 后 一 级 的蒸 气 消 使 为
GAO a —a SHIDi g ln W ng l n, n —i
( aghuH i n hmi l nier g ehq eC . t. Y nzo 20 9 C ia Y nzo ut gC e c gnei ciu oLd , aghu2 50 , hn ) o aE nT
用 , 达 到节 水减 排 的效果 。 并
聚酯装置说明、危险因素以及防范措施(最新版)
( 安全技术 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改聚酯装置说明、危险因素以及防范措施(最新版)Technical safety means that the pursuit of technology should also include ensuring that peoplemake mistakes聚酯装置说明、危险因素以及防范措施(最新版)一、装置简介(一)装置发展及类型1.装置发展聚酯工艺产生于20世纪40年代,在50年代实现了工业化,是利用基础化工原料生产合成纤维的工艺技术。
20世纪70年代以后,各国针对聚酯存在的吸水率低、不易染色、易产生静电等缺点进行了改性研究,取得了较多成果,使聚酯工业有了飞速的发展。
70年代末,我国从前西德引进了第一套直接酯化连续缩聚生产涤纶树脂的工业化生产装置。
经过几十年的发展,聚酯在我国三大合成纤维工业中已占有举足轻重的地位。
截止到2003年底,我国聚酯装置的产能已经达到1115×104t/a,占世界总产量的三分之一左右。
进入21世纪,随着工艺技术的不断发展,我国聚酯装置正向工艺技术更先进、经济效益更好的方向发展。
2.生产工艺路线聚酯通常是由二元酸和二元醇经酯化和缩聚反应而制得的一种高分子缩聚物。
目前用途最广的聚酯是由对苯二甲酸和乙二醇经酯化和缩聚反应所生成的聚对苯二甲酸乙二醇酯。
生产聚酯的工艺技术主要取决于精对苯二甲酸、对苯二甲酸二甲酯及乙二醇的生产发展。
用于合成聚对苯二甲酸乙二醇酯中间体的主要原料路线有以下几种:一种是酯交换法(简称DMT法);另一种是直接酯化法(简称PTA 法);第三种是环氧乙烷酯化缩聚路线(简称环氧乙烷法)。
酯交换法(DMT法):是将以对苯二甲酸与甲醇反应生成易于精制提纯的对苯二甲酸二甲酯,或采用对二甲苯合并氧化、酯化制成对苯二甲酸二甲酯,再将提纯的对苯二甲酸二甲酯与乙二醇进行酯交换反应制得聚酯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涤纶聚酯生产装置的真空系统摘要:文章介绍了聚酯生产中所使用的真空获得系统的发展过程;华达公司开发、设计、生产的真空系统的技术原理及特点。
关键词:聚酯;真空系统;一、涤纶聚酯生产装置中真空泵发展历程概述在上世纪最早的涤纶聚酯生产装置中,采用机械真空泵(滑罗机组)作为真空获得设备。
由于机械真空泵存在缺点:A、不能抽除可凝性气体(今后干式螺杆泵发展情况怎样?);B、易受齐聚物堵塞,真空度波动大;C、随着单线产量规模增大,需要许多机械真空泵组并联,机构庞大复杂;维修复杂;50年代(国外)~60年代(国内)开始,逐渐被水蒸汽喷射真空泵所取代(上海涤纶厂等)。
采用水蒸汽喷射真空泵产生新的问题:A、能耗大;B、产生大量废水;C、原料EG损耗大;60年代开始,德国吉玛公司开始研制以涤纶聚酯原料的乙二醇蒸汽驱动的EG喷射真空泵——EG液体喷射真空泵和EG蒸汽喷射真空泵,国内于1977年由北京燕山长征化工厂首先引进使用。
整个80~90年代,我国引进的或国产的涤纶聚酯装置,大部分仍采用水蒸汽喷射真空泵,小部分采用EG蒸汽喷射真空泵(仪化)。
进入21世纪,我国引进的或国产的涤纶聚酯装置,大部分采用EG蒸汽喷射真空泵,小部分仍采用水蒸汽喷射真空泵。
实践证明,在涤纶聚酯生产中,EG蒸汽喷射真空泵具有能耗小,不损耗原料EG,不产生废水,真空度稳定等优点。
二、华达公司发展EG真空泵历程概述华达公司(前身建华真空设备机械厂)创立时,生产的第一台设备——5级真空泵就是为涤纶聚酯生产服务的。
扬州惠通的第一条5000T/A线使用的也是我公司的5级泵。
