加热冷却功率计算
水箱电加热计算范文

水箱电加热计算范文1.加热功率的计算加热功率是指在单位时间内加热水箱所需要的电力。
计算加热功率的方法有多种,其中最常用的是根据加热能力和供电电压来计算。
加热功率(W)=加热能力(J/s)/加热效率其中,加热能力可以通过测量所需加热水温度的提高量和所需加热时间来计算得到。
比如,如果我们需要将10升的水从20摄氏度加热到70摄氏度,并且加热时间为10分钟,则加热能力可以计算如下:加热能力(J/s)= (10升水的质量(kg))* (热容量(J/kg·℃))*(温度提高量(℃))/ (加热时间(s))其中,热容量是指单位质量的物质升高1摄氏度所需要的热量。
对于水来说,热容量约为4.18J/g·℃。
加热效率是指电能转化为热能的效率。
它可以通过设备的额定功率和实际加热功率的比值来进行估计。
2.加热时间的计算加热时间是指将水箱中的水加热至所需温度所需要的时间。
加热时间可以通过所需加热水温度的提高量和加热功率来计算。
比如,如果我们需要将10升的水从20摄氏度加热到70摄氏度,并且加热功率为1000W,则加热时间可以计算如下:加热时间(s)= (10升水的质量(kg))* (热容量(J/kg·℃))*(温度提高量(℃))/ (加热功率(W))3.能耗的计算能耗是指进行水箱电加热所需的电能。
计算能耗可以通过加热功率和加热时间的乘积来得到。
比如,如果我们需要将10升的水从20摄氏度加热到70摄氏度,并且加热功率为1000W,加热时间为10分钟,则能耗可以计算如下:能耗(J)=加热功率(W)*加热时间(s)4.安全性的考虑在进行水箱电加热计算时,安全性是非常重要的因素。
要确保加热设备和电线的负载能力足够,以避免过载和触电的风险。
此外,还需确保加热设备和电源的绝缘性能良好,以防止漏电和意外事故。
总结:水箱电加热计算主要涉及加热功率、加热时间、能耗和安全性等因素。
通过明确所需温度的提高量、加热设备的加热能力和效率,可以计算出所需的加热功率和加热时间。
钢铁热处理工艺常用计算公式
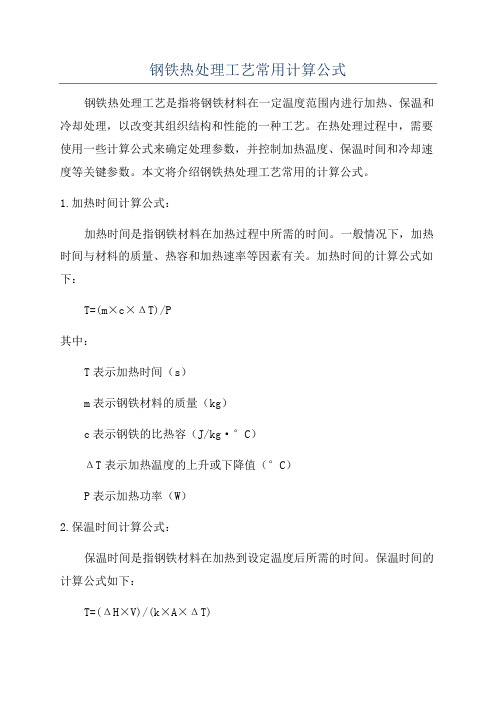
钢铁热处理工艺常用计算公式钢铁热处理工艺是指将钢铁材料在一定温度范围内进行加热、保温和冷却处理,以改变其组织结构和性能的一种工艺。
在热处理过程中,需要使用一些计算公式来确定处理参数,并控制加热温度、保温时间和冷却速度等关键参数。
本文将介绍钢铁热处理工艺常用的计算公式。
1.加热时间计算公式:加热时间是指钢铁材料在加热过程中所需的时间。
一般情况下,加热时间与材料的质量、热容和加热速率等因素有关。
加热时间的计算公式如下:T=(m×c×ΔT)/P其中:T表示加热时间(s)m表示钢铁材料的质量(kg)c表示钢铁的比热容(J/kg·°C)ΔT表示加热温度的上升或下降值(°C)P表示加热功率(W)2.保温时间计算公式:保温时间是指钢铁材料在加热到设定温度后所需的时间。
保温时间的计算公式如下:T=(ΔH×V)/(k×A×ΔT)其中:T表示保温时间(s)ΔH表示材料的热容(cal/g·°C)V表示炉内的总容积(cm³)k表示热传导系数(cal/cm·s·°C)A表示钢铁材料的表面积(cm²)ΔT表示温度的上升或下降值(°C)3.冷却速率计算公式:冷却速率是指钢铁材料在保温结束后冷却的速度。
冷却速率的计算公式如下:v=(T1-T2)/t其中:v表示冷却速率(°C/s)T1表示初始温度(°C)T2表示结束温度(°C)t表示冷却所需的时间(s)4.相变温度计算公式:相变温度是指钢铁材料发生组织相变的温度。
