管道单线图信息标注
压力管道单线图(轴测图)绘制技巧及说明

压力管道单线图绘制说明CAD绘制版本请详见本店文档“压力管道单线图(轴测图)CAD绘制精简版模板”1、压力管道单线图应与现场管道的走向、规格、方位等情况相符;2、每条管道的单线图上应标注管道编号、介质流向、介质、管道规格、长度、起止点、焊口、支吊架等信息;3、每张图应绘制表示方向的坐标系,应以东、南、西、北表示(不能以“办公楼”、“大门口”等表示);4、每张图应绘制标题栏,标题栏应有单线图编号、管道名称、管道编号、类别、规格、管道所在位置等信息(GB/T10609-2008《技术制图标题栏》);5、关于长度标注说明:以单一方向总长为单元,如果在某方向长度在一张图纸画不完,应在每张图纸上标注该方向在CAD图上的长度;6、如果一张图不能画完一条管道,则分多张图。
每张图中,以支吊架、阀门作为起止点,用“J”表示支吊架,用“F”表示阀门,分别用J1、J2......(或F1、F2......)来区分,并确保前一张图的止点与后一张图的起点标示号一致;7、每张图的最大范围为297*210mm,即为A4纸大小。
截图上传到MIS 系统时,均横向显示;8、管道上的阀门应根据型号绘制,并标注阀门类型;9、测厚统一用“W”表示弯头,“S”表示三通,“D”表示大小头,从图的左边至右边,或上边至下边,按顺序标注W1、W2、W3......(S1、S2、S3......D1、D2、D3......);10、管子、弯头、三通统一用粗实线绘制(线条宽度0.35mm (GB/T17450-1998《技术制图图线》));机器、设备、机泵等,一律用细实线或双点画线表示;11、标注用的字体高度为3.5mm,仿宋体(GB/T14691《技术制图字体》);12、记录或报告中,检测部位等应注明单线图编号,如“详见单线图ZHBP-1”;13、具体画图的次序一般是先画前面,再画后面;先画上面,再画下面,被挡住的后面或下面的管线画时要断开;14、在水平走向的管段中,法兰要垂直画;在垂直走向的管段中,法兰一般与邻近的水平向的管段相平行;“块”的使用在模板里,已将常用的标注和标志作为“块”,便于快速插入运用。
电气单线图中一些符号的标注
PR 塑料线槽敷设MT生铁管敷设PC 硬制塑料管敷设FPC 半硬制塑料管敷设SC 焊接电线钢管敷设TC 薄壁电线钢管敷设RC 水煤气管敷设MR 封闭式金属线槽敷设CT 电线桥架或托盘敷设K 瓷瓶或拄式绝缘子敷设PCL 塑料夹敷设CP 蛇皮管/金属软管敷设QR 铝合金线槽敷设PL阻燃半硬聚乙烯管敷设AL 铝皮线卡敷设SR 沿钢索敷设BE 沿屋架或跨屋架敷设CLE 沿柱或跨柱敷设WS 沿墙面敷设ACE 能进入的吊顶内敷设CE 沿顶棚面或顶板面敷设BC 暗敷设在梁内CLC 暗敷设在柱内WC 暗敷设在墙内FC 暗敷在地面CC 暗敷在顶板内ACC 暗敷在不能进人的吊顶内要穿金属管电气计算公式安装功率:Pe=11kw有功功率:Pc= Kd ·Pe=1*11=11kw功率因数:cosφ=0.8,故tgΦ=0.75无功功率:Qc=Pc×tgΦ=11*0.75=8.25kvar计算容量:Sc=Pc/COSΦ=11/0.8=13.75KV A计算电流:Ic=Sc/ (根号3*U)=13.75/(1.732x0.38)=20.89A星三角启动是降压启动,即加在电机绕组的电压由380V降为220V,电压低了,启动电流相对也就小了,没有分流作用。
1、星三角启动的电机,实际运行必须是三角形运行才能达到额定值,其额定电流为线电流I=P÷0.38÷1.732÷COSφ。
而流过电机各相绕组的相电流(包括为实现三角形连接的外部电缆,即接触器至电机接线端的电缆)=线电流÷1.732。
2、三角形运行的电机在星形连接运行时,线电流=相电流,由于加在电机各相绕组的相电压=线电压÷1.732=220V,因此线电流=相电流=三角形接法的相电流,实际启动电流应按三角形接法的相电流来乘于启动倍数,而不是按三角形接法的线电流来计算启动电流。