从1991年至2002年我们为间歇式提供了500多台(套)5级水蒸汽喷射真空泵(是中国聚酯工业发展的罪人,谢晓中语);1999年,我公司开展EG真空泵的理论研究;2000年,自费试制了1台EG真空泵在浙江超同安装,进行了性能测试;2001年,在试验设备的基础上,为上海浦源免费制造2台,在间歇式生产中投入使用;2002年,为上海石化CP-3提供第1台(与汪总、新良合作);2003年到2008年,为近百条间歇式生产线提供了EG真空泵;同时,从1994年开始为上海石化2号聚酯的6条钟纺线进行真空泵改造,1998年,随着改造进入到EG捕集器的改造阶段;我们开始接触涤纶聚酯生产装置中的整个真空系统。
2002年,我公司在加盟汪总——聚友公司团队后,使我们有机会参与了张家港新欣化纤的8万吨、新苏15万吨、上海石化的15万吨、埃及4+0.4万吨、新港15+3万吨、华特斯8万吨、,弘兴8+2万吨、金胜10万吨等涤纶聚酯项目工作;同时,我们还参与了国内其他十几套涤纶聚酯装置真空系统的新建和改造工作:上海石化2号聚酯的6条钟纺线、3号聚酯的2条杜邦线、洛阳石化的2条杜邦线、三房巷的3条杜邦线、海南兴业的1条杜邦线、华西的1条吉玛线、华宏1条线、宜兴2条线、中捷1条线。
可以这么说,2003年之前,华达公司对EG真空泵及捕集器的开发实践好比一个人的儿童状态,2003年之后,在聚友公司的庇荫下逐步成年,为此,我在这里,谨代表华达公司对在座的和不在座的所有聚友公司的同仁们,表示衷心的感谢!三、我公司真空系统的特点通过以上提到的各项工作的实践,我们对涤纶聚酯生产装置中真空系统:捕集器和EG蒸汽喷射真空泵系统的设计、生产、调试积累了一定的经验,形成了一定的特点,特总结如下,供大家参考,并请斧正。
1、EG捕集器部分在涤纶聚酯装置中,EG捕集器起到捕集缩聚釜中产生的大量可凝性气体和低分子齐聚物的作用,是真空系统的关键设备。
如果EG捕集器对可凝性气体捕集效果不好,可凝性气体得不到充分冷凝,将大大增加真空泵的负荷,造成系统真空度达不到要求。
如果EG捕集器对齐聚物捕集效果不好,进入真空泵的低分子齐聚物增加,会逐渐地堵塞真空泵,使真空泵无法正常工作,聚酯装置必须停车检修。
从一开始,我们接触和改造的捕集器是立式结构,因此,到目前为止,我们设计的捕集器都是立式折流式结构(详见图1),立式折流式捕集器在设计中要解决的(规范的)问题有:1、在理论计算(物料衡算)中:A、工作压力:提出的工作压力是必要条件,还是充分条件,我们认为应按必要条件考虑;今后常规产品就按1.5/0.15KPa;B、工作EG的温度:高温或低温,或高低温结合;捕集器内的可凝性气体分压取决于(EG-H2O)的饱和蒸汽压,亦即取决于循环EG(EG-H2O)的含水率和工作温度,它必须低于工作压力。
高温:既要高温度,又要满足工作压力,即:维持(EG-H2O)的饱和蒸汽压不变,就必须降低含水率。
降低含水率依靠两个途径:从出气口被真空泵抽走和溢流口溢流。
从出气口被真空泵抽走就要增加真空泵的负荷,导致EG蒸汽用量的增加,设备增大。
从溢流口溢流,需要增加溢流量,即需要增加EG补充量。
所以高温有一个极限。
今后,采用45℃和30℃;低温:对降低真空泵的EG蒸汽用量有好处,但EG循环系统容易堵塞。
今后不考虑;高温/低温结合:原理:一级高温喷淋捕集齐聚物,二级低温喷淋捕集可凝性气体;初步方案:补充EG分两路补充;一路从终缩一级热井至预缩一级热井;一路从终缩二级热井至预缩二级热井至预缩一级热井。
采用50℃和35℃;/采用25℃和25℃;终缩一级热井能否不补充,作进一步的理论分析。
C、循环EG喷淋量:UFPP喷淋量大小主要从捕集效果(温升能否达到)和水泵功率两方面考虑(考虑6~8℃温升);FIN喷淋量大小则是从捕集效果(横截面能否有效覆盖)和水泵功率两方面考虑(考虑0.5~1.5℃温升);考虑在理论计算基础上适当放大;D、补充EG量:在工艺流程中容许真空系统用多少EG?真空泵系统及真空度调节系统需要用多少EG?剩余为补充EG量(当然要留一定余量)。
补充EG量大,溢流量也大,循环EG的含水率就低,真空泵耗能就少。