相变温度的计算公式如下:Ac1=723-0.001×C-0.133×Mn-0.004×Si-0.157×Ni-0.294×Cr-0.234×Mo其中:Ac1表示非均匀奥氏体开始转变为均匀奥氏体的温度(°C)C、Mn、Si、Ni、Cr、Mo分别表示钢铁中的碳、锰、硅、镍、铬和钼的含量(%)以上是钢铁热处理工艺常用的计算公式介绍,这些公式可以帮助工程师和技术人员确定热处理参数,实现钢铁材料的理想热处理效果。
冷库冷风机电加热化霜功率计算

《冷库冷风机电加热化霜功率计算》
冷库中空气冷却器的运行工况,一般为冷却
表面是负温结霜的空气析湿冷却上况。
在这种运行工况下,空气冷却器的冷却表而会很快的被冰霜层覆盖,从而导致空气冷却器的传热恶化和空气流动阻力增加,造成运行和操作的困难.
电加热融化霜,是利用电加热元件产生的热拱把空气冷却器表面的冰、霜融化,或是使机
构的运动部件、机构运转顺利而对其相应部位进行短时预热,提高、改善其工作环境,从而达到去除冰霜和保证机构的顺利起动和正常运转的目的。
为了选配电加热,则需要计算融霜功率,考虑换热器吸热、冰层吸热以及热量传递以及功率转换效率等方面,编制计算软件如右图。
感应加热经验公式
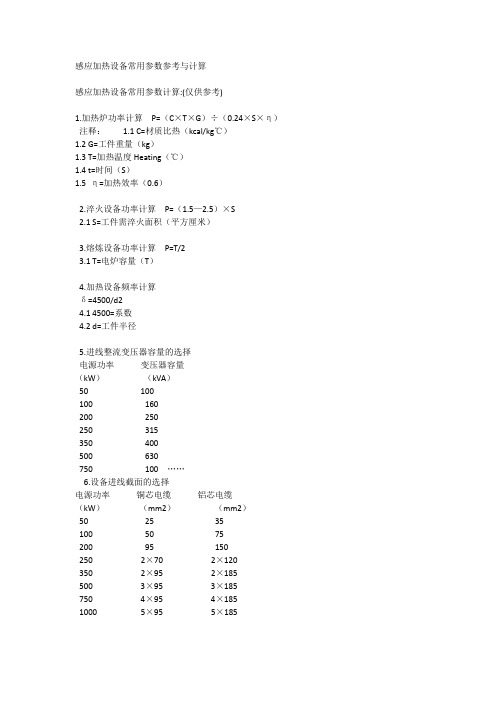
感应加热设备常用参数参考与计算感应加热设备常用参数计算:(仅供参考)1.加热炉功率计算P=(C×T×G)÷(0.24×S×η)注释: 1.1 C=材质比热(kcal/kg℃)1.2 G=工件重量(kg)1.3 T=加热温度Heating(℃)1.4 t=时间(S)1.5 η=加热效率(0.6)2.淬火设备功率计算P=(1.5—2.5)×S2.1 S=工件需淬火面积(平方厘米)3.熔炼设备功率计算P=T/23.1 T=电炉容量(T)4.加热设备频率计算δ=4500/d24.1 4500=系数4.2 d=工件半径5.进线整流变压器容量的选择电源功率变压器容量(kW)(kVA)50 100100 160200 250250 315350 400500 630750 100 ……6.设备进线截面的选择电源功率铜芯电缆铝芯电缆(kW)(mm2)(mm2)50 25 35100 50 75200 95 150250 2×70 2×120350 2×95 2×185500 3×95 3×185750 4×95 4×1851000 5×95 5×1857.中频输出电缆截面的选择中频功率电源的输出频率KW kHz0.5 1.0 2.5 4.0 8.0以下电缆截面积单位为:mm250 35 50/90 70 95 120100 50 70 95 2×70 2×95200 95 2×70 2×95 4×70 4×95250 2×70 2×95 3×70 5×90 5×95350 2×95 3×95 4×95 5×100 5×100500 3×95 4×95 5×100 5×150 5×200750 4×95 5×100 5×150 5×200 (5×150)×31000 5×100 5×150 5×200 (5×150)×2 (5×150)×48.冷却水流量的选择8.1 进水压力:0.15—0.3Mpa8.2 冷却水温度在5—30°范围内,水质硬度不超过8度,浑浊度不大于5,PH值在6.5—8的范围内。
反应釜设备升温所需能量公式