3、电缆选择是按负荷实际长期电流选择的,不是按启动电流选择的,因此,星三角启动的电缆应按三角形接法的相电流考虑。
管道单线图信息标注

一.目的为加强洛阳乙二醇项目管道安装施工中的焊接工程管理工作,强化工艺管道焊接工作的施工过程管理,保证工艺管道焊接竣工资料的完善和及时,规范工艺管道焊接施工单线图标识和现场工艺管道实物焊接信息标识。
二.范围适用洛阳乙二醇项目管道安装焊接工程中单线图的标识准则及工艺配管焊接的过程管理;与管道焊接施工记录,焊接材料烘干、发放记录同步且可追溯;与各种无损检测报告具有可追溯性。
三.编制依据《工业金属管道工程施工及验收规范》GB50235《石油化工有毒、可燃介质管道工程施工及验收规范》SH3501《石油化工钢制管道工程施工工艺准备》SH3517四.职责1.项目质保师组织图纸会审;负责确认、规范、审核工艺配管焊接工程单线图标识和管线实物焊口标识的策划及人员职责安排。
2 工艺工程师参与图纸会审;负责单线图的确认,负责工艺管线施工中管线实物上管线号的标识确认3焊接工程师参与图纸会审;确认工艺配管焊接实物质量;确认单线图标识焊口和焊接数据库输入焊口的及时和正确;对工艺管线焊接实物上焊口的标识质量进行确认。
五.单线图编制时的依据单线图绘制的标准必须规范化管理.编制依据如下:1.施工图(包括平面图、立面图、局部放大图、设备管口方位图等2.材料表(只用于焊接信息标识的时候就需要有管线材质规格热处理硬度和无损检测比例).3.管架标准图(根据设计单位要求选择标准,标识在单线图上)4. 洛阳乙二醇项目的工艺管线单线图有关规定六.焊接施工过程中单线图的焊口标识要求1.在单线图上,应把所有焊口使用阿拉伯数字进行排序(特殊情况可以不按序插号),焊口编号的排序在同一条管线中按照先主管线后支管线的排序原则进行。
2.相同编号的管线在不同的区域内应该按照区域独立排序,最后按照合同规定施工范围完成碰头焊3.焊口使用实心的黑点进行表示。
4.在单线图上,所有管道支吊架焊口应该按照设计提供位置进行标识,并标注管道支吊架焊接形式的引用标准号和依据。
工艺管线焊接信息标示要求
1.焊口使用实心的黑点表示。
2.在单线图上,所用管道支吊架焊口应该按照设计提供位置进行标示,并标注管道支吊架焊接形式的引用标准和依据。
3.已经焊接完成的单线图标识必须符合标准SH3501的7.5.15条款和GB50235第11章条款要求,及时填写:焊口号、固定焊口、焊工号、检测结果、返修(増透)情况、热处理情况、硬度检测情况等可以追溯性的标识要求。
4.对接焊口在单线图上直接标识焊口序号。
对接焊口位置是固定焊口的时候,软件管理中、单线图上和焊接施工记录里的标识都需要在焊口前加注标识:G5.对于施工过程中不合格返修的焊口必须在软件管理中、单线图上和焊接施工记录里都需要焊口编号后进行返修检测次数的标识:一次(R1)、二次(R2)。
6.所有管道焊口发生无损检测不合格焊口必须按照要求进行扩透检测,扩透焊口在软件管理中、单线图上和施工记录里的标识都需要编号后面进行扩透焊口次数的标识:一次(K1)、二次(K2)。
7.对于应为设计原因,割掉已经检测完成的合格焊口,必须通过施工单位技术负责人、总承包焊接工程师、监理焊接工程师确认签字,才可以实施。
此时需要割掉后再焊接的焊口必须在焊口号前面进行割掉焊口次数的标识:一次(P1)、二次(P2)。
8.设计变更原因增加的焊口必须在焊口编号前面的标识:Z9.管道支吊架的焊接必须在单线图中标识,管道支吊架焊口在单线图中使用阿拉伯数字单独进行排序,在软件信息、施工记录和单线图上焊口编号前面的标识:SP。
10.对接焊口的焊缝在软件管理中标识:BW,在单线图中只标识焊口的阿拉伯数字。
11.凸台焊口的焊缝在软件信息中标识:DW,在单线图中只标识D。
12.三通焊口的焊缝在软件信息中标识:TW,在单线图中只标识T。