E、立式折流式喷淋捕集器相当于一台液体喷射器,喷淋EG有一定抽空作用,程度尚无法计算和定量,影响真空度调节(真空度过高);2、在结构设计中:A、进气口直径:决定于真空度(气体的比容/密度)和气体流速(重量流速/体积流速/速度流速)的选取;决定于缩聚釜气升口直径的选取;目前情况:今后怎么取:B、外形尺寸:进气口直径决定了上筒体直径(上筒体无非是通道);上筒体直径决定下筒体的内外筒体的直径;如果上筒体采用大开孔,则:上筒体与下筒体的内筒体之间采用锥体过渡(直径差为200~400,45°或60°);如果上筒体不采用大开孔,则:上筒体与下筒体的内筒体直径可以一致;前者优点:1、避免上筒体齐聚物堵塞喷淋孔;2、刮刀直径小;3、喷头容易布置,多布置;4、挂在上下运动刮刀上的齐聚物容易被EG冲掉;前者缺点:1、大开孔,上筒体强度差,焊接变形大;2、下筒体的内筒体喷淋EG 的覆盖密度降低;下筒体的内外筒体的间距:100~200毫米;主要考虑下喷淋EG能否将内外筒体的横截面全部覆盖(间距小,难以全部覆盖),以及气流的悬浮速度。
下筒体长度:一般为直径的2~3倍,主要考虑满足出气口、喷淋EG口、环管、支座、视镜的位置,其次考虑气流悬浮速度所需要的悬浮空间(夹带物在重力作用下的减速距离)。
C、环管直径:由循环EG喷淋量和速度流速决定;新良已有规定D、出气口直径:原则上由真空泵的抽气口直径决定;E、出液口直径:原则上由循环EG喷淋量和速度流速决定,但应考虑从刮刀上掉下的齐聚物能否通过的问题;3、喷头及喷头安装雾化喷头比降膜喷头好,特别在下筒体。
安装雾化喷头的非标球阀:3种非标球阀和各种流量的雾化喷头;雾化喷头带X芯,被安装在非标球阀的球体内;球阀在开启状态时,EG液体通过球体内的雾化喷头,以液雾、液滴状喷出;球阀在关闭状态时,打开阀体上的闷盖,可以对雾化喷头进行在线清理或更换;要注意的问题是:1、球阀在开启状态时,不能内漏;一旦内漏,部分EG液体未通过球体内的雾化喷头而进入捕集器,不但雾化效果差;而且EG流量也增大,且无法控制;2、正常情况下,EG流量受喷头和压力控制,要调节流量,只能通过更换喷头和调节压力,千万不能调节球阀;球阀只能全开或全关;3、球阀全关,目的是对雾化喷头进行在线清理,或更换雾化喷头,或调节阀门的内部压紧螺母;4、盖板及夹套热媒温度要高:290~300℃。
5、仍然采用上下型气缸通棒,也可以考虑用液压通棒;我公司的通棒3种形式:分别为上下型、旋转型、上下旋转综合型;效果:上下旋转综合型最好,缺点是高度比较高,是行程的两倍;上下型气缸通棒使用最广;我公司尚无旋转型的使用经历;旋转型需要现场装配;机械密封能否水平运输;若可以,则可在公司内装配好;2、EG真空泵部分EG真空泵是涤纶聚酯装置中获得和保持真空状态的基本设备,真空度越高,聚酯产品的聚合度就越高,粘度也越高,质量越好。
引进设备中,3个级间冷凝器都采用同样的筛板折流式结构,如图示意,即:冷凝器的内件由多层交叉设置的筛板组成;其基本工作机理是:EG冷却液通过筛板上的小孔,以雨柱状自然下降,EG蒸汽在筛板间绕行上升,与EG冷却液形成逆流接触,从而达到冷凝捕集或加热蒸馏的目的。
其普遍存在的缺点是:1、EG冷却液为雨柱状,表面积小,间隙大,虽与蒸汽逆流,但接触效果差;使得冷凝捕集或加热蒸馏的效果都差;2、筛板上的小孔易堵塞,造成冷却液的分布不均匀,影响冷凝或加热效果,使真空度波动;严重时,还会引起气体短路,使系统真空度下降;3、筛板上的小孔堵塞后,即使停车也难以清除;冷却液容易飞溅进入下级喷射器,也会引起真空度波动;4、气体通过交叉设置的筛板时,流动阻力较大,造成前置喷射器的背压高,真空度低。
5、同时,3个级间冷凝器使用同样温度的冷却EG,也使得第一、二级间冷凝器的喷淋EG量过小,无法满足水分的蒸发量要求;6、循环EG的含水率过高,使得第一级间冷凝器的可凝性气体分压和工作压力过高,是影响工作真空度的根本原因。
这说明,国外生产商的设计理念或理论有错误。
为此,我们建立了自己的设计EG喷射真空泵的理论计算模式:A、最高工作真空度要达到50~100Pa,第一级EG喷射器的压缩比应小于或等于13,即:50到650Pa;因此,第一级间冷凝器的工作压力必须低于650Pa(5mmHg);B、要保证第一级间冷凝器的工作压力达到低于650Pa(5mmHg),就需要第一级间冷凝器中的可凝气体分压尽可能地低于400Pa(3mmHg);为此,第一级间冷凝器的冷却EG进液温度应≤40℃,冷却EG出液温度应≤44℃;同时,应确保循环EG的含水率应低于1.5%(实际运行含水率低于1.0%) ;C、因此,对EG喷射泵机组而言,应把水分全部当作不凝气抽除;但其实际过程性质又是可凝的;D、因此:第二、三级间冷凝器必须具备充分蒸发水分的能力。