反应釜的加热功率的计算方式!1、反应釜自身重量所需的加热功率:反应釜的重量(KG)*温差*钢的比热(0.11)/860*时间(小时)=1个小时反应釜升温所需的功率*1.2(安全系数);2、反应釜所反应的物料的加热功率:物料的重量(KG)*温差*物料的比热/860*时间=物料升温所需的加热功率*1.2(安全系数);3、反应釜夹套或盘管内导热油升温的加热功率:导热油的重量(KG)*温差*导热油比热(0.55)/860=导热油所需的加热功率;1+2+3=反应釜升温所需的加热功率化工反应搅拌器加热控温案例:物料:环氧树脂;初始温度:40度,要求加热控温到80度;搅拌器容积:1200升;夹套容积:80升;进出口尺寸:1进1出1寸;升温时间:30分钟;其它已知条件:管路长度约1.5米;根据现有参数及要求:我司经过计算及选型,发热功率为:24KW;循环泵浦的功率为1.5KW;机器zui高温度为180度,油箱30升。
即AOS-20-24,可完成满足加热控温的要求。
1度等于一千瓦*小时1瓦等于一焦耳每秒1度等于1000焦耳每秒*小时(3600秒)1度等于3600000焦耳反应釜模温机选型计算方法(详细计算公式)客户案例:假设需要给一个3吨的反应釜加热冷却控温。
反应釜的进出油口径为DN50(一进一出)物料为N-乙基吡咯烷酮2000kg左右,需要在1.5h 把温度加热到150℃,冷却的时候需要在1h左右把温度冷却到常温(50度左右),如何选配模温机?反应釜模温机计算选型步骤如下:一、物料需要的加热功率:1、物料的比热为0.52Kcal/kg.℃,物料2000kg假设室温为20℃,加热到150℃,温度差为130℃,时间为1.5小时.加热功率:P=W×△t×C÷(860×T)加热功率: P1=2000×130×0.52÷(860×1.5)=104.8KW;2、夹套内导热油加温需要的加热功率;导热油比热为0.5Kcal/kg,密度为0.85 kg/ dm3;860千卡=1KW假设室温为20℃,因为要加热物料和反应釜,所以需要更高的油温,则温度差设为150℃,时间为1.5小时夹套容积约为350L加热功率:P=W×△t×C÷(860×T)加热功率:P2=350×0.85×150×0.5÷(860×1.5)=17.29KW3、反应釜体升温所需要加热功率钢铁比热为0.11Kcal/kg.,860千卡=1KW,3000kg的反应釜需要加热的部分算整个反应釜的70%假设室温为20℃,则温度差设为130℃,时间为1.5小时加热功率:P=W×△t×C÷(860×T)加热功率:P3=3000×70%×130×0.11÷(860×1.5)=23.28KW;总加热功率:P3=104.8+17.29+23.28=145.37KW以上计算以热效率为100%,未计加热过程中热量的损失及反应釜自身金属升温所需的热量得出的结果.实际选择时乘以安全系数1.2。
感应加热设备常用参数参考与计算
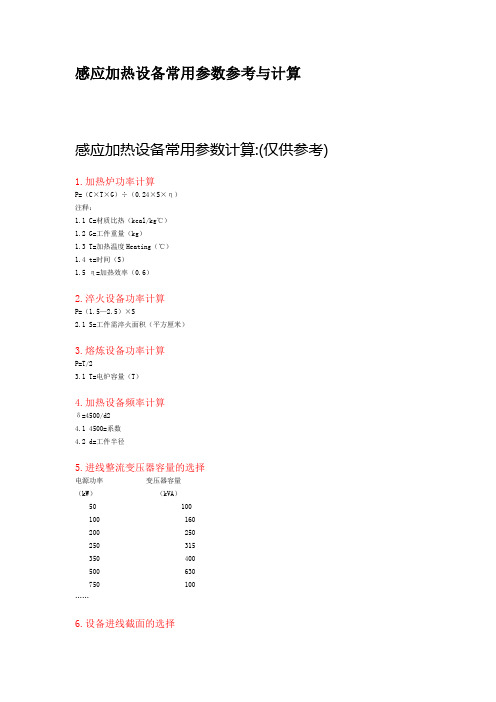
感应加热设备常用参数参考与计算感应加热设备常用参数计算:(仅供参考)1.加热炉功率计算P=(C×T×G)÷(0.24×S×η)注释:1.1 C=材质比热(kcal/kg℃)1.2 G=工件重量(kg)1.3 T=加热温度Heating(℃)1.4 t=时间(S)1.5 η=加热效率(0.6)2.淬火设备功率计算P=(1.5—2.5)×S2.1 S=工件需淬火面积(平方厘米)3.熔炼设备功率计算P=T/23.1 T=电炉容量(T)4.加热设备频率计算δ=4500/d24.1 4500=系数4.2 d=工件半径5.进线整流变压器容量的选择电源功率变压器容量(kW)(kVA)50 100100 160200 250250 315350 400500 630750 100……6.