13.角焊缝(承插焊口)的焊缝在软件信息中标识:SW,在单线图中只标识S。
14.所有管线焊口的热处理和硬度检测应该在单线图中用文字说明。
在软件中坐确认。
15.焊口少的单线图,按照焊口形式的代号及其焊接信息标识要求,标识在单线图的焊口附近。
管道单线图代号及规则2011
管道代号编号规则及含义4”— PL -- 1 -- S6 – 800 - 0402 — IP – 1 – 41A (1)(2)(3)(4)(5)(6)(7)(8)(9)管道组合号(管道代号)由7个单元组成,这7个单元依次是:(1)管道尺寸;(2)物料代号;(3)管道等级;(4)材料代码;(5)装置区域;(6)管线序号;(7)隔热或隔声代号;(8)垫片等级;(9)垫片材料。
(1)管道尺寸一般标注公称尺寸,以英寸为单位,只注符号,不注单位。
(2)物料代号工艺物料代号辅助、公用工程物料代号(3)管道等级1: 150LB3: 300LB6: 600LB7: 1500LB9: 900LB(4)材料代号A : 铝C : 碳钢D : 双相钢R : 铬S : 不锈钢S3 : 304S4 : 304LS5 : 316S6 : 316LS7 : 317LG30 : G30合金--------注“1”HB-2 : HAST –B--2HC : HAST –C276G : 镀锌N : 镍合金Zr : 锆合金SC : 蒸汽/冷凝水用碳钢T : TUBING 透平管注“1”哈斯特洛依(HASTELLOY)镍基合金哈斯特洛依合金是镍-钼,镍-铬-钼系合金。
早期的(Ni60-Mo19-Fe20)哈斯特洛依A解决了耐蚀合金领域内耐盐酸腐蚀的问题。
但它只能用于70℃以下的盐酸腐蚀。
适当提高钼并降低铁而发展的哈斯特洛依B(0Ni65Mo28Fe5V)和哈斯特洛依B2(00Ni70M028),则可用于沸腾温度下任意浓度的盐酸,甚至在硫酸、氢氟酸中也有良好的耐腐蚀性。
哈斯特洛依B2因超低碳量含量,其耐蚀性比哈斯特洛依B优良。
哈斯特洛依B3是一个增加的牌号,热稳定性比B2好。
同样具有卓越的抗盐酸、硫酸、醋酸和磷酸及其它非氧化性环境腐蚀的能力。
哈斯特洛依A、B、B2Ni-Mo合金在盐酸中有良好的耐蚀性,但在加有氧或氧化剂的介质中,则耐蚀性显著下降。
工艺管道单线图焊口标注办法

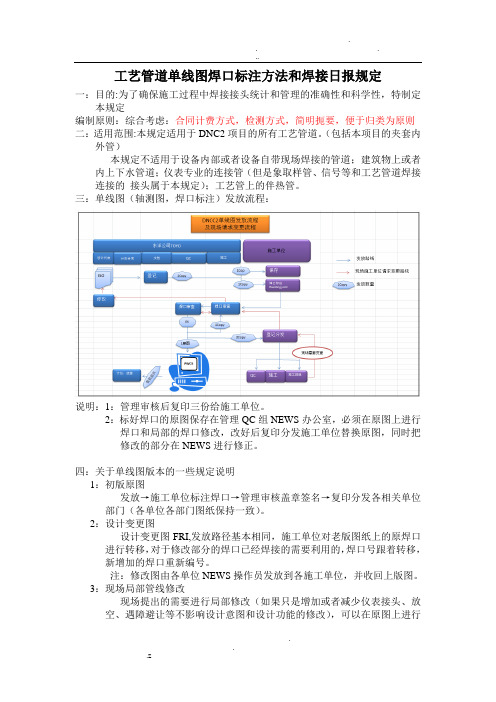
工艺管道单线图焊口标注方法与焊接日报规定一:目的:为了确保施工过程中焊接接头统计与管理的准确性与科学性,特制定本规定编制原则:综合考虑:合同计费方式,检测方式,简明扼要,便于归类为原则二:适用范围:本规定适用于DNC2项目的所有工艺管道。
(包括本项目的夹套内外管)本规定不适用于设备内部或者设备自带现场焊接的管道;建筑物上或者内上下水管道;仪表专业的连接管(但就是象取样管、信号等与工艺管道焊接连接的接头属于本规定);工艺管上的伴热管。
三:单线图(轴测图,焊口标注)发放流程:说明:1:管理审核后复印三份给施工单位。
2:标好焊口的原图保存在管理QC组NEWS办公室,必须在原图上进行焊口与局部的焊口修改,改好后复印分发施工单位替换原图,同时把修改的部分在NEWS进行修正。
四:关于单线图版本的一些规定说明1:初版原图发放→施工单位标注焊口→管理审核盖章签名→复印分发各相关单位部门(各单位各部门图纸保持一致)。
2:设计变更图设计变更图FRI,发放路径基本相同,施工单位对老版图纸上的原焊口进行转移,对于修改部分的焊口已经焊接的需要利用的,焊口号跟着转移,新增加的焊口重新编号。
注:修改图由各单位NEWS操作员发放到各施工单位,并收回上版图。
3:现场局部管线修改现场提出的需要进行局部修改(如果只就是增加或者减少仪表接头、放空、遇障避让等不影响设计意图与设计功能的修改),可以在原图上进行修改,不进行单线图的升版,但就是必须提前得到设计的同意(通知管理管道组),改好后由修改人签字(一般就是管理管道组工程师或者现场设计代表),并复印一份修改图给设计部门对设计模型进行修改,但就是单线图不进行升版。
如果需要增加或者减少管道组成件材料的,还必须通知材料控制部门。
(注:变更图、修改图由各单位NEWS操作员及时发放到各施工单位,并收回上版图。
4:现场焊口的改变现场增加或者减少焊口;现场口转预制或者预制转现场口;现场施工需要割除再重新焊接的焊口,所有这些未改变管线规格、走向等特性,只就是焊口号改变的不需要由(施工单位/管理管道组)在原图上直接修改,在焊口圆圈的右上角注明焊口变更代号:C、D、N、M…,并在修改部位圈上云线,注明本页修改版次,下图就是现场修改的取消的五:焊口标注1:管道单线标注的内容包括:管道的段号、焊口号、焊接接头形式、焊口的DB、修改的变更图还有焊口的状态代号(三角版本符号),修改的版本号,本页单线图的最大焊口编号。
单线图相关说明

1.SEAMLESS STEEL PIPE(无缝钢管),PE(平端面)FITTINGS(配件)2.90 DEG(DEGREE 度数) ELBOW,Sch80,20#,SW(Socketweld 承插焊接),LR(Long Radius 长半径)--90度长半径承插焊接碳钢弯头。
BW(对焊)3.Spectacle blank(8字盲板)4.GALV SAW STEEL PIPE 镀锌焊接管道5.EFW STEEL PAD-PIPE 补强板6.TEE,0Cr18NI9TI,BW,SMLS 无缝等径对焊三通RED. TEE,0Cr18Ni9Ti,BW,SMLS 无缝异径对焊三通7.CONC. REDUCER,0Cr18Ni10Ti,BW,SMLS 无缝同心大小头ECC. REDUCER,------------------------------- 无缝偏心大小头8.CAP. NPT 螺纹管帽NPT:nominal pipe thread 标准管道螺纹CAP, BW,SMLS 无缝对焊管帽9.HALF COUPLING 单承口管箍COUPLING 双承口管箍10.NIPPLE,L=120MM,POE/TOE,NPT,SMLS,SDPM0301 长型单头螺纹短节L=80MM 短型11.HALF COUPLING,20# GALV,NPT 单头螺纹管箍COUPLING,------------------------------双头螺纹管箍12.CONC.SWAGE NIPPLE,BLE/PSE,MSS SP-95 同心异径短节ECC.SWAGE NIPPLE,BLE/PSE,MSS SP-95 偏心异径短节13.WELDLET,MSS SP-97 对焊加强管接头14.GATE V ALVE,NPT,CL800,BB.OS&Y,ASTM 碳钢闸阀GATE V ALVE,RF,CL150,BB,BALL-------- 碳钢球面闸阀15.xxs---double extra strong 双倍高强度16.SPRIAL-WOUND 螺旋缠绕垫片CS:carbon steel 碳钢17.T-GLOBE V ALVE,RF,CL150,BB,OS&Y,ASTMA216 WCB,SEAT HEADWHEEL 截止阀CHECK V ALVE,RF,CL150,PISTON (碳钢)止回阀18.BALL V ALVE 球阀TB5,STEAM TRAP --- (碳钢)输水阀19.FLANGE,SW,RF----- 光滑面承插焊法兰FLANGE,WN,RF-----光滑面带颈对焊法兰FLANGE,SO-------- 光滑面带颈平焊法兰FLANGE,NPT ---------光滑面螺纹法兰BLIND FLANGE --- 光滑面法兰盖20.CONC.REDUCER(S-Ø141) 特殊件事例21.FIREBOX,SIZE,820*700*340, BCWS-240/1 管牙接口、阀盖等消防材料22.T STRAINER, TYPE I 过滤器23.See drawing 视镜funnel 烟囱24.ST疏水阀steam trip。