设备进线截面的选择电源功率铜芯电缆铝芯电缆(kW)(mm2)(mm2)50 25 35100 50 75200 95 150250 2×70 2×120350 2×95 2×185500 3×95 3×185750 4×95 4×1851000 5×95 5×1857.中频输出电缆截面的选择中频功率电源的输出频率KW kHz0.5 1.0 2.5 4.0 8.0以下电缆截面积单位为:mm250 35 50/90 70 95 120100 50 70 95 2×70 2×95200 95 2×70 2×95 4×70 4×95250 2×70 2×95 3×70 5×90 5×95350 2×95 3×95 4×95 5×100 5×100500 3×95 4×95 5×100 5×150 5×200750 4×95 5×100 5×150 5×200 (5×150)×31000 5×100 5×150 5×200(5×150)×2 (5×150)×48.冷却水流量的选择8.1 进水压力:0.15—0.3Mpa8.2 冷却水温度在5—30°范围内,水质硬度不超过8度,浑浊度不大于5,PH值在6.5—8的范围内。
加热冷却控制的pid

通常的加热控制系统是,为了使被控制点的测量温度(PV)与设定温度(SV)一致,进行PID控制计算,控制加热器的电源功率。
下图就是加热控制系统的例子,控制容器内液体温度的系统。
设置加热冷却控制的PID:需要加热冷却的应用都带有加热控制(加热器~温度传感器)和冷却控制(冷却机构~温度传感器),两个控制系统,并且在大多数情况下,加热系统和冷却系统的响应特性不一样。
为此温控器也被设计成分别设置加热系统和冷却系统的PID参数。
设置加热冷却PID参数的方法:
设置加热冷却控制的温控器的PID参数有两种方法。
具体参数因温控器的型号,温控器档次以及制造商的不同而有差异。
①只有比例带可以分别设置的类型
此类型比例带可以对加热系统设置加热比例带,对冷却系统设置冷却比例带。
积分时间设置和微分时间设置则是加热系统和冷却系统共用。
因此此类型的加热冷却PID温控器,由加热比例带,冷却比例带,积分时间和微分时间4个PID参数进行演算。
这种类型设置只增加了一
个调整项目,虽然调整简单,但是微调整受限制。
②加热控制系统和冷却控制系统可以独立设置的类型
此类型因为加热和冷却的PID常数可以分别独立设置,所以可以更精确地调整常数,但是很难得到最佳PID参数。
加热冷却功率计算
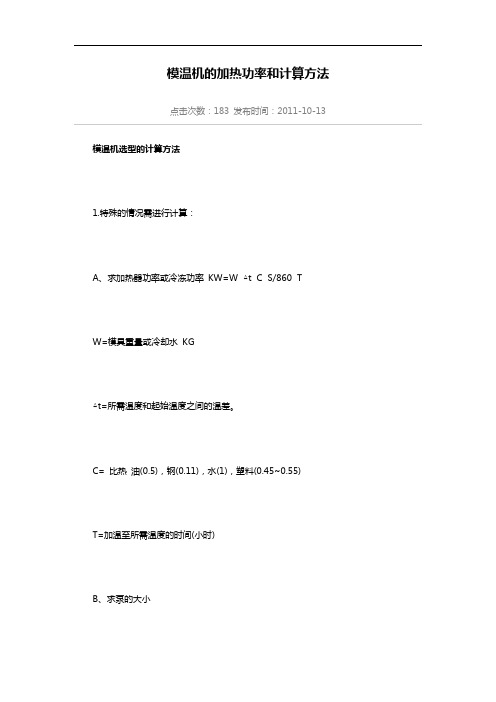
模温机的加热功率和计算方法点击次数:183 发布时间:2011-10-13 模温机选型的计算方法1.特殊的情况需进行计算:A、求加热器功率或冷冻功率KW=W×△t×C×S/860×TW=模具重量或冷却水KG△t=所需温度和起始温度之间的温差。
C= 比热油(0.5),钢(0.11),水(1),塑料(0.45~0.55)T=加温至所需温度的时间(小时)B、求泵的大小需了解客户所需泵浦流量和压力(扬程)P(压力Kg/cm2)=0.1×H(扬程M)×α(传热媒体比重,水=1,油=0.7-0.9)L(媒体所需流量L/min)=Q(模具所需热量Kcal/H)/C(媒体比热水=1 油=0.45)×△t(循环媒体进出模具的温差)×α×602.冷冻机容量选择A、Q(冷冻量Kcal/H)=Q1+Q2Q1(原料带入模具的热量Kcal/H)=W(每小时射入模具中原料的重量KG)×C×(T1-T2)×S(安全系数1.5~2) T1 原料在料管中的温度;T2 成品取出模具时的温度Q2 热浇道所产生的热量Kcal/HB、速算法(有热浇道不适用)1RT=7~8 OZ 1OZ=28.3g(含安全系数)1RT=3024Kcal/H=12000BTU/H=3.751KW1KW=860 Kcal/H 1 Kcal=3.97BTU3、冷却水塔选用=A+BA、射出成型机用冷却水塔RT=射出机马力(HP)×0.75KW×860Kcal×0.4÷3024 B、冷冻机用冷却水塔RT=冷冻机冷吨(HP)×1.25选择模具温度控制器时,以下各点是主要的考虑因素;1.泵的大小和能力。
2.内部喉管的尺寸。
3.加热能力。
4.冷却能力。
5.控制形式。
A、泵的大小从已知的每周期所需散热量我们可以很容易计算冷却液需要容积流速,其后再得出所需的正确冷却能力,模温控制器的制造商大都提供计算最低的泵流速公式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模温机的加热功率和计算方法点击次数:183 发布时间:2011-10-13 模温机选型的计算方法1.特殊的情况需进行计算:A、求加热器功率或冷冻功率KW=W×△t×C×S/860×TW=模具重量或冷却水KG△t=所需温度和起始温度之间的温差。
C= 比热油(0.5),钢(0.11),水(1),塑料(0.45~0.55)T=加温至所需温度的时间(小时)B、求泵的大小需了解客户所需泵浦流量和压力(扬程)P(压力Kg/cm2)=0.1×H(扬程M)×α(传热媒体比重,水=1,油=0.7-0.9)L(媒体所需流量L/min)=Q(模具所需热量Kcal/H)/C(媒体比热水=1 油=0.45)×△t(循环媒体进出模具的温差)×α×602.冷冻机容量选择A、Q(冷冻量Kcal/H)=Q1+Q2Q1(原料带入模具的热量Kcal/H)=W(每小时射入模具中原料的重量KG)×C×(T1-T2)×S(安全系数1.5~2) T1 原料在料管中的温度;T2 成品取出模具时的温度Q2 热浇道所产生的热量Kcal/HB、速算法(有热浇道不适用)1RT=7~8 OZ 1OZ=28.3g(含安全系数)1RT=3024Kcal/H=12000BTU/H=3.751KW1KW=860 Kcal/H 1 Kcal=3.97BTU3、冷却水塔选用=A+BA、射出成型机用冷却水塔RT=射出机马力(HP)×0.75KW×860Kcal×0.4÷3024 B、冷冻机用冷却水塔RT=冷冻机冷吨(HP)×1.25选择模具温度控制器时,以下各点是主要的考虑因素;1.泵的大小和能力。
2.内部喉管的尺寸。
3.加热能力。
4.冷却能力。
5.控制形式。
A、泵的大小从已知的每周期所需散热量我们可以很容易计算冷却液需要容积流速,其后再得出所需的正确冷却能力,模温控制器的制造商大都提供计算最低的泵流速公式。
表4.1在选择泵时是很有用,它准确地列出了不同塑料的散热能力。
以下决定泵所需要提供最低流速的经验法则:若模腔表面各处的温差是5℃时,0.75gal/min/kW @5℃温差或是3.4151/min/kW @5℃温差若模腔表面各处的温差是1℃,则所需的最低流速需要按比例乘大五倍即是3.75gal/min/kW 或是17.031/min/kW。
为了获得产品质量的稳定性,很多注塑公司都应该把模腔表面的温差控制在1-2℃, 可是实际上其中很多的注塑厂商可能并不知道这温差的重要性或是认为温差的最佳范围是5-8℃。