工艺管道单线图焊口标注办法
工艺管道单线图焊口标注方法和焊接日报规定一:目的:为了确保施工过程中焊接接头统计和管理的准确性和科学性,特制定本规定编制原则:综合考虑:合同计费方式,检测方式,简明扼要,便于归类为原则二:适用范围:本规定适用于DNC2项目的所有工艺管道。
(包括本项目的夹套内外管)本规定不适用于设备内部或者设备自带现场焊接的管道;建筑物上或者内上下水管道;仪表专业的连接管(但是象取样管、信号等和工艺管道焊接连接的接头属于本规定);工艺管上的伴热管。
三:单线图(轴测图,焊口标注)发放流程:说明:1:管理审核后复印三份给施工单位。
2:标好焊口的原图保存在管理QC组NEWS办公室,必须在原图上进行焊口和局部的焊口修改,改好后复印分发施工单位替换原图,同时把修改的部分在NEWS进行修正。
四:关于单线图版本的一些规定说明1:初版原图发放→施工单位标注焊口→管理审核盖章签名→复印分发各相关单位部门(各单位各部门图纸保持一致)。
2:设计变更图设计变更图FRI,发放路径基本相同,施工单位对老版图纸上的原焊口进行转移,对于修改部分的焊口已经焊接的需要利用的,焊口号跟着转移,新增加的焊口重新编号。
注:修改图由各单位NEWS操作员发放到各施工单位,并收回上版图。
3:现场局部管线修改现场提出的需要进行局部修改(如果只是增加或者减少仪表接头、放空、遇障避让等不影响设计意图和设计功能的修改),可以在原图上进行修改,不进行单线图的升版,但是必须提前得到设计的同意(通知管理管道组),改好后由修改人签字(一般是管理管道组工程师或者现场设计代表),并复印一份修改图给设计部门对设计模型进行修改,但是单线图不进行升版。
如果需要增加或者减少管道组成件材料的,还必须通知材料控制部门。
(注:变更图、修改图由各单位NEWS操作员及时发放到各施工单位,并收回上版图。
4:现场焊口的改变现场增加或者减少焊口;现场口转预制或者预制转现场口;现场施工需要割除再重新焊接的焊口,所有这些未改变管线规格、走向等特性,只是焊口号改变的不需要由(施工单位/管理管道组)在原图上直接修改,在焊口圆圈的右上角注明焊口变更代号:C、D、N、M…,并在修改部位圈上云线,注明本页修改版次,下图是现场修改的取消的五:焊口标注1:管道单线标注的内容包括:管道的段号、焊口号、焊接接头形式、焊口的DB、修改的变更图还有焊口的状态代号(三角版本符号),修改的版本号,本页单线图的最大焊口编号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.目的
为加强洛阳乙二醇项目管道安装施工中的焊接工程管理工作,强化工艺管道焊接工作的施工过程管理,保证工艺管道焊接竣工资料的完善和及时,规范工艺管道焊接施工单线图标识和现场工艺管道实物焊接信息标识。
二.范围
适用洛阳乙二醇项目管道安装焊接工程中单线图的标识准则及工艺配管焊接的过程管理;与管道焊接施工记录,焊接材料烘干、发放记录同步且可追溯;与各种无损检测报告具有可追溯性。
三.编制依据
《工业金属管道工程施工及验收规范》GB50235
《石油化工有毒、可燃介质管道工程施工及验收规范》SH3501
《石油化工钢制管道工程施工工艺准备》SH3517
四.职责
1.项目质保师
组织图纸会审;负责确认、规范、审核工艺配管焊接工程单线图标识和管线实物焊口标识的策划及人员职责安排。
2 工艺工程师
参与图纸会审;负责单线图的确认,负责工艺管线施工中管线实物上管线号的标识确认3焊接工程师
参与图纸会审;确认工艺配管焊接实物质量;确认单线图标识焊口和焊接数据库输入焊口的及时和正确;对工艺管线焊接实物上焊口的标识质量进行确认。
五.单线图编制时的依据
单线图绘制的标准必须规范化管理.编制依据如下:
1.施工图(包括平面图、立面图、局部放大图、设备管口方位图等
2.材料表(只用于焊接信息标识的时候就需要有管线材质规格热处理硬度和无损检测比例).