计算冷却液所需的容积流速,应使用以下的程序:1.先计算栽一塑料/模具组合的所城要排走的热量:若以前述的PC杯模为例,则实际需要散去的热量是:一模件毛重(g)/冷却时间(s)=208/12=17.333g/sPC的散热率是=368J/g或是368kJ/kg所以每周期需要散去的热量=368×17.33/1,000=6.377kW2.再计算冷却所需的容积流速:按照上述的经验法则若模腔表面的温差是5℃时,流速=6.377×0.75=4.78gal/min或是=6.377×3.41=21.751/min 若模腔表现的温差是1℃则流速=4.78×5=23.9gal/min或是=21.75×5=108.731/min3.泵流速的规定为了得到良好的散热效果,泵的流速能力应较计算的结果最少大10%,所以需使用27gal/min或是120/min的泵。
4.泵压力的规定;一般模温控制器的操作压力在2-5bar(29-72.5psi),由于在压力不足的情况下会影响冷却液的容积流速(流动的阻力产生压力损失),所以泵的压力愈高,流速愈稳定。
对于冷却管道很细小的模具(例如管道直径是6mm/0. 236in),泵的压力便需要有10bar(145psi)才可提供足够的散热速度(即是冷却液速度)。
大体上冷却液的容积液速要求愈高,管道的直径愈少则所需要的泵输出压力愈大。
所以在一般应用模温控制器的压力应超过了3bar(43.5psi). B、加热能力图4.8是典型的加热计算表,提供了就模具重所需要的加热量。
图4.8的计算用法下:1.纵轴代表着模具的重量。
2.横轴代表着模具升温至所需温度的热量,单位是kW/hr。
3. 37℃-121℃的各温度斜线提供了模具重量和模温控制器的发热能力在相应温度下的关系。
例如我们可以从图查知:1.把重量500kg 的模具升温至50℃所需的加热能力是3.3kW/hr。
2.把重700kg的模具升温至65℃所需的别热能力是6.5kW/hr。
总的来说,加热能力愈强,则所需的升温时间,便相应地减少了(加热能力双倍,升温时间减少)。
图4.8提供了注塑厂商一个很有用的资料,可以马上找出任何模具的加热要求,从而获得正确模温控制器的发热能力。
往往就是因为模温控制器的能力太低,引致模具不能达到最佳的温度状态。
欲想知道模温控制器实际表现,我们可以比较它的实际的和计算的模具升温时间。
冷冻能力模温控制器的冷冻线路的设计和组成零件对模温的精确控制致为重要。
当模具或加温液的温度上升至设定值时,模温控制器必须能快速地及有效地避免温度继续上升,办法是引进另一较低温度的液体,其引进的控制由电磁阀负责。
所以温度超驰的消除和稳定性取决于电磁阀的大小。
冷却电磁阀的孔径可用以下的公式计算:冷冻能力(gal/min)=kW×3.16/△t这里△t=模温控制器所设定的生产温度和冷冻水温度之差:kW=模具需要排走的热量以下表列出了不同电磁阀孔径所能提供的容积流速:电磁阀孔径容积流速in mm gal/min 1/min0.25 6.35 0.7 3.180.375 9.53 1.2 5.450.500 12.70 3.3 14.980.750 19.65 5.4 24.521.000 25.40 10.0 45.401.250 31.75 13.0 59.021.500 38.10 20.0 90.80计算了冷冻能力后便可从以上表找出相应的电磁阀,如以下的例子:PC杯模需要排走的热量是6.377kW生产的设定温度是90℃冷冻水的温度是18℃△T=90-18=72℃所以冷冻能力=6.377×316/72=0.28gal/min或1.271/min从上表可知道孔径为6.35mm/0.250in的电磁阀可提供足够的容积流速,适宜使用于模温控制范围是±1℃的精确要求。
电磁阀阀门的压力降影响着流速。
上表的流速数值是基于1bar(14.5psi)的压力降。
所以压力降愈高,冷冻水的流速愈快。
电磁阀的典型的压力降是2bar(29psi)。
C、液体式模温加热控制系统任何一台模温控制器的主要目的是把模具温度控制在(±2°F)的范围内。
所以对于运行在模具管路间的液体的升温控制必须精确,否则模具温度控制的目的便不能达到了。
某些模温控制器的控制方法祗属于开/关形式,其工作原理是比较实际和设定的温度。
倘若实际的温度比较设定的温度低很多,电热便全开,待实际温度达到设定值时,电热便被关上,由于开/关形式的控制产生了很大的实际正负温度偏差。
这温度变化不单祗直接地影响着液体的温度,还间接地带给了模具很大的过度升降,不消说最后定必反映在成品的质量上。
所以我们应该使用PID(比例、积分、微分)形式的加热控制系统,它可以保证模具的温度控制维持在±1℃(±2°F)的范围内。
1、通过冷却水(油)进、出口温差来计算发热量Q = SH * De * F * DT / 60Q: 发热量 KWSH:比热水的比热为 4.2KJ/Kg*C (4.2千焦耳/千克*摄氏度)油的比热为 1.97KJ/Kg*C (1.97千焦耳/千克*摄氏度)De: 比重水的比重1Kg/L (1千克/升) 油的比重0.88Kg/L(0.88千克/升)F:流量 LPM (L/min 升/分钟)DT: 冷却水(油)进出口温差(出口温度-进口温度)注: "/ 60" 是用于将流量升/分变为升/秒;1kW = 1kJ/s ;例1:冷却水进水为20度,出水25度,流量10升/分钟发热量 Q = 4.2 * 1 * 10 * (25-20) / 60 = 3.5KW选择冷水机冷量时可适当加大 20%-50%例2:冷却油进口为25度,出水32度,流量8升/分钟发热量 Q = 1.97 * 0.88 * 8 * (32-25) / 60 = 1.62KW选择冷水机冷量时可适当加大 20%-50%2、通过设备的功率、发热量估算a、如用于主轴冷却,可根据主轴电机功率的30%估算所需制冷机组的冷量。
例: 7.5KW电机,可选配2.2kw 或 2.8kw冷量的制冷机组;b、注塑机可按每安时0.6KW 冷量估算3、通过水(油)箱的温升来计算发热量Q = SH * De * V * DT / 60Q: 发热量 KWSH:比热水的比热为 4.2KJ/Kg*C (4.2千焦耳/千克*摄氏度) 油的比热为 1.97KJ/Kg*C (1.97千焦耳/千克*摄氏度)De: 比重水的比重1Kg/L (1千克/升) 油的比重0.88Kg/L(0.88千克/升)V:水容量 L(升)包括水箱及管路中的总水容量DT: 水(油)在一分钟内的最大温升注: "/ 60" 是用于将温升摄氏度/分变为摄氏度/秒; 1kW = 1kJ/s;注意:测量时,水(油)箱的温度需略低于环境温度;并且设备处于最大的负荷下工作。
例:水箱容积 1000L 最大的水温 0.2度/分钟发热量 Q = 4.2 * 1 * 1000 * 0.2 / 60 = 14KW选择冷水机冷量时可适当加大 20%-50%补充说明:1、冷水机的制冷量与环境温度及出水温度不同面变化;2、设备实际发热量亦会因为不同的工件、模具、参数等发生变化;3、使用冷水机后温度下降,连接管路、水箱、油箱、模具、主轴、设备表面温度会低于环境温度,因此会吸收热量导致负荷增大;4、在工业冷却的实际应用中很多情况是无法准确利用以上方法计算的,这时只能通过经验数据、同类设备类比等方法估算。
5、任何的计算方法都有可能会出现偏差,以致实际选用的制冷机组过大或过少,所以上面的方法仅作参考一、一般按以下三步进行电加热器的设计计算:1.计算维持介质温度不变的前提下,实际所需要的维持温度的功率2.计算从初始温度在规定的时间内加热至设定温度的所需要的功率3.根据以上两种计算结果,选择加热器的型号和数量。