3.管架标准图(根据设计单位要求选择标准,标识在单线图上)
4. 洛阳乙二醇项目的工艺管线单线图有关规定
六.焊接施工过程中单线图的焊口标识要求
1.在单线图上,应把所有焊口使用阿拉伯数字进行排序(特殊情况可以不按序插号),焊口编号的排序在同一条管线中按照先主管线后支管线的排序原则进行。
2.相同编号的管线在不同的区域内应该按照区域独立排序,最后按照合同规定施工范围完成碰头焊3.焊口使用实心的黑点进行表示。
4.在单线图上,所有管道支吊架焊口应该按照设计提供位置进行标识,并标注管道支吊架焊接形式的引用标准号和依据。
5. 已经焊接完成的单线图标识必须符合标准SH3501的7.5.15条款和GB50235的11章条款要求,及时填写:焊口号、固定焊口、焊工号、检测结果、返修(增透)情况、热处理情况、硬度检测情况等可以追溯性的标识要求。
七.单线图和软件管理中焊接信息标识规定
1.对接焊口在单线图上直接标识焊口序号。
对接焊口位置是固定焊口的时候,数据库管理中、单线图上和焊接施工记录里的标识都需要在焊口号前加注标识:G
3.对于施工过程中不合格返修的焊口必须在数据库管理中、单线图上和焊接施工记录里都需要焊口编号后面进行返修检测次数的标识: 一次(R1);二次(R2)。
4.所有管道焊口发生无损检测不合格焊口必须按照要求进行扩透检测,扩透焊口在数据库
管理中、单线图上和焊接施工记录里的标识都需要编号后面进行扩透焊口次数的标识:一次(K1);二次(K2)
5对于因为设计原因,割掉的已经检测完成的合格焊口,再次焊接的时候应该在焊接数据库系统中、在单线图上和焊接施工记录里标识割掉焊口的次数:一次(C1);二次(C2)――――。
6.施工过程中,施工单位自己原因割掉已经无损检测完成的焊口,必须通过施工单位技术负责人、焊接工程师确认签字,才可以实施。
此时需要割掉后再焊接的焊口必须在焊口编号前面进行割掉焊口次数的标识: 一次(P1);二次(P1)――――。
7. 设计变更原因增加的焊口必须在焊口编号前面进行增加焊口的标识:Z
8. 管道支吊架的焊接必须在单线图中标识,管道支吊架焊口在单线图中使用阿拉伯数字单独进行排序, 在数据库信息、施工记录和单线图上焊口编号前面的标识:SP
9.对接焊口的焊缝在数据库管理中标识:BW,在单线图中只标识焊口的阿拉伯数字。
10.凸台焊口的焊缝在数据库信息中标识: DW,在单线图中只标识D。
11. 三通焊口的焊缝在数据库信息中标识:TW,在单线图中只标识T。
12.角焊缝(承插焊口)的焊缝在数据库信息中标识:SW,在单线图中只标识S。
13. 所有管线焊口的热处理和硬度检测应该在单线图中用文字说明。
在软件中做确认。
八.焊接信息具体标识要求
1.焊口少的单线图,按照焊口形式的代号及其焊接信息标识要求,标识在在单线图的焊口号附近。
2.对于焊口多,焊接信息在单线图上标识困难的,可以不直接标识在焊口附近,根据单线图空白处的尺寸集中或者分开列表标识。
具体见洛阳乙二醇项目单线图的焊接信息标识图例。
3.工艺配管的焊口实物标识应该及时标识焊口号、焊工号、焊接